JP2010008028A - 竪型溶解炉を用いた溶銑製造方法 - Google Patents
竪型溶解炉を用いた溶銑製造方法 Download PDFInfo
- Publication number
- JP2010008028A JP2010008028A JP2008171521A JP2008171521A JP2010008028A JP 2010008028 A JP2010008028 A JP 2010008028A JP 2008171521 A JP2008171521 A JP 2008171521A JP 2008171521 A JP2008171521 A JP 2008171521A JP 2010008028 A JP2010008028 A JP 2010008028A
- Authority
- JP
- Japan
- Prior art keywords
- oxygen
- furnace
- iron
- tuyere
- coke
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Manufacture And Refinement Of Metals (AREA)
- Manufacture Of Iron (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
Abstract
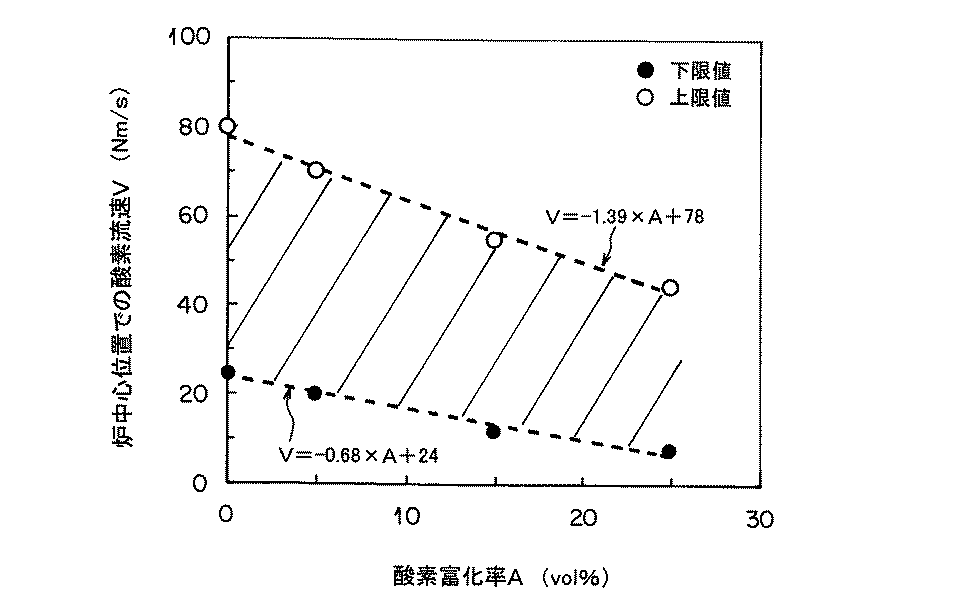
【解決手段】竪型溶解炉において、炉頂部から鉄系スクラップとコークスを装入し、炉下部に設けられた複数の羽口から熱風を吹き込み、コークスの燃焼熱で鉄系スクラップを溶解することにより溶銑を製造する方法であって、少なくとも一部の羽口内に、酸素を超音速で噴射する酸素噴射ノズルを配置し、羽口から熱風を吹き込みつつ、前記酸素噴射ノズルから、−0.68×A+24≦V≦−1.39×A+78(但し、A:酸素富化率(vol%)=([酸素噴射ノズルから吹き込まれる酸素流量]/[熱風流量])×100、V:酸素噴射ノズルから吹き込まれる酸素の炉中心位置での流速(Nm/s))を満足するように酸素を吹き込む。
【選択図】図4
Description
[1]竪型溶解炉において、炉頂部から鉄系スクラップとコークスを装入し、炉下部に設けられた複数の羽口から熱風を吹き込み、コークスの燃焼熱で鉄系スクラップを溶解することにより溶銑を製造する方法であって、少なくとも一部の羽口内に、酸素を超音速で噴射する酸素噴射ノズルを配置し、羽口から熱風を吹き込みつつ、前記酸素噴射ノズルから下記(1)式を満足するように酸素を吹き込むことを特徴とする堅型溶解炉を用いた溶銑製造方法。
−0.68×A+24≦V≦−1.39×A+78 …(1)
但し、
A:酸素富化率(vol%)=([酸素噴射ノズルから吹き込まれる酸素流量]/[熱風流量])×100
V:酸素噴射ノズルから吹き込まれる酸素の炉中心位置での流速(Nm/s)
[2]上記[1]の溶銑製造方法において、鉄系スクラップとともに、鉄含有ダストおよび/または鉄含有スラッジの塊成化物を装入することを特徴とする堅型溶解炉を用いた溶銑製造方法。
この溶解炉の大きさ等に本質的な制限はないが、実質的に操業可能若しくは操業上有利なサイズとして、通常は、羽口位置での炉内径が2〜4m程度、炉高が6〜10m程度である。羽口数に制限はないが、通常、4〜12本程度である。
原料である鉄系スクラップとコークスは、炉内に同時に装入してもよいし、交互に装入してもよい。また、主たる炉装入原料は鉄系スクラップとコークスであるが、さらに鉄源として、鉄含有ダストおよび/または鉄含有スラッジの塊成化物(以下、説明の便宜上「鉄含有ダスト/スラッジ塊成化物」という。)を装入することができる。この鉄含有ダスト/スラッジ塊成化物を装入すると、鉄系スクラップ単独装入の場合に比べてコークス原単位が増加するため、排ガス量が増加する。送風酸素富化により、排ガス量を低減できるため、鉄含有ダスト/スラッジ塊成化物を装入する場合は、送風酸素富化の制御がより重要となる。溶解炉には、上記鉄源およびコークス以外にも、例えば、銑鉄、還元鉄、鉄鉱石等の鉄源、木炭や無煙炭等の炭材などを装入してもよい。鉄系スクラップと鉄含有ダスト/スラッジ塊成化物を併せて装入する際の炉内への装入方法は任意であるが、なるべく均一に装入する方が操業の安定性には良い。
鉄含有ダスト/スラッジ塊成化物は、鉄含有ダスト、鉄含有スラッジの1種以上またはこれを主体とする原料を塊状に固めたものであればよく、したがって塊成化物の種類や製法を問わないが、一般には、鉄含有ダスト、鉄含有スラッジの1種以上に水硬性バインダーを配合し、さらに必要に応じて還元用の炭材粉などを配合した原料に水を加えて混合した後、成形し、この成形物を水和硬化させて塊成化物としたものが用いられる。なお、鉄含有ダスト/スラッジ塊成化物の構成成分や製法については、後に詳述する。
このような酸素噴射ノズル6からの超音速酸素噴射による送風酸素富化を行うことにより、単位時間当たりの発熱量が増加するとともに、酸素供給条件が適正化される。
酸素噴射ノズル6が配置された羽口3では、羽口3のほぼ中央に位置する酸素噴射ノズル6から酸素ジェットが超音速で噴射され、その外側の羽口から熱風が吹き込まれる。このような酸素噴射ノズル6による超音速酸素ジェットの噴射により、送風酸素富化がなされる。
−0.68×A+24≦V≦−1.39×A+78 …(1)
但し、
A:酸素富化率(vol%)=([酸素噴射ノズルから吹き込まれる酸素流量]/[熱風流量])×100
V:酸素噴射ノズルから吹き込まれる酸素の炉中心位置での流速(Nm/s)
このように羽口3内に配置された酸素噴射ノズル6から超音速酸素を噴射することで送風酸素富化を行い且つその噴射条件を最適化することにより、炉中心部を含めた炉径方向全般でのガス流れが適正化され、これによりコークスの燃焼と鉄系スクラップ(さらには、鉄含有ダスト/スラッジ塊成化物)の溶解が炉全体で適切に生じることになる。
試験条件は、シュレダー屑、プレス屑等の市中スクラップを9割、製鉄所内で発生するスクラップ屑を1割の割合で鉄源とし、熱源であるコークスは鋳物コークスと篩目40mmで篩った篩上の高炉コークスを用い、鋳物コークスの質量比率は60質量%で一定とした。溶銑の出銑温度が1510〜1530℃となるように、酸素富化量に応じてコークス原単位を調整した結果、コークス原単位は125〜190kg/t・pigで変化した。また、送風量は12000〜14000Nm3/h、送風温度は550℃とし、炉頂ガス温度は200〜250℃となった。
V:炉中心位置での酸素流速(Nm/s)
de:ノズル出口径(mm)
Lh:ノズル出口から炉中心位置までの距離(mm)
θ:ノズル傾角(deg)
Pe:炉内雰囲気圧(kgf/cm2)
Po:ノズル前圧力(kgf/cm2)
To:300(K)
前記鉄含有ダストは、酸化鉄及び/又は金属鉄を含むダストであり、その種類に特に制限はないが、代表的なものとしては、鉄鋼製造プロセスで生じる製鋼ダストを挙げることができる。この製鋼ダストには、溶銑予備処理工程で生じる溶銑予備処理ダスト、転炉脱炭工程で生じる転炉ダスト、電気炉で生じる電気炉ダストなどが含まれる。これらの製鋼ダストは、製鋼工程で発生した排ガスから集塵することにより回収されたものである。また、これらの中でも、転炉脱炭工程で生じる転炉ダスト、いわゆるOGダストが、不純物の含有量が少なく、したがって鉄含有量が高いため特に好ましい。また、製鋼ダスト以外の鉄含有ダストとしては、例えば、高炉ダスト、圧延ダストなどがある。
また、前記鉄含有スラッジは、酸化鉄及び/又は金属鉄を含むスラッジであり、その種類に特に制限はないが、上述したような各種ダストが湿式集塵機で捕集されることでスラッジ化したものが、代表例として挙げられる。
前記水硬性バインダーとしては、例えば、ポルトランドセメント、高炉セメント、アルミナセメント、フライアッシュセメントなどの各種セメント、高炉水砕スラグ微粉末、生石灰などの1種以上を用いることができる。原料中の水硬性バインダーの配合量は、強度の発現及びスラグ生成量の抑制の観点から、一般に2〜25mass%程度とすることが好ましい。
また、生成するスラグ量をなるべく少なくするという観点から、原料中でのSiO2、Al2O3、CaO、MgOの合計量を25mass%以下とすることが好ましい。当然、これら成分は水硬性バインダーなどに含有されるものも含まれる。
水の量は原料の配合によっても異なるが、成形時に圧縮しても水がしみ出てこない最大水量が望ましい。定量的には、JIS−A−1101(コンクリートのスランプ測定方法)に準じた測定においてスランプが0である最大水量となるように調整することが好ましい。水の量が少なすぎると適切に成形できず、また水硬性バインダーの硬化も進行しない。一方、水の量が多すぎて成形時に水がしみ出てくると、その水の処理などに特別な対応が必要になるからである。
成形物の形状は任意であるが、炉に装入した際の粉化をなるべく抑えるために角部が少ない方が好ましい。また、成形物の大きさも任意であるが、あまり小さいと竪型溶解炉に装入した際に炉の圧力損失を増大させ、一方、あまり大きいと竪型溶解炉に装入した際に塊成化物の中心部の昇温遅れによる還元・溶解遅れを生じるので、一般には容積で20〜2000cm3程度のサイズが好ましい。
また、鉄含有ダスト/スラッジ塊成化物としては、上述したような水硬性バインダーを用いて成形体を水和硬化させる製法以外の方法で製造されたものでもよい。
2 原料装入部
3 羽口
4 熱風管
5 排気ダクト
6 酸素噴射ノズル
7 集塵装置
30 羽口管
Claims (2)
- 竪型溶解炉において、炉頂部から鉄系スクラップとコークスを装入し、炉下部に設けられた複数の羽口から熱風を吹き込み、コークスの燃焼熱で鉄系スクラップを溶解することにより溶銑を製造する方法であって、
少なくとも一部の羽口内に、酸素を超音速で噴射する酸素噴射ノズルを配置し、羽口から熱風を吹き込みつつ、前記酸素噴射ノズルから下記(1)式を満足するように酸素を吹き込むことを特徴とする竪型溶解炉を用いた溶銑製造方法。
−0.68×A+24≦V≦−1.39×A+78 …(1)
但し、
A:酸素富化率(vol%)=([酸素噴射ノズルから吹き込まれる酸素流量]/[熱風流量])×100
V:酸素噴射ノズルから吹き込まれる酸素の炉中心位置での流速(Nm/s) - 鉄系スクラップとともに、鉄含有ダストおよび/または鉄含有スラッジの塊成化物を装入することを特徴とする請求項1に記載の堅型溶解炉を用いた溶銑製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008171521A JP5515242B2 (ja) | 2008-06-30 | 2008-06-30 | 竪型溶解炉を用いた溶銑製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008171521A JP5515242B2 (ja) | 2008-06-30 | 2008-06-30 | 竪型溶解炉を用いた溶銑製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010008028A true JP2010008028A (ja) | 2010-01-14 |
| JP2010008028A5 JP2010008028A5 (ja) | 2012-09-06 |
| JP5515242B2 JP5515242B2 (ja) | 2014-06-11 |
Family
ID=41588738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008171521A Expired - Fee Related JP5515242B2 (ja) | 2008-06-30 | 2008-06-30 | 竪型溶解炉を用いた溶銑製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5515242B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117248087A (zh) * | 2023-08-11 | 2023-12-19 | 山西太钢不锈钢股份有限公司 | 一种采用超音速氧气射流活跃炉缸的装置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57148175A (en) * | 1981-01-21 | 1982-09-13 | Union Carbide Corp | Ultrasonic injection of oxygen for cupora |
| JPS63196095U (ja) * | 1987-06-08 | 1988-12-16 | ||
| JPH11504707A (ja) * | 1996-03-04 | 1999-04-27 | ゲオルク フィッシャー ディサ エンジニアリング アー ゲー | シャフト炉内で金属質原料を製錬する方法 |
| JP2000204409A (ja) * | 1999-01-13 | 2000-07-25 | Nippon Steel Corp | 竪型炉の操業方法 |
| JP2007002305A (ja) * | 2005-06-24 | 2007-01-11 | Nippon Chutetsukan Kk | キュポラによる溶銑の溶製方法 |
-
2008
- 2008-06-30 JP JP2008171521A patent/JP5515242B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57148175A (en) * | 1981-01-21 | 1982-09-13 | Union Carbide Corp | Ultrasonic injection of oxygen for cupora |
| JPS63196095U (ja) * | 1987-06-08 | 1988-12-16 | ||
| JPH11504707A (ja) * | 1996-03-04 | 1999-04-27 | ゲオルク フィッシャー ディサ エンジニアリング アー ゲー | シャフト炉内で金属質原料を製錬する方法 |
| JP2000204409A (ja) * | 1999-01-13 | 2000-07-25 | Nippon Steel Corp | 竪型炉の操業方法 |
| JP2007002305A (ja) * | 2005-06-24 | 2007-01-11 | Nippon Chutetsukan Kk | キュポラによる溶銑の溶製方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117248087A (zh) * | 2023-08-11 | 2023-12-19 | 山西太钢不锈钢股份有限公司 | 一种采用超音速氧气射流活跃炉缸的装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5515242B2 (ja) | 2014-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10407744B2 (en) | Production method of granular metallic iron | |
| WO2016173248A1 (en) | Flash ironmaking system and method | |
| JP2004183070A (ja) | 溶鉄の製法 | |
| KR100498100B1 (ko) | 일반탄을 이용한 용철 제조 공정에서 분환원철 및 분소성부원료의 괴성체를 이용한 용철제조방법 | |
| JP5515242B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5262354B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5181875B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5439756B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5125819B2 (ja) | 竪型溶解炉および溶銑製造方法 | |
| JP5181878B2 (ja) | 溶銑製造方法 | |
| CN208266070U (zh) | 一种利用热态转炉渣制备水泥混合料的装置 | |
| JP5251296B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5131058B2 (ja) | 鉄含有ダスト塊成化物および溶銑製造方法 | |
| JP5251297B2 (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5910182B2 (ja) | 竪型溶解炉を用いた溶銑の製造方法 | |
| JP5082678B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| JP2010008030A (ja) | 竪型溶解炉を用いた溶銑製造方法 | |
| JP5867428B2 (ja) | 竪型溶解炉を用いた溶銑の製造方法 | |
| JP4705483B2 (ja) | 溶融鉄の製造方法 | |
| JP4992549B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| JP5200422B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| JP5862514B2 (ja) | スクラップ溶解竪型炉の操業方法 | |
| JP5867427B2 (ja) | 竪型溶解炉を用いた溶銑の製造方法 | |
| JP2014015653A (ja) | 銑鉄製造方法及び銑鉄製造炉 | |
| RU2395585C1 (ru) | Способ ведения доменной плавки |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120724 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5515242 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |