JP2010013348A - ガラス又はガラスセラミック製品の装飾コーティング - Google Patents
ガラス又はガラスセラミック製品の装飾コーティング Download PDFInfo
- Publication number
- JP2010013348A JP2010013348A JP2009158336A JP2009158336A JP2010013348A JP 2010013348 A JP2010013348 A JP 2010013348A JP 2009158336 A JP2009158336 A JP 2009158336A JP 2009158336 A JP2009158336 A JP 2009158336A JP 2010013348 A JP2010013348 A JP 2010013348A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- layer
- pigment
- decorative
- flake
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002241 glass-ceramic Substances 0.000 title claims abstract description 69
- 239000011521 glass Substances 0.000 title claims abstract description 55
- 238000000576 coating method Methods 0.000 title claims abstract description 45
- 239000011248 coating agent Substances 0.000 title claims abstract description 36
- 239000000049 pigment Substances 0.000 claims abstract description 133
- 239000002245 particle Substances 0.000 claims abstract description 59
- 239000000758 substrate Substances 0.000 claims abstract description 47
- 239000000203 mixture Substances 0.000 claims abstract description 44
- 239000000314 lubricant Substances 0.000 claims abstract description 41
- 239000007787 solid Substances 0.000 claims abstract description 41
- 239000000945 filler Substances 0.000 claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 claims abstract description 15
- 238000003980 solgel method Methods 0.000 claims abstract description 9
- 238000007789 sealing Methods 0.000 claims description 34
- 238000010411 cooking Methods 0.000 claims description 32
- 238000000034 method Methods 0.000 claims description 32
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 28
- 239000010439 graphite Substances 0.000 claims description 28
- 229910002804 graphite Inorganic materials 0.000 claims description 28
- 239000011230 binding agent Substances 0.000 claims description 22
- 239000010445 mica Substances 0.000 claims description 21
- 229910052618 mica group Inorganic materials 0.000 claims description 21
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 17
- 229910052582 BN Inorganic materials 0.000 claims description 16
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 11
- 150000004706 metal oxides Chemical class 0.000 claims description 10
- 229910044991 metal oxide Inorganic materials 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 7
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 6
- NKLYMYLJOXIVFB-UHFFFAOYSA-N triethoxymethylsilane Chemical compound CCOC([SiH3])(OCC)OCC NKLYMYLJOXIVFB-UHFFFAOYSA-N 0.000 claims description 6
- 229910000428 cobalt oxide Inorganic materials 0.000 claims description 3
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 claims description 3
- 238000009826 distribution Methods 0.000 claims description 3
- 239000000284 extract Substances 0.000 claims description 3
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 claims description 3
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 claims description 2
- 230000002902 bimodal effect Effects 0.000 claims description 2
- 229910003480 inorganic solid Inorganic materials 0.000 claims 2
- 239000000499 gel Substances 0.000 description 28
- 230000000694 effects Effects 0.000 description 25
- 239000000853 adhesive Substances 0.000 description 18
- 230000001070 adhesive effect Effects 0.000 description 18
- 229910004298 SiO 2 Inorganic materials 0.000 description 15
- 230000019612 pigmentation Effects 0.000 description 13
- 238000012360 testing method Methods 0.000 description 12
- 229910006404 SnO 2 Inorganic materials 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 230000009286 beneficial effect Effects 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000012530 fluid Substances 0.000 description 7
- 238000009472 formulation Methods 0.000 description 7
- 230000035515 penetration Effects 0.000 description 7
- 239000011148 porous material Substances 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- 239000003921 oil Substances 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 4
- 238000010304 firing Methods 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- 238000001179 sorption measurement Methods 0.000 description 4
- 239000002253 acid Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000000084 colloidal system Substances 0.000 description 3
- 238000004040 coloring Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 230000007062 hydrolysis Effects 0.000 description 3
- 238000006460 hydrolysis reaction Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 3
- 239000012798 spherical particle Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- RJDOZRNNYVAULJ-UHFFFAOYSA-L [O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[F-].[F-].[Mg++].[Mg++].[Mg++].[Al+3].[Si+4].[Si+4].[Si+4].[K+] Chemical compound [O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[F-].[F-].[Mg++].[Mg++].[Mg++].[Al+3].[Si+4].[Si+4].[Si+4].[K+] RJDOZRNNYVAULJ-UHFFFAOYSA-L 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 238000001354 calcination Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 150000002902 organometallic compounds Chemical class 0.000 description 2
- 230000001151 other effect Effects 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- ULGYAEQHFNJYML-UHFFFAOYSA-N [AlH3].[Ca] Chemical compound [AlH3].[Ca] ULGYAEQHFNJYML-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 238000001246 colloidal dispersion Methods 0.000 description 1
- 239000006103 coloring component Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- TXKMVPPZCYKFAC-UHFFFAOYSA-N disulfur monoxide Inorganic materials O=S=S TXKMVPPZCYKFAC-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000001282 organosilanes Chemical class 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000000485 pigmenting effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001698 pyrogenic effect Effects 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- -1 silicon alkoxide Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000004071 soot Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 150000004763 sulfides Chemical class 0.000 description 1
- XTQHKBHJIVJGKJ-UHFFFAOYSA-N sulfur monoxide Chemical compound S=O XTQHKBHJIVJGKJ-UHFFFAOYSA-N 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/007—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character containing a dispersed phase, e.g. particles, fibres or flakes, in a continuous phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/48—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase having a specific function
- C03C2217/485—Pigments
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/72—Decorative coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/11—Deposition methods from solutions or suspensions
- C03C2218/113—Deposition methods from solutions or suspensions by sol-gel processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/251—Mica
Landscapes
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Composite Materials (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
【解決手段】ゾル−ゲル法によってガラス又はガラスセラミック基体上に装飾層を製造する方法であって、装飾顔料及び充填剤をゾルに添加し、形成される混合物が焼成によって硬化することで、装飾層を形成し、その際、フレーク様顔料粒子6及び固体潤滑剤7を装飾顔料として10:1〜1:1、好ましくは5:1〜1:1、特に好ましくは3:1〜1.5:1の範囲の重量%比で添加する方法が提供される。
【選択図】図1
Description
L:85〜30
a:−8〜+8
b:−8〜+8
によって、Color Space Lab CIELAB色システムに示されている。
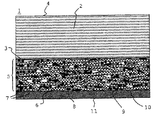
テトラエトキシオルソシラン(TEOS)とトリエトキシメチルシラン(TEMS)の混合物が製造され、この場合、アルコールを溶媒として添加することができる。水性金属酸化物の分散液、特に、コロイド分散SiO2粒子の形態のSiO2分散液が酸、好ましくは塩酸又は別の硫酸等の鉱酸と混合される。別個に製造されるこの2つの混合物を均質化の向上のために攪拌することができる。次に、2つの混合物を合わせて混合する。有利には、この混合物は例えば1時間、好ましくは連続攪拌によってエージングすることができる。この混合物のバッチと平行して、顔料及び任意に他の充填剤、好ましくは発熱性珪酸を計量し、エージングする混合物に添加し、分散させることができる。発熱性珪酸及び/又はコロイドSiO2分散液により、仕上げ装飾層5内に球状の充填剤粒子8が形成される。したがって、充填剤の比率は1つ又は複数のフレーク様顔料の質量の20重量%未満となる。ゆえに、総じて充填剤粒子の重量比率は好ましくは顔料粒子の重量比率の多くとも10重量%となる。
15μm〜20μmのD90値を有する7重量%の高結晶性グラファイト、
4m2/g〜6m2/gの比表面を有する7μmのD50値を有する15重量%の窒化ホウ素粉末、
1μm〜15μmの範囲の粒径を有する7重量%のフレーク様のTiO2及びSnO2被覆された雲母系効果顔料、
5μm〜25μmの範囲の粒径を有する12重量%のフレーク様のTiO2、Fe2O3、SiO2及びSnO2被覆された雲母系効果顔料、
10μm〜60μmの範囲の粒径を有する59重量%のフレーク様のTiO2及びSnO2被覆された雲母系効果顔料。
5μm〜8μmのD90値を有する3.6重量%の高結晶性グラファイト、
4m2/g〜6m2/gの比表面を有する7μmのD50値を有する38.7重量%の窒化ホウ素粉末、
1μm〜15μmの範囲の粒径を有する39.6重量%のフレーク様のTiO2及びSnO2被覆された雲母系効果顔料、
10μm〜40μmの範囲の粒径を有する5.5重量%のフレーク様のTiO2及びSnO2被覆された雲母系効果顔料、
10μm〜60μmの範囲の粒径を有する12.6重量%のフレーク様のTiO2及びSnO2被覆された雲母系効果顔料。
2 ガラス又はガラスセラミック基体
3 下面
4 上面
5 装飾層
6 フレーク様顔料
7 固体潤滑剤
8 充填剤粒子
9 ゾル−ゲル結合剤
10 孔
11 シール層
12 加熱ゾーン
13 非加熱性周囲
14 装飾層を有しない領域
Claims (25)
- ゾル−ゲル法によってガラス又はガラスセラミック基体(2)上に装飾層(5)を製造する方法であって、装飾顔料(6、7)及び充填剤(8)をゾルに添加し、形成される混合物が焼成によって硬化することで、前記装飾層(5)を形成し、その際、フレーク様顔料粒子(6)及び固体潤滑剤(7)を装飾顔料として10:1〜1:1、好ましくは5:1〜1:1、特に好ましくは3:1〜1.5:1の範囲の重量%比で添加することを特徴とする、方法。
- 無機固体潤滑剤として、グラファイト及び/又は窒化ホウ素及び/又は硫化モリブデン及び/又は無機非酸化物(inorganic non-oxide)であり、小さな表面エネルギーを有するもの、好ましくは表面エネルギーがグラファイトの表面エネルギーよりも多くとも20%高いものを、前記装飾層を製造するためにゾルに添加することをさらに特徴とする、請求項1に記載の方法。
- グラファイトが前記固体潤滑剤として用いられる場合、添加するグラファイトの90%が6μm〜19μmよりも短い最大断面の長さを有すること、及び/又は、窒化ホウ素が固体潤滑剤として用いられる場合、1μm〜100μm、好ましくは3μm〜20μmの平均粒径を有する粒子を添加することをさらに特徴とする、請求項1又は2に記載の方法。
- ゾル−ゲル結合剤が、少なくともテトラエトキシシラン及びトリエトキシメチルシランを含有するゾルから製造されることをさらに特徴とする、請求項1〜3のいずれか一項に記載の方法。
- フレーク様顔料(6)として、雲母フレーク及び/又はホウケイ酸系フレーク及び/又は金属フレーク及び/又はガラスフレーク、特に被覆された雲母フレーク及び/又はホウケイ酸系フレーク及び/又は金属フレーク及び/又はガラスフレークをゾルに添加することをさらに特徴とする、請求項1ないし4のいずれか一項に記載の方法。
- ペーストが少なくともゾル−ゲル及び顔料(6、7)から製造され、該ペーストが前記ガラス又はガラスセラミック基体にセリグラフィによって塗布されることをさらに特徴とする、請求項1〜5のいずれか一項に記載の方法。
- 水平構造化した(laterally structured)前記装飾層が、前記基体に、特に該基体の一部にのみ塗布されることをさらに特徴とする、請求項1〜6のいずれか一項に記載の方法。
- 異なる組成及び/又は美的外観及び/又は色のペーストが、前記基体の表面のいくつかの異なる領域に塗布されることをさらに特徴とする、請求項7に記載の方法。
- 前記基体に導入される前記層が100℃〜250℃で乾燥されることをさらに特徴とする、請求項1〜8のいずれか一項に記載の方法。
- 前記乾燥した層が、前記基体上に少なくとも350℃の温度で焼成されることをさらに特徴とする、請求項9に記載の方法。
- 製造される前記修飾層(5)が別の層(11)によりシールされ、ここでは、該シールする層がゾル−ゲル法によって製造され、その際、装飾顔料及び充填剤をゾルに添加し、形成される混合物が硬化することで前記シール層を形成し、さらにその際、フレーク様顔料及び固定潤滑剤を、10:1〜1:1、好ましくは5:1〜1:1、特に好ましくは3:1〜1.5:1の重量比で添加することをさらに特徴とする、請求項1〜10のいずれか一項に記載の方法。
- 前記焼成した装飾層(5)上に導入される前記シール層が、300℃未満、好ましくは100℃〜250℃の温度で硬化されることをさらに特徴とする、請求項11に記載の方法。
- 前記装飾層及び前記シール層が同じ抽出物から製造されることをさらに特徴とする、請求項1〜12のいずれか一項に記載の方法。
- 特に、請求項1〜13のいずれか一項に記載の方法により製造可能な、装飾コーティングを有するガラス又はガラスセラミック製品(1)であって、装飾層(5)を有するガラス又はガラスセラミック基体(2)を備え、該装飾層(5)は、硬化したゾルーゲル結合剤を含有し、該結合剤が金属酸化物網状構造、装飾顔料(6、7)、及び任意に充填剤(8)を形成し、その際、装飾顔料として、フレーク様顔料粒子(6)及び固体潤滑剤(7)は該フレーク様顔料粒子(6)と該固体潤滑剤(7)との重量%比が10:1〜1:1、好ましくは5:1〜1:1、特に好ましくは3:1〜1.5:1に等しいことを特徴とする、ガラス又はガラスセラミック製品。
- 前記フレーク様顔料の最大断面の平均長さが、前記装飾層の乾燥層厚に対して10:1〜1:3、好ましくは8:1〜1:1、特に好ましくは6:1〜2:1の比であることをさらに特徴とする、請求項14に記載のガラス又はガラスセラミック製品。
- 前記フレーク様顔料が、少なくとも3:1のアスペクト比を有し、該フレーク様顔料の前記最大断面の長さが平均して5μm〜120μm、好ましくは10μm〜60μmであることをさらに特徴とする、請求項14又は15に記載のガラス又はガラスセラミック製品。
- 前記装飾層の前記硬化したゾル−ゲル結合剤が、無機固体潤滑剤として、グラファイト及び/又は窒化ホウ素及び/又は硫化モリブデン及び/又は無機非酸化物であり、小さな表面エネルギーを有するもの、好ましくは表面エネルギーがグラファイトの表面エネルギーよりも多くとも20%高いものを含有することをさらに特徴とする、請求項14〜16のいずれか1項に記載のガラス又はガラスセラミック製品。
- 前記固体潤滑剤として、その90%が好ましくは6μm〜19μmよりも短い最大断面の長さを有する前記グラファイト粒子を含有すること、及び/又は1μm〜100μm、好ましくは3μm〜20μmの平均粒径を有する前記窒化ホウ素粒子を含有することをさらに特徴とする、請求項14〜17のいずれか一項に記載のガラス又はガラスセラミック製品。
- 前記フレーク様顔料の前記平均最大断面が双峰性分布を有し、最大値が好ましくは、用いる上部断面領域及び下部断面領域にあることをさらに特徴とする、請求項14〜18のいずれか一項に記載のガラス又はガラスセラミック製品。
- ガラス又はガラスセラミック製品(1)であって、前記フレーク様顔料(6)が、雲母フレーク及び/又はホウケイ酸系フレーク及び/又は金属フレーク及び/又はガラスフレーク、特に被覆された雲母フレーク及び/又はホウケイ酸系フレーク及び/又は金属フレーク及び/又はガラスフレーク、及び/又はTiO2及び/又は酸化コバルト及び/又は酸化鉄で被覆されたフレーク様顔料を含有することをさらに特徴とする、請求項14〜19のいずれか一項に記載のガラス又はガラスセラミック製品。
- ガラス又はガラスセラミック製品(1)であって、前記装飾層(5)が別の層(11)によりシールされることをさらに特徴とする、請求項14〜20のいずれか一項に記載のガラス又はガラスセラミック製品。
- ガラス又はガラスセラミック製品(1)であって、前記シール層が、フレーク様顔料、固体潤滑剤、及び充填剤を含有する硬化したゾル−ゲル層を含み、フレーク様顔料粒子及び固体潤滑剤は、10:1〜1:1、好ましくは5:1〜1:1、特に好ましくは3:1〜1.5:1の範囲の重量%比で存在することをさらに特徴とする、請求項21に記載のガラス又はガラスセラミック製品。
- 前記装飾層(5)が固体潤滑剤としてグラファイトを含み、CIELAB色システムにおいて値L=85〜30、a=−8〜+8、b=−8〜+8を含む範囲にある灰色相を有することをさらに特徴とする、請求項14〜22のいずれか一項に記載のガラス又はガラスセラミック製品。
- 前記装飾層(5)が前記ガラスセラミック基体(2)の前記下面(3)に配置されることをさらに特徴とする、請求項14〜23のいずれか一項に記載のガラスセラミック製品(1)を含む、ガラスセラミック製調理用レンジ上面。
- 前記装飾層(5)はまた、前記調理用レンジ上面の少なくとも1つの加熱ゾーン(12)を覆うことをさらに特徴とする、請求項23又は24に記載のガラスセラミック製調理用レンジ上面。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008031428A DE102008031428A1 (de) | 2008-07-04 | 2008-07-04 | Dekorative Beschichtung von Glas- oder Glaskeramik-Artikeln |
| DE102008031428.5 | 2008-07-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010013348A true JP2010013348A (ja) | 2010-01-21 |
| JP2010013348A5 JP2010013348A5 (ja) | 2010-10-07 |
| JP5149249B2 JP5149249B2 (ja) | 2013-02-20 |
Family
ID=41110472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009158336A Active JP5149249B2 (ja) | 2008-07-04 | 2009-07-03 | ガラス又はガラスセラミック製品の装飾コーティング |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20100047556A1 (ja) |
| EP (1) | EP2141133B1 (ja) |
| JP (1) | JP5149249B2 (ja) |
| CN (1) | CN101618949B (ja) |
| AT (1) | ATE546415T1 (ja) |
| DE (1) | DE102008031428A1 (ja) |
| ES (1) | ES2378598T3 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015514668A (ja) * | 2012-04-20 | 2015-05-21 | ショット アクチエンゲゼルシャフトSchott AG | 装飾コーティングを有する複合材料並びにその製造方法 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010031866A1 (de) * | 2010-07-21 | 2012-01-26 | Schott Ag | Silikonbeschichtung als Versiegelungsschicht für eine Dekorbeschichtung |
| FR2967563B1 (fr) | 2010-11-19 | 2013-08-23 | Seb Sa | Procede d'obtention d'un recipient de cuisson comportant une face exterieure anodisee dure coloree |
| FR2969533B1 (fr) * | 2010-12-23 | 2016-11-18 | Seb Sa | Article comprenant un revetement thermostable dote d'un decor au moins bichrome en tons continus et procede de fabrication d'un tel article. |
| US9005748B1 (en) | 2011-03-04 | 2015-04-14 | Insulating Coatings Of America, Inc. | Coating containing borosilicate flake glass |
| ES2407543B1 (es) * | 2011-10-21 | 2014-05-12 | BSH Electrodomésticos España S.A. | Dispositivo de campo de cocción, procedimento de fabricación de dicho dispositivo y campo de cocción con dicho dispositivo |
| FR2992313B1 (fr) * | 2012-06-21 | 2014-11-07 | Eurokera | Article vitroceramique et procede de fabrication |
| DE102013112109A1 (de) * | 2013-11-04 | 2015-05-21 | Schott Ag | Substrat mit elektrisch leitfähiger Beschichtung sowie Verfahren zur Herstellung eines Substrates mit einer elektrisch leitfähigen Beschichtung |
| PL2942376T5 (pl) | 2014-05-07 | 2019-12-31 | Sto Se & Co. Kgaa | Farba dyspersyjna i sposób wytwarzania |
| EP3031785B1 (de) | 2014-12-12 | 2018-10-17 | Schott AG | Verfahren zur herstellung eines glaskeramikelements mit strukturierter beschichtung |
| DE102014118497B4 (de) | 2014-12-12 | 2017-06-29 | Schott Ag | Verfahren zur Herstellung eines Glaskeramikelements mit strukturierter Beschichtung, plattenförmig ausgebildetes Glaskeramikelement und Glaskeramik-Kochfeld |
| DE102015103518A1 (de) | 2015-03-10 | 2016-09-15 | Schott Ag | Verfahren zur Herstellung eines Glaskeramikelements mit strukturierter Beschichtung |
| DE102015102743A1 (de) | 2015-02-26 | 2016-09-01 | Schott Ag | Beschichteter Glas- oder Glaskeramikartikel |
| CN104987834B (zh) * | 2015-06-24 | 2017-07-11 | 慧智科技(中国)有限公司 | 耐刮擦玻璃涂层 |
| EP3210948B1 (de) | 2016-02-29 | 2019-12-04 | Schott Ag | Beschichteter glas- oder glaskeramikartikel |
| DE102016103524A1 (de) | 2016-02-29 | 2017-08-31 | Schott Ag | Beschichteter Glas- oder Glaskeramikartikel |
| DE202016104800U1 (de) | 2016-08-31 | 2016-12-08 | Schott Ag | Beschichteter Glas- oder Glaskeramikartikel |
| TR201613972A1 (tr) * | 2016-10-06 | 2018-04-24 | Tuerkiye Sise Ve Cam Fabrikalari Anonim Sirketi | Bakiş açisina göre renk deği̇şti̇rebi̇len bi̇r cam ürün |
| DE102017118451A1 (de) | 2016-12-23 | 2018-06-28 | Schott Ag | Kochfeld mit Anzeigeeinrichtung |
| DE102017127624A1 (de) | 2017-11-22 | 2019-05-23 | Schott Ag | Beschichtetes Glas- oder Glaskeramik-Substrat, Beschichtung umfassend geschlossene Poren sowie Verfahren zur Beschichtung eines Substrats |
| DE202018102537U1 (de) | 2017-12-22 | 2018-05-22 | Schott Ag | Einrichtungs- und Ausstattungsgegenstände für Küchen oder Labore mit Leuchtelement |
| DE202018102514U1 (de) | 2017-12-22 | 2018-05-22 | Schott Ag | Glaskeramik mit reduziertem Lithium-Gehalt |
| DE202018102534U1 (de) | 2017-12-22 | 2018-05-15 | Schott Ag | Transparente, eingefärbte Lithiumaluminiumsilikat-Glaskeramik |
| DE202018102536U1 (de) | 2017-12-22 | 2018-05-22 | Schott Ag | Abdeckplatte mit farbneutraler Beschichtung |
| DE102018110897A1 (de) | 2017-12-22 | 2018-06-21 | Schott Ag | Einrichtungs- und Ausstattungsgegenstände für Küchen oder Labore mit Anzeigeeinrichtung |
| EP3564197A1 (en) | 2018-05-04 | 2019-11-06 | Merck Patent GmbH | Ceramic colours |
| CN112718429B (zh) * | 2020-12-17 | 2022-12-13 | 哈尔滨工业大学 | 一种减少钛基合金热旋压成形过程中氧化缺陷的方法 |
| DE102022118562A1 (de) | 2022-07-25 | 2024-01-25 | Schott Ag | Glas- oder Glaskeramikplatte umfassend wenigstens eine auf einer Seite angeordnete Beschichtung sowie Verfahren zu deren Herstellung |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10113290A (ja) * | 1996-10-11 | 1998-05-06 | Zojirushi Corp | 加熱調理器具 |
| JP2004071375A (ja) * | 2002-08-07 | 2004-03-04 | Matsushita Electric Ind Co Ltd | 誘導加熱調理器 |
| JP2008536791A (ja) * | 2005-04-19 | 2008-09-11 | ショット アクチエンゲゼルシャフト | 装飾コーティングを有するガラス、又はガラス・セラミック製品 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR95881E (fr) * | 1968-07-10 | 1971-11-12 | Acheson Ind Inc | Procédé de production de revetements électriquement conducteurs, nouvelles compositions et nouveaux produits ainsi obtenus. |
| US4396514A (en) * | 1981-05-20 | 1983-08-02 | Randisi Sal A | Lubricating composition and method for making |
| DE3724013A1 (de) * | 1987-07-21 | 1989-02-02 | Flachglas Ag | Verfahren zum aufbringen einer farbigen beschichtung auf eine oberflaeche einer glasscheibe |
| US6492029B1 (en) * | 1991-01-25 | 2002-12-10 | Saint-Gobain Glass France | Method of enameling substrates comprised of glass materials; enamel composition used; and products obtained thereby |
| US5306759A (en) * | 1992-02-13 | 1994-04-26 | Japan Synthetic Rubber Co., Ltd. | Coating composition and process for manufacturing the same |
| DE4338360A1 (de) | 1993-11-10 | 1995-05-11 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung von funktionellen glasartigen Schichten |
| JPH10212138A (ja) * | 1997-01-27 | 1998-08-11 | Sumitomo Osaka Cement Co Ltd | 表示装置 |
| DE19946712A1 (de) | 1999-09-29 | 2001-04-05 | Inst Neue Mat Gemein Gmbh | Verfahren und Zusammensetzungen zum Bedrucken von Substraten |
| US6589661B2 (en) * | 2000-07-19 | 2003-07-08 | Neely Industries, Inc. | Curable coating compositions for stainless steel |
| DE20106167U1 (de) * | 2001-04-07 | 2001-06-21 | Schott Glas | Kochfeld mit einer Glaskeramikplatte als Kochfläche |
| KR100479901B1 (ko) * | 2001-11-29 | 2005-03-30 | 한국과학기술연구원 | 졸-겔 공정에 의해 합성된 무기계 결합제를 포함하는 피막접착형 고체 윤활제 조성물 및 그의 제조 방법 |
| DE10313630A1 (de) * | 2003-03-26 | 2004-10-07 | BSH Bosch und Siemens Hausgeräte GmbH | Glasartige Bedruckung mittels Siebdruck |
| DE10355160B4 (de) | 2003-11-26 | 2008-04-03 | Schott Ag | Beschichtete Glaskeramikplatte, Verfahren zu ihrer Herstellung und Kochfeld mit einer solchen Glaskeramikplatte |
| US7553519B2 (en) * | 2004-03-26 | 2009-06-30 | Eurokera | Glass-ceramic and glass plates, heating plates, and preparation |
| US20060111548A1 (en) * | 2004-11-22 | 2006-05-25 | Mark Elkovitch | Method of making a flame retardant poly(arylene ether)/polyamide composition and the composition thereof |
| US7598210B2 (en) * | 2005-01-13 | 2009-10-06 | Advanced Lubrication Technology Inc. | High temperature lubricant composition |
| US20080102267A1 (en) * | 2006-09-27 | 2008-05-01 | The Sherwin-Williams Company | Metallic groundcoat coating composition |
| US7767018B2 (en) * | 2006-11-14 | 2010-08-03 | Asahi Kasei Chemicals Corporation | Metal pigment composition |
| EP2219624A2 (en) * | 2007-11-08 | 2010-08-25 | Glaxo Group Limited | Pharmaceutical formulations |
-
2008
- 2008-07-04 DE DE102008031428A patent/DE102008031428A1/de not_active Ceased
-
2009
- 2009-07-01 EP EP09008608A patent/EP2141133B1/de active Active
- 2009-07-01 AT AT09008608T patent/ATE546415T1/de active
- 2009-07-01 ES ES09008608T patent/ES2378598T3/es active Active
- 2009-07-03 JP JP2009158336A patent/JP5149249B2/ja active Active
- 2009-07-06 CN CN200910149580.XA patent/CN101618949B/zh active Active
- 2009-07-06 US US12/459,643 patent/US20100047556A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10113290A (ja) * | 1996-10-11 | 1998-05-06 | Zojirushi Corp | 加熱調理器具 |
| JP2004071375A (ja) * | 2002-08-07 | 2004-03-04 | Matsushita Electric Ind Co Ltd | 誘導加熱調理器 |
| JP2008536791A (ja) * | 2005-04-19 | 2008-09-11 | ショット アクチエンゲゼルシャフト | 装飾コーティングを有するガラス、又はガラス・セラミック製品 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015514668A (ja) * | 2012-04-20 | 2015-05-21 | ショット アクチエンゲゼルシャフトSchott AG | 装飾コーティングを有する複合材料並びにその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5149249B2 (ja) | 2013-02-20 |
| ES2378598T3 (es) | 2012-04-16 |
| EP2141133A1 (de) | 2010-01-06 |
| DE102008031428A1 (de) | 2010-01-07 |
| ATE546415T1 (de) | 2012-03-15 |
| CN101618949B (zh) | 2014-03-05 |
| US20100047556A1 (en) | 2010-02-25 |
| EP2141133B1 (de) | 2012-02-22 |
| CN101618949A (zh) | 2010-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149249B2 (ja) | ガラス又はガラスセラミック製品の装飾コーティング | |
| JP5078948B2 (ja) | ガラス又はガラス−セラミック物品の装飾層用シール層 | |
| US8329302B2 (en) | Glass or glass-ceramic articles with decorative coating | |
| JP5334812B2 (ja) | ガラスもしくはガラスセラミックからなる調理面用の耐引掻性のシリコーン被覆 | |
| US8877327B2 (en) | Silicone coating as a sealing layer for a decoration layer | |
| US9388070B2 (en) | Glass or glass-ceramic composite material and method for producing same | |
| JP5898833B2 (ja) | ガラス板又はガラスセラミックス板から成るディスプレイ部用コーティング、該コーティング製造方法及び使用方法 | |
| US10590036B2 (en) | Composite material with decorative coating and method for producing same | |
| JP2010013347A5 (ja) | ||
| JP4907076B2 (ja) | 光学的に密な着色コーティングを有する透明無色なガラスまたはガラスセラミックパネル及び同パネルの製造方法 | |
| US20030152780A1 (en) | Glass ceramic and metal substrates with a self-cleaning surface, method for the production and use thereof | |
| JP2010013348A5 (ja) | ||
| CN112055700A (zh) | 珐琅用玻璃材料、珐琅产品、珐琅产品的制造方法 | |
| DE102009004784A1 (de) | Glimmerreduzierte dekorative Beschichtung von Glas- oder Glaskeramik | |
| JP5135830B2 (ja) | 調理器用ガラストッププレート | |
| DE102009004783B4 (de) | Verfahren zur Herstellung einer glimmerreduzierten Versiegelungsschicht für Dekorschichten von Glas- oder Glaskeramik-Artikeln, mit diesem Verfahren hergestelltes Produkt sowie dessen Verwendung | |
| CN114149183A (zh) | 玻璃元件及其用途、用于其制备的涂层剂以及其制备方法 | |
| JP2022514488A (ja) | ガラスセラミック製品 | |
| JP2022512204A (ja) | ガラスセラミック製品 | |
| KR20210058829A (ko) | 방오 피막, 유리 세라믹스 제품, 방오 피막 형성용 도료, 유리 세라믹스 제품의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100824 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110912 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111212 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120308 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121129 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5149249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |