JP2010018356A - ワーク搬送装置およびその搬送制御方法 - Google Patents
ワーク搬送装置およびその搬送制御方法 Download PDFInfo
- Publication number
- JP2010018356A JP2010018356A JP2008177855A JP2008177855A JP2010018356A JP 2010018356 A JP2010018356 A JP 2010018356A JP 2008177855 A JP2008177855 A JP 2008177855A JP 2008177855 A JP2008177855 A JP 2008177855A JP 2010018356 A JP2010018356 A JP 2010018356A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- pallet
- transport mechanism
- processing
- drive unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 21
- 230000007246 mechanism Effects 0.000 claims abstract description 31
- 230000007723 transport mechanism Effects 0.000 claims description 40
- 238000003754 machining Methods 0.000 abstract description 11
- 239000000758 substrate Substances 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 description 14
- 230000032258 transport Effects 0.000 description 4
- 238000007781 pre-processing Methods 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images





Landscapes
- Reciprocating Conveyors (AREA)
- Specific Conveyance Elements (AREA)
Abstract
【解決手段】加工前ワークW1を搬送して加工ステーションに投入すると共に、加工ステーションから加工済ワークW2を取出して送り出すワーク搬送装置20である。
ワーク搬送装置20は、基体21に、加工前ワークW1を投入するべく搬送する第1の搬送機構22と、加工済ワークW2を取出し、搬送する第2の搬送機構23とを備える。
これら第1、第2搬送機構22、23は、基体21に固設した共用雄ねじ24に、ねじ対偶で、それぞれ制御移動可能に構成した。
【選択図】図1
Description
すなわち、特許文献1における搬送手段では、搬送方向に沿って配され、ワークであるシートを滑らせるレール部と、シートを把持するグリッパと、グリッパをレール部に沿って往復直線移動させる直線移動機構とを具備している。
かかる搬送手段では、シートを加工ステーションであるプレス手段に受け渡した後には、シートを放し、直線移動機構の作動によって、シート供給手段からのシートの受け渡し位置まで後退させられるようになっている。
直線移動機構は、モータによって回転させられるボールネジと、ボールネジに螺合するナットと、ナットに固定されグリッパを搭載するスライダとから構成されている。
一方、加工済ワーク取出し用として、第2の雄ねじ7と、第2雄ねじ7に螺入した第2の雌ねじ8と、第2雌ねじ8を固定した第2のパレット9と、雌ねじ駆動用に第2の駆動部10と、第2駆動部10を制御する第2の制御部11とで、実質的に構成している。
また、搬送装置1では、加工前ワーク投入用と加工済ワーク取出し用として、それぞれの搬送機構は、例えば第1、第2雄ねじ2、7と対応する第1、第2雌ねじ3、8と、第1、第2駆動部5、10とで構成されるため,構成部品が多くなり、装置自体が大型化し、設備コストの上昇は避けられないものとなる。
本発明は、以上のような課題を改善するために提案されたものであって、装置自体がコンパクトで場所を取らず、構成部品を減らして、設備コストを抑制可能な搬送装置を提供することを目的としている。
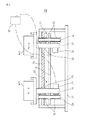
このワーク搬送装置20は、加工前ワークW1を投入して、所定の加工を施す加工ステーションまで搬送すると共に、加工ステーションから加工済みのワークW2を取出して送り出す構成のものである。
すなわち、このワーク搬送装置20は、装置本体である基体21に、ワーク投入側搬送機構22とワーク取出し側搬送機構23とを組み込んで構成している。
これらワーク投入側搬送機構22、ワーク取出し側搬送機構23は、基体21に、図中長手方向に固定した共用雄ねじ24を基に、直動ガイドGをガイドとして、互いに移動可能に構築されている。
かかるワーク取出し側搬送機構23においても、第2駆動部32と第2雌ねじ30とは、第2駆動部32の回転動力が、そのまま第2雌ねじ30に伝達されるように、第2駆動部32および第2雌ねじ30にそれぞれ設けた同径のプーリ33を介し、タイミングベルト34を掛け渡している。
勿論、第1雌ねじ25に固定したプーリ28と、第1駆動部27の出力軸に取着したプーリ28とが同径でなくても、各プーリの径の大きさの比を制御部35に記憶しておくことで、第1駆動部27の回転量から第1雌ねじ25の移動量を把握することもできる。
一方、ワーク取出し側搬送機構23においても、第2駆動部32および第2雌ねじ30にそれぞれ同径のプーリ33を用いたことにより、第2駆動部32の回転量から第2雌ねじ30の移動量を把握することができるようにしている。
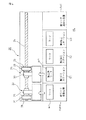
この製造ラインPLは、この製造ラインPLで一連の加工を施す以前の、加工前ワークW1を待機させておく前ワーク受取位置Apreと、第1、第2、第3加工ステーションS1、S2、S3と、これら第1〜第2加工ステーションS1、S2、S3において加工後の加工済ワークW2を、後続する製造ラインに送り出すための後ワーク送出し位置Aafで構成され、かかるラインに即して、前述のワーク搬送装置20を敷設している。そして、以下の製造ステップは、ワーク搬送装置20の、ワーク投入側搬送機構22における第1駆動部27と、ワーク取出し側搬送機構23における第2駆動部32とを制御する、制御部35に格納されたプログラムに基づいて実行される設定である。
次に第1駆動部27を駆動して、第1駆動部27の回転動力を、第1駆動部27の出力軸に取着したプーリ28からタイミングベルト29を通じて、第1雌ねじ25に固定したプーリ28を介し、第1雌ねじ25を回転させることができる。第1雌ねじ25は、所定の回転量で回転し、共用雄ねじ24上を移動し、これにより、第1パレット26を、順次、各加工ステーションS1、S2、S3に搬送し、加工を行うことができる。なお、以下の搬送、動作手順では、加工ステーションS1で加工を行う場合の搬送、動作手順を説明する。他の加工ステーションS2、S3においても同じ搬送、動作手順であり、加工ステーションS2、S3で加工を行う場合の搬送、動作手順はここでは省略する。
このとき、ワーク取出し側搬送機構23は、制御部35に格納されたプログラムに基づいて、ワーク取出し側搬送機構23における第2駆動部32を駆動し、第2パレット31を第2雌ねじ30が回転して、共用雄ねじ24上を移動し、加工が終了した第1加工ステーションS1の位置に第2パレット31を移動させることができる(図3参照)。
一方、第1加工ステーションS1の位置にもたらした、ワーク取出し側搬送機構23における第2パレット31には、加工済ワークW2を移載することができる(図4参照)。
21 基体
22 ワーク投入側搬送機構
23 ワーク取出し側搬送機構
24 共用雄ねじ
25 第1雌ねじ
26 第1パレット
27 第1駆動部
28 プーリ
29 タイミングベルト
30 第2雌ねじ
31 第2パレット
32 第2駆動部
33 プーリ
34 タイミングベルト
35 制御部
W1 加工前ワーク
W2 加工済ワーク
PL 製造ライン
S1 第1加工ステーション
S2 第2加工ステーション
S3 第3加工ステーション
Apre 前ワーク受取位置
Aaf 後ワーク送出し位置
Claims (6)
- 加工前ワーク(W1)を投入して加工ステーションまで搬送すると共に、加工ステーションから加工済ワーク(W2)を取出して送り出すワーク搬送装置(20)であって、
装置本体(21)と、
この装置本体(21)に設けた、加工前ワーク(W1)を投入し、搬送するワーク投入側搬送機構(22)と、
加工済ワーク(W2)を取出し、搬送するワーク取出し側搬送機構(23)とを備え、
これらワーク投入側搬送機構(22)、およびワーク取出し側搬送機構(23)は、前記装置本体(21)に支持した共用雄ねじ(24)に、ねじ対偶で、それぞれ制御移動可能に構成したことを特徴とするワーク搬送装置。 - 前記ワーク投入側搬送機構(22)、ワーク取出し側搬送機構(23)は、前記共用雄ねじ(24)に、それぞれ螺入した第1の雌ねじ(25)、第2の雌ねじ(28)と、
これら第1雌ねじ(25)、第2雌ねじ(28)をそれぞれ回動可能に支持する第1のパレット(26)、第2のパレット(31)と、
前記第1雌ねじ(25)、第2雌ねじ(30)を、それぞれ回転駆動する第1の駆動部(27)、第2の駆動部(32)と、
これら第1駆動部(27)、第2駆動部(32)を制御する制御部(35)と、
を備えたことを特徴とする請求項1に記載のワーク搬送装置。 - ワーク投入側搬送機構(22)により、加工前ワーク(W1)を投入して加工ステーションまで搬送する他、ワーク取出し側搬送機構(23)により、加工ステーションから加工済ワーク(W2)を取出して後工程へ送り出すにあたり、
共用化した搬送路上で、加工前ワーク(W1)を投入し、搬送する一方、加工済ワーク(W2)を取出し、搬送する動作を、独立的、または関連付けて実行することを特徴とするワーク搬送装置における搬送制御方法。 - 加工前ワーク(W1)を、ワーク投入側搬送機構(22)における第1パレット(26)に移載し、ワーク投入側搬送機構(22)における第1駆動部(27)を駆動して、共用雄ねじ(24)上を移動し、前記第1パレット(26)を、順次、各加工ステーション(S1、S2、S3)に搬送して、加工に供し、
加工前ワーク(W1)の搬送投入が終了した第1パレット(26)を、第1駆動部(27)を逆転駆動して、前記第1パレット(26)を、加工前ワーク(W1)をストックする前ワーク受取位置(Apre)に戻し、前ワーク受取位置(Apre)から前記第1パレット(26)に加工前ワーク(W1)を移載する一方、
ワーク取出し側搬送機構(23)における第2駆動部(32)を駆動し、第2パレット(31)を加工が終了した加工ステーションの位置にもたらして、前記第2パレット(31)に加工済ワーク(W2)を移載し、
前記加工前ワーク(W1)を移載した第1パレット(26)を加工ステーションの位置に搬送する一方、前記加工済ワーク(W2)を移載した第2パレット(31)を、ワーク送出し位置(Aaf)に搬送して、後工程に送り込む状態とすることを特徴とするワーク搬送装置における搬送制御方法。 - 前記加工前ワーク(W1)が来ない場合、前記ワーク取出し側搬送機構(23)側のみを動作させて、第2パレット(31)を加工が終了した加工ステーションの位置にもたらして、前記加工済ワーク(W2)の取出しと、前記加工済ワーク(W2)を後工程に送り込む動作を実行することを特徴とする請求項3に記載のワーク搬送装置における搬送制御方法。
- 前記加工済ワーク(W2)を送出すことができなく、加工ステーション側が空の場合には、前記ワーク投入側搬送機構(22)における第1駆動部(27)のみを駆動して、第1パレット(26)を加工ステーション側に移動させ、加工前ワーク(W1)の投入を行うことを特徴とする請求項3に記載のワーク搬送装置における搬送制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008177855A JP5286989B2 (ja) | 2008-07-08 | 2008-07-08 | ワーク搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008177855A JP5286989B2 (ja) | 2008-07-08 | 2008-07-08 | ワーク搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010018356A true JP2010018356A (ja) | 2010-01-28 |
| JP5286989B2 JP5286989B2 (ja) | 2013-09-11 |
Family
ID=41703657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008177855A Expired - Fee Related JP5286989B2 (ja) | 2008-07-08 | 2008-07-08 | ワーク搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5286989B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006705A (ja) * | 2010-06-24 | 2012-01-12 | Micro-Tec Co Ltd | ワーク搬送装置及びワーク搬送方法 |
| CN109487458A (zh) * | 2018-10-29 | 2019-03-19 | 徐振钢 | 一种刺绣机智能绣夹 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6093037A (ja) * | 1983-10-25 | 1985-05-24 | Nikkei:Kk | タイル素地の後処理搬送装置 |
| JPS6118628A (ja) * | 1984-07-06 | 1986-01-27 | Nissan Motor Co Ltd | プレス間搬送装置 |
| JPH01110021U (ja) * | 1988-01-13 | 1989-07-25 | ||
| JPH0852693A (ja) * | 1994-08-15 | 1996-02-27 | Mitsubishi Materials Corp | カードの打抜き装置 |
| JP2008120537A (ja) * | 2006-11-14 | 2008-05-29 | Honda Motor Co Ltd | ワーク搬送装置 |
-
2008
- 2008-07-08 JP JP2008177855A patent/JP5286989B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6093037A (ja) * | 1983-10-25 | 1985-05-24 | Nikkei:Kk | タイル素地の後処理搬送装置 |
| JPS6118628A (ja) * | 1984-07-06 | 1986-01-27 | Nissan Motor Co Ltd | プレス間搬送装置 |
| JPH01110021U (ja) * | 1988-01-13 | 1989-07-25 | ||
| JPH0852693A (ja) * | 1994-08-15 | 1996-02-27 | Mitsubishi Materials Corp | カードの打抜き装置 |
| JP2008120537A (ja) * | 2006-11-14 | 2008-05-29 | Honda Motor Co Ltd | ワーク搬送装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006705A (ja) * | 2010-06-24 | 2012-01-12 | Micro-Tec Co Ltd | ワーク搬送装置及びワーク搬送方法 |
| CN109487458A (zh) * | 2018-10-29 | 2019-03-19 | 徐振钢 | 一种刺绣机智能绣夹 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5286989B2 (ja) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5741618B2 (ja) | ワークの組立装置及び組立方法 | |
| KR102448070B1 (ko) | 밴딩가공장치 | |
| CN102554524B (zh) | 自动化绕线和点焊的生产流水线 | |
| CN101678463B (zh) | 工件供给搬出装置及设有该工件供给搬出装置的机床 | |
| CN101312805A (zh) | 机床 | |
| JP2010094695A (ja) | ワーク搬送装置 | |
| US11331736B2 (en) | Moving system and gear-cutting machine | |
| CN110977933B (zh) | 机器人系统和进给工作台装置 | |
| CN109877826A (zh) | 加工系统 | |
| JP5286989B2 (ja) | ワーク搬送装置 | |
| JP5678607B2 (ja) | 工作機械システムおよびそのワーク搬送方法 | |
| KR20160049418A (ko) | 로봇 시스템을 구비한 씨엔씨 공작기계 | |
| CN108349088B (zh) | 示教用夹具及机器人的示教方法 | |
| JP4386396B2 (ja) | 部品実装システムにおける基板搬送方法及び基板搬送装置 | |
| KR101877836B1 (ko) | 자재 생산 설비 내에서의 자재 회전을 위한 컨베이어 장치 | |
| CN108941617A (zh) | 一种机械手及其生产方式 | |
| WO2014188600A1 (ja) | ワーク加工システム | |
| CN208758627U (zh) | 一种机械手及自动化生产线 | |
| JPH09155681A (ja) | 生産ラインにおける搬送装置の制御方法及びその装置 | |
| CN109689307B (zh) | 工件自动输送机 | |
| JP3855964B2 (ja) | ワークの搬送方法および搬送装置 | |
| KR102846020B1 (ko) | 보빈 원단 결속용 밴딩 시스템 | |
| JP4860399B2 (ja) | ワーク搬送装置およびその制御方法 | |
| KR20140123206A (ko) | 자재 생산 설비 내에서의 자재 회전 방법 | |
| KR200379619Y1 (ko) | 범용 엔시공작기계의 공작물 이송장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5286989 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |