JP2010007715A - 回転軸のシール機構 - Google Patents
回転軸のシール機構 Download PDFInfo
- Publication number
- JP2010007715A JP2010007715A JP2008165287A JP2008165287A JP2010007715A JP 2010007715 A JP2010007715 A JP 2010007715A JP 2008165287 A JP2008165287 A JP 2008165287A JP 2008165287 A JP2008165287 A JP 2008165287A JP 2010007715 A JP2010007715 A JP 2010007715A
- Authority
- JP
- Japan
- Prior art keywords
- packing
- pressure
- fluid
- end surface
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 148
- 238000012856 packing Methods 0.000 claims abstract description 139
- 239000012530 fluid Substances 0.000 claims abstract description 111
- 238000007789 sealing Methods 0.000 claims abstract description 34
- 238000009530 blood pressure measurement Methods 0.000 claims description 10
- 238000012545 processing Methods 0.000 claims description 9
- 238000005259 measurement Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 description 23
- 238000012423 maintenance Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
Images







Landscapes
- Sealing Devices (AREA)
Abstract
【解決手段】被処理物を処理する内部空間と外部空間との間に設けられるパッキン2を備え、パッキン2の端面を回転軸61のシール端面67に向かう軸方向に付勢機構66によって付勢するようにした回転軸61のシール機構において、パッキン2に流体供給路23を形成し、流体供給路23を介してパッキン2の端面に流体を供給する流体供給機構3を備える。
【選択図】図1
Description
(1)図9(a)に示すように、混練材料の内圧によりパッキン2が内径側に変形し、パッキンの端面にクサビ状の隙間ができる。この隙間に入り込んだ混練材料が、軸端面のウェアリングプレート67に追従するパッキン2の動きを阻害して、端面が開き、そこから材料漏れが発生する。
(2)図9(b)に示すように、混練時の負荷によりロータ6にはタワミが生じることから、軸端面が傾き、パッキン2の端面にクサビ状の隙間ができる。この隙間に混練材料が入り込むことにより端面が開き、そこから材料漏れが発生する。
また、本発明は、被処理物がパッキンの端面に入り込むことによるパッキンのシール不良を検知することができる回転軸のシール機構を提供することを第2の目的とする。
また、本発明は、被処理物がパッキンの端面に入り込むことによるパッキンのシール不良が発生したときに、装置を分解することなくシール不良を解消することができる回転軸のシール機構を提供することを第3の目的とする。
一方、パッキンが変形したときや傾いたときには、パッキンの端面と回転軸のシール端面との間に隙間が生じるが、流体供給機構によりその隙間に流体を連続的に供給することにより、その隙間への材料の侵入及びその隙間を介した材料漏れを抑制することができる。
また、前記流体供給機構による流体供給圧力を前記付勢機構による付勢力よりも大きく設定することにより、通常の状態で、流体供給機構によるパッキンの端面への流体の供給が連続的に行われるので、パッキンの端面と回転軸のシール端面との間への材料の侵入及びその隙間を介した材料漏れを抑制することができる。
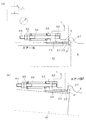
この回転軸のシール機構は、混練機等の被処理物を処理する内部空間と外部空間とを区画するケーシングの側壁1に設けられるものであり、パッキン2の端面21に空気を供給して圧力をかける流体供給機構3と、供給された空気の圧力を測定する圧力測定機構4と、圧力測定機構4が圧力降下を検知したときに、パッキン2の端面21から空気を噴出させる流体噴射機構5とを備えている。
低圧ライン31は、コンプレッサ(図示省略)から供給される圧力空気を減圧弁32で低圧にし、通常時は電磁弁33を開にしてパッキン2の端面21に低圧空気を供給した後、この電磁弁33を閉じて圧力を保持する。
この場合、電磁弁33の下流側に、圧力を保持するアキュムレータ34を付設することもできる。
プレッシャスイッチ41は、パッキン2のシール不良の発生時に、パッキン2の端面21が開口することによる空気圧の降下を検知するもので、圧力降下を検知すると下流側の電磁弁53を切り替え、後述する流体噴射機構5の高圧ライン51から高圧空気を供給し、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすようにする(図3(b)参照)。
また、パッキン2の端面21に形成された隙間に入り込んだ被処理物が吹き飛ばされた上、端面21に形成された隙間が閉じて、空気のリークがなくなると、プレッシャスイッチ41が電磁弁53を切り替えることにより、低圧ライン31より低圧空気を再び供給し、通常時の状態に復帰する(図3(a)参照)。
高圧ライン51は、コンプレッサ(図示省略)から供給される圧力空気を減圧弁52で高圧のまま保持し、プレッシャスイッチ41が圧力降下を検知したときに、電磁弁53を開に切り替え、エア供給孔23、24を介して凹溝22に高圧空気を供給し、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすようにする。
これにより、異常が発生した箇所の特定が可能となり、装置の整備・保守作業を簡易かつ迅速に行うことができる。
また、図では省略しているが、流体供給機構3が供給した空気の流量を測定する流量測定機構を設け、この流量測定機構が流量の増大を検知したときに、パッキン2の端面21から空気を噴出させるようにすることも可能である。
一方、パッキン2が変形したときや傾いたときには、パッキン2の端面21とウェアリングプレート67との間に隙間が生じるが、流体供給機構3によりその隙間に流体を連続的に供給することにより、その隙間への材料の侵入及びその隙間を介した材料漏れを抑制することができる。
この場合、流体供給機構3による流体供給圧力を付勢機構としてのばね66による付勢力よりも小さく設定するようにしているので、通常の状態では、パッキン2の端面21がウェアリングプレート67に良好に密着するようにして、流体供給機構3によるパッキン2の端面21への流体の供給は停止され、一方、パッキン2が変形したり、傾いたときにのみ、流体供給機構3によるパッキン2の端面21への流体の供給が行われるので、流体の消費量を少なくすることができる。
さらに、パッキン2の端面21に流体を供給して圧力をかける流体供給機構3と、供給された流体の圧力を測定する圧力測定機構4及び/又は流体の流量を測定する流量測定機構とを備えることにより、端面21が開口することによる流体の圧力降下や流量の増大によりパッキン2のシール不良を検知するとともに、圧力測定機構4が圧力降下を検知したとき及び/又は流量測定機構が流量の増大を検知したときに、パッキン2の端面21から流体を噴出させる流体噴射機構5を備えることにより、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすことができる。
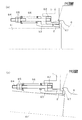
この回転軸のシール機構は、被処理物を処理する内部空間と外部空間とを区画するケーシングの側壁1に設けられるものであり、パッキン2の端面21に空気を連続的に供給する流体供給機構3と、供給する空気の流量を測定する流量測定機構7と、流量測定機構7が流量の増大を検知したときに、パッキン2の端面21から空気を噴出させる流体噴射機構5とを備えている。
低圧ライン31は、図5に示すように、コンプレッサ(図示省略)から供給される圧力空気を減圧弁32で低圧にし、通常時は電磁弁33を開にして、パッキン2の凹溝22に低圧空気を連続的に供給する。
流量スイッチ71は、パッキン2のシール不良の発生時に、パッキン2の端面21に形成された開口による空気の流量の増大を検知するもので、流量の増大を検知すると下流側の電磁弁53を切り替え、後述する流体噴射機構5の高圧ライン51から高圧空気を供給し、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすようにする。
また、パッキン2の端面21に形成された隙間に入り込んだ被処理物が吹き飛ばされることによってパッキン2が正常な状態に復帰すると、流量スイッチ71が電磁弁を切り替えることにより、低圧ライン31より低圧空気を再び供給し、通常時の状態に復帰する。
高圧ライン51は、コンプレッサ(図示省略)から供給される圧力空気を減圧弁52で高圧のまま保持し、流量スイッチ71が流量の増大を検知したときに、電磁弁53を開に切り替え、エア供給孔23、24を介して凹溝22に高圧空気を供給し、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすようにする。
これにより、異常が発生した箇所の特定が可能となり、装置の整備・保守作業を簡易かつ迅速に行うことができる。
また、図では省略しているが、流体供給機構3が供給する空気の圧力を測定する圧力測定機構4を設け、この圧力測定機構4が圧力降下を検知したときに、パッキン2の端面21から空気を噴出させるようにすることも可能である。
また、流体供給機構3によるパッキン2の端面21への流体の供給が連続的に行われ、パッキン2の端面21とウェアリングプレート67とが実質的に非接触の状態でシールが行われるため、パッキン2やウェアリングプレート67の長寿命化を図ることができる。
また、パッキン2が変形したときや傾いたときには、パッキン2の端面21とウェアリングプレート67との間の隙間が大きくなるが、流体供給機構3によりその隙間に流体を連続的に供給することにより、その隙間への材料の侵入及びその隙間を介した材料漏れを抑制することができる。
さらに、パッキン2の端面21に流体を連続的に供給する流体供給機構3と、供給された流体の圧力を測定する圧力測定機構4及び/又は流体の流量を測定する流量測定機構7とを備えることにより、端面21の開口による流体の圧力降下や流量の増大によりパッキン2のシール不良を検知するとともに、圧力測定機構4が圧力降下を検知したとき及び/又は流量測定機構7が流量の増大を検知したときに、パッキン2の端面21から流体を噴出させる流体噴射機構5を備えることにより、パッキン2の端面21に形成された隙間に入り込んだ被処理物を吹き飛ばすことができる。
これにより、混練材料の内圧によりパッキン2が内径側に変形することを軽減することができる。
この場合、駆動軸61は軸受69を支点としてタワミを生じるので、軸受69から端面21、68までの距離Lを球面状の端面21、68の曲率半径とすること、すなわち、端面21、68の形状を軸受69を中心とする球面状に形成することが好ましい。
なお、上記第1及び第2実施例において備えるようにしている、圧力測定機構4、流体噴射機構5及び流量測定機構7は、必要に応じて設けるようにすればよく、これらを省略することもでき、また、圧力測定機構4及び流量測定機構7を備える場合には、いずれか一方を備えるようにするほか、その両方を備えて併用するようにすることもできる。
2 パッキン
21 端面
22 凹溝
23 エア供給孔(流体供給路)
24 エア供給孔(流体供給路)
3 流体供給機構
31 低圧ライン
32 減圧弁
33 電磁弁
34 アキュムレータ
4 圧力測定機構
41 プレッシャスイッチ
5 流体噴射機構
51 高圧ライン
52 減圧弁
53 電磁弁
6 ロータ
61 駆動軸(回転軸)
62 パッキンガイド
63 パッキン押え
63a パッキン支持部
64 ボルト
65 ナット
66 ばね
67 ウェアリングプレート(シール端面)
68 端面
69 軸受
7 流量測定機構
71 流量スイッチ
Claims (5)
- 被処理物を処理する内部空間と外部空間との間に設けられるパッキンを備え、該パッキンの端面を回転軸のシール端面に向かう軸方向に付勢機構によって付勢するようにした回転軸のシール機構において、前記パッキンに流体供給路を形成し、該流体供給路を介してパッキンの端面に流体を供給する流体供給機構を備えたことを特徴とする回転軸のシール機構。
- 前記流体供給機構による流体供給圧力が前記付勢機構による付勢力よりも小さく設定されていることを特徴とする請求項1に記載の回転軸のシール機構。
- 前記流体供給機構による流体供給圧力が前記付勢機構による付勢力よりも大きく設定されていることを特徴とする請求項1に記載の回転軸のシール機構。
- パッキンの端面に供給された流体の圧力を測定する圧力測定機構及び/又はパッキンの端面に供給される流体の流量を測定する流量測定機構を備え、前記圧力測定機構及び/又は流量測定機構の測定値によって、パッキンのシール不良を検知するようにしたことを特徴とする請求項1、2又は3に記載の回転軸のシール機構。
- 圧力測定機構が圧力降下を検知したとき及び/又は流量測定機構が流量の増大を検知したときに、パッキンの端面に前記パッキンの端面に供給していた流体よりも高圧の流体を供給し、噴出させる流体噴射機構を備えたことを特徴とする請求項4記載の回転軸のシール機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165287A JP5182808B2 (ja) | 2008-06-25 | 2008-06-25 | 回転軸のシール機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165287A JP5182808B2 (ja) | 2008-06-25 | 2008-06-25 | 回転軸のシール機構 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007715A true JP2010007715A (ja) | 2010-01-14 |
| JP5182808B2 JP5182808B2 (ja) | 2013-04-17 |
Family
ID=41588462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008165287A Expired - Fee Related JP5182808B2 (ja) | 2008-06-25 | 2008-06-25 | 回転軸のシール機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5182808B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6028655U (ja) * | 1983-08-02 | 1985-02-26 | 株式会社 荒井製作所 | メカニカルシ−ル |
| JPH11287332A (ja) * | 1998-04-03 | 1999-10-19 | Nippon Pillar Packing Co Ltd | 軸封装置 |
| JP2002213618A (ja) * | 2001-01-23 | 2002-07-31 | Toyota Motor Corp | シール構造、シール異状検出方法、加熱炉のシール構造、加熱炉のシール異状検出方法 |
-
2008
- 2008-06-25 JP JP2008165287A patent/JP5182808B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6028655U (ja) * | 1983-08-02 | 1985-02-26 | 株式会社 荒井製作所 | メカニカルシ−ル |
| JPH11287332A (ja) * | 1998-04-03 | 1999-10-19 | Nippon Pillar Packing Co Ltd | 軸封装置 |
| JP2002213618A (ja) * | 2001-01-23 | 2002-07-31 | Toyota Motor Corp | シール構造、シール異状検出方法、加熱炉のシール構造、加熱炉のシール異状検出方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5182808B2 (ja) | 2013-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107791275B (zh) | 关节结构及机器人 | |
| JP4764450B2 (ja) | 工作機械の工具密着状態検出装置 | |
| JP5827602B2 (ja) | クランプ装置 | |
| US6877715B2 (en) | Vacuum regulating valve | |
| JP2018514396A (ja) | 粒子フィーダー | |
| JP5475408B2 (ja) | エアシール構造を有する回転テーブル | |
| JP4493952B2 (ja) | クランプ装置 | |
| US9815156B2 (en) | Positioning apparatus | |
| CN102448666A (zh) | 机床的切削液供给装置 | |
| US9878412B2 (en) | Rotation table | |
| US10130997B2 (en) | Main shaft device and machine tool provided with same | |
| US20100066002A1 (en) | Device for detecting operation of clamp | |
| JP6601832B2 (ja) | シールガス供給制御方法、シールガス供給制御装置、回転機械 | |
| JP2015033729A (ja) | クランプ装置 | |
| JP5182808B2 (ja) | 回転軸のシール機構 | |
| JP2016129901A (ja) | 回転式粉末圧縮成型装置用圧力緩衝装置及びこれを備える回転式粉末圧縮成型装置 | |
| US8127420B2 (en) | Dental machining device and method for monitoring sealing elements in dental machining devices | |
| JP3214465U (ja) | 工作機械 | |
| JP2011143531A (ja) | クランプ装置 | |
| US11905946B2 (en) | Backup ring and liquid feeding pump using backup ring | |
| JP6670528B2 (ja) | 破損検出機能付き位置決め装置 | |
| CN207344262U (zh) | 一种机床转台和托盘密封性检测系统及机床 | |
| JP7369460B2 (ja) | 保持弁付き空気圧シリンダ装置 | |
| JP2003314707A (ja) | リップシールおよび回転軸のシール構造 | |
| JP2011110617A (ja) | バリ取り工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5182808 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |