JP2010023148A - 工作機械 - Google Patents
工作機械 Download PDFInfo
- Publication number
- JP2010023148A JP2010023148A JP2008185393A JP2008185393A JP2010023148A JP 2010023148 A JP2010023148 A JP 2010023148A JP 2008185393 A JP2008185393 A JP 2008185393A JP 2008185393 A JP2008185393 A JP 2008185393A JP 2010023148 A JP2010023148 A JP 2010023148A
- Authority
- JP
- Japan
- Prior art keywords
- main shaft
- turning
- spindle
- taper portion
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000012530 fluid Substances 0.000 claims abstract description 22
- 238000003825 pressing Methods 0.000 claims abstract description 22
- 238000003754 machining Methods 0.000 claims description 28
- 230000007246 mechanism Effects 0.000 claims description 21
- 229910003460 diamond Inorganic materials 0.000 claims description 11
- 239000010432 diamond Substances 0.000 claims description 11
- 238000007747 plating Methods 0.000 claims description 9
- 239000003921 oil Substances 0.000 description 34
- 230000008878 coupling Effects 0.000 description 13
- 238000010168 coupling process Methods 0.000 description 13
- 238000005859 coupling reaction Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 7
- 239000010720 hydraulic oil Substances 0.000 description 4
- 230000000452 restraining effect Effects 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Landscapes
- Machine Tool Positioning Apparatuses (AREA)
- Machine Tool Units (AREA)
Abstract
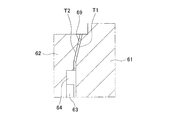
【解決手段】旋回主軸61を支持する主軸台のハウジング66A内に、旋回主軸の軸線方向に進退可能なスリーブ部材62と、旋回主軸に形成され旋回主軸の端部に向けて軸線方向に対し所定の角度傾斜した第1テーパ部T1と、スリーブ部材に形成され第1テーパ部と平行な第2テーパ部T2と、スリーブ部材に隣接しスリーブ部材の軸線方向に形成され第2テーパ部を第1テーパ部に向けて移動させ、第2テーパ部が第1テーパ部を押圧する押圧力を発生させる加圧流体が流入する第1加圧流体作動室65と、を備える。
【選択図】図2
Description
さらに、特許文献1の工作機械では、上記の回転工具を用いた回転加工時には、刃物台本体の第1摩擦クランプ面を、工具支持体の第2摩擦クランプ面に当接させることにより、刃物台本体に対して工具支持体をクランプしている。
加えて、上記の工作機械では、回転加工時には、上記の第1摩擦クランプ面と上記の第2摩擦クランプ面との間の面摩擦を利用することにより、第1摩擦クランプ面と第2摩擦クランプ面との間を、簡易に素早くクランプ・アンクランプすると共に、工具用主軸を任意の角度で位置決めしている。
したがって、上記の工作機械では、各加工(旋削加工、回転加工)の形態に合わせて、刃物支持体に対して工具支持体をクランプする方法を選択することができる。
なお、比較的小さい油圧力によって、旋回主軸に形成された第1テーパ部と、スリーブに形成された第2テーパ部とを圧接(密着)させることにより、旋回主軸が回転することを制動させることを効果的に行うことができるので、油圧ポンプ、油圧シリンダ等の構成を小型化することができ、総じて旋回主軸の回転を規制する機構の小型化、ひいては工作機械の小型化に寄与する。
請求項2の発明によれば、弾性部材が、主軸台のハウジングとスリーブ部材との間に形成された第2加圧流体作動室に流入する加圧流体の圧力によって拡開し、前記旋回主軸を、前記ハウジングから旋回主軸の放射方向に向けて押圧する。また、弾性部材によって、旋回主軸を、ハウジングから該旋回主軸の放射方向に向けて押圧することにより、旋回主軸に対し、押圧力を付与することができる。このため、前記押圧力によって、旋回主軸の回転を規制する摩擦力を増加させることができる。これにより、旋回主軸に固定された主軸が回転することを妨げることができる。
さらに、上記の第1テーパ部及び第2テーパ部からなる旋回主軸の回転を規制する機構と、弾性部材を備えた上記の回転規制機構とを併せ持つので、旋回主軸の回転を規制する機構を2つに分割することにより、各々の構成を一層小さくすることができ、各々の構成の配置の自由度が増すので、旋回主軸の回転を規制する機構の小型化、ひいては工作機械の小型化に一層寄与する。なお、同一の加圧流体により、第1テーパ部と第2テーパ部との間の圧接(密着)・離間や、弾性部材の拡開を行う場合には、旋回主軸の回転を規制する構造・制御を簡略化することができる。
請求項3の発明によれば、押圧力調整部によって、第2テーパ部を第1テーパ部に移動させる押圧力を増加させ、該増加させた押圧力の大きさに応じ、第1テーパ部に対する第2テーパ部の拘束力を増加させることができる。
請求項4の発明によれば、硬度が高いダイヤモンドによって、第1テーパ部の表面又は第2テーパ部の表面のいずれか一方又は双方に、摩擦抵抗が大きい表面処理を施すことができる。これにより、第1テーパ部と第2テーパ部との間の摩擦力を増加させることができる。
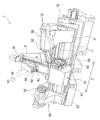
本発明の実施形態を、図1ないし図3を参照しつつ説明する。図1は、複合加工旋盤1の全体斜視図である。複合加工旋盤1は、本発明の工作機械の一例である。複合加工旋盤1は、べッド10と、第1主軸台20と、第2主軸台30と、第1刃物台40と、第2刃物台50とを備えている。
複合加工旋盤1では、上述したように、スリーブ62に形成された第2テーパ面T2が、旋回主軸61に形成された第1テーパ面T1を押し付けることが可能になる。これにより、第2テーパ面T2を第1テーパ面T1に圧接させることができ、主軸頭60(工具主軸42)に固定された旋回主軸61に対し、ブレーキ力を加えることができる。
さらに、複合加工旋盤1では、第1空室63に供給された圧油により、弾性部材64を、旋回主軸61の中心軸から放射する方向に向けて弾性変形させ、該弾性部材64を、旋回主軸61の側面に密接させている。これにより、旋回主軸61の側面を締め付けて、旋回主軸61が回転することを制動する力を発生させることができる。
したがって、複合加工旋盤1では、旋回主軸61にブレーキ力を加えることができると共に、旋回主軸61が回転することを制動する力を発生させることができるため、該ブレーキ力及び該旋回主軸61の回転を制動する力により、旋回主軸61によって、主軸頭60(工具主軸42)が、所定の角度に回転割り出しされた状態で、主軸頭60(工具主軸42)に固定された旋回主軸61の固定を促すことができる。このため、旋回主軸61の固定に伴って、主軸頭60(工具主軸42)の固定を促すことができ、該工具主軸42の剛性を高めることができる。
Claims (4)
- 工作物に加工を行う工具が取り付けられて回転可能な主軸を有する主軸頭と、前記主軸頭に固定されて該主軸を旋回軸心回りで旋回割出し可能な旋回主軸と、を有する工作機械において、
前記旋回主軸を支持する主軸台のハウジング内に、前記旋回主軸の軸線方向に進退可能なスリーブ部材と、
前記旋回主軸に形成され、該旋回主軸の端部に向けて前記軸線方向に対して所定の角度傾斜した第1テーパ部と、
前記スリーブ部材に形成され、前記第1テーパ部と平行な第2テーパ部と、を備えると共に、
前記スリーブ部材に隣接し該スリーブ部材の軸線方向に形成されて、前記第2テーパ部を前記第1テーパ部に向けて移動させ、前記第2テーパ部が前記第1テーパ部を押圧する押圧力を発生させる加圧流体が流入する第1加圧流体作動室と、
を備えることを特徴とする工作機械。 - 前記ハウジングと前記スリーブ部材との間に、前記ハウジングと接する前記旋回主軸の径方向に該旋回主軸を押圧し、前記旋回主軸の回転を規制する回転規制機構を備え、
前記回転規制機構は、
前記ハウジングと前記スリーブ部材との間に形成されて前記加圧流体が流入する第2加圧流体作動室と、
前記加圧流体の圧力によって拡開し、前記ハウジングから前記旋回主軸の放射方向に向けて該旋回主軸を押圧する弾性部材と、
を備えることを特徴とする請求項1に記載の工作機械。 - 前記加圧流体の圧力を増加させることにより、前記押圧力を増加させる押圧力調整部を備えることを特徴とする請求項1又は2に記載の工作機械
- 前記第1テーパ部の表面又は前記第2テーパ部の表面のいずれか一方又は双方には、ダイヤモンドめっき層が形成されていることを特徴とする請求項1ないし3のいずれかに記載の工作機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185393A JP5243124B2 (ja) | 2008-07-16 | 2008-07-16 | 工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185393A JP5243124B2 (ja) | 2008-07-16 | 2008-07-16 | 工作機械 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010023148A true JP2010023148A (ja) | 2010-02-04 |
| JP2010023148A5 JP2010023148A5 (ja) | 2011-03-17 |
| JP5243124B2 JP5243124B2 (ja) | 2013-07-24 |
Family
ID=41729470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185393A Expired - Fee Related JP5243124B2 (ja) | 2008-07-16 | 2008-07-16 | 工作機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5243124B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014217303A1 (de) | 2013-09-12 | 2015-03-12 | Okuma Corporation | Spindelstock einer Werkzeugmaschine |
| CN107366645A (zh) * | 2017-08-05 | 2017-11-21 | 苏州方德锐精密机电科技有限公司 | 一种磨粒流抛光机液压动力系统 |
| CN107401539A (zh) * | 2017-08-05 | 2017-11-28 | 苏州方德锐精密机电科技有限公司 | 一种速度可调式液压动力系统 |
| JP2018528867A (ja) * | 2015-09-01 | 2018-10-04 | べクテック, アイエヌシー. | 液圧式ワーク支持体用のクランプ機構 |
| JP2019147212A (ja) * | 2018-02-26 | 2019-09-05 | パスカルエンジニアリング株式会社 | 回転軸のブレーキ装置及びそのブレーキ装置を備えたインデックステーブル |
| KR20200037614A (ko) * | 2018-10-01 | 2020-04-09 | 주식회사 엘티아이 | 대용량 툴 매거진을 갖는 복합가공기 |
| JP2021010951A (ja) * | 2019-07-03 | 2021-02-04 | オークマ株式会社 | 複合加工機の主軸装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0319656U (ja) * | 1989-07-03 | 1991-02-26 | ||
| JPH09503458A (ja) * | 1993-10-05 | 1997-04-08 | コンフィバー・エービー | 補強ファイバーをコンクリート注入型に加える方法および前記ファイバーをコンクリート注入型に供給し加えるための装置 |
| JPH1015715A (ja) * | 1996-06-28 | 1998-01-20 | O M Ltd | ターニングセンターの工具取付装置 |
| JPH10328907A (ja) * | 1997-05-23 | 1998-12-15 | Yamazaki Mazak Corp | 工作機械 |
| JP2006346813A (ja) * | 2005-06-16 | 2006-12-28 | Kitamura Mach Co Ltd | ロータリテーブル装置 |
-
2008
- 2008-07-16 JP JP2008185393A patent/JP5243124B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0319656U (ja) * | 1989-07-03 | 1991-02-26 | ||
| JPH09503458A (ja) * | 1993-10-05 | 1997-04-08 | コンフィバー・エービー | 補強ファイバーをコンクリート注入型に加える方法および前記ファイバーをコンクリート注入型に供給し加えるための装置 |
| JPH1015715A (ja) * | 1996-06-28 | 1998-01-20 | O M Ltd | ターニングセンターの工具取付装置 |
| JPH10328907A (ja) * | 1997-05-23 | 1998-12-15 | Yamazaki Mazak Corp | 工作機械 |
| JP2006346813A (ja) * | 2005-06-16 | 2006-12-28 | Kitamura Mach Co Ltd | ロータリテーブル装置 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014217303A1 (de) | 2013-09-12 | 2015-03-12 | Okuma Corporation | Spindelstock einer Werkzeugmaschine |
| JP2015054374A (ja) * | 2013-09-12 | 2015-03-23 | オークマ株式会社 | 工作機械の主軸台 |
| CN104439296A (zh) * | 2013-09-12 | 2015-03-25 | 大隈株式会社 | 机床的主轴台 |
| JP2018528867A (ja) * | 2015-09-01 | 2018-10-04 | べクテック, アイエヌシー. | 液圧式ワーク支持体用のクランプ機構 |
| CN107366645A (zh) * | 2017-08-05 | 2017-11-21 | 苏州方德锐精密机电科技有限公司 | 一种磨粒流抛光机液压动力系统 |
| CN107401539A (zh) * | 2017-08-05 | 2017-11-28 | 苏州方德锐精密机电科技有限公司 | 一种速度可调式液压动力系统 |
| JP2019147212A (ja) * | 2018-02-26 | 2019-09-05 | パスカルエンジニアリング株式会社 | 回転軸のブレーキ装置及びそのブレーキ装置を備えたインデックステーブル |
| JP7093991B2 (ja) | 2018-02-26 | 2022-07-01 | パスカルエンジニアリング株式会社 | 回転軸のブレーキ装置及びそのブレーキ装置を備えたインデックステーブル |
| KR20200037614A (ko) * | 2018-10-01 | 2020-04-09 | 주식회사 엘티아이 | 대용량 툴 매거진을 갖는 복합가공기 |
| KR102102466B1 (ko) * | 2018-10-01 | 2020-04-21 | 주식회사 엘티아이 | 대용량 툴 매거진을 갖는 복합가공기 |
| JP2021010951A (ja) * | 2019-07-03 | 2021-02-04 | オークマ株式会社 | 複合加工機の主軸装置 |
| JP7317598B2 (ja) | 2019-07-03 | 2023-07-31 | オークマ株式会社 | 複合加工機の主軸装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5243124B2 (ja) | 2013-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5243124B2 (ja) | 工作機械 | |
| KR101676885B1 (ko) | 머시닝 센터용 유니버셜 툴 마운팅 시스템 | |
| CN101254550B (zh) | 转塔刀架及机床 | |
| CN102802847B (zh) | 机床的主轴装置 | |
| JP2007290126A (ja) | 穿孔ツールの調節方法及び装置 | |
| KR101927767B1 (ko) | 5축 가공기 | |
| US7281306B2 (en) | Machine tool | |
| JP2003311502A (ja) | 工作機械 | |
| JP6504947B2 (ja) | タレット式旋盤のクーラント供給構造 | |
| EP3509777B1 (en) | Method of machining a rotationally symmetric surface of a workpiece and system comprising a turning apparatus | |
| JPH10337624A5 (ja) | ||
| JP5296447B2 (ja) | 工作機械 | |
| JP2008006528A (ja) | ワーク保持装置及びワーク加工方法 | |
| JP2020151808A (ja) | 工具ホルダおよび工作機械 | |
| KR102736645B1 (ko) | 공작기계의 주축 고정장치 | |
| KR101976904B1 (ko) | 선반의 공구대 | |
| JP7766218B1 (ja) | 研削用工具 | |
| JP3747443B2 (ja) | ミーリングヘッドの主軸クランプ機構 | |
| KR101889805B1 (ko) | 선반용 후면 스토퍼 지그 | |
| JP2011104703A (ja) | ボーリングホルダ | |
| JP4585096B2 (ja) | 工作機械の旋回割出し装置 | |
| KR20180047105A (ko) | 선반의 공구대 | |
| JP2590593Y2 (ja) | 工作機械のワーク振れ止め装置 | |
| KR20140086043A (ko) | 머시닝 센터용 공구 클램프 및 언클램프 장치 | |
| JP6990334B1 (ja) | 工具クランプ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110127 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5243124 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |