JP2010018002A - マーキング部付きフッ素樹脂チューブおよびその製造方法 - Google Patents
マーキング部付きフッ素樹脂チューブおよびその製造方法 Download PDFInfo
- Publication number
- JP2010018002A JP2010018002A JP2008182828A JP2008182828A JP2010018002A JP 2010018002 A JP2010018002 A JP 2010018002A JP 2008182828 A JP2008182828 A JP 2008182828A JP 2008182828 A JP2008182828 A JP 2008182828A JP 2010018002 A JP2010018002 A JP 2010018002A
- Authority
- JP
- Japan
- Prior art keywords
- marking
- tube
- fluororesin tube
- fluororesin
- marking portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000000034 method Methods 0.000 claims abstract description 65
- 230000003746 surface roughness Effects 0.000 claims abstract description 33
- 238000012545 processing Methods 0.000 claims description 40
- 238000004381 surface treatment Methods 0.000 claims description 36
- 239000000843 powder Substances 0.000 claims description 25
- 238000005488 sandblasting Methods 0.000 claims description 8
- 238000001125 extrusion Methods 0.000 claims description 7
- 239000010954 inorganic particle Substances 0.000 claims description 3
- 239000002245 particle Substances 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 88
- 239000011347 resin Substances 0.000 abstract description 10
- 229920005989 resin Polymers 0.000 abstract description 10
- 238000007650 screen-printing Methods 0.000 abstract description 5
- 238000010023 transfer printing Methods 0.000 abstract description 5
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 abstract description 3
- 229910052731 fluorine Inorganic materials 0.000 abstract description 3
- 239000011737 fluorine Substances 0.000 abstract description 3
- 239000007789 gas Substances 0.000 description 44
- 230000000052 comparative effect Effects 0.000 description 28
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 20
- 239000004810 polytetrafluoroethylene Substances 0.000 description 20
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 17
- 238000012360 testing method Methods 0.000 description 17
- 238000012546 transfer Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 9
- 238000007788 roughening Methods 0.000 description 8
- 238000000576 coating method Methods 0.000 description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 150000001298 alcohols Chemical class 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000004873 anchoring Methods 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006115 defluorination reaction Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000009832 plasma treatment Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonium chloride Substances [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000011114 ammonium hydroxide Nutrition 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 1
- 229920009441 perflouroethylene propylene Polymers 0.000 description 1
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
【課題】スクリーン印刷やローラーによる転写印刷などの一般的なマーキング方法でマーキングが可能なマーキング部付きフッ素樹脂チューブ及びその製造方法を提供することを目的とする。
【解決手段】材質がフッ素樹脂で構成されてなり、押出成形法で成形されたチューブと、前記チューブの表面1aに表面粗さRzの値が45nm以上165nm以下とする表面処理がされたマーキング部7と、を有することを特徴とするマーキング部付きフッ素樹脂チューブ1を用いることにより、上記課題を解決できる。
【選択図】図1
Description
(実施形態1)
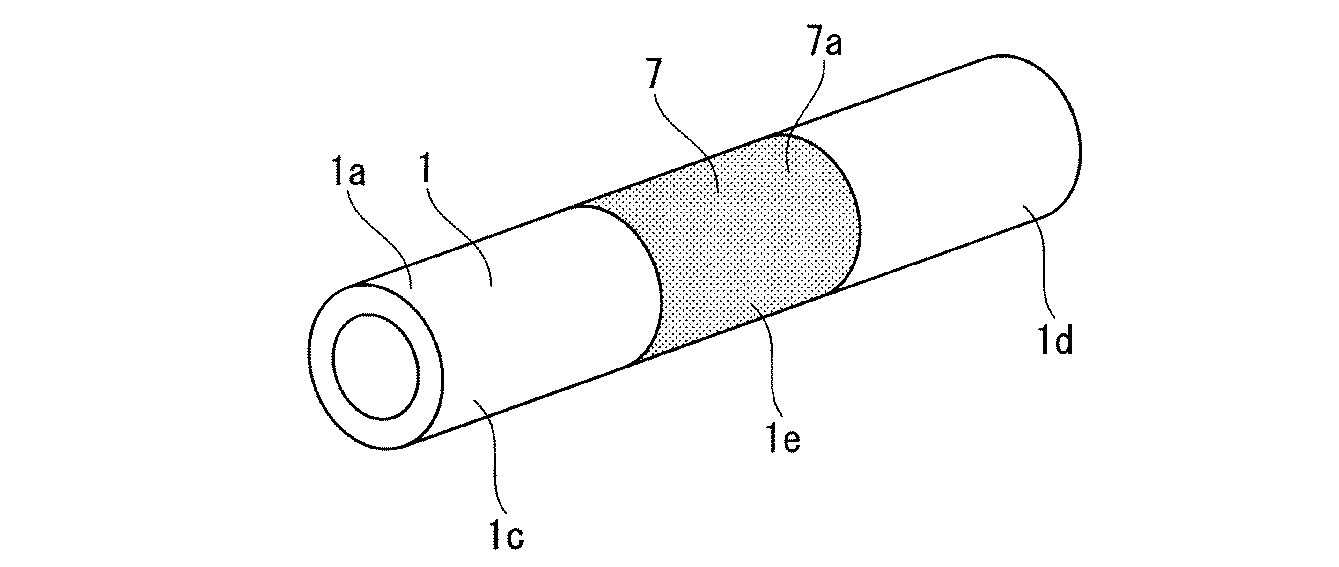
図1は、本発明の実施形態であるマーキング部付きフッ素樹脂チューブの一例を示す斜視図である。図1に示すように、本発明の実施形態であるマーキング部付きフッ素樹脂チューブ1は、可撓性を有するチューブ体である。また、マーキング部付きフッ素樹脂チューブ1の表面1aにおいて、一端部1cと他端部1dとの間に挟まれた胴体部1eの表面7aは、表面を粗くする表面処理がなされ、マーキング部7とされている。
逆に、マーキング部7の表面荒さRzが165nmを超える場合には、マーキング部付きフッ素樹脂チューブ1のマーキング部7の表面7aの微小な凹部が深すぎることとなり、一般的なマーキング方法では、マーキング材により、この微小な凹部の十分な深さまで埋めることができない。
なお、レーザー光により変換される記録材料を用いる必要はないが、そのような記録材料を用いて、マーキングを行っても構わない。
なお、マーキングは、前記塗料などを用いて目盛り、文字、図形等を描くことである。
また、マーキング部付きフッ素樹脂チューブ1の大きさは、制限されない。たとえば、外径3mm、内径2mmのフッ素樹脂チューブなどを用いることができる。
さらにまた、フッ素樹脂チューブとしては、たとえば、PTFEグレード:62−J(ニチアス(株)製)、PTFEグレード:6C−J(中興化成工業(株)製)、あるいはFEP((株)潤工社製)などを用いることができる。
マーキング部付きフッ素樹脂チューブの製造方法は、押出成形法により成形されたフッ素樹脂チューブの表面に、表面を粗くする表面処理を行ってマーキング部を形成する方法を含む。
押出成形法では、一般に、表面が滑らかなフッ素樹脂チューブが成形されるので、上記のマーキング部を形成することは、マーキングのために有効な方法となる。
マーキング部7の形成方法は、マーキング部付きフッ素樹脂チューブ1の表面1aを粗くすることができる方法であれば特に制限されず、どのような方法を用いてもよい。たとえば、真空プラズマ法、大気圧プラズマ法、サンドブラスト法などを挙げることができる。
実施形態2〜4において、真空プラズマ法、大気圧プラズマ法、サンドブラスト法によるマーキング部7の形成方法について説明する。
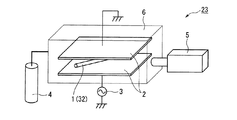
図2は、真空プラズマ法によるマーキング部7の形成方法の一例を説明する図である。
平行平板型RF真空プラズマ処理装置23は、真空チャンバ6と、真空ポンプ5と、処理ガス供給ユニット4と、RF電源3とを備えている。また、真空チャンバ6の内部には、2枚の平板電極2が対向されて配置されており、その2枚の平板電極の間に、マーキング部付きフッ素樹脂チューブ1が配置されている。
次に、真空チャンバ6を真空ポンプ5で減圧状態にした後、処理ガス供給ユニット4から処理ガスを供給する。処理ガスは、プラズマを発生させることのできるガスならばどのようなものを用いても良く、たとえば、Ar、Heなどの希ガス、あるいはCH4、N2、O2などを用いることができる。
次に、13.56MHzのRF電源3を用いて、2枚の平板電極2に電力を印加する。2枚の平板電極2の間にプラズマが発生し、マーキング部7を形成していないフッ素樹脂チューブ32の表面の露出された部分の表面を粗くする表面処理がされて、マーキング部7が形成される。このようにして、マーキング部付きフッ素樹脂チューブ1が形成される。
図4は、大気圧プラズマ法によるマーキング部7の形成方法の一例を説明する図である。
平行平板型RF大気圧プラズマ処理装置24は、2枚の平板電極2が対向されて配置されており、処理ガス供給ユニット4と、RF電源3とを備えている。また、その2枚の平板電極の間に、マーキング部付きフッ素樹脂チューブ1が配置されている。
なお、平板電極2の一部には孔部31が設けられ、処理ガス供給ユニット4のガスを供給するパイプ30の一端30aがこの孔部31に挿入されている。そのため、処理ガス供給ユニット4のガスが、2枚の平板電極2の間に供給される構成とされている。このような構成により、2枚の平板電極2の間に電力が供給されたときに、2枚の平板電極2の間に供給されたガスを用いてプラズマを発生させることができる仕組みとされている。
次に、大気中で、処理ガス供給ユニット4から処理ガスを供給する。処理ガスは、プラズマを発生させることのできるガスならばどのようなものを用いても良く、たとえば、Ar、He、CH4、N2、O2などのガスを用いることができる。
次に、13.56MHzのRF電源3を用いて、2枚の平板電極2に電力を印加する。2枚の平板電極2の間にプラズマが発生し、マーキング部7を形成していないフッ素樹脂チューブ32の表面の露出された部分の表面を粗くする表面処理がされて、マーキング部7が形成される。このようにして、マーキング部付きフッ素樹脂チューブ1が形成される。
図5は、サンドブラスト法によるマーキング部7の形成方法の一例を説明する図である。
サンドブラスト処理装置25は、ガス加圧機構11と、粉体供給機構12と、粉体放出機構13とを備えている。ガス加圧機構11で加圧された空気に、粉体供給機構12で粉体が供給され、ガス放出機構13が外部に粉体を含有した空気が放出される仕組みとされている。
なお、ガス加圧機構11のガスとしては空気を用いたが、反応性でないガス、たとえば、Ar、He、N2などのガスを用いることもできる。
また、粉体としては、空気に含有させて出射することによりフッ素樹脂の表面を粗くできる材料であればよく、たとえば、シリカあるいはアルミナなどの無機物粒子からなる粉体を用いることができる。
マーキング材とマーキング部7との密着性を評価するためには、まず、一定の膜厚のマーキング材を一定の方法でマーキング部7に形成することが必要である。このようにして形成したマーキング材とマーキング部7との密着性を、次に、一定の方法で評価する。
まず、マーキング材の塗布方法について説明する。
図3は、マーキング材の塗布方法の一例を説明する図である。
マーキング塗布装置(図示略)には、その内部両側に4つの円柱型部品からなるチューブ保持回転機構8を備えられており、また、その内部中央にインク供給機構10を備えたインク転写ローラー9が配置されている。
4つの円柱型部品からなるチューブ保持回転機構8において、円柱型部品の少なくとも一つがモーターなどと連動されるようにされており、また、この円柱型部品の動きに対応して、他の円柱型部品も連動する仕組みとされてある。
次に、4つの円柱型部品を一定方向に回転させることにより、一端部1cと他端部1dを固定されたマーキング部付きフッ素樹脂チューブ1も、これらの円柱型部品の動きに連動して、一定方向に回転する。
マーキング部付きフッ素樹脂チューブ1の回転速度が一定になった後、内部中央に配置されたインク転写ローラー9のローラー面9aをマーキング部付きフッ素樹脂チューブ1のマーキング部7に接触させる。接触させることにより、インク転写ローラー9も、マーキング部付きフッ素樹脂チューブ1の回転速度と同じ回転速度で回転する。
このようにして、インク転写ローラー9により、マーキング部付きフッ素樹脂チューブ1のマーキング部7にマーキングを行う。なお、インク転写ローラー9には、インク供給機構10から常にマーキング材料が供給されるので、回転速度を一定に保持することにより、所定膜厚のマーキング材からなる層を形成することができる。
なお、マーキング材を塗布後、所定時間、常温で放置して硬化処理をすることが好ましい。たとえば、1時間程度、常温放置する。
まず、マーキング材の硬化後、工業用アルコールが浸み込んだダスパー(ワイパーの登録商標:小津産業(株)製)で、マーキングしたマーキング部付きフッ素樹脂チューブ1のマーキング部7を10Nの力で挟んで拭くことにより、マーキング材の剥離が発生するかどうかを観察する(以下、アルコール拭き試験)。このアルコール拭き試験を複数回繰り返し、何回目に、マーキング材の剥離が発生したかにより、密着性の評価を行う。
たとえば、マーキング材の剥離の発生が10回目未満である場合には不合格(Cランク品)とし、10回目以上50回目未満を条件付合格品(Bランク品)とし、50回目以上を合格品(Aランク品)とする。
まず、外径3mm、内径2mmのPTFEチューブ62−J(ニチアス(株)製)を用意した。
次に、前記PTFEチューブを、平行平板型RF真空プラズマ処理装置の2枚の平板電極の間に配置した。その後、真空チャンバを真空ポンプで減圧状態にして、処理ガス供給ユニットから処理ガス(Ar)を供給した。
最後に、13.56MHzのRF電源を用いて、2枚の平板電極に電力を印加することにより、真空プラズマ法による表面処理を行い、PTFEチューブの胴体部に幅5mmのマーキング部を形成した。
なお、マーキング材を塗布後、常温で1時間放置して硬化処理を行い、マーキング材をマーキング部に塗布したPTFEチューブからなるサンプルを形成した。
まず、工業用アルコールが浸み込んだダスパー(商品名:小津産業(株)製)でPTFEチューブを10Nの力で挟み、マーキング材の剥離が発生するかどうかを観察した(以下、アルコール拭き試験)。このアルコール拭き試験を複数回繰り返し、何回目に、マーキング材の剥離が発生したかにより、密着性の評価を行った。
なお、マーキング材の剥離の発生が10回目未満である場合には不合格(Cランク品)とし、10回目以上50回目未満を条件付合格品(Bランク品)とし、50回目以上を合格品(Aランク品)とした。
処理ガス、放電電力、処理ガス圧、処理時間を変えたほかは実施例1と同様にして、実施例サンプル2、3、比較例サンプル1〜6を作製した。なお、比較例サンプルNo.7は、表面処理を行わなかったサンプルである。
表2に、それぞれのサンプルの表面粗さRzの値と、アルコール拭き試験で何回目に剥離が発生したかを示す回数名、および密着性のランクを示した。
プラズマ処理により、フッ素樹脂チューブの表面を粗くしたマーキング部を形成することができ、このマーキング部へのマーキング材の密着性を向上させることができた。その中でも、実施例サンプルNo.1〜3は、アルコール拭き試験を100回以上実施しても、マーキングの剥離は発生せず、密着性ランクAのサンプルを得ることができた。
逆に、表面粗さRzが45nm未満の比較例サンプルNo.1〜3、および表面粗さRzが165nmを超える比較例サンプルNo.4〜6の密着性ランクはBであった。
そのため、密着性ランクAを得るためには、表面粗さRzを45nm以上165nm以下とすることが好ましいことが分かった。
まず、外径3mm、内径2mmのPTFEチューブ6C−J(中興化成工業(株)製)を用意した。
次に、前記PTFEチューブを、平行平板型RF大気圧プラズマ処理装置の2枚の平板電極の間に配置した。その後、大気圧のまま、処理ガス供給ユニットから処理ガス(Ar)を供給した。
最後に、13.56MHzのRF電源を用いて、2枚の平板電極に電力を印加することにより、大気圧プラズマ法による表面処理を行い、PTFEチューブの胴体部に幅5mmのマーキング部を形成した。
なお、マーキング材を塗布後、常温で1時間放置して硬化処理を行い、マーキング材をマーキング部に塗布したPTFEチューブからなるサンプルを形成した。
まず、工業用アルコールが浸み込んだダスパー(商品名:小津産業(株)製)でPTFEチューブを10Nの力で挟み、マーキング材の剥離が発生するかどうかを観察した(以下、アルコール拭き試験)。このアルコール拭き試験を複数回繰り返し、何回目に、マーキング材の剥離が発生したかにより、密着性の評価を行った。
なお、マーキング材の剥離の発生が10回目未満である場合には不合格(Cランク品)とし、10回目以上50回目未満を条件付合格品(Bランク品)とし、50回目以上を合格品(Aランク品)とした。
処理ガス、放電電力、処理ガス圧、処理時間を変えたほかは実施例4と同様にして、実施例サンプル5〜7、比較例サンプル8〜11を作製した。なお、比較例サンプルNo.12は、表面処理を行わなかったサンプルである。
表4に、それぞれのサンプルの表面粗さRzの値と、アルコール拭き試験で何回目に剥離が発生したかを示す回数名、および密着性のランクを示した。
プラズマ処理により、フッ素樹脂チューブの表面を粗くしたマーキング部を形成することができ、このマーキング部へのマーキング材の密着性を向上させることができた。
その中でも、実施例サンプルNo.4〜7は、アルコール拭き試験を100回以上実施しても、マーキングの剥離は発生せず、密着性ランクAのサンプルを得ることができた。
逆に、表面粗さRzが45nm未満の比較例サンプルNo.8〜10、および表面粗さRzが165nmを超える比較例サンプルNo.11の密着性ランクはBであった。
そのため、密着性ランクAを得るためには、表面粗さRzを45nm以上165nm以下とすることが好ましいことが分かった。
まず、外径3mm、内径2mmのFEPチューブ((株)潤工社製)を用意した。
次に、前記FEPチューブを、粉体放出機構の所定の位置に設置した。なお、前記所定の位置は、粉体放出機構の粉体放出部から射出される粉体を含有した空気が、FEPチューブのマーキング部に均一に吹き付けられるような位置である。
この状態で、ガス加圧機構でガス圧0.75MPaに加圧した空気を、粉体供給機構で粒子径0.5〜2.0μmのシリカを粉体として供給した後、この粉体を含有させた空気を、処理時間180secの条件で、FEPチューブのマーキング部に射出して、サンドブラスト法による表面処理を行った。
このようにして、FEPチューブの胴体部に幅5mmのマーキング部を形成した。
なお、マーキング材を塗布後、常温で1時間放置して硬化処理を行い、マーキング材をマーキング部に塗布したFEPチューブからなるサンプルを形成した。
まず、工業用アルコールが浸み込んだダスパー(商品名:小津産業(株)製)でFEPチューブを10Nの力で挟み、マーキング材の剥離が発生するかどうかを観察した(以下、アルコール拭き試験)。このアルコール拭き試験を複数回繰り返し、何回目に、マーキング材の剥離が発生したかにより、密着性の評価を行った。
なお、マーキング材の剥離の発生が10回目未満である場合には不合格(Cランク品)とし、10回目以上50回目未満を条件付合格品(Bランク品)とし、50回目以上を合格品(Aランク品)とした。
処理ガス、放電電力、処理ガス圧、処理時間を変えたほかは実施例8と同様にして、実施例サンプル9〜11、比較例サンプル13〜15を作製した。なお、比較例サンプル16は、表面処理を行わなかったサンプルである。
表6に、それぞれのサンプルの表面粗さRzの値と、アルコール拭き試験で何回目に剥離が発生したかを示す回数名、および密着性のランクを示した。
このように、サンドブラスト処理により、フッ素樹脂チューブの表面を粗くしたマーキング部を形成することができ、このマーキング部へのマーキング材の密着性を向上させることができた。
その中でも、実施例サンプルNo.8〜11は、アルコール拭き試験を100回以上実施しても、マーキングの剥離は発生せず、密着性ランクAのサンプルを得ることができた。
逆に、表面粗さRzが45nm未満の比較例サンプルNo.13、14、および表面粗さRzが165nmを超える比較例サンプルNo.15の密着性ランクはBであった。
そのため、密着性ランクAを得るためには、表面粗さRzを45nm以上165nm以下とすることが好ましいことが分かった。
Claims (5)
- 材質がフッ素樹脂で構成されてなり、押出成形法で成形されたチューブと、
前記チューブの表面に表面粗さRzの値が45nm以上165nm以下とする表面処理がされたマーキング部と、を有することを特徴とするマーキング部付きフッ素樹脂チューブ。 - 押出成形法で成形されたフッ素樹脂チューブの表面を粗くする表面処理を行って、表面粗さRzの値が45nm以上165nm以下であるマーキング部を形成する工程を有することを特徴とするマーキング部付きフッ素樹脂チューブの製造方法。
- 前記表面処理が真空プラズマ法によって行われ、
前記真空プラズマ法の条件として、
50〜2000Wの放電電力と、
5〜100Paの処理ガス圧と、
60〜300secの処理時間と、を有することを特徴とする請求項2に記載のマーキング部付きフッ素樹脂チューブの製造方法。 - 前記表面処理が大気圧プラズマ法によって行われ、
前記大気圧プラズマ法の条件として、
50〜1500Wの放電電力と、
60〜240secの処理時間と、を有することを特徴とする請求項2に記載のマーキング部付きフッ素樹脂チューブの製造方法。 - 前記表面処理が、サンドブラスト法によって行われ、
前記サンドブラスト法で用いる粉体が無機物粒子からなり、
前記粉体の粒子径が0.5〜2μmであることを特徴とする請求項2に記載のマーキング部付きフッ素樹脂チューブの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182828A JP5153495B2 (ja) | 2008-07-14 | 2008-07-14 | マーキング部付きフッ素樹脂チューブの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182828A JP5153495B2 (ja) | 2008-07-14 | 2008-07-14 | マーキング部付きフッ素樹脂チューブの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010018002A true JP2010018002A (ja) | 2010-01-28 |
| JP5153495B2 JP5153495B2 (ja) | 2013-02-27 |
Family
ID=41703359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008182828A Expired - Fee Related JP5153495B2 (ja) | 2008-07-14 | 2008-07-14 | マーキング部付きフッ素樹脂チューブの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5153495B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013136233A (ja) * | 2011-11-29 | 2013-07-11 | Olympus Corp | フッ素樹脂製部品の製造方法およびフッ素樹脂製部品 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184528A (ja) * | 1984-02-29 | 1985-09-20 | Nitto Electric Ind Co Ltd | フツ素樹脂成形物の表面処理方法 |
| JPH069804A (ja) * | 1992-06-24 | 1994-01-18 | Okamoto Ind Inc | シート状成形物 |
| JPH07102090A (ja) * | 1993-10-05 | 1995-04-18 | Nagasaki Pref Gov | 弗素樹脂製チューブの表面改質法 |
| JPH0939093A (ja) * | 1995-07-31 | 1997-02-10 | Chichibu Onoda Cement Corp | 撥水性熱収縮チューブ及びその製造方法 |
| JPH10315400A (ja) * | 1997-05-21 | 1998-12-02 | Nitto Denko Corp | ポリテトラフルオロエチレン成形品、その製造方法及び用途 |
| JP2007223172A (ja) * | 2006-02-23 | 2007-09-06 | Tokai Rubber Ind Ltd | ホースの製造方法 |
-
2008
- 2008-07-14 JP JP2008182828A patent/JP5153495B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184528A (ja) * | 1984-02-29 | 1985-09-20 | Nitto Electric Ind Co Ltd | フツ素樹脂成形物の表面処理方法 |
| JPH069804A (ja) * | 1992-06-24 | 1994-01-18 | Okamoto Ind Inc | シート状成形物 |
| JPH07102090A (ja) * | 1993-10-05 | 1995-04-18 | Nagasaki Pref Gov | 弗素樹脂製チューブの表面改質法 |
| JPH0939093A (ja) * | 1995-07-31 | 1997-02-10 | Chichibu Onoda Cement Corp | 撥水性熱収縮チューブ及びその製造方法 |
| JPH10315400A (ja) * | 1997-05-21 | 1998-12-02 | Nitto Denko Corp | ポリテトラフルオロエチレン成形品、その製造方法及び用途 |
| JP2007223172A (ja) * | 2006-02-23 | 2007-09-06 | Tokai Rubber Ind Ltd | ホースの製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013136233A (ja) * | 2011-11-29 | 2013-07-11 | Olympus Corp | フッ素樹脂製部品の製造方法およびフッ素樹脂製部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5153495B2 (ja) | 2013-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3176613B1 (en) | Transparent laminate | |
| CN101321614B (zh) | 使用常压等离子体束表面处理复合材料结构体的方法 | |
| SG185549A1 (en) | Stencils for high-throughput micron-scale etching of substrates and processes of making and using the same | |
| JP2018533841A (ja) | パターン形成された塗膜体を成形品上に作製する方法およびこの方法を実施する装置 | |
| KR101996702B1 (ko) | 표면 | |
| JP5153495B2 (ja) | マーキング部付きフッ素樹脂チューブの製造方法 | |
| JP6492904B2 (ja) | 成形体 | |
| TW201728689A (zh) | 處理基材表面上之毫米及/或微米及/或奈米結構之方法 | |
| JP7477758B2 (ja) | 摺動対象物の表面に対する摺動処理物の供給又は排除方法 | |
| TW201600300A (zh) | 模具的製造方法及輥狀模具的製造裝置以及表面具有微細凹凸結構的物品之製造方法 | |
| JP3373065B2 (ja) | 撥水性被膜の形成方法 | |
| US20140302190A1 (en) | Molding roller and method of manufacturing same | |
| US12186987B2 (en) | Method for producing an adhesive filament, and adhesive filament | |
| US20140205755A1 (en) | Molding roller, apparatus and method for manufacturing same | |
| CN105848893B (zh) | 耐磨损用片及其制造方法、以及耐磨损用片的施工方法 | |
| US20110132768A1 (en) | Method for forming imprinting roller | |
| CN104220226A (zh) | 树脂剥离性治具 | |
| US10946837B2 (en) | Wiper blade rubber | |
| JP5202636B2 (ja) | 帯電ローラの製造方法および該方法により製造された帯電ローラ | |
| US10585213B2 (en) | Optical element and display device | |
| JP2000043495A (ja) | 装飾体の製造方法 | |
| Jardine et al. | Plasma surface modification of ePTFE vascular grafts | |
| JP2006306909A (ja) | 表面処理方法、表面処理装置、防眩層の形成方法、防眩性フィルム、及び、防眩性低反射フィルム | |
| WO2020222311A1 (ja) | 摺動対象物の表面に対する摺動処理物の供給又は排除方法 | |
| JP2011005677A (ja) | 転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20121102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121204 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5153495 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |