JP2010022090A - コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 - Google Patents
コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 Download PDFInfo
- Publication number
- JP2010022090A JP2010022090A JP2008178019A JP2008178019A JP2010022090A JP 2010022090 A JP2010022090 A JP 2010022090A JP 2008178019 A JP2008178019 A JP 2008178019A JP 2008178019 A JP2008178019 A JP 2008178019A JP 2010022090 A JP2010022090 A JP 2010022090A
- Authority
- JP
- Japan
- Prior art keywords
- core block
- lifting
- core
- shaped portion
- tongue
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
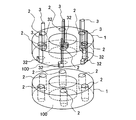
【解決手段】3個以上のスルーボルト穴2が設けられたコア抜き板を積層したコアブロック1を底面側のスルーボルト穴の周囲に所定の空間8gができるように水平に置くステップ、棒状部31とこの棒状部の一端に棒状部にほぼ直交する舌形部32を有するコアブロック吊り上げ治具3を舌形部が下になるようにスルーボルト穴に上から挿入するステップ、空間に舌形部が入り舌形部がコアブロックの底面に係合するようにスルーボルト穴に挿入したコアブロック吊り上げ治具を水平方向に移動させるステップ、スルーボルト穴に挿入されたすべてのコアブロック吊り上げ治具の舌形部がコアブロックの底面100に係合する状態でコアブロック吊り上げ治具を上方に移動させることによりコアブロックを吊り上げるステップを有す。
【選択図】図1
Description
以下、この発明の実施の形態1を図1により説明する。図1は固定子コアのブロック吊り上げ方法の概念を模式的に例示する斜視図である。本実施の形態1は、固定子コアのコアバック部に設けたスルーボルト穴を利用して、固定子コア抜き板をブロック状に積み上げたコアブロックを、コアブロック吊り上げ治具により吊り上げる固定子コア吊り上げ方法および吊り上げ装置を例示するものである。また、本実施の形態1は、手作業による固定子コア積み作業を廃止して自動積みを実現するために導入する固定子コア自動積み装置を用いて積層したコアブロックを順次積み上げて固定子コアを組み立てるために、固定子コア抜き板のスルーボルト穴を利用して固定子コア組立作業場所にコアブロックを吊り上げて輸送するために、コアブロック吊り上げ治具を用いたコアブロック吊り上げ方法および吊り上げ装置を提供するものである。
以下、この発明の実施の形態2を図2により説明する。図2は固定子コアのブロック吊り上げ方法の要部の具体例を一部断面で示す側面図である。本実施の形態2も、固定子コアのコアバック部に設けたスルーボルト穴を利用して、固定子コア抜き板をブロック状に積み上げたコアブロックを、コアブロック吊り上げ治具により吊り上げる固定子コア吊り上げ方法および吊り上げ装置を例示するものであり、また、手作業による固定子コア積み作業を廃止して自動積みを実現するために導入する固定子コア自動積み装置を用いて積層したコアブロックを順次積み上げて固定子コアを組み立てるために、固定子コア抜き板のスルーボルト穴を利用して固定子コア組立作業場所にコアブロックを吊り上げて輸送するために、コアブロック吊り上げ治具を用いたコアブロック吊り上げ方法および吊り上げ装置を提供するものである。また、本実施の形態2は、固定子コアのコアブロックを持ち上げる際に、コアブロック吊り上げ治具がスルーボルト穴の中で移動してコアブロックを保持できなくなり、コアブロックにずれが生じることを抑制するために、コアブロック吊り上げ治具とコアブロックの間に円筒状の断面を有したガイドを設置するようにしたものであり、コアブロックをコアブロック吊り上げ冶具の先端の舌形部でコアブロックの底をひっかけ吊り上げる際に、円筒断面のガイドをスルーボルト穴に接触させることで、コアブロックのずれによる固定子コアの不揃い(凹凸)を抑えることを可能とするものである。
なお、下側のナット72は、必ずしもナット(螺合子)である必要はなく、棒状部31と一体のフランジ、ボス等としてもよい。
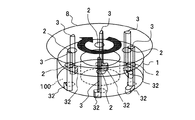
以下、この発明の実施の形態3を図3により説明する。図3は固定子コアのブロック吊り上げ方法の他の概念を模式的に例示する斜視図である。本実施の形態3も、固定子コアのコアバック部に設けたスルーボルト穴を利用して、固定子コア抜き板をブロック状に積み上げたコアブロックを、コアブロック吊り上げ治具により吊り上げる固定子コア吊り上げ方法および吊り上げ装置を例示するものであり、また、手作業による固定子コア積み作業を廃止して自動積みを実現するために導入する固定子コア自動積み装置を用いて積層したコアブロックを順次積み上げて固定子コアを組み立てるために、固定子コア抜き板のスルーボルト穴を利用して固定子コア組立作業場所にコアブロックを吊り上げて輸送するために、コアブロック吊り上げ治具を用いたコアブロック吊り上げ方法および吊り上げ装置を提供するものである。また、本実施の形態3は、円盤状の台板に円周方向に複数のコアブロック吊り上げ治具を配置して、コアブロックのスルーボルト穴にコアブロック吊り上げ治具を挿入した状態で、円盤を円周方向に回転させることで、円周方向に配置された複数のコアブロック吊り上げ治具を一度でコアブロックに引っ掛けて装着するようにしたものである。
100 コアブロックの底面、
2 スルーボルト穴、
21 スルーボルト穴の周面、
3 コアブロック吊り上げ治具、
31 コアブロック吊り上げ治具の棒状部、
311 雄螺子、
32 吊り上げ治具先端の舌形部、
5 円筒状のガイド、
51 円筒状のガイドの円筒状外周面、
6 吊り上げ治具固定用台板(円盤状台板)、
711,712 ナット(螺合子)、
8 ダクトピース、
8g ダクトピース間の空間部、
9 固定子フレーム、
10 コアボルト、
11 固定子コア抜き板、
12 積層前の固定子コア抜き板、
13 コア積み作業者。
Claims (4)
- 3個以上のスルーボルト穴が設けられたコア抜き板を積層したコアブロックを底面側の前記スルーボルト穴の周囲に所定の空間ができるように水平に置くステップ、棒状部とこの棒状部の一端に前記棒状部にほぼ直交するように設けられた舌形部を有するコアブロック吊り上げ治具を前記舌形部が下になるように前記スルーボルト穴に上から挿入するステップ、前記空間に前記舌形部が入り前記舌形部が前記コアブロックの底面に係合するように前記スルーボルト穴に挿入した前記コアブロック吊り上げ治具を水平方向に移動させるステップ、前記スルーボルト穴に挿入されたすべての前記コアブロック吊り上げ治具の前記舌形部が前記コアブロックの底面に係合する状態ですべての前記コアブロック吊り上げ治具を上方に移動させることにより前記コアブロックを吊り上げるステップを有するコアブロックの吊り上げ方法。
- 請求項1に記載のコアブロックの吊り上げ方法において、前記コアブロック吊り上げ治具が前記棒状部を囲む筒状ガイドを有するものであり、前記コアブロック吊り上げ治具を水平方向に移動させるステップで前記筒状ガイドの外周面が前記スルーボルト穴の周壁面に接するようにすることを特徴とするコアブロックの吊り上げ方法。
- 請求項1または請求項2に記載のコアブロックの吊り上げ方法において、前記コアブロック吊り上げ治具の前記舌形部がない端が円盤状台版の前記スルーボルト穴に対応する位置に垂直に前記舌形部が周方向の同じ側に向くように取付けられており、コアブロック吊り上げ治具を水平方向に移動させるステップで前記円盤状台板を周方向に回動させることを特徴とするコアブロックの吊り上げ方法。
- 3個以上のスルーボルト穴が設けられたコア抜き板を積層したコアブロックを吊り上げるコアブロック吊り上げ装置であって、
棒状部とこの棒状部の一端に前記棒状部にほぼ直交するように設けられた舌形部を有する前記スルーボルト穴と同じ個数のコアブロック吊り上げ治具と、このコアブロック吊り上げ治具の前記舌形部がない端が前記舌形部が周方向の同じ側に向くようにかつ垂直に前記スルーボルト穴と対応する位置に取付けられた円盤状台板とを備えたコアブロック吊り上げ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178019A JP5001913B2 (ja) | 2008-07-08 | 2008-07-08 | コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178019A JP5001913B2 (ja) | 2008-07-08 | 2008-07-08 | コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010022090A true JP2010022090A (ja) | 2010-01-28 |
| JP5001913B2 JP5001913B2 (ja) | 2012-08-15 |
Family
ID=41706446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008178019A Active JP5001913B2 (ja) | 2008-07-08 | 2008-07-08 | コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5001913B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5528535U (ja) * | 1978-08-15 | 1980-02-23 | ||
| JP2000278918A (ja) * | 1999-02-04 | 2000-10-06 | Siemens Westinghouse Power Corp | 現場でのステータ組立て方法 |
| JP2007259620A (ja) * | 2006-03-24 | 2007-10-04 | Matsushita Electric Ind Co Ltd | 固定子 |
-
2008
- 2008-07-08 JP JP2008178019A patent/JP5001913B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5528535U (ja) * | 1978-08-15 | 1980-02-23 | ||
| JP2000278918A (ja) * | 1999-02-04 | 2000-10-06 | Siemens Westinghouse Power Corp | 現場でのステータ組立て方法 |
| JP2007259620A (ja) * | 2006-03-24 | 2007-10-04 | Matsushita Electric Ind Co Ltd | 固定子 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5001913B2 (ja) | 2012-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9257873B2 (en) | Method and apparatus for generator stator core separation | |
| CN104272565B (zh) | 维修包括用于支持定子的弹簧组件的定子架的方法 | |
| JP2010206853A (ja) | 回転子、その製造方法、その製造装置、及びその回転子を搭載した圧縮機 | |
| JPH01303030A (ja) | 回転電機の回転子 | |
| WO2014107368A2 (en) | Rail system for installing a stator core in a frame | |
| JP6869171B2 (ja) | プレート振分装置 | |
| CN206389245U (zh) | 电机定子叠压工装 | |
| JP5001913B2 (ja) | コアブロックの吊り上げ方法およびコアブロック吊り上げ装置 | |
| JP2014011953A (ja) | 電動機械のスロットからコイルを取り外すための方法及び装置 | |
| CN109937116B (zh) | 零件定位用夹具及使用该零件定位用夹具的零件定位装置 | |
| JP2021097494A (ja) | ロータ製造ライン、モータ製造ラインおよびロータ製造方法 | |
| EP2782223A1 (en) | Laminated core manufacturing method and manufacturing device | |
| KR101507249B1 (ko) | 고효율 모터용 스파이럴 스테이터 코어의 가압 장치 및 방법 | |
| JP6546486B2 (ja) | 回転子鉄心の磁石挿入装置及びその磁石挿入方法 | |
| JP2022092065A (ja) | 回転電機の組立方法 | |
| JP5606168B2 (ja) | 積層コアの転積方法及び積層コア | |
| JP6495747B2 (ja) | 積層鉄心の検査装置及び積層鉄心の検査方法 | |
| KR101507659B1 (ko) | 고효율 모터용 스파이럴 스테이터 코어의 제조 장치 및 제조 방법 | |
| JP4519598B2 (ja) | 回転電機の分解・組立装置及びその分解・組立方法 | |
| EP3156150B1 (en) | Stacker and method for stacking a stator core of an electric machine | |
| JP5987139B2 (ja) | 固定子コイルの端部切断装置 | |
| KR20150079351A (ko) | 고효율 모터용 스파이럴 스테이터 코어의 가압 장치 및 방법 | |
| KR20230158313A (ko) | 회전자 코어팩 제조장치 및 제조방법 | |
| JP2019083606A (ja) | 回転電機、固定子鉄心、および固定子の組み立て方法 | |
| JP2010130884A (ja) | 回転電機及び回転電機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120518 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5001913 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |