JP2010018003A - タイヤ製造工程の管理方法 - Google Patents
タイヤ製造工程の管理方法 Download PDFInfo
- Publication number
- JP2010018003A JP2010018003A JP2008182834A JP2008182834A JP2010018003A JP 2010018003 A JP2010018003 A JP 2010018003A JP 2008182834 A JP2008182834 A JP 2008182834A JP 2008182834 A JP2008182834 A JP 2008182834A JP 2010018003 A JP2010018003 A JP 2010018003A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- size
- unevenness
- manufacturing process
- failure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/52—Improvements relating to the production of bulk chemicals using catalysts, e.g. selective catalysts
Landscapes
- Tires In General (AREA)
- Tyre Moulding (AREA)
Abstract
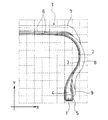
【解決手段】タイヤ構成部材の物性条件及び成形条件に基づいて算出されるグリーンタイヤTの予測断面形状からタイヤ外表面の座標点Pをタイヤ径方向に等間隔で抽出し、隣り合う座標点Pを直線で結んで輪郭線Lを描画し、該輪郭線Lの各線分Sのタイヤ軸方向に対する傾斜角度θを求め、隣り合う線分Lの傾斜角度θの差から各座標点Pでの凹凸の大きさを求め、該凹凸の大きさをタイヤ製造工程における故障原因の指標として用いる。
【選択図】図3
Description
P 座標点
L 輪郭線
S 線分
θ 傾斜角度
Claims (5)
- タイヤ構成部材の物性条件及び成形条件に基づいて算出されるグリーンタイヤの予測断面形状からタイヤ外表面の座標点をタイヤ径方向に等間隔で抽出し、隣り合う座標点を直線で結んで輪郭線を描画し、該輪郭線の各線分のタイヤ軸方向に対する傾斜角度を求め、隣り合う線分の傾斜角度の差から各座標点での凹凸の大きさを求め、該凹凸の大きさをタイヤ製造工程における故障原因の指標として用いることを特徴とするタイヤ製造工程の管理方法。
- 前記グリーンタイヤの径方向の全範囲において100点以上の座標点を設定したことを特徴とする請求項1に記載のタイヤ製造工程の管理方法。
- 前記凹凸の大きさをサイン成分、コサイン成分又はタンジェント成分からなる無次元量としたことを特徴とする請求項1又は請求項2に記載のタイヤ製造工程の管理方法。
- 複数種類のタイヤについて前記凹凸の大きさを求める一方で、これら複数種類のタイヤの任意部位の故障率を求め、各座標点における凹凸の大きさと故障率との相関係数を求め、これら凹凸の大きさと故障率との相関性が高い部位を特定することを特徴とする請求項1〜3のいずれかに記載のタイヤ製造工程の管理方法。
- 複数種類のタイヤは、サイズ、断面形状及び補強構造の少なくとも1つが共通するものであることを特徴とする請求項4に記載のタイヤ製造工程の管理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182834A JP5136254B2 (ja) | 2008-07-14 | 2008-07-14 | タイヤ製造工程の管理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182834A JP5136254B2 (ja) | 2008-07-14 | 2008-07-14 | タイヤ製造工程の管理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010018003A true JP2010018003A (ja) | 2010-01-28 |
| JP5136254B2 JP5136254B2 (ja) | 2013-02-06 |
Family
ID=41703360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008182834A Expired - Fee Related JP5136254B2 (ja) | 2008-07-14 | 2008-07-14 | タイヤ製造工程の管理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5136254B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018009A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
| JP2011225057A (ja) * | 2010-04-16 | 2011-11-10 | Yokohama Rubber Co Ltd:The | タイヤのシミュレーション方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0419130A (ja) * | 1990-05-15 | 1992-01-23 | S K Y:Kk | ラジアルタイヤの製造をシミュレートする方法 |
| JPH10160437A (ja) * | 1996-12-03 | 1998-06-19 | Bridgestone Corp | タイヤの外形状判定方法及び装置 |
| JP2003225952A (ja) * | 2002-02-04 | 2003-08-12 | Yokohama Rubber Co Ltd:The | タイヤ製造工程のシミュレーション方法、この方法を実行するためのプログラム、空気入りタイヤの製造方法および空気入りタイヤ |
| JP2006168294A (ja) * | 2004-12-20 | 2006-06-29 | Yokohama Rubber Co Ltd:The | タイヤ製造時の断面形状予測方法及びその装置並びにそのコンピュータプログラムと情報記憶媒体 |
| JP2010018010A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
| JP2010018009A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
-
2008
- 2008-07-14 JP JP2008182834A patent/JP5136254B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0419130A (ja) * | 1990-05-15 | 1992-01-23 | S K Y:Kk | ラジアルタイヤの製造をシミュレートする方法 |
| JPH10160437A (ja) * | 1996-12-03 | 1998-06-19 | Bridgestone Corp | タイヤの外形状判定方法及び装置 |
| JP2003225952A (ja) * | 2002-02-04 | 2003-08-12 | Yokohama Rubber Co Ltd:The | タイヤ製造工程のシミュレーション方法、この方法を実行するためのプログラム、空気入りタイヤの製造方法および空気入りタイヤ |
| JP2006168294A (ja) * | 2004-12-20 | 2006-06-29 | Yokohama Rubber Co Ltd:The | タイヤ製造時の断面形状予測方法及びその装置並びにそのコンピュータプログラムと情報記憶媒体 |
| JP2010018010A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
| JP2010018009A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018009A (ja) * | 2008-07-14 | 2010-01-28 | Yokohama Rubber Co Ltd:The | タイヤ製造工程の管理方法 |
| JP2011225057A (ja) * | 2010-04-16 | 2011-11-10 | Yokohama Rubber Co Ltd:The | タイヤのシミュレーション方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5136254B2 (ja) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5837057B2 (ja) | 複数個のリブ及び少なくとも1つのリブなし測定ゾーンを有する成形要素 | |
| CN109313105B (zh) | 轮胎劣化状态预测方法 | |
| JP6574770B2 (ja) | サイドウォール部に特定のテクスチャを有するタイヤ | |
| US20110247740A1 (en) | Pneumatic tire, tire mold and manufacturing method of pneumatic tire | |
| JP2013018482A5 (ja) | ||
| WO2013035135A1 (ja) | 空気入りタイヤ | |
| JP5577898B2 (ja) | タイヤ劣化判定システムおよび更生タイヤの製造方法 | |
| CN105539028A (zh) | 一种检测汽车轮胎漏气的方法及系统 | |
| JP5136254B2 (ja) | タイヤ製造工程の管理方法 | |
| US20230191851A1 (en) | Tire with improved end-of-life grip on wet ground | |
| US20110285064A1 (en) | Tire mold and manufacturing method of pneumatic tire | |
| JP5620055B2 (ja) | タイヤ製造工程の管理方法 | |
| CN117115135A (zh) | 一种基于机器视觉的混凝土裂纹检测系统及方法 | |
| JP5163331B2 (ja) | タイヤ製造工程の管理方法 | |
| TWI480748B (zh) | 推薦輪胎選擇系統 | |
| JP2015071274A (ja) | タイヤ加硫金型及びタイヤの製造方法 | |
| WO2016084376A1 (ja) | タイヤ故障部位予測システム及びタイヤ故障部位予測方法 | |
| CN116863677A (zh) | 排水井冒溢预警的方法、装置、存储介质和电子设备 | |
| US20110297288A1 (en) | Tire mold, method of manufacturing pneumatic tire and pneumatic tire | |
| JP2008247193A (ja) | 自動二輪車用空気入りタイヤ | |
| CN103038056A (zh) | 用于控制用于轮胎生产的半完成元件的沉积的方法和装置 | |
| JP4708759B2 (ja) | シミュレーション方法 | |
| US20180117976A1 (en) | Sensing device with proximity detection for tire inspection | |
| JP5567428B2 (ja) | 空気入りタイヤ | |
| CN110203020B (zh) | 具有90度带束层结构的全钢子午线轮胎 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121029 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5136254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |