JP2010022912A - 静電塗装方法及び静電塗装装置 - Google Patents
静電塗装方法及び静電塗装装置 Download PDFInfo
- Publication number
- JP2010022912A JP2010022912A JP2008185411A JP2008185411A JP2010022912A JP 2010022912 A JP2010022912 A JP 2010022912A JP 2008185411 A JP2008185411 A JP 2008185411A JP 2008185411 A JP2008185411 A JP 2008185411A JP 2010022912 A JP2010022912 A JP 2010022912A
- Authority
- JP
- Japan
- Prior art keywords
- paint
- conductive
- path
- conductive paint
- gun
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
- B05B5/1625—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1675—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive the supply means comprising a piston, e.g. a piston pump
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/149—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet characterised by colour change manifolds or valves therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0431—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation with spray heads moved by robots or articulated arms, e.g. for applying liquid or other fluent material to 3D-surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0447—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles
- B05B13/0452—Installation or apparatus for applying liquid or other fluent material to conveyed separate articles the conveyed articles being vehicle bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S239/00—Fluid sprinkling, spraying, and diffusing
- Y10S239/14—Paint sprayers
Landscapes
- Electrostatic Spraying Apparatus (AREA)
- Spray Control Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Liquid Crystal (AREA)
Abstract
【解決手段】色替え弁機構51の塗料供給部側に流体経路122が設けられ、この流体経路122に、排出路58へ導電性塗料を流す際に導電性塗料の流量を計測する光電管56とが設けられ、塗料カートリッジ14から色替え弁機構51を介して導電性塗料を、塗装ガン12へ供給して静電塗装を行う前に導電性塗料の色を替える場合、塗料弁55によって、塗料カートリッジ14内の導電性塗料を排出路58へ流す流体経路122に切り換えて導電性塗料の流量を計測し、次に、塗料弁55を主塗料供給路108側へ切り換え、塗料カートリッジ14から導電性塗料を主塗料供給路108、詳しくは、供給路71に流量計測結果に応じて所定量だけ充填することで主塗料供給路108内のエア抜きを行う。
【選択図】図2
Description
図9は従来の塗装装置を示す構成図であり、塗装装置200は、塗装ロボットのマニピュレータ201と、このマニピュレータ201の先端に取付けられた塗装ガン202と、マニピュレータ201に取付けられた色替バルブユニット204及び塗料カートリッジ206と、色替バルブユニット204に複数の燃料供給チューブ207を介して接続された塗料供給装置208とを備える。なお、符号209はマニピュレータ201の第1アーム、210はマニピュレータ201の第2アームであり、この第2アーム210に色替バルブユニット204及び塗料カートリッジ206が取付けられている。
また更に、可動部が大型になり、狭い場所での塗装作業が困難になる場合がある。
塗料弁から塗料が漏れた場合であっても、停止弁によって塗料が排出路から排出されるのを防ぐことが可能になる。
また、塗装ロボットの可動部を小型にすることができ、例えば、自動車の車室内などの狭い場所を塗装する場合でも邪魔にならず、塗装作業を容易に行うことができる。
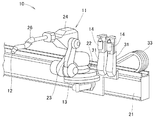
図1は本発明に係る静電塗装装置を示す斜視図であり、静電塗装装置10は、塗装ロボット11の先端部に取付けられた塗装ガン12と、塗装ロボット11の旋回ベース部13に設けられた複数の塗料カートリッジ14,14とを備える。
チューブ集合体33は、その他端が塗装ロボット11の色替え弁機構に接続されている。
また、塗装ロボット11の可動部を小型にすることができ、例えば、自動車の車室内などの狭い場所を塗装する場合でも邪魔にならず、塗装作業を容易に行うことができる。
静電塗装装置10は、色の異なる複数の導電性塗料を供給する図示せぬ塗料供給部に接続されてそれらの導電性塗料の供給を切り替える色替え弁機構51と、この色替え弁機構51を塗装ガン12側に対して電気的に絶縁するブロック弁機構52と、このブロック弁機構52に接続されて導電性塗料を一旦貯める貯留槽53と、自動車などの被塗装物に導電性塗料を噴射させる塗装ガン12と、色替え弁機構51に接続された流体経路122と、この流体経路122に接続された塗料カートリッジ14とからなる。
切換弁74は、供給路73に対して、供給路85側と、第2排出路82側とを切り換えるものである。
第3排出路104は、エアA、水W及び洗浄液Sの供給を制御する第3洗浄弁106に一方向弁107を介して接続されている。
上記した供給路71,73,85、貯留槽53、送出路100は、塗料供給部から塗装ガン12に至る塗料供給路としての主塗料供給路108を構成する部分である。
光電管56は、流体経路122を流れる導電性塗料の流量(充填速度を含む)を計測するものである。
上記した供給路118は、流体経路122に含まれる部分である。
図3は本発明に係る静電塗装装置の作用を示す第1作用図であり、塗料供給路の洗浄を説明する。
まず、ブロック弁機構52の切換弁72,74を開け、塗料弁55にて経路を排出路58側に切り換えて塗料カートリッジ14と色替え弁機構51との間を遮断し、第2ダンプ弁101を閉じ、トリガ弁102を開けた状態で、色替え弁機構51の第1洗浄弁61を開けて塗料供給路へ洗浄液Sを流す。
この結果、色替え弁機構51内、供給路71,73,85、貯留槽53内、送出路100、塗装ガン12内が洗浄液Sで洗浄され、洗浄液Sは噴出口12aから排出される。
塗料カートリッジ14の流体室113に流体通路116を介して水又はエアを送り、フリーピストン112を移動させて塗料室114内の導電性塗料を圧縮し、導電性塗料を塗料通路117、供給路118及び塗料弁55を介して流路121に流す。
図4に示した導電性塗料の流量計測後に、塗料カートリッジ14から色替え弁機構51を介して供給路71に導電性塗料を供給し、色替え弁機構51内及び供給路71のエア抜きを行う。
供給路71への導電性塗料の充填に引き続き、ブロック弁機構52の切換弁72,74を開けた状態で、流体通路116に水又はエアを供給して塗料カートリッジ14内の導電性塗料を押し出すとともに、貯留槽53のサーボモータ98を駆動してピストン92をA1方向に移動させて、導電性塗料を供給路73,85及び貯留槽53のシリンダ室94に充填する。
貯留槽53のシリンダ室94への導電性塗料の充填が終了した後に、ブロック弁機構52の切換弁72,74の経路を切換え、第2洗浄弁78を開け、第2洗浄弁78から洗浄液を供給路73に供給して供給路73を洗浄する。このときの廃液は第2排出路82から排出される。更に、第2洗浄弁78から供給路73にエアを供給して供給路73を乾燥させる。この結果、切換弁72,74間が電気的に絶縁される。
トリガ弁102を開け、サーボモータ98を駆動させてピストン92をA2方向に移動させることにより、シリンダ室94から送出路100に導電性塗料を圧送する。
Claims (4)
- 複数の塗料供給部から塗装ガンまで導電性塗料を供給する塗料供給路に、前記塗装ガンに供給される導電性塗料の色を切り替えるための色替え弁機構と、前記導電性塗料を一旦貯留するとともに貯留された導電性塗料を前記塗装ガン側へ押し出すために前記色替え弁機構よりも前記塗装ガン側に設けられた貯留部と、前記塗料供給部と前記貯留部との間を電気的に遮断する絶縁部とを備え、前記導電性塗料を前記貯留部から前記塗装ガンに供給しつつ、前記導電性塗料に高電圧を加えることにより静電塗装を行う静電塗装方法であって、
前記色替え弁機構の前記塗料供給部側に流体経路が設けられ、この流体経路に、前記色替え弁機構に接続された塗料弁と、この塗料弁に接続された塗料カートリッジと、この塗料カートリッジから導電性塗料を排出可能な排出路と、この排出路へ導電性塗料を流す際に導電性塗料の流量を計測する流量計測手段とが設けられ、
前記塗料カートリッジから色替え弁機構を介して導電性塗料を、前記塗装ガンへ供給して静電塗装を行う前に導電性塗料の色を替える場合、前記塗料弁によって、前記塗料カートリッジ内の導電性塗料を前記排出路へ流す前記流体経路に切り換えて導電性塗料の流量を計測し、次に、前記塗料弁を前記塗料供給路側へ切り換え、前記塗料カートリッジから導電性塗料を前記塗料供給路に前記流量計測結果に応じて所定量だけ充填することで塗料供給路内のエア抜きを行うことを特徴とする静電塗装方法。 - 複数の塗料供給部から塗装ガンまで導電性塗料を供給する塗料供給路に、前記塗装ガンに供給される導電性塗料の色を切り替えるための色替え弁機構と、前記導電性塗料を一旦貯留するとともに貯留された導電性塗料を前記塗装ガン側へ押し出すために前記色替え弁機構よりも前記塗装ガン側に設けられた貯留部と、前記塗料供給部と前記貯留部との間を電気的に遮断する絶縁部とを備え、前記導電性塗料を前記貯留部から前記塗装ガンに供給しつつ、前記導電性塗料に高電圧を加えることにより静電塗装を行う静電塗装装置において、
前記色替え弁機構の前記塗料供給部側に流体経路が設けられ、この流体経路に、前記色替え弁機構に接続された塗料弁と、この塗料弁に接続された塗料カートリッジと、この塗料カートリッジから導電性塗料を排出可能な排出路と、この排出路に導電性塗料を流す際に導電性塗料の流量を計測する流量計測手段とが設けられ、
前記塗料弁は、前記塗料カートリッジ内の導電性塗料が供給される経路を、前記色替え弁機構を介して前記塗装ガンに至る前記塗料供給路と、前記流体計測手段を介して前記排出路に至る前記流体経路とに切り換え、
前記流体計測手段は、導電性塗料を色を替えて前記塗料カートリッジから前記塗装ガンへ供給し静電塗装を行う場合に、予め前記塗料供給路内のエア抜きを行うときの塗料供給路に充填する導電性塗料充填量を決定するために、前記流体経路に導電性塗料を流してそのときの導電性塗料の流量計測を行うことを特徴とする静電塗装装置。 - 前記流量計測手段と前記排出路との間に前記導電性塗料の流れを止める停止弁が設けられることを特徴とする請求項2記載の静電塗装装置。
- 前記塗装ガンは、塗装ロボットに支持され、
この塗装ロボットに設けられた旋回ベース部に塗料カートリッジ装着部が設けられ、
この塗料カートリッジ装着部に前記塗料カートリッジが着脱自在に取付けられることを特徴とする請求項2又は請求項3記載の静電塗装装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185411A JP5054629B2 (ja) | 2008-07-16 | 2008-07-16 | 静電塗装方法及び静電塗装装置 |
| CN2009101517832A CN101628280B (zh) | 2008-07-16 | 2009-07-15 | 静电喷涂的方法及其装置 |
| AT09251803T ATE482768T1 (de) | 2008-07-16 | 2009-07-15 | Elektrostatisches lackierverfahren und vorrichtung |
| DE602009000241T DE602009000241D1 (de) | 2008-07-16 | 2009-07-15 | Elektrostatisches Lackierverfahren und Vorrichtung |
| EP09251803A EP2145690B1 (en) | 2008-07-16 | 2009-07-15 | Electrostatic painting method and apparatus |
| US12/503,378 US8146840B2 (en) | 2008-07-16 | 2009-07-15 | Electrostatic painting method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185411A JP5054629B2 (ja) | 2008-07-16 | 2008-07-16 | 静電塗装方法及び静電塗装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010022912A true JP2010022912A (ja) | 2010-02-04 |
| JP5054629B2 JP5054629B2 (ja) | 2012-10-24 |
Family
ID=41066313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185411A Expired - Fee Related JP5054629B2 (ja) | 2008-07-16 | 2008-07-16 | 静電塗装方法及び静電塗装装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8146840B2 (ja) |
| EP (1) | EP2145690B1 (ja) |
| JP (1) | JP5054629B2 (ja) |
| CN (1) | CN101628280B (ja) |
| AT (1) | ATE482768T1 (ja) |
| DE (1) | DE602009000241D1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014069170A (ja) * | 2012-10-01 | 2014-04-21 | Honda Motor Co Ltd | 静電塗装装置 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100129641A1 (en) * | 2008-11-25 | 2010-05-27 | Lopez Leonardo C | Polymer carbon composites |
| US8440297B2 (en) * | 2008-11-25 | 2013-05-14 | Dow Global Technologies Llc | Polymer organoclay composites |
| US20100127434A1 (en) * | 2008-11-25 | 2010-05-27 | Rene Broos | Extruding organic polymers |
| JP4812871B2 (ja) * | 2009-10-21 | 2011-11-09 | トヨタ自動車株式会社 | 塗料充填装置 |
| JP4850944B2 (ja) | 2009-10-21 | 2012-01-11 | トヨタ自動車株式会社 | 塗料供給方法 |
| US10149390B2 (en) | 2012-08-27 | 2018-12-04 | Mycronic AB | Maskless writing of a workpiece using a plurality of exposures having different focal planes using multiple DMDs |
| JP5616940B2 (ja) * | 2012-10-12 | 2014-10-29 | 本田技研工業株式会社 | 静電塗装装置 |
| JP6649409B2 (ja) | 2015-06-11 | 2020-02-19 | ノードソン コーポレーションNordson Corporation | カートリッジ型流体分注装置 |
| CN105797886A (zh) * | 2016-05-24 | 2016-07-27 | 四川晟翔晟智能科技有限公司 | 涂料静电喷涂系统 |
| US10675653B2 (en) * | 2017-02-07 | 2020-06-09 | Nordson Corporation | Motorized cartridge type fluid dispensing apparatus and system |
| WO2019017214A1 (ja) | 2017-07-18 | 2019-01-24 | Abb株式会社 | 塗装装置 |
| JP6948487B1 (ja) * | 2021-06-23 | 2021-10-13 | アーベーベー・シュバイツ・アーゲーABB Schweiz AG | 静電塗装装置 |
| WO2023194740A1 (en) * | 2022-04-06 | 2023-10-12 | Micropply Limited | A detachable ground deposition accessory |
| CN114985209B (zh) * | 2022-06-28 | 2023-03-21 | 广汽本田汽车有限公司 | 一种用于后车门铰链侧的涂胶方法及涂胶系统 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3440381A1 (de) * | 1984-11-05 | 1986-05-07 | Ransburg Gmbh, 6056 Heusenstamm | Verfahren und vorrichtung zum automatischen elektrostatischen spruehbeschichten |
| DE3725172A1 (de) * | 1987-05-27 | 1989-02-09 | Behr Industrieanlagen | Verfahren und anlage zum elektrostatischen beschichten mit leitfaehigem material |
| US4932589A (en) * | 1988-09-30 | 1990-06-12 | Binks Manufacturing Company | Method of and apparatus for electrical isolation of electrostatic sprayers |
| US5102045A (en) * | 1991-02-26 | 1992-04-07 | Binks Manufacturing Company | Apparatus for and method of metering coating material in an electrostatic spraying system |
| US5288525A (en) * | 1992-03-24 | 1994-02-22 | Binks Manufacturing Company | Method of and system for delivering conductive coating material to electrostatic spraying apparatus |
| US5328093A (en) * | 1993-07-28 | 1994-07-12 | Graco Inc. | Water-based plural component spray painting system |
| JPH11267560A (ja) | 1998-03-20 | 1999-10-05 | Tokico Ltd | 塗装用ロボット |
| US6423143B1 (en) * | 1999-11-02 | 2002-07-23 | Illinois Tool Works Inc. | Voltage block monitoring system |
| DE60321586D1 (de) * | 2002-10-23 | 2008-07-24 | Fanuc Robotics America Inc | Lackierroboter |
-
2008
- 2008-07-16 JP JP2008185411A patent/JP5054629B2/ja not_active Expired - Fee Related
-
2009
- 2009-07-15 US US12/503,378 patent/US8146840B2/en not_active Expired - Fee Related
- 2009-07-15 DE DE602009000241T patent/DE602009000241D1/de active Active
- 2009-07-15 EP EP09251803A patent/EP2145690B1/en not_active Not-in-force
- 2009-07-15 CN CN2009101517832A patent/CN101628280B/zh not_active Expired - Fee Related
- 2009-07-15 AT AT09251803T patent/ATE482768T1/de not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014069170A (ja) * | 2012-10-01 | 2014-04-21 | Honda Motor Co Ltd | 静電塗装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2145690B1 (en) | 2010-09-29 |
| CN101628280B (zh) | 2012-10-17 |
| CN101628280A (zh) | 2010-01-20 |
| US8146840B2 (en) | 2012-04-03 |
| DE602009000241D1 (de) | 2010-11-11 |
| EP2145690A1 (en) | 2010-01-20 |
| US20100012743A1 (en) | 2010-01-21 |
| JP5054629B2 (ja) | 2012-10-24 |
| ATE482768T1 (de) | 2010-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5054629B2 (ja) | 静電塗装方法及び静電塗装装置 | |
| US11154892B2 (en) | Coating device for applying coating agent in a controlled manner | |
| JP6983240B2 (ja) | コーティング装置及び対応するコーティング方法 | |
| JP4976417B2 (ja) | カートリッジ用塗料充填装置 | |
| JP4755605B2 (ja) | 静電塗装装置 | |
| JP4599385B2 (ja) | 静電塗装方法及び同装置 | |
| JP4794379B2 (ja) | 塗料カートリッジ | |
| US12048940B2 (en) | Electrostatic coating apparatus | |
| JP4755606B2 (ja) | 静電塗装装置 | |
| JP2003126750A (ja) | 液材の吐出方法およびその装置 | |
| JP6534982B2 (ja) | 塗料充填排出装置 | |
| JP5901359B2 (ja) | 静電塗装システムの中間貯留装置及びその洗浄方法 | |
| JP5029286B2 (ja) | カートリッジ式塗装システム | |
| JP4736063B2 (ja) | 流路切替え装置 | |
| JP5080786B2 (ja) | 塗装システム | |
| JP5467798B2 (ja) | 塗料カートリッジ及びその洗浄方法 | |
| JP2013013866A (ja) | 塗料供給システム及び塗料供給方法 | |
| JP2007244962A (ja) | 塗料の定量供給制御装置および方法 | |
| JP5843747B2 (ja) | 塗装装置及び塗装方法 | |
| JP5285245B2 (ja) | 塗布装置 | |
| CN118159365A (zh) | 用于供应涂覆介质的供应设备、涂覆介质装置、涂覆介质供应系统和方法 | |
| JP4618739B2 (ja) | 液材の吐出方法およびその装置 | |
| CN114667190B (zh) | 涂料箱搭载式的静电涂装装置 | |
| JP7402036B2 (ja) | 塗料供給用シリンジポンプ | |
| JP5577118B2 (ja) | 塗装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120710 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120727 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |