JP2010012613A - 射出発泡樹脂成形品 - Google Patents
射出発泡樹脂成形品 Download PDFInfo
- Publication number
- JP2010012613A JP2010012613A JP2008172002A JP2008172002A JP2010012613A JP 2010012613 A JP2010012613 A JP 2010012613A JP 2008172002 A JP2008172002 A JP 2008172002A JP 2008172002 A JP2008172002 A JP 2008172002A JP 2010012613 A JP2010012613 A JP 2010012613A
- Authority
- JP
- Japan
- Prior art keywords
- foamed
- layer
- foaming
- injection
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 32
- 239000011347 resin Substances 0.000 title claims abstract description 32
- 238000002347 injection Methods 0.000 title claims abstract description 24
- 239000007924 injection Substances 0.000 title claims abstract description 24
- 238000005187 foaming Methods 0.000 title abstract description 37
- 239000006260 foam Substances 0.000 claims description 27
- 210000000497 foam cell Anatomy 0.000 claims description 5
- 239000000463 material Substances 0.000 abstract description 19
- 238000005452 bending Methods 0.000 abstract description 14
- 238000010097 foam moulding Methods 0.000 abstract description 5
- 239000000243 solution Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 57
- 239000004088 foaming agent Substances 0.000 description 27
- 229920001155 polypropylene Polymers 0.000 description 22
- 239000004743 Polypropylene Substances 0.000 description 21
- -1 polypropylene Polymers 0.000 description 21
- 229920005992 thermoplastic resin Polymers 0.000 description 21
- 239000011342 resin composition Substances 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 9
- 238000002156 mixing Methods 0.000 description 7
- 210000004027 cell Anatomy 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000002344 surface layer Substances 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 239000012792 core layer Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000013518 molded foam Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images

Landscapes
- Molding Of Porous Articles (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
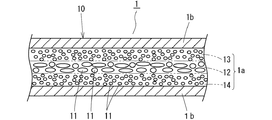
【解決手段】発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴としている。
【選択図】 図1
Description
しかし、樹脂は、厚みを薄くすると、曲げに対する強さ(曲げ弾性勾配)が、厚みの累乗で低下、さらに低温での衝撃強度も大きく低下する。例えば、ポリプロピレン製成形品の場合、厚みを3mmから1.5mmまで低下すると曲げ弾性勾配は、80N/cmから20N/cmまで低下する。したがって、薄型化して、十分な剛性を持たせようとすると、どうしても部分的に補強用リブ等を設けなければならず、軽量化にも限界がある。
そこで、発泡体からなる芯層の表面に芯層とは異なる材質からなる表層、例えば、ガラス繊維等の繊維強化樹脂からなる表層を貼り付けたり、同時成形したりして積層成形品とすることによって、軽く、高い曲げ弾性勾配を有するものとする方法(特許文献1参照)があるが、芯層と表層との材質が異なるため、リサイクル性に劣るとともに、表層を繊維強化樹脂によって形成しているため、製造コストが高くなるという問題がある。
すなわち、この方法によれば、全体が均一な樹脂で形成されているので、リサイクル性やコストの問題が解消される。
上記発泡部の厚みは、特に限定されないが、2mm〜3mmが好適である。
すなわち、断面の最大内径が0.5mm未満では、中心に位置する分割部の密度が前記非発泡部の0.3倍以上を達成することが難しくなり、1mmを越えると、衝撃に対する割れの起点となりやすくなる。
なお、本発明において、上記非発泡層及び発泡層の厚みは、成形品の発泡部を30〜50mm間隔で厚さ方向に切断し、その切断面をそれぞれマイクロスコープにて50倍に拡大して実測した実測値を平均(n数10以上)して求める。
また、発泡セルの平均的な内径は、発泡部を厚さ方向に切断し、切断面各部の寸法を市販のデジタルマイクロスコープあるいはレーザー顕微鏡により測定し、積分する方法により求めることができる。
すなわち、コアバック開始のタイミングが早すぎるとスキン層の形成が不十分で、必要なスキン層厚みが確保できなくなって、得られる成形品に強度的な問題が生じ、コアバック開始のタイミングが遅すぎるとスキン層の厚さが厚くなりすぎて、発泡が不十分となり、所望の厚みが確保できなくなるおそれがある。
すなわち、射出充填に時間がかかりすぎると、金型と接触しているスキン層厚みの成長に場所的なバラツキが生じることになる。具体的には、ゲート近傍のスキン層は、金型との接触時間が長くなってスキン層が厚くなり、ゲート遠方のスキン層は、金型との接触時間が短くなってスキン層は薄くなる。その結果、発泡層の厚みも大きく変動することになって、発泡成形品の物性、外観に差異が発生する。
ポリプロピレン系樹脂としては、特に限定されず、ホモポリプロピレン、ランダムポリプロピレン、ブロックポリプロピレン等が挙げられるが、特にランダムポリプロピレン、ブロックポリプロピレンが好適である。
発泡剤の配合量としては、コアバック前の金型キャビティ容積分の熱可塑性樹脂が発泡部の所定の発泡倍率で発泡したときの発泡セルの総体積の1.2〜1.5倍のガス量を発生する量の発泡剤を配合することが好ましい。すなわち、発泡剤が少なすぎると、発泡層の中央に位置する分割部に大きな発泡セルが存在しにくくなり、発泡剤が多すぎると、余分なガスが中心部に集中して大きなボイドを形成するおそれがある。
しかも、表面に非発泡層を備えているので、外観が良好で、単一の樹脂組成物が射出発泡成形されているだけであるので、リサイクル性も問題がない。
図1は、本発明にかかる射出発泡樹脂成形品の1つの実施の形態をあらわしている。
すなわち、発泡層1aは、厚み方向の中央部に厚み方向の両側よりも大きな発泡セル11が存在している。
ポリプロピレン(日本ポリプロ社製BC3LS、密度0.9g/cm3)100重量部に対し、発泡剤(永和化成工業社製ポリスレンEE275F、樹脂温度200℃での1gあたりのガス発生量35cm3/g)3.18重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.2倍量に相当する)を混合した発泡性熱可塑性樹脂組成物を、縦400mm、横500mm、厚み1.5mmの金型キャビティ内に射出充填し、射出完了後に移動型を1.5mmコアバックさせて縦400mm、横500mm、厚み3.0mm、重量270gで発泡倍率2倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、4.75重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.5倍量に相当する)とした以外は、実施例1と同様にして発泡倍率2倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物を、縦400mm、横500mm、厚み1.5mmの金型キャビティ内に射出充填し、射出完了後に移動型を2.1mmコアバックさせた以外は、実施例1と同様にして縦400mm、横500mm、厚み3.6mm、発泡倍率2.4倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、2.65重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.0倍量に相当する)とした以外は、実施例1と同様にして発泡倍率2倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、4.77重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.8倍量に相当する)とした以外は、実施例1と同様にして発泡倍率2倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、4.24重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.6倍量に相当する)とした以外は、実施例1と同様にして発泡倍率2倍の平板状をした発泡成形品を得た。
発泡性熱可塑性樹脂組成物を、縦400mm、横500mm、厚み1.5mmの金型キャビティ内に射出充填し、射出完了後に移動型を2.4mmコアバックさせた以外は、実施例1と同様にして縦400mm、横500mm、厚み3.9mm、発泡倍率2.6倍の平板状をした発泡成形品を得た。
〔密度〕
各分割部の重量を測定し、分割部の見かけの体積で除した。
〔曲げ強度〕
得られた発泡成形品を縦150mm、横25mmに切断した試験片を100mm間隔で設けた2つの支点に掛け渡し、2つの支点の中央位置で上方から試験片に荷重をかけていき、試験片が10mm撓むときの荷重を測定した。
〔耐衝撃性〕
−30℃の恒温室内で得られた発泡成形品の上方から500gの鉄球を落下させたときに、発泡成形品が割れない最大高さを求めた。

製品投影面積0.45m2、金型キャビティの発泡前(コアバック前)の発泡部の厚さ1.5mmの金型キャビティ内に、ポリプロピレン(プライムポリマー社製プライムポリプロJ770、密度0.9g/cm3)100重量部に対し、発泡剤(三協化成社製セルマイク3274、樹脂温度200℃での1gあたりのガス発生量37cm3/g)3.05重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.2倍量に相当する)を混合した発泡性熱可塑性樹脂組成物を、射出充填し、射出完了後に移動型を1.5mmコアバックさせて、発泡部の厚さ3mm(発泡部の発泡倍率2倍)の発泡成形品としての重量700gのバックドア用トリム材を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、3.81重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.5倍量に相当する)とした以外は、実施例4と同様にして発泡部の厚さ3mm(発泡部の発泡倍率2倍)の発泡成形品としての重量700gのバックドア用トリム材を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、2.54重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.0倍量に相当する)とした以外は、実施例4と同様にして発泡部の厚さ3mm(発泡部の発泡倍率2倍)の発泡成形品としての重量700gのバックドア用トリム材を得た。
発泡性熱可塑性樹脂組成物中の発泡剤の配合量をポリプロピレン100重量部に対し、4.58重量部(発泡成形品の体積がコアバック前のキャビティ容積の2倍となるために必要な理論発泡剤量の1.8倍量に相当する)とした以外は、実施例4と同様にして発泡部の厚さ3mm(発泡部の発泡倍率2倍)の発泡成形品としての重量700gのバックドア用トリム材を得た。
1a 発泡層
1b 非発泡層
10 発泡部
11 発泡セル
12 中央分割部
13 表分割部(他の分割部)
14 裏分割部(他の分割部)
2 発泡性熱可塑性樹脂組成物
Claims (2)
- 発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、
前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴とする射出発泡樹脂成形品。 - 発泡部の非発泡層の厚みが0.2mm以上0.35mm以下である請求項1に記載の射出発泡樹脂成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172002A JP5258028B2 (ja) | 2008-07-01 | 2008-07-01 | 射出発泡樹脂成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172002A JP5258028B2 (ja) | 2008-07-01 | 2008-07-01 | 射出発泡樹脂成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012613A true JP2010012613A (ja) | 2010-01-21 |
| JP5258028B2 JP5258028B2 (ja) | 2013-08-07 |
Family
ID=41699212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008172002A Expired - Fee Related JP5258028B2 (ja) | 2008-07-01 | 2008-07-01 | 射出発泡樹脂成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5258028B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006331A (ja) * | 2010-06-28 | 2012-01-12 | Mitsubishi Heavy Ind Ltd | 繊維強化複合材 |
| WO2018061579A1 (ja) * | 2016-09-30 | 2018-04-05 | 東洋製罐グループホールディングス株式会社 | 発泡延伸プラスチック容器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56115231A (en) * | 1980-02-19 | 1981-09-10 | Asahi Chem Ind Co Ltd | Expansion injection molding method |
| JP2000210969A (ja) * | 1999-01-22 | 2000-08-02 | Tohoku Munekata Co Ltd | 発泡射出成形法及びその装置 |
| JP2005040992A (ja) * | 2003-07-23 | 2005-02-17 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂発泡体 |
| JP2005059224A (ja) * | 2003-08-12 | 2005-03-10 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂発泡成形体 |
| JP2006240051A (ja) * | 2005-03-03 | 2006-09-14 | Kaneka Corp | ポリプロピレン系樹脂発泡成形体およびその製造方法 |
| JP2008100428A (ja) * | 2006-10-19 | 2008-05-01 | Daikyo Nishikawa Kk | 樹脂成形体及びその製造方法 |
-
2008
- 2008-07-01 JP JP2008172002A patent/JP5258028B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56115231A (en) * | 1980-02-19 | 1981-09-10 | Asahi Chem Ind Co Ltd | Expansion injection molding method |
| JP2000210969A (ja) * | 1999-01-22 | 2000-08-02 | Tohoku Munekata Co Ltd | 発泡射出成形法及びその装置 |
| JP2005040992A (ja) * | 2003-07-23 | 2005-02-17 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂発泡体 |
| JP2005059224A (ja) * | 2003-08-12 | 2005-03-10 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂発泡成形体 |
| JP2006240051A (ja) * | 2005-03-03 | 2006-09-14 | Kaneka Corp | ポリプロピレン系樹脂発泡成形体およびその製造方法 |
| JP2008100428A (ja) * | 2006-10-19 | 2008-05-01 | Daikyo Nishikawa Kk | 樹脂成形体及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006331A (ja) * | 2010-06-28 | 2012-01-12 | Mitsubishi Heavy Ind Ltd | 繊維強化複合材 |
| WO2018061579A1 (ja) * | 2016-09-30 | 2018-04-05 | 東洋製罐グループホールディングス株式会社 | 発泡延伸プラスチック容器 |
| JP2018052606A (ja) * | 2016-09-30 | 2018-04-05 | 東洋製罐グループホールディングス株式会社 | 発泡延伸プラスチック容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5258028B2 (ja) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6660195B2 (en) | Process for producing a skin material-laminated foamed thermoplastic resin molding | |
| JP7342178B2 (ja) | マイクロセルフォームシートおよび作製プロセスおよび使用 | |
| US10493673B2 (en) | Method for molding foamed resin molded article, mold, and foamed resin molded article | |
| JP2012020544A (ja) | 射出発泡成形品 | |
| EP1250994B1 (en) | Method of manufacturing a foam-molded product | |
| JP5258028B2 (ja) | 射出発泡樹脂成形品 | |
| CN117651635A (zh) | 通过注射模制来制造的方法和制品 | |
| JP6253427B2 (ja) | 自動車用物品収納部材 | |
| JP7417179B1 (ja) | 熱可塑性樹脂発泡粒子成形体の製造方法 | |
| JP2011025450A (ja) | 発泡成形品の製造方法及び発泡成形品 | |
| JP5479772B2 (ja) | 発泡成形体およびその製造方法 | |
| JP2010158866A (ja) | 成形体及び成形体の製造方法 | |
| US8851874B2 (en) | Mold and method for manufacture thereof | |
| EP4480998A1 (en) | Expanded crystalline-thermoplastic-resin particles, molded object from expanded crystalline-thermoplastic-resin particles, and production method therefor | |
| EP4342936A1 (en) | Polypropylene resin foam particle molded body and method for producing same | |
| JP7417178B1 (ja) | 熱可塑性樹脂発泡粒子成形体の製造方法 | |
| JP7183728B2 (ja) | 発泡成形体及び発泡成形体の製造方法 | |
| JP2023019516A (ja) | ポリプロピレン系樹脂発泡粒子およびその製造方法 | |
| JP7758095B2 (ja) | 発泡成形体及び発泡成形体の製造方法 | |
| WO2001074558A1 (en) | Method and apparatus for manufacturing plastic foam products having different wall structures | |
| EP4610302A1 (en) | Polyethylene resin foam particle molded body and method for producing same | |
| JP2016043661A (ja) | 熱可塑性樹脂の発泡成形方法及び発泡成形品 | |
| JP4771764B2 (ja) | ポリスチレン系樹脂発泡シートとその製造方法 | |
| JP6766868B2 (ja) | 樹脂成形品 | |
| WO1998010913A1 (en) | Method of injection molding expandable plastic composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130419 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5258028 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |