JP2010004739A - ロータシャフト - Google Patents
ロータシャフト Download PDFInfo
- Publication number
- JP2010004739A JP2010004739A JP2009233951A JP2009233951A JP2010004739A JP 2010004739 A JP2010004739 A JP 2010004739A JP 2009233951 A JP2009233951 A JP 2009233951A JP 2009233951 A JP2009233951 A JP 2009233951A JP 2010004739 A JP2010004739 A JP 2010004739A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- shaft
- caulking
- plate
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【解決手段】 中空円筒形状の積層鋼板からなるロータコア21と、ロータコア21の中心軸方向に隣接配置されロータコア21側の端面に肉欠き部22bが形成されることによりロータコア21とは内径側と外径側の2つの接触面(22c、22d)で接するエンドプレート22を有するロータシャフトにおいて、ロータコア21とエンドプレート22の内径側の接触面22cの径方向の幅をWとし、エンドプレート22の直径をDeとするときに、(2×W/De)<0.26とする条件を満たす。
【選択図】図8
Description
(1)本発明は、ロータの中心軸方向側に隣接配置された固定用部材を径方向に向いた溝を備えるシャフトにカシメ固定するものであって、固定用部材が配置位置において溝と反対側の径方向端部に径方向荷重が印加され肉の一部が溝に圧入されることにより、ロータをシャフトに固定するカシメ固定工程を有するロータシャフトの製造方法において、カシメ治具をシャフトの径方向から固定用部材に押圧することによりロータをシャフトに固定するカシメ固定工程を有することを特徴とする。
(1)本発明は、ロータの中心軸方向側に隣接配置された固定用部材を径方向に向いた溝を備えるシャフトにカシメ固定するものであって、固定用部材が配置位置において溝と反対側の径方向端部に径方向荷重が印加され肉の一部が溝に圧入されることにより、ロータをシャフトに固定するカシメ固定工程を有するロータシャフトの製造方法において、カシメ治具をシャフトの径方向から固定用部材に押圧することによりロータをシャフトに固定するカシメ固定工程を有するので、シャフトを変形させるのではなく固定用部材を変形させることからロータの外径が小さい場合であっても対応したカシメ治具を製作してカシメによりシャフトにロータを固定することができ、カシメ治具の押圧力が固定用部材をシャフトの溝内へ圧入する方向に働きカシメ荷重を小さくできることから必要なロータの抜き荷重を確保することができ、カシメ固定後においては固定用部材のカシメ部分の外径を測定することでロータの抜き荷重を確認できることからカシメ固定後のロータシャフトの品質の保証を図ることができる。
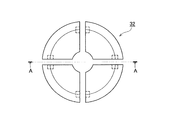
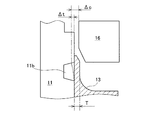
まず、図1に示すように、カシメプレート13の外周部分にパンチ14の押圧部32に備わるパンチ先端部32aを当てる。この時、パンチ14のストローク部31は押圧部32に対してロータ12の中心軸方向にカシメプレート13とは離れた位置に配置されている。

(1)本実施例は、ロータ12の中心軸方向側に隣接配置されたカシメプレート13を径方向に向いた溝11bを備えるシャフト11にカシメ固定するものであって、カシメプレート13が配置位置において溝11bと反対側の径方向端部に径方向荷重が印加され肉の一部が溝11bに圧入されることにより、ロータ12をシャフト11に固定するカシメ固定工程を有するロータシャフトの製造方法において、パンチ14をシャフト11の径方向からカシメプレート13に押圧することによりロータ12をシャフト11に固定するカシメ固定工程を有するので、シャフト11を変形させるのではなくカシメプレート13を変形させることからロータ12の外径が小さい場合であっても対応したパンチ14を製作してカシメによりシャフト11にロータ12を固定することができ、パンチ14の押圧力がカシメプレート13をシャフト11の溝11b内へ圧入する方向に働きカシメ荷重を小さくできることから必要なロータ12の抜き荷重を確保することができ、カシメ固定後においてはカシメプレート13のカシメ部分の外径Dcを測定することでロータ12の抜き荷重を確認できることからカシメ固定後のロータシャフトの品質の保証を図ることができる。
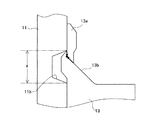
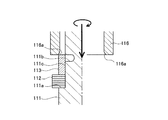
図10と図11は、本発明の実施例2のロータシャフトの製造方法の概要を示した図であり、図10はシャフト11にロータ12を固定する前の様子を、図11はシャフト11にロータ12を固定した後の様子を示している。実施例2のロータシャフト2の製造方法を実現するための構成において、実施例1と異なる点はパンチ16である。パンチ16は、中空円筒形状からなり、中空部を形成する内周面にはテーパ部が形成されている。パンチ16のテーパ部の端面側の直径はカシメプレート13の鉛直部分の外径に比して大きく形成され、パンチ16のテーパ部の内周面側の直径はカシメプレート13の鉛直部分の外径に比して小さく形成されている。パンチ16以外のその他の構成は、実施例1と共通するため、以下の説明は省略する。
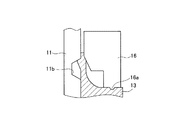
図10に示すような状態からパンチ16をロータ12の中心軸方向に移動する。すると、図11に示すように、パンチ16のテーパ部がカシメプレート13に接触し、カシメプレート13がシャフト11の溝11b側に押圧される。これにより、カシメプレート13の肉の一部をシャフト11の溝11bに圧入してロータ12をシャフト11に固定する。
(1)本実施例は、ロータ12の中心軸方向側に隣接配置されたカシメプレート13を径方向に向いた溝11bを備えるシャフト11にカシメ固定するものであって、カシメプレート13が配置位置において溝11bと反対側の径方向端部に径方向荷重が印加され肉の一部が溝11bに圧入されることにより、ロータ12をシャフト11に固定するカシメ固定工程を有するロータシャフトの製造方法において、ロータ12の中心軸方向に昇降動作することによりカシメプレート13における溝11bと反対側の径方向端部に径方向に荷重を印加させるパンチ16とシャフト11との間の隙間量をパンチシャフト間隙間量Δcとし、カシメプレート13におけるパンチ16により径方向荷重が印加される部分の厚みを固定用部材厚みTとし、溝11bにおけるカシメプレート13の肉が収まる深さを溝食込み深さΔtとするときに、Δc=T−Δtとする条件のもとシャフト11にロータ12をカシメ固定するカシメ固定工程を有するので、シャフト11を変形させるのではなくカシメプレート13を変形させることからロータ12の外径が小さい場合であっても対応したパンチ16を製作してカシメによりシャフト11にロータ12を固定することができ、シャフト11とパンチ16の隙間に入り込むカシメプレート13の量を増大させてその強度を増大させることからカシメ実施時およびパンチ16をシャフト11から抜く際にカシメプレート13の一部が脱落することがなくバリの発生を防ぐことができる。
11a フランジ部
11b 溝
12 ロータ
13 カシメプレート
13a 先端部
14 パンチ
15 押さえ治具
16 パンチ
21 ロータコア
22 エンドプレート
22a 挿入孔
22b 肉欠き部
22c 接触面
22d 接触面
31 ストローク部
32 押圧部
Claims (2)
- 中空円筒形状の積層鋼板からなるロータコアと、前記ロータコアの中心軸方向に隣接配置され前記ロータコア側の端面に肉欠き部が形成されることにより前記ロータコアとは内径側と外径側の2つの接触面で接するエンドプレートを有するロータシャフトにおいて、
前記ロータコアと前記エンドプレートの内径側の前記接触面の径方向の幅をWとし、前記エンドプレートの直径をDeとするときに、(2×W/De)<0.26とする条件を満たすこと、
を特徴とするロータシャフト。 - 請求項1に記載するロータシャフトにおいて、
カシメ固定後の前記固定用部材におけるロータの中心軸方向の端部と前記溝の入口部との幅とする出代が径方向におけるシャフトの溝の深さより大きいこと、
を特徴とするロータシャフト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009233951A JP5018854B2 (ja) | 2009-10-08 | 2009-10-08 | ロータシャフト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009233951A JP5018854B2 (ja) | 2009-10-08 | 2009-10-08 | ロータシャフト |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005311029A Division JP4492521B2 (ja) | 2005-10-26 | 2005-10-26 | ロータシャフトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010004739A true JP2010004739A (ja) | 2010-01-07 |
| JP5018854B2 JP5018854B2 (ja) | 2012-09-05 |
Family
ID=41585945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009233951A Expired - Fee Related JP5018854B2 (ja) | 2009-10-08 | 2009-10-08 | ロータシャフト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5018854B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013042635A (ja) * | 2011-08-19 | 2013-02-28 | Yaskawa Electric Corp | 回転電機の回転子、回転電機および回転子の端面部材 |
| WO2025164302A1 (ja) * | 2024-01-29 | 2025-08-07 | 株式会社小松製作所 | ロータ、回転電機及び作業機械 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003259577A (ja) * | 2002-03-01 | 2003-09-12 | Toyota Motor Corp | 永久磁石型モータのロータ組立体 |
| JP2004048925A (ja) * | 2002-07-12 | 2004-02-12 | Toyota Motor Corp | ステータの固定方法及び固定構造並びにロータの固定方法及び固定構造 |
| JP2004357347A (ja) * | 2003-05-27 | 2004-12-16 | Toyota Motor Corp | 回転電機用ロータ |
| JP2005184968A (ja) * | 2003-12-18 | 2005-07-07 | Toyota Motor Corp | 回転電機ロータ |
-
2009
- 2009-10-08 JP JP2009233951A patent/JP5018854B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003259577A (ja) * | 2002-03-01 | 2003-09-12 | Toyota Motor Corp | 永久磁石型モータのロータ組立体 |
| JP2004048925A (ja) * | 2002-07-12 | 2004-02-12 | Toyota Motor Corp | ステータの固定方法及び固定構造並びにロータの固定方法及び固定構造 |
| JP2004357347A (ja) * | 2003-05-27 | 2004-12-16 | Toyota Motor Corp | 回転電機用ロータ |
| JP2005184968A (ja) * | 2003-12-18 | 2005-07-07 | Toyota Motor Corp | 回転電機ロータ |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013042635A (ja) * | 2011-08-19 | 2013-02-28 | Yaskawa Electric Corp | 回転電機の回転子、回転電機および回転子の端面部材 |
| WO2025164302A1 (ja) * | 2024-01-29 | 2025-08-07 | 株式会社小松製作所 | ロータ、回転電機及び作業機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5018854B2 (ja) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4492521B2 (ja) | ロータシャフトの製造方法 | |
| US8646181B2 (en) | Shaft-hub component and method for manufacturing a component of this type | |
| CN103826545B (zh) | 缝合针 | |
| EP2166237A1 (en) | Clinch bolt | |
| KR20130030280A (ko) | 체결 나사 | |
| CN107429723A (zh) | 夹紧套筒和用于制造夹紧套筒的方法 | |
| CN111213306B (zh) | 旋转电机用铁芯的制造方法 | |
| JP5018854B2 (ja) | ロータシャフト | |
| JP3294348B2 (ja) | 積層鉄心の製造方法 | |
| CN101189780B (zh) | 旋转电机的电枢及其制造方法 | |
| JP2010004738A (ja) | ロータシャフトの製造方法 | |
| JPWO2007077880A1 (ja) | 焼結部品が接合された軸部材の製造方法、および内燃機関用カムシャフト | |
| JP2011019400A (ja) | 固定子鉄心及び固定子鉄心の製造方法 | |
| JP2010110123A (ja) | 積層コア及びその製造方法 | |
| JP2019100475A (ja) | 玉軸受用波形保持器 | |
| JP2015020179A (ja) | ダイス及びその製造方法 | |
| JP2017007617A (ja) | 側引戸の修繕方法 | |
| JP2016056940A (ja) | 固着具と打ち棒と固着具の固定方法 | |
| JP2002141238A (ja) | 積層鉄心とその製造方法 | |
| JP5390243B2 (ja) | 積層鉄心の製造方法 | |
| JPH0572180B2 (ja) | ||
| JPH0810871A (ja) | バーリングかしめ部成形金型及び成形方法 | |
| JP4823208B2 (ja) | ローラチェーン用リンクプレートの製造方法 | |
| JP2005297875A (ja) | 車輪用軸受ユニットのフランジ部の通孔の加工方法 | |
| CN110788271B (zh) | 冲头 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120515 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120528 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5018854 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |