JP2009242000A - ヒートシール部冷却装置およびヒートシール装置 - Google Patents
ヒートシール部冷却装置およびヒートシール装置 Download PDFInfo
- Publication number
- JP2009242000A JP2009242000A JP2009033720A JP2009033720A JP2009242000A JP 2009242000 A JP2009242000 A JP 2009242000A JP 2009033720 A JP2009033720 A JP 2009033720A JP 2009033720 A JP2009033720 A JP 2009033720A JP 2009242000 A JP2009242000 A JP 2009242000A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- cooling
- film
- cooling block
- bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
【課題】本発明は、プラスチックフィルムのヒートシールにおけるフィルムのシール面のシール熱をいち早く取り除くことで生産性を向上させる装置の提供を課題とする。
【解決手段】複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置において、ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、を有することを特徴とするヒートシール部冷却装置。
【選択図】図1
【解決手段】複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置において、ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、を有することを特徴とするヒートシール部冷却装置。
【選択図】図1
Description
本発明は、積層されたプラスチックフィルムをヒートバーによるヒートシールにて加熱溶着させた後にシール部分を冷却させる装置に関するものである。
一般にポリエチレンフィルム等のフィルム構成による袋状容器の製袋においては、昇降動作方式のヒートバーを備えたヒートシール手段を用いた製袋機が使用され、ロール状に巻かれた原反に所定の張力をかけて巻出しながらヒートバーへ供給し、ヒートシール手段によって供給方向に平行な縦シールと、供給方向に直交する横シールとを行って製袋している。
例えば、製袋用のフィルムとして最外層にポリエチレンフィルムを積層した積層フィルムや、全層にポリエチレンフィルムを使用した場合には、ヒートシール手段にてヒートシール後、直ちに所定の張力をかけながら供給方向に走行させる場合にヒートシール時のシール熱により、シール部のフィルムが伸びてしまうという問題があった。
そこで、シール部のフィルムが伸びてしまうことを防止するためには冷却ブロックに電熱線を取り付けて、昇降動作することにより、その場でヒートシールと冷却とを行うインパルスシール方式にて加熱溶着して対応するか、あるいは通常の昇降動作するヒートバー方式で加熱シールし、その場でフィルムが伸びない状態まで冷風を吹き付けて冷却後に所定の張力をかけながらフィルムを供給方向に走行させるようにしていた。
しかしながら、従来のヒートバー方式での冷却は、フィルムのシール面に冷風を吹き付けて冷却する方式であるため、冷却力が弱く、また冷却に時間がかかる、更には冷却風によりフィルムがバタつき、フィルムが伸びてしまう等の問題があった。また、インパルス方式の場合には、ヒートシールの安定性と生産速度の限界という問題があった。
このような、不具合に対する対応策として、冷却ブロックをヒートシール後のフィルム溶着面に接触させるという特許が出願されている。
このような、不具合に対する対応策として、冷却ブロックをヒートシール後のフィルム溶着面に接触させるという特許が出願されている。
特許文献1では、フィルムの上下に設けられたシールバー1対と、冷却板一対を備え、シールバーを上下より挟み込みシールした後、冷却板を上下より挟み込むことでヒートシール部のシール熱を奪う構造となっている。
本発明は、ポリエチレン等の加熱時に伸びやすい材料をヒートシールする場合において、インパルスシールよりも生産速度を大幅に上げることを可能とするもので、装置周辺雰囲気をクリーンに保ったまま、溶着時のフィルムの伸びを抑え、シール外観も改善することで、商品価値を高めることを目的としている。
上記の目的に対しては、冷却ブロックをヒートシール後のフィルム溶着面に接触させることが有効であるが、特許文献1に示された構造では、フィルム供給方向に直交する方向のシール幅が大きい場合、冷却ブロックの変形等によりフィルムに均一に接触させること
が難しく、均一な冷却効果を得ることが難しい。更に、冷却ブロックに温度制御機能を有していない為、連続運転時に冷却ブロックが蓄熱していき、冷却能力が次第に悪化することが容易に想像できる。
が難しく、均一な冷却効果を得ることが難しい。更に、冷却ブロックに温度制御機能を有していない為、連続運転時に冷却ブロックが蓄熱していき、冷却能力が次第に悪化することが容易に想像できる。
本発明は、ヒートシール面を全面均一に冷却することが可能で、且つシール回数を重ねても冷却能力が落ちることがない冷却ブロック接触式のヒートシール部冷却装置とそれを用いたヒートシール装置を提供する。
本発明の請求項1に係るヒートシール部冷却装置は、複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置において、ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、を有することを特徴とするヒートシール部冷却装置である。
本発明の請求項2に係るヒートシール装置は、複数枚重ね合わせたフィルムを搬送する搬送手段と、前記複数枚重ね合わせたフィルムの所定箇所を加熱融着させるヒートバーと、請求項1記載のヒートシール部冷却装置を有することを特徴とするヒートシール装置である。
本発明の請求項3に係るヒートシール装置は、請求項2のヒートシール装置において、前記フィルムの加熱溶着箇所の上流および下流の直近箇所にニップ手段を有し、ヒートバーによる加熱溶着前から冷却ブロックによる冷却完了までの間、前記フィルムの加熱溶着箇所に張力がかからないよう前記ニップ手段がフィルムを押さえることを特徴とするヒートシール装置である。
以上のように、請求項1に係るヒートシール部冷却装置では、複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置において、ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、を有する。
このため、インパルスシールでは難しかった生産性の向上を果たすことが可能となり、さらにフィルムを上下側から押し付けることがなくなった為、シール面全面均一な冷却が可能となり、更に冷風によるシール面冷却をする必要がない為、クリーンな環境を損なうことなく、他のヒートシールユニットの温度を不安定にすることもなく冷却を行うことが可能となる。
また、請求項2にかかる発明のヒートシール装置では、複数枚重ね合わせたフィルムを搬送する搬送手段と、前記複数枚重ね合わせたフィルムの所定箇所を加熱融着させるヒートバーと、請求項1記載のヒートシール部冷却装置を組み合わせることによって、上記の冷却効果をヒートシール工程で発揮する装置とすることが出来る。
また、請求項3にかかる発明のヒートシール装置では、ヒートバーにより加熱溶着する前にヒートシール部の上流下流の直近においてシール部のフィルムに張力がかからないよ
うにするニップ機構を有するため、シール時の基材の伸びを最小限に抑えることができ、フィルム溶着面の外観が改善することにより、商品価値を高めることを可能とする。
うにするニップ機構を有するため、シール時の基材の伸びを最小限に抑えることができ、フィルム溶着面の外観が改善することにより、商品価値を高めることを可能とする。
また、上記ニップ機構を有するために、今まで以上に高い温度をフィルムに与えてもフィルムが伸びることがない。つまり、生産条件幅を広くすることができ、生産性をあげることが可能となる。
更に、生産条件が広がることにより、今まで生産が出来なかったフィルムも扱うことができるようになり、より多くの製品を受注することが可能となる。
以下、本発明の実施の一形態について図面を参照して説明する。
図1は本発明のヒートシール部冷却装置の一例の概略図である。図2は本発明の冷却ユニットに設けられた吸着用穴もしくは溝の一例を示した図である。図3は本発明の冷却ブロックの冷却方法の一例である。図4は本発明の冷却ブロックのフィルム吸着方法の一例である。図5は本発明のヒートシール部冷却装置の一例の動作概略図である。図6は本発明の冷却ブロックの移動手段の例である。参考までに、図7は旧来のフィルム溶着面の冷却方法である圧縮空気による冷却方式を示した図である。
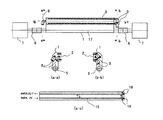
図1は、本発明のヒートシール部冷却装置の一例であって、冷却ブロック1とロータリーシリンダ7がカップリング6により連結されており、冷却ブロック1を回転軸17を中心に回転させることが可能となる。冷却ブロックの移動に関しては、モータを使用しても同様の効果が得られる。
冷却ブロック1には、冷却水が通過することができる流路15が設けられており、冷却ブロック1がフィルム溶着面と接する冷却面側に冷却水のIN側が来るように配置されている。流路は、冷却ブロック1の長手方向に2個と、冷却水出入り口の反対側に長手方向とは垂直に1個の穴が設けられ、流路となるよう止めネジ16により穴がふさがれている。
冷却ブロック1の材質は、軽量で熱伝導の良いアルミニウム合金が最適であり、加工も容易である。もちろんステンレス等の金属でも冷却効果を得ることは可能である。
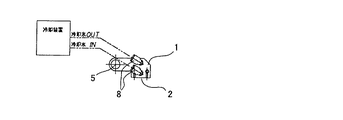
図2は、冷却ブロック1がフィルム13に接触したときにフィルム13を吸着する吸着穴3もしくは吸着溝4を示したものであり、ヒートシール面に沿ってヒートシール外側に複数の小径の穴が設けられており、さらにこの穴は、冷却ブロック1の長手方向に開けられた穴により連結され、冷却ブロック1の一端に通じており、その一端にて吸引用継手9に接続されている。
この他、(b)に示したように冷却ブロック1の幅方向に溝を有する構造でももちろん構わない。
図3は、冷却ブロック1の冷却面に近い側の冷却用継手8に冷却水が入り、冷却面2より遠い側の冷却用継手8からシール熱を奪った冷却水が出てきて、冷却装置にて再度冷却され、冷却ブロック1に再び送り込まれる様子を示したものである。この冷却装置は冷却水を循環させる場合に用いられるが、必ず必要というわけではなく、冷却ブロックのIN側から水を入れ、OUT側より水を捨てる垂れ流しとすることでも冷却の効果は得られる。
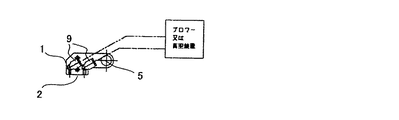
図4は、冷却ブロック1に接続された吸引用継手9の双方がブロワーもしくは真空装置に接続されている様子を示したものである。ブロワーもしくは真空装置により吸引した場合、図2に示した吸着穴3もしくは吸着溝4により、図5に示した複数枚のフィルム13を図4に示した冷却面2に吸着把持する。この時に複数枚のフィルム13は加熱溶着後であるために表裏が溶着しているのでその上面を冷却面まで持ち上げることによって下側ヒートバー11とフィルム13の下面は接触することなく間に空隙(図示せず)が形成されて冷却ブロック1による冷却効果を妨害することなく素早い冷却が可能になる。
本発明のヒートシール部冷却装置で用いる、冷却ブロック1を用いたフィルム冷却方法の一例を図5を用いて説明する。複数枚のフィルム13の上下側にそれぞれ上側ヒートバー10、下側ヒートバー11を備え、上側ヒートバー10はシリンダーにより上下に稼動し、フィルム13に加圧することが出来る。この時の溶着面を冷却できる位置に冷却ブロック1を配置し、ロータリーシリンダー7により回転し、フィルム13に接触することができる。更に上下ヒートバー10,11、冷却ブロック1の上流下流の直近にニップ機構12が設けられており、上流下流それぞれがシリンダーにより上下に稼動し、フィルム13をニップすることができる。
まず、(a)の待機工程からニップ機構12が下降し、フィルム13に張力がかからないようにする(b)。次に、上側ヒートバー10が下降し、ヒートシールを行う(c)。上ヒートバー10が退避し(d)、冷却ブロック1がフィルム接触位置へ回転移動する(e)この状態にてブロワーにてフィルム13を冷却ブロック1面に吸着することにより、フィルム13の下面に空隙を作るとともに溶着面を全面均一に冷却する。吸着・冷却を終了した後、冷却ブロック1が退避し(f)、ニップ機構12が上昇(g)することで、ヒートシールの溶着面の冷却を完了する。
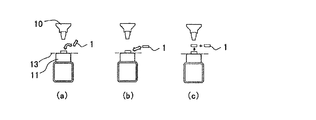
図6には、冷却ブロック1の移動パターンを記した。冷却ブロック1が回転して接触位置へ移動する方式(a)、冷却ブロック1が斜め方向に移動し、接触位置へ移動する方式(b)、冷却ブロック1が水平方向へ移動し、その後垂直方向に移動する方式(c)などが考えられるが、どのような移動手段を使用しても構わない。
1・・・冷却ブロック
2・・・冷却面
3・・・吸着穴
4・・・吸着溝
5・・・回転中心
6・・・カップリング
7・・・ロータリーシリンダ
8・・・冷却水用継手
9・・・吸引用継手
10・・・上側ヒートバー
11・・・下側ヒートバー
12・・・ニップ機構
13・・・フィルム
14・・・エアーノズル
15・・・冷却水流路
16・・・止めネジ
17・・・回転軸
2・・・冷却面
3・・・吸着穴
4・・・吸着溝
5・・・回転中心
6・・・カップリング
7・・・ロータリーシリンダ
8・・・冷却水用継手
9・・・吸引用継手
10・・・上側ヒートバー
11・・・下側ヒートバー
12・・・ニップ機構
13・・・フィルム
14・・・エアーノズル
15・・・冷却水流路
16・・・止めネジ
17・・・回転軸
Claims (3)
- 複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置に用いられるヒートシール部冷却装置において、
ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、
を有することを特徴とするヒートシール部冷却装置。 - 複数枚重ね合わせたフィルムを搬送する搬送手段と、前記複数枚重ね合わせたフィルムの所定箇所を加熱融着させるヒートバーと、請求項1記載のヒートシール部冷却装置を有することを特徴とするヒートシール装置。
- 請求項2のヒートシール装置において、前記フィルムの加熱溶着箇所の上流および下流の直近箇所にニップ手段を有し、ヒートバーによる加熱溶着前から冷却ブロックによる冷却完了までの間、前記フィルムの加熱溶着箇所に張力がかからないよう前記ニップ手段がフィルムを押さえることを特徴とするヒートシール装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009033720A JP2009242000A (ja) | 2008-03-10 | 2009-02-17 | ヒートシール部冷却装置およびヒートシール装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008059187 | 2008-03-10 | ||
| JP2009033720A JP2009242000A (ja) | 2008-03-10 | 2009-02-17 | ヒートシール部冷却装置およびヒートシール装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009242000A true JP2009242000A (ja) | 2009-10-22 |
Family
ID=41304395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009033720A Pending JP2009242000A (ja) | 2008-03-10 | 2009-02-17 | ヒートシール部冷却装置およびヒートシール装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009242000A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102730241A (zh) * | 2011-04-10 | 2012-10-17 | 上海继顺磁性材料有限公司 | 用于包装软磁铁氧体磁芯产品的塑封机 |
| CN104443572A (zh) * | 2014-11-26 | 2015-03-25 | 苏州奥托瓦克自动化设备有限公司 | 自动封口机 |
| US10777840B2 (en) | 2015-08-27 | 2020-09-15 | Lg Chem, Ltd. | Apparatus for sealing secondary battery |
| WO2022176429A1 (ja) | 2021-02-22 | 2022-08-25 | 富士フイルム株式会社 | ヒートシール装置 |
-
2009
- 2009-02-17 JP JP2009033720A patent/JP2009242000A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102730241A (zh) * | 2011-04-10 | 2012-10-17 | 上海继顺磁性材料有限公司 | 用于包装软磁铁氧体磁芯产品的塑封机 |
| CN104443572A (zh) * | 2014-11-26 | 2015-03-25 | 苏州奥托瓦克自动化设备有限公司 | 自动封口机 |
| US10777840B2 (en) | 2015-08-27 | 2020-09-15 | Lg Chem, Ltd. | Apparatus for sealing secondary battery |
| EP3264488B1 (en) * | 2015-08-27 | 2022-01-05 | LG Chem, Ltd. | Secondary battery sealing device |
| WO2022176429A1 (ja) | 2021-02-22 | 2022-08-25 | 富士フイルム株式会社 | ヒートシール装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2874067C (en) | Plastic film heat seal apparatus | |
| US20050143243A1 (en) | Method for preparing air channel-equipped film for use in vacuum package | |
| US6635139B2 (en) | Methods of making thermal seals and perforations | |
| JP2009242000A (ja) | ヒートシール部冷却装置およびヒートシール装置 | |
| JP2006521256A (ja) | 真空包装用フィルムの製造方法 | |
| JP5258221B2 (ja) | ポリマフィルムの接合方法及び装置、ポリマフィルムの延伸方法及び設備 | |
| JP2002234075A (ja) | 高周波ヒートシール装置 | |
| JP2022019885A (ja) | シート溶着装置 | |
| JP6669431B2 (ja) | 包装機 | |
| EP0883546B1 (en) | Sealing apparatus | |
| JP5264573B2 (ja) | 易開封加工装置、製袋充填方法および製袋充填装置 | |
| JP6204300B2 (ja) | 製袋充填機における縦シール装置 | |
| TWM513845U (zh) | 夾鏈封合壓合機構 | |
| JP2001335010A (ja) | 包装体のシール装置 | |
| JP5309650B2 (ja) | ロータリー式製袋機のヒートシール装置 | |
| CN208682160U (zh) | 一种薄膜连续式热合拼接机 | |
| JP6000649B2 (ja) | 包装フィルム用折り線形成装置 | |
| JP3822002B2 (ja) | 流動物の充填包装装置 | |
| JP4522769B2 (ja) | ヒートシール方法及びヒートシール装置 | |
| KR101077397B1 (ko) | 튜브 바디 성형장치 | |
| KR19980029478A (ko) | 봉함기능을 갖는 비닐 포장대의 제조방법 및 그 장치 | |
| JP6145383B2 (ja) | チューブ状フィルムの繋ぎ装置および繋ぎ方法 | |
| KR101247365B1 (ko) | 발전 설비용 열소자 제작 장치 | |
| JP7239228B1 (ja) | 縦型充填包装設備を用いた包装袋の製造方法および縦型充填包装設備 | |
| KR20100112813A (ko) | 비닐원단 실링장치 |