JP2009209320A - Double-sided pressure-sensitive adhesive tape for fixing abrasive - Google Patents
Double-sided pressure-sensitive adhesive tape for fixing abrasive Download PDFInfo
- Publication number
- JP2009209320A JP2009209320A JP2008056317A JP2008056317A JP2009209320A JP 2009209320 A JP2009209320 A JP 2009209320A JP 2008056317 A JP2008056317 A JP 2008056317A JP 2008056317 A JP2008056317 A JP 2008056317A JP 2009209320 A JP2009209320 A JP 2009209320A
- Authority
- JP
- Japan
- Prior art keywords
- sensitive adhesive
- pressure
- adhesive layer
- double
- urethane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
Description
本発明は、研磨材を研磨機の定盤に固定するための研磨材固定用両面粘着テープに関する。 The present invention relates to an abrasive fixing double-sided pressure-sensitive adhesive tape for fixing an abrasive to a surface plate of a polishing machine.
従来から研磨材を研磨機の定盤に固定するにあたっては、特許文献1や特許文献2のように両面粘着テープが使用されている。
Conventionally, double-sided pressure-sensitive adhesive tapes are used in
このような研磨材固定用両面粘着テープとしては、研磨工程終了後に研磨材を研磨機の定盤から剥離、除去する必要があるため、定盤から糊残りなく剥離できるものが求められている。 As such a double-sided pressure-sensitive adhesive tape for fixing an abrasive, it is necessary to peel and remove the abrasive from the surface plate of the polishing machine after the polishing process is completed.
又、近年、電子部品の研磨工程で用いられるスラリー液として強酸や強アルカリが用いられるようになったため、研磨材固定用両面粘着テープとしては、酸やアルカリの存在下でも剥離しにくいものが求められている。 In recent years, strong acids and strong alkalis have been used as slurry liquids used in the polishing process of electronic parts, and double-sided pressure-sensitive adhesive tapes for fixing abrasives are required to be resistant to peeling even in the presence of acids and alkalis. It has been.
このように、研磨材固定用両面粘着テープとしては、糊残りなく剥がすことのできる再剥離性と、酸やアルカリの存在下でも剥がれにくい粘着性の2つの特性を備えたものが要望されていた。しかしながら、これら2つの特性はトレードオフの関係にあり、両立させるのが困難であった。 Thus, as the double-sided pressure-sensitive adhesive tape for fixing abrasives, a tape having two properties of re-peelability that can be peeled off without adhesive residue and pressure-sensitive adhesive property even in the presence of acid or alkali has been demanded. . However, these two characteristics are in a trade-off relationship, and it is difficult to achieve both.
そこで、優れた再剥離性を有し且つ酸やアルカリの存在下においても優れた粘着性を示す研磨材固定用両面粘着テープとして、例えば、特許文献3に、基材の片面に熱活性のアクリル系接着剤層が設けられ、基材の他面に再剥離性の粘着剤層が設けられていることを特徴とする研磨材固定用両面接着テープが提案され、研磨材側の接着剤層であるアクリル系接着剤層の厚みを80μm、定盤側の接着剤層である再剥離性の粘着剤層の厚みを35μmとすることが開示されている。 Therefore, as a double-sided pressure-sensitive adhesive tape for fixing an abrasive material that has excellent removability and exhibits excellent adhesiveness even in the presence of acid or alkali, for example, Patent Document 3 discloses a thermally active acrylic on one side of a substrate. A double-sided adhesive tape for fixing abrasives is proposed, characterized in that a base adhesive layer is provided and a releasable adhesive layer is provided on the other side of the substrate. It is disclosed that the thickness of a certain acrylic adhesive layer is 80 μm, and the thickness of a releasable pressure-sensitive adhesive layer that is an adhesive layer on the surface plate side is 35 μm.
しかしながら、上記研磨材固定用両面接着テープは、過去の研磨材固定用両面粘着テープと比較すると再剥離性及び酸やアルカリの存在下における粘着性に優れたものであったが、これらの特性は何れも充分であるとはいえず、更なる改善が求められていた。 However, the double-sided adhesive tape for fixing abrasives was excellent in removability and adhesiveness in the presence of acids and alkalis compared with past double-sided adhesive tapes for fixing abrasives. None of them are sufficient, and further improvement has been demanded.
一方、表示装置の表示画面の大型化に伴って、一辺が1.5m以上の平面正方形状の大型のガラス基板を効率良く研磨する技術が要望されており、特許文献4には、大型のガラス基板の研磨装置において、ガラス基板の取り外しや取扱性に困難を伴うことが指摘されている。 On the other hand, with the increase in the size of the display screen of a display device, there is a demand for a technique for efficiently polishing a large square glass substrate with a side of 1.5 m or more, and Patent Document 4 discloses a large glass. In a substrate polishing apparatus, it has been pointed out that there are difficulties in removing and handling a glass substrate.
上述のように、大型のガラス基板を研磨する場合、このガラス基板の研磨に用いる研磨材やこの研磨材を定盤に固定するための研磨材固定用両面粘着テープも基板に見合った大きなものとする必要がある。 As described above, when polishing a large glass substrate, the polishing material used for polishing the glass substrate and the double-sided adhesive tape for fixing the polishing material to fix the polishing material on the surface plate are also suitable for the substrate. There is a need to.
しかしながら、研磨材固定用両面粘着テープを大型化すると、その定盤に対する貼着面積の増大に伴って、研磨材固定用両面粘着テープの定盤からの剥離が困難となるといった問題が発生しており、特許文献3で開示された研磨材固定用両面粘着テープであっても満足のいくものではなかった。 However, when the double-sided pressure-sensitive adhesive tape for fixing the abrasive material is enlarged, the problem arises that it becomes difficult to peel off the double-sided pressure-sensitive adhesive tape for fixing the abrasive material from the surface plate with an increase in the sticking area to the surface plate. Therefore, even the double-sided pressure-sensitive adhesive tape for fixing an abrasive disclosed in Patent Document 3 was not satisfactory.
本発明は、大型化した場合にあっても優れた再剥離性を有すると共に、強酸や強アルカリの存在下においても優れた粘着性を示す研磨材固定用両面粘着テープを提供する。 The present invention provides a double-sided pressure-sensitive adhesive tape for fixing an abrasive, which has excellent removability even in the case of an increase in size and exhibits excellent adhesiveness even in the presence of a strong acid or strong alkali.
本発明の研磨材固定用両面粘着テープ1は、図1及び図2に示したように、研磨機Aの定盤B上に研磨材Cを着脱自在に固定するために用いられる研磨材固定用両面粘着テープであって、基材となるポリエチレンテレフタレートフィルム11の一面に、キシレン系粘着付与樹脂とアクリル系共重合体を含有するアクリル系粘着剤層12が積層一体化されていると共に、上記ポリエチレンテレフタレートフィルムの他面にウレタン系粘着剤層13が積層一体化され、上記ウレタン系粘着剤を構成するウレタン系粘着剤のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力が1.2〜7.0N/25mmである。
The double-sided pressure-sensitive
上記研磨材固定用両面粘着テープ1は、その基材としてポリエチレンテレフタレートフィルムが用いられている。これは、ポリエチレンテレフタレートフィルムは、耐薬品性に優れていると共に製造時において優れた厚み精度でもって製造することができるからである。
The double-sided pressure-sensitive
ポリエチレンテレフタレートフィルムの厚みは、薄いと、研磨精度が低下することがあり、厚いと、研磨材固定用両面粘着テープが硬くなって剥離性が低下することがあるので、10〜200μmが好ましい。 When the thickness of the polyethylene terephthalate film is thin, the polishing accuracy may be lowered. When the thickness is thick, the double-sided pressure-sensitive adhesive tape for fixing the abrasive is hardened and the peelability may be lowered. Therefore, the thickness is preferably 10 to 200 μm.
ポリエチレンテレフタレートフィルムの一面にはアクリル系粘着剤層が積層一体化されている。このアクリル系粘着剤層は、キシレン系粘着付与樹脂とアクリル系共重合体とを含有する。 An acrylic pressure-sensitive adhesive layer is laminated and integrated on one surface of the polyethylene terephthalate film. The acrylic pressure-sensitive adhesive layer contains a xylene-based tackifier resin and an acrylic copolymer.
アクリル系粘着剤層は、キシレン系粘着付与樹脂を含有していることから非常に優れた粘着性を有していると共に優れた耐薬品性も有しており、研磨中に強酸や強アルカリが用いられた場合にあっても粘着性が殆ど低下することはなく、アクリル系粘着材層上に研磨材を安定的に固定させておくことができる。 The acrylic pressure-sensitive adhesive layer contains a xylene-based tackifying resin and thus has excellent adhesiveness and excellent chemical resistance. Even if it is used, the adhesiveness hardly decreases, and the abrasive can be stably fixed on the acrylic adhesive layer.
キシレン系粘着付与樹脂としては、キシレン樹脂のアルキルフェノール反応物が好ましい。このようなキシレン樹脂のアルキルフェノール反応物は、例えば、フドー社から商品名「ニカノールTシリーズ」にて市販されている。 As the xylene-based tackifying resin, an alkylphenol reaction product of a xylene resin is preferable. Such an alkylphenol reaction product of xylene resin is commercially available, for example, under the trade name “Nikanol T Series” from Fudou.
なお、アクリル粘着剤層は、キシレン系粘着付与樹脂以外に、フェノール樹脂、ロジン系樹脂、テルペン系樹脂などの他の粘着付与樹脂が適宜、含有されていてもよく、これらは、単独で用いられても二種以上が併用されてもよい。 In addition to the xylene-based tackifying resin, the acrylic pressure-sensitive adhesive layer may appropriately contain other tackifying resins such as a phenol resin, a rosin resin, and a terpene resin, and these are used alone. Or 2 or more types may be used together.
アクリル系粘着剤層中におけるキシレン系粘着付与樹脂の含有量は、少ないと、アクリル系粘着剤層が凝集破壊することがあり、多いと、アクリル系粘着剤層の粘着力やタックが低下することがあるので、アクリル系共重合体100重量部に対して5〜30重量部が好ましく、9〜20重量部がより好ましい。 If the content of the xylene-based tackifying resin in the acrylic pressure-sensitive adhesive layer is small, the acrylic pressure-sensitive adhesive layer may cause cohesive failure, and if it is large, the pressure-sensitive adhesive force and tack of the acrylic pressure-sensitive adhesive layer may decrease. Therefore, 5 to 30 parts by weight is preferable with respect to 100 parts by weight of the acrylic copolymer, and 9 to 20 parts by weight is more preferable.
アクリル系共重合体としては、特に限定されないものの、アルキル基の炭素数が1〜12である(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸を共重合成分として含む(メタ)アクリル酸アルキルエステル系共重合体(以下、単に「(メタ)アクリル酸アルキルエステル系共重合体」という)が好ましい。なお、本発明において「(メタ)アクリル酸」とは、「メタクリル酸又はアクリル酸」を意味する。 Although it does not specifically limit as an acryl-type copolymer, The (meth) acrylic-acid alkylester which contains (meth) acrylic-acid alkylester and (meth) acrylic acid whose carbon number of an alkyl group is 1-12 as a copolymerization component. A copolymer (hereinafter simply referred to as “(meth) acrylic acid alkyl ester copolymer”) is preferred. In the present invention, “(meth) acrylic acid” means “methacrylic acid or acrylic acid”.
アルキル基の炭素数が1〜12である(メタ)アクリル酸アルキルエステルとしては、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸−n−ブチル、(メタ)アクリル酸−t−ブチル、(メタ)アクリル酸−2−エチルヘキシル、(メタ)アクリル酸オクチルなどが挙げられ、単独で用いられても二種以上が併用されてもよい。 Examples of the alkyl ester having 1 to 12 carbon atoms in the alkyl group include, for example, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, and isopropyl (meth) acrylate. , (Meth) acrylic acid-n-butyl, (meth) acrylic acid-t-butyl, (meth) acrylic acid-2-ethylhexyl, octyl (meth) acrylate, and the like. The above may be used in combination.
(メタ)アクリル酸アルキルエステル系共重合体には、(メタ)アクリル酸以外にもアルキル基の炭素数が1〜12である(メタ)アクリル酸アルキルエステルと共重合可能な他のビニルモノマーが共重合成分として含まれていてもよい。このようなビニルモノマーとしては、例えば、(メタ)アクリル酸−2−ヒドロキシエチル、(メタ)アクリル酸グリシジル、アリルグリシジルエーテル、クロトン酸、マレイン酸、イタコン酸、n−メチロールアクリルアミド、無水マレイン酸、酢酸ビニル、スチレンなどが挙げられる。 In addition to (meth) acrylic acid, the (meth) acrylic acid alkyl ester copolymer includes other vinyl monomers copolymerizable with (meth) acrylic acid alkyl esters having 1 to 12 carbon atoms in the alkyl group. It may be contained as a copolymerization component. Examples of such vinyl monomers include (meth) acrylic acid-2-hydroxyethyl, (meth) acrylic acid glycidyl, allyl glycidyl ether, crotonic acid, maleic acid, itaconic acid, n-methylolacrylamide, maleic anhydride, Examples thereof include vinyl acetate and styrene.
(メタ)アクリル酸アルキルエステル系共重合体における、アルキル基の炭素数が1〜12である(メタ)アクリル酸アルキルエステル成分の含有量は、少ないと、粘着剤層の粘着力やタックが低下することがあるので、70重量%以上が好ましく、80重量%以上がより好ましく、多過ぎると、(メタ)アクリル酸アルキルエステル系共重合体の架橋が不十分となって凝集力が低下し、アクリル系粘着剤層が凝集破壊することがあるので、80〜90重量%が特に好ましい。 In the (meth) acrylic acid alkyl ester copolymer, when the content of the (meth) acrylic acid alkyl ester component having 1 to 12 carbon atoms in the alkyl group is small, the adhesive strength and tack of the pressure-sensitive adhesive layer are reduced. Therefore, 70% by weight or more is preferable, 80% by weight or more is more preferable, and if too much, the crosslinking of the (meth) acrylic acid alkyl ester copolymer becomes insufficient and the cohesive force decreases, 80 to 90% by weight is particularly preferable because the acrylic pressure-sensitive adhesive layer may cause cohesive failure.
(メタ)アクリル酸アルキルエステル系共重合体における(メタ)アクリル酸成分の含有量は、多いと、粘着剤層の粘着力やタックが低下することがあるので、30重量%以下が好ましく、少な過ぎると、(メタ)アクリル酸アルキルエステル系共重合体の架橋が不十分となって凝集力が低下し、アクリル系粘着剤層が凝集破壊することがあるので、1〜20重量%がより好ましい。 When the content of the (meth) acrylic acid component in the (meth) acrylic acid alkyl ester-based copolymer is large, the adhesive strength and tack of the pressure-sensitive adhesive layer may be lowered. If it is too high, the cross-linking of the (meth) acrylic acid alkyl ester copolymer is insufficient and the cohesive force is lowered, and the acrylic pressure-sensitive adhesive layer may be cohesively broken, so 1 to 20% by weight is more preferable. .
(メタ)アクリル酸アルキルエステル系共重合体を得るためには、アルキル基の炭素数が1〜12である(メタ)アクリル酸アルキルエステルと、(メタ)アクリル酸と、必要に応じて配合する上述の他のモノマーとを、重合開始剤の存在下にてラジカル反応させればよい。なお、重合方法としては、特に限定されず、従来公知の方法が用いられ、例えば、溶液重合、乳化重合、懸濁重合、塊状重合などが挙げられる。 In order to obtain a (meth) acrylic acid alkyl ester copolymer, a (meth) acrylic acid alkyl ester having 1 to 12 carbon atoms in the alkyl group and (meth) acrylic acid are blended as necessary. What is necessary is just to carry out the radical reaction with the other monomer mentioned above in presence of a polymerization initiator. In addition, it does not specifically limit as a polymerization method, A conventionally well-known method is used, For example, solution polymerization, emulsion polymerization, suspension polymerization, block polymerization, etc. are mentioned.
重合開始剤としては、特に限定されず、例えば、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレート、t−ブチルパーオキシピバレート、2,5−ジメチル−2,5−ビス(2−エチルヘキサノイルパーオキシ)ヘキサン、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレートなどが挙げられ、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレートが好ましい。なお、上記重合開始剤は単独で用いられても、二種以上が併用されてもよい。 The polymerization initiator is not particularly limited. For example, 1,1-bis (t-hexylperoxy) -3,3,5-trimethylcyclohexane, t-hexylperoxypivalate, t-butylperoxypivalate 2,5-dimethyl-2,5-bis (2-ethylhexanoylperoxy) hexane, t-hexylperoxy-2-ethylhexanoate, t-butylperoxy-2-ethylhexanoate, t -Butyl peroxyisobutyrate, t-butyl peroxy-3,5,5-trimethylhexanoate, t-butyl peroxylaurate and the like, 1,1-bis (t-hexylperoxy)- 3,3,5-trimethylcyclohexane and t-hexylperoxypivalate are preferred. In addition, the said polymerization initiator may be used independently, or 2 or more types may be used together.
アクリル系粘着剤層の厚みは、薄いと、アクリル系粘着剤層の粘着力が不充分となり、研磨中にアクリル系粘着剤層上に固定した研磨材が剥離することがあり、厚いと、凝集力が低下することがあるので、30〜100μmが好ましく、40〜80μmがより好ましく、50〜70μmが更に好ましい。 If the thickness of the acrylic pressure-sensitive adhesive layer is thin, the pressure-sensitive adhesive strength of the acrylic pressure-sensitive adhesive layer becomes insufficient, and the abrasive fixed on the acrylic pressure-sensitive adhesive layer may peel off during polishing. Since force may fall, 30-100 micrometers is preferable, 40-80 micrometers is more preferable, 50-70 micrometers is still more preferable.
アクリル粘着剤層のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力は、低いと、研磨中にスラリー液に含有された酸やアルカリによってアクリル系粘着剤が変質されてその粘着力が低下した際に、アクリル系粘着剤層から研磨材が剥離することがあり、高いと、研磨材固定用両面粘着テープに研磨材を貼着し直したい場合に不便を生じることがあるので、7〜40N/25mmが好ましく、10〜30N/25mmがより好ましい。 If the 180 ° peel force with respect to the stainless steel plate measured according to JIS Z0237 of the acrylic pressure-sensitive adhesive layer is low, the acrylic pressure-sensitive adhesive is altered by the acid or alkali contained in the slurry during polishing, and the pressure-sensitive adhesive force When it decreases, the abrasive may peel off from the acrylic adhesive layer, and if it is high, it may cause inconvenience if you want to re-attach the abrasive to the double-sided adhesive tape for fixing the abrasive, 7-40N / 25mm is preferable and 10-30N / 25mm is more preferable.
なお、アクリル粘着剤層のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力を測定するにあたっては、研磨材固定用両面粘着テープからなる試験片を試験板(ステンレス板)に貼着させてから180°ピール力の測定を行うまでに、温度25℃、相対湿度50%の雰囲気中に30分間静置するものとする。 In measuring the 180 ° peel force of the acrylic pressure-sensitive adhesive layer on the stainless steel plate measured according to JIS Z0237, a test piece made of double-sided adhesive tape for fixing the abrasive material was attached to the test plate (stainless steel plate). It is assumed that the sample is allowed to stand in an atmosphere of a temperature of 25 ° C. and a relative humidity of 50% for 30 minutes before the 180 ° peel force is measured.
ポリエチレンテレフタレートフィルムの他面にはウレタン系粘着剤層が積層一体化されている。ウレタン系粘着剤層は、ポリウレタンポリオールと多官能イソシアネート系硬化剤とを反応させて得られるウレタン系粘着剤を含有していることが好ましい。多官能イソシアネート系硬化剤を用いることによって、ウレタン系粘着剤の架橋密度を適切にコントロールすることができ、その結果、ウレタン系粘着剤層に優れた再剥離性を付与することができる。 A urethane adhesive layer is laminated and integrated on the other surface of the polyethylene terephthalate film. The urethane-based pressure-sensitive adhesive layer preferably contains a urethane-based pressure-sensitive adhesive obtained by reacting a polyurethane polyol and a polyfunctional isocyanate-based curing agent. By using a polyfunctional isocyanate-based curing agent, the crosslinking density of the urethane-based pressure-sensitive adhesive can be appropriately controlled, and as a result, excellent removability can be imparted to the urethane-based pressure-sensitive adhesive layer.
上記ポリウレタンポリオールは、ウレタン結合を有すると共に多官能イソシアネート系硬化剤と反応可能な水酸基を有している。ポリウレタンポリオールは、主としてポリオールと多官能イソシアネートとを触媒の存在下で反応させることにより得られる。 The polyurethane polyol has a hydroxyl group capable of reacting with a polyfunctional isocyanate curing agent while having a urethane bond. The polyurethane polyol is obtained mainly by reacting a polyol and a polyfunctional isocyanate in the presence of a catalyst.
ポリウレタンポリオールを製造するためのポリオールとしては、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオールなどが挙げられる。 Examples of the polyol for producing the polyurethane polyol include polyester polyol, polyether polyol, polycarbonate polyol, and polycaprolactone polyol.
ポリウレタンポリオールを製造するための多官能イソシアネートとしては、フェニレンジイソシアネート、ジフェニルジイソシアネート、トルイレンジイソシアネート、トリイソシアネートトルエン、トリイソシアネートベンゼン、ジフェニルエーテルジイソシアネート、ナフチレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、トリフェニルメタントリイソシアネートなどの芳香族ポリイソシアネート;ヘキサメチレンジイソシアネート、トリメチレンジイソシアネート、ペンタメチレンジイソシアネート、プロピレンジイソシアネート、ブチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネートなどの脂肪族ポリイソシアネート;ジイソシアネートジメチルベンゼン、ジイソシアネートジエチルベンゼン、テトラメチルキシリレンジイソシアネートなどの芳香脂肪族ポリイソシアネート、シクロペンタンジイソシアネート、シクロヘキサンジイソシアネート、メチレンビス(シクロヘキシルイソシアネート)、ビス(イソシネートメチル)シクロヘキサン、トリメチルシクロヘキシルイソシアネートなどの脂環族ポリイソシアネートなどが挙げられる。 Polyfunctional isocyanates for producing polyurethane polyols include phenylene diisocyanate, diphenyl diisocyanate, toluylene diisocyanate, triisocyanate toluene, triisocyanate benzene, diphenyl ether diisocyanate, naphthylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate, triphenylmethane triisocyanate. Aromatic polyisocyanates such as: hexamethylene diisocyanate, trimethylene diisocyanate, pentamethylene diisocyanate, propylene diisocyanate, butylene diisocyanate, trimethylhexamethylene diisocyanate, etc .; diisocyanate dimethylbenzene, diisocyanate Araliphatic polyisocyanates such as diethylbenzene and tetramethylxylylene diisocyanate, cyclopentane diisocyanate, cyclohexane diisocyanate, methylene bis (cyclohexyl isocyanate), bis (isocyanate methyl) cyclohexane, trimethylcyclohexyl isocyanate, etc. Is mentioned.
ポリウレタンポリオールは、ポリオールと多官能イソシアネートに加えて、鎖延長剤、特にジアミンを反応させたウレタン・ウレア結合型であることが好ましい。又、ポリウレタンポリオールの数平均分子量は10,000〜300,000であることが好ましい。 The polyurethane polyol is preferably a urethane / urea bond type obtained by reacting a chain extender, particularly a diamine, in addition to the polyol and the polyfunctional isocyanate. The number average molecular weight of the polyurethane polyol is preferably 10,000 to 300,000.
ポリウレタンポリオールは、例えば、武田薬品工業社から商品名「タケラックU」にて、一方社油脂工業社から商品名「バインゾールU」にて、東洋インキ製造社から商品名「サイアバインSP205」にて市販されている。 Polyurethane polyols are commercially available, for example, under the trade name “Takelac U” from Takeda Pharmaceutical Co., Ltd., under the trade name “Vainsol U” from Otsuka Kogyo Co., Ltd., and under the trade name “Siabine SP205” from Toyo Ink Co., Ltd. ing.
なお、ポリウレタンポリオールは、溶剤によって適宜、希釈してもよい。このような溶剤としては、例えば、メチルエチルケトン、酢酸エチル、トルエン、キシレン、アセトンなどが挙げられる。 The polyurethane polyol may be appropriately diluted with a solvent. Examples of such a solvent include methyl ethyl ketone, ethyl acetate, toluene, xylene, and acetone.
上記多官能イソシアネート系硬化剤としては、2以上のイソシアネート基を有する化合物であればよく、例えば、ジフェニルメタンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、フェニレンジイソシアネート、1,5−ナフチレンジイソシアネート、キシリレンジイソシアネート、トルイレンジイソシアネートなどの芳香族ジイソシアネート;ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、4,4′−ジシクロヘキシルメタンジイソシアネートなどの脂肪族又は脂環式ジイソシアネートが挙げられる。 The polyfunctional isocyanate-based curing agent may be a compound having two or more isocyanate groups. For example, diphenylmethane diisocyanate, 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, phenylene diisocyanate, 1,5 -Aromatic diisocyanates such as naphthylene diisocyanate, xylylene diisocyanate, toluylene diisocyanate; aliphatic or cycloaliphatic diisocyanates such as hexamethylene diisocyanate, isophorone diisocyanate, 4,4'-dicyclohexylmethane diisocyanate.
なお、多官能イソシアネート系硬化剤は、例えば、武田製薬社から商品名「タケネートD」にて、一方社油脂工業社から商品名「B−45」にて、東洋インキ社から商品名「T−501」にて市販されている。 The polyfunctional isocyanate-based curing agent is, for example, a product name “Takenate D” from Takeda Pharmaceutical Co., Ltd., and a product name “B-45” from Toyo Ink Industries Co., Ltd. 501 ".
ウレタン系粘着剤中における多官能イソシアネート系硬化剤の含有量は、ポリウレタンポリオール100重量部に対して0.1〜10重量部が好ましく、0.15〜9重量部がより好ましい。 0.1-10 weight part is preferable with respect to 100 weight part of polyurethane polyols, and, as for content of the polyfunctional isocyanate type hardening | curing agent in a urethane type adhesive, 0.15-9 weight part is more preferable.
ウレタン系粘着剤層を構成するウレタン系粘着剤のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力は、低いと、研磨工程中にスラリー液に含有された酸やアルカリによってウレタン系粘着剤が変質されてその粘着力が低下した際に、研磨材固定用両面粘着テープが研磨機の定盤から剥離してしまうことがあり、高いと、研磨材を研磨機の定盤から剥離する際の剥離性が低下し、特に、研磨材固定用両面粘着テープが大型化した際に作業性が低下するので、1.2〜7.0N/25mmに限定される。 If the 180 ° peel force of the urethane-based pressure-sensitive adhesive constituting the urethane-based pressure-sensitive adhesive layer measured on the stainless steel plate in accordance with JIS Z0237 is low, the urethane-based pressure is reduced by the acid or alkali contained in the slurry during the polishing process. When the adhesive is denatured and its adhesive strength decreases, the double-sided adhesive tape for fixing the abrasive may peel off from the surface plate of the polishing machine. If it is high, the abrasive will peel off from the surface plate of the polishing machine. In particular, when the double-sided pressure-sensitive adhesive tape for fixing the abrasive is increased in size, the workability is lowered, so that it is limited to 1.2 to 7.0 N / 25 mm.
なお、ウレタン系粘着剤層のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力を測定するにあたっては、研磨材固定用両面粘着テープからなる試験片を試験板(ステンレス板)に貼着させてから180°ピール力の測定を行うまでに、温度25℃、相対湿度50%の雰囲気中に30分間静置するものとする。 When measuring the 180 ° peel force of the urethane-based pressure-sensitive adhesive layer on a stainless steel plate measured according to JIS Z0237, a test piece made of a double-sided adhesive tape for fixing an abrasive is attached to the test plate (stainless steel plate). It shall be left still for 30 minutes in an atmosphere at a temperature of 25 ° C. and a relative humidity of 50% before the 180 ° peel force is measured after being put on.
ウレタン系粘着剤層の厚みは、薄いと、ウレタン系粘着剤の粘着性が低下して、研磨中に、研磨材固定用両面粘着テープが定盤上から脱離することがあり、厚いと、研磨材固定用両面粘着テープの定盤上からの剥離性が低下することがあるので、10〜100μmが好ましく、20〜70μmがより好ましい。 When the thickness of the urethane-based adhesive layer is thin, the adhesiveness of the urethane-based adhesive decreases, and during polishing, the double-sided adhesive tape for fixing the abrasive may be detached from the surface plate. Since the peelability from the surface plate of the double-sided pressure-sensitive adhesive tape for fixing the abrasive may be lowered, it is preferably 10 to 100 μm, more preferably 20 to 70 μm.
本発明の研磨材固定用両面粘着シートの製造方法としては、例えば、先ず、一面に離型処理が施されてなる離型フィルム2枚と、アクリル系粘着剤層用のアクリル系粘着剤溶液と、ウレタン系粘着剤層用のウレタン系粘着剤溶液とを用意する。 As a manufacturing method of the double-sided pressure-sensitive adhesive sheet for fixing an abrasive material of the present invention, for example, first, two release films each having a release treatment applied to one surface, an acrylic pressure-sensitive adhesive solution for an acrylic pressure-sensitive adhesive layer, A urethane pressure-sensitive adhesive solution for the urethane pressure-sensitive adhesive layer is prepared.
続いて、アクリル系粘着剤溶液を一方の離型フィルムの離型処理面に塗布して、アクリル系粘着剤溶液中の溶剤を完全に乾燥、除去することにより離型フィルムの離型処理面上にアクリル粘着剤層が形成されてなるアクリル系粘着剤積層フィルムを作製する。 Subsequently, the acrylic pressure-sensitive adhesive solution is applied to the release treatment surface of one release film, and the solvent in the acrylic pressure-sensitive adhesive solution is completely dried and removed to remove the solvent on the release treatment surface of the release film. An acrylic pressure-sensitive adhesive laminated film having an acrylic pressure-sensitive adhesive layer formed thereon is prepared.
一方、ウレタン系粘着剤層用のウレタン系粘着剤溶液を他方の離型フィルムの離型処理面に塗布して、ウレタン系粘着剤溶液中の溶剤を完全に乾燥、除去することにより離型フィルムの離型処理面上にウレタン系粘着剤層が形成されてなるウレタン系粘着剤積層フィルムを作製する。 On the other hand, a urethane-based adhesive solution for the urethane-based adhesive layer is applied to the release treatment surface of the other release film, and the solvent in the urethane-based adhesive solution is completely dried and removed, thereby removing the release film. A urethane-based pressure-sensitive adhesive laminated film in which a urethane-based pressure-sensitive adhesive layer is formed on the mold release surface is prepared.
しかる後、ポリエチレンテレフタレートフィルムを基材として用意し、このポリエチレンテレフタレートフィルムの一面に上記アクリル系粘着剤積層フィルムをそのアクリル系粘着剤層がポリエチレンテレフタレートフィルムに対向した状態となるように積層させる一方、ポリエチレンテレフタレートフィルムの他面にウレタン系粘着剤層積層フィルムをそのウレタン系粘着剤層がポリエチレンテレフタレートフィルムに対向した状態となるように積層させて積層体を作製する。 Thereafter, a polyethylene terephthalate film is prepared as a base material, and the acrylic pressure-sensitive adhesive laminated film is laminated on one surface of the polyethylene terephthalate film so that the acrylic pressure-sensitive adhesive layer faces the polyethylene terephthalate film, A laminate is produced by laminating a urethane-based pressure-sensitive adhesive layer laminated film on the other surface of the polyethylene terephthalate film so that the urethane-based pressure-sensitive adhesive layer faces the polyethylene terephthalate film.
そして、この積層体をゴムローラなどによって厚み方向に加圧することによって、ウレタン系粘着剤層、ポリエチレンテレフタレートフィルム及びアクリル系粘着剤層がこの順に積層一体化されてなり、且つ、そのウレタン系粘着剤層及びアクリル系粘着剤層の表面に離型フィルムが剥離可能に積層一体化されてなる研磨材固定用両面粘着テープを得ることができる。 Then, by pressing the laminate in the thickness direction with a rubber roller or the like, the urethane adhesive layer, the polyethylene terephthalate film and the acrylic adhesive layer are laminated and integrated in this order, and the urethane adhesive layer In addition, a double-sided pressure-sensitive adhesive tape for fixing an abrasive, in which a release film is laminated and integrated on the surface of an acrylic pressure-sensitive adhesive layer so as to be peelable, can be obtained.
次に、研磨材固定用両面粘着テープの使用要領について説明する。この研磨材固定用両面粘着テープ1は、研磨機Aの定盤B上に研磨材Cを着脱自在に固着させるために用いられる。
Next, how to use the double-sided pressure-sensitive adhesive tape for fixing the abrasive will be described. This double-sided pressure-sensitive
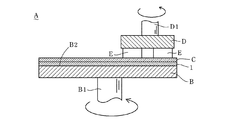
研磨機Aは、図2に示したように、下面に駆動軸B1が一体的に設けられて所定方向に回転し且つ上面に研磨材Cを着脱自在に配設可能するための配設面B2を有する円盤状の定盤Bと、この定盤Bの上方に配設されて、大型ガラス基板やウエハなどの被研磨物Eを固定するための回転プレートDとを備えている。 As shown in FIG. 2, the polishing machine A has a drive shaft B1 integrally provided on the lower surface, rotates in a predetermined direction, and an arrangement surface B2 for detachably arranging the abrasive C on the upper surface. And a rotating plate D that is disposed above the surface plate B and fixes an object to be polished E such as a large glass substrate or a wafer.
回転プレートDは、その上面に駆動軸D1が一体的に設けられて所定方向に回転可能に構成されていると共に、汎用の部材(図示せず)を用いて下面に被研磨物Eを着脱自在に固着可能に構成されている。 The rotating plate D has a drive shaft D1 integrally provided on the upper surface thereof, and is configured to be rotatable in a predetermined direction. The general purpose member (not shown) can be used to attach and detach the workpiece E to the lower surface. It is configured to be able to adhere to.
そして、研磨材固定用両面粘着テープ1を用意し、この研磨材固定用両面粘着テープ1のアクリル系粘着剤層12上に研磨材Cを積層して両側から厚み方向に押圧することによって貼着一体化して研磨材積層体2を作製する。次に、研磨材積層体2をそのウレタン系粘着剤層13が定盤Bの配設面B2に対向した状態に該配設面B2上に載置し押圧することによって、研磨材Cを研磨材固定用両面粘着テープ1を介して定盤Bの配設面B2上に貼着一体化させる。一方、回転プレートDの下面に汎用の手段を用いて大型ガラス基板やウエハなどの被研磨物Eを着脱自在に固定させる。
Then, the double-sided pressure-sensitive
しかる後、定盤Bの駆動軸B1を駆動させて定盤Bを一定方向に回転させると共に、回転軸D1を駆動させて回転プレートDを一定方向に回転させる。すると、回転プレートの下面に配設された被研磨物Eの下面が定盤B上に配設された研磨材Cによって研磨される。 Thereafter, the drive shaft B1 of the surface plate B is driven to rotate the surface plate B in a certain direction, and the rotation shaft D1 is driven to rotate the rotating plate D in a certain direction. Then, the lower surface of the workpiece E disposed on the lower surface of the rotating plate is polished by the abrasive C disposed on the surface plate B.
この際、研磨材固定用両面粘着テープ1は、粘着剤層として、特定のアクリル系粘着剤層及びウレタン系粘着剤層を有しているので、定盤B上の研磨材固定用両面粘着テープ1のウレタン系粘着剤層13は、被研磨物Eの研磨中に用いられる強酸や強アルカリの存在にもかかわらず強固な粘着性を維持し、研磨中に、研磨材固定用両面粘着テープ1が定盤Bの配設面B2から離脱することがないと共に、定盤B上の研磨材固定用両面粘着テープ1のアクリル系粘着剤層12も研磨中に凝集破壊を生じることはなく、よって、研磨材Cを研磨材固定用両面粘着テープ1を介して定盤B上に安定的に且つ確実に貼着一体化させておくことができ、被研磨物Eの研磨を円滑に行なうことができる。
At this time, since the double-sided pressure-sensitive
そして、被研磨物Eの研磨が終了した後は、研磨材固定用両面粘着テープ1を定盤Bの配設面B2上から剥離することとなるが、上述のように、研磨材固定用両面粘着テープ1は特定のウレタン系粘着剤層13によって定盤Bの配設面B2上に着脱自在に固定されていることから、ウレタン系粘着剤層13が凝集破壊を生じることはなく糊残りなしに研磨材固定用両面粘着テープ1を定盤Bの配設面B2から剥離させることができ、特に、研磨材固定用両面粘着テープ1が大型である場合にも定盤Bの配設面B2から円滑に剥離することができる。
Then, after the polishing of the polishing object E is completed, the double-sided
更に、研磨材固定用両面粘着テープ1のアクリル系粘着剤層は特定のアクリル系粘着剤を含有していることから、研磨材固定用両面粘着テープ1を定盤Bの配設面B2上から剥離するにあたって、研磨材Cと研磨材固定用両面粘着テープ1とが不測に分離するようなことはなく、定盤Bの配設面B2上から、研磨材C及び研磨材固定用両面粘着テープ1を一体的に剥離、除去することができる。
Furthermore, since the acrylic pressure-sensitive adhesive layer of the double-sided pressure-sensitive
本発明の研磨材固定用両面粘着テープは、研磨機の定盤上に研磨材を着脱自在に固定するために用いられる研磨材固定用両面粘着テープであって、ポリエチレンテレフタレートフィルムの一面に、キシレン系粘着付与樹脂とアクリル系共重合体を含有するアクリル系粘着剤層が積層一体化されていると共に、上記ポリエチレンテレフタレートフィルムの他面にウレタン系粘着剤層が積層一体化され、上記ウレタン系粘着剤層を構成するウレタン系粘着剤のJIS Z0237に準拠して測定されたステンレス板に対する180°ピール力が1.2〜7.0N/25mmであるので、研磨工程中に供給される強酸や強アルカリにもかからず充分な粘着性能を維持して研磨機の定盤上に安定的に貼着し、研磨材が定盤上から不足に脱離するのを確実に防止する一方、研磨工程の終了後には凝集破壊を生じることなく定盤上から容易に離脱させることができ再剥離性に優れている。 A double-sided pressure-sensitive adhesive tape for fixing an abrasive according to the present invention is a double-sided pressure-sensitive adhesive tape for fixing an abrasive used to detachably fix an abrasive on a surface plate of a polishing machine, and has xylene on one surface of a polyethylene terephthalate film. An acrylic pressure-sensitive adhesive layer containing an acrylic tackifying resin and an acrylic copolymer is laminated and integrated, and a urethane pressure-sensitive adhesive layer is laminated and integrated on the other surface of the polyethylene terephthalate film. Since the 180 ° peel force of the urethane-based pressure-sensitive adhesive constituting the adhesive layer to the stainless steel plate measured in accordance with JIS Z0237 is 1.2 to 7.0 N / 25 mm, strong acid or strong acid supplied during the polishing step Maintains sufficient adhesive performance without being affected by alkali, and stably adheres to the surface plate of the polishing machine to ensure that the abrasive is detached from the surface plate. On the other hand, after completion of the polishing step, it can be easily detached from the surface plate without causing cohesive failure, and is excellent in removability.
そして、本発明の研磨材固定用両面粘着テープは、その基材としてポリエチレンテレフタレートフィルムを用いているので、アクリル系粘着剤層及びウレタン系粘着剤層を強固に一体化させることができ、研磨中に、アクリル系粘着剤層及びウレタン系粘着剤層と、ポリエチレンテレフタレートフィルムとの界面において層間剥離を生じることはなく安定的に研磨作業を行うことができると共に、研磨材固定用両面粘着テープを定盤上から剥離、除去するにあたっても研磨材固定用両面粘着テープを一体的に定盤上から確実に剥離することができる。 And since the double-sided pressure-sensitive adhesive tape for fixing an abrasive material of the present invention uses a polyethylene terephthalate film as the base material, the acrylic pressure-sensitive adhesive layer and the urethane pressure-sensitive adhesive layer can be firmly integrated and polished. In addition, delamination does not occur at the interface between the acrylic pressure-sensitive adhesive layer and the urethane-based pressure-sensitive adhesive layer, and the polyethylene terephthalate film. Even when peeling and removing from the board, the double-sided pressure-sensitive adhesive tape for fixing the abrasive can be reliably peeled off integrally from the surface board.
以下に実施例を挙げて本発明の態様を更に詳しく説明するが、本発明はこれら実施例にのみ限定されるものではない。 Hereinafter, embodiments of the present invention will be described in more detail with reference to examples. However, the present invention is not limited to these examples.
(実施例1)
アクリル酸−n−ブチルとアクリル酸−2−エチルヘキシルとアクリル酸エチルとアクリル酸を共重合してなるアクリル系共重合体(積水化学社製「WHD」、アクリル酸−n−ブチル成分:38重量%、アクリル酸−2−エチルヘキシル成分:54.9重量%、アクリル酸エチル成分:4.2重量%、アクリル酸成分:2.9重量%)100重量部に粘着付与樹脂としてキシレン樹脂(三菱化学社製 商品名「ニカノールT」)10重量部及び硬化剤(日本ポリウレタン社製 商品名「コロネートL55」)1.2重量部を添加して均一に混合してアクリル系粘着剤Aを得た。
Example 1
Acrylic copolymer obtained by copolymerizing acrylic acid-n-butyl, acrylic acid-2-ethylhexyl, ethyl acrylate and acrylic acid (“WHD” manufactured by Sekisui Chemical Co., Ltd., acrylic acid-n-butyl component: 38 weight) %, 2-ethylhexyl acrylate component: 54.9% by weight, ethyl acrylate component: 4.2% by weight, acrylic acid component: 2.9% by weight) 100 parts by weight xylene resin (Mitsubishi Chemical) Acrylic pressure-sensitive adhesive A was obtained by adding 10 parts by weight of a product name “Nikanol T” manufactured by the company and 1.2 parts by weight of a curing agent (trade name “Coronate L55” manufactured by Nippon Polyurethane Co., Ltd.).
ポリウレタンポリオール溶液(東洋インキ社製 商品名「サイアバインSP205」、ポリウレタンポリオール固形分:60重量%)に、多官能イソシアネート系硬化剤溶液(東洋インキ社製 商品名「T−501B」、多官能イソシアネート系硬化剤固形分:50重量%)をポリウレタンポリオール100重量部に対して多官能イソシアネート系硬化剤が2.5重量部となるように添加して均一に混合しウレタン系粘着剤用溶液Aを得た。 Polyurethane polyol solution (trade name “Siavine SP205” manufactured by Toyo Ink Co., Ltd., polyurethane polyol solid content: 60% by weight) and polyfunctional isocyanate curing agent solution (trade name “T-501B” manufactured by Toyo Ink Co., Ltd.) Curing agent solid content: 50% by weight) is added to 100 parts by weight of the polyurethane polyol so that the polyfunctional isocyanate curing agent is 2.5 parts by weight and mixed uniformly to obtain a solution A for urethane-based adhesive. It was.
基材として厚み75μmのポリエチレンテレフタレート(PET)フィルム(帝人デュポンフィルム社製、商品名「テイジンテトロンフィルムHS75」)を用意し、ポリエチレンテレフタレートフィルムの一面にアクリル系粘着剤Aを乾燥後の厚みが55μmとなるように塗布し乾燥させてアクリル系粘着剤層を形成した。 A 75 μm thick polyethylene terephthalate (PET) film (trade name “Teijin Tetron Film HS75” manufactured by Teijin DuPont Films Ltd.) is prepared as a base material, and the thickness after drying the acrylic adhesive A on one surface of the polyethylene terephthalate film is 55 μm. It was applied and dried to form an acrylic pressure-sensitive adhesive layer.
次に、ポリエチレンテレフタレートフィルムの他面に、ウレタン系粘着剤用溶液Aを乾燥後の厚みが60μmとなるように塗布し、100℃で3分間に亘って乾燥させることによってウレタンポリオールと多官能イソシアネート系硬化剤とを反応させてウレタン系粘着剤層を形成して、ポリエチレンテレフタレートフィルムの一面にアクリル系粘着剤層が積層一体化されていると共にポリエチレンテレフタレートフィルムの他面にウレタン系粘着剤層が積層一体化されてなる研磨材固定用両面粘着テープを得た。 Next, the urethane polyol and the polyfunctional isocyanate are coated on the other surface of the polyethylene terephthalate film so that the thickness A after drying of the urethane-based adhesive solution A is 60 μm and dried at 100 ° C. for 3 minutes. A urethane-based pressure-sensitive adhesive layer is formed by reacting with a urethane-based curing agent, and an acrylic pressure-sensitive adhesive layer is laminated and integrated on one surface of the polyethylene terephthalate film, and a urethane-based pressure-sensitive adhesive layer is formed on the other surface of the polyethylene terephthalate film. A double-sided pressure-sensitive adhesive tape for fixing an abrasive obtained by laminating and integrating was obtained.
(実施例2)
ウレタン系粘着剤用溶液Aの代わりに、武田薬品工業社から商品名「タケラックUW1」にて市販されているポリウレタンポリオール溶液(ポリウレタンポリオール固形分)に、多官能イソシアネート系硬化剤溶液として、武田薬品工業社から商品名「タケネートD160N」にて市販されている多官能イソシアネート系硬化剤溶液を多官能イソシアネート系硬化剤がポリウレタンポリオール100重量部に対して1.2重量部となるように添加して均一に混合して得られたウレタン系粘着剤用溶液Bを用いたこと、このウレタン系粘着剤用溶液Bをポリエチレンテレフタレートフィルムの他面に乾燥後の厚みが70μmとなるように塗布したこと以外は実施例1と同様にして研磨材固定用両面粘着テープを得た。
(Example 2)
Instead of the urethane-based adhesive solution A, Takeda Pharmaceutical Co., Ltd. is used as a polyfunctional isocyanate-based curing agent solution in a polyurethane polyol solution (polyurethane polyol solid content) marketed by Takeda Pharmaceutical Company Limited under the trade name “Takelac UW1”. A polyfunctional isocyanate curing agent solution commercially available from Kogyo Co., Ltd. under the trade name “Takenate D160N” was added so that the polyfunctional isocyanate curing agent was 1.2 parts by weight with respect to 100 parts by weight of the polyurethane polyol. Other than using urethane adhesive solution B obtained by uniformly mixing, and applying this urethane adhesive solution B to the other surface of the polyethylene terephthalate film so that the thickness after drying was 70 μm. Obtained a double-sided pressure-sensitive adhesive tape for fixing an abrasive as in Example 1.
(実施例3)
ウレタン系粘着剤用溶液Aを乾燥後の厚みが60μmの代わりに45μmとなるように塗布したこと以外は実施例1と同様にして研磨材固定用両面粘着テープを得た。
(Example 3)
A double-sided pressure-sensitive adhesive tape for fixing an abrasive was obtained in the same manner as in Example 1 except that the urethane-based adhesive solution A was applied so that the thickness after drying was 45 μm instead of 60 μm.
(比較例1)
ウレタン系粘着剤用溶液Aの代わりに、アクリル酸−n−ブチルとアクリル酸−2−エチルヘキシルとアクリル酸エチルとを共重合してなるアクリル系共重合体(積水化学社製「WHD」、アクリル酸−n−ブチル成分:38重量%、アクリル酸−2−エチルヘキシル成分:54.9重量%、アクリル酸エチル成分:4.2:重量%)100重量部に硬化剤(日本ポリウレタン社製 商品名「コロネートL55」)1.2重量部を添加して均一に混合して得られたアクリル系粘着剤Bを用い、このアクリル系粘着剤Bをポリエチレンテレフタレートフィルムの他面に乾燥後の厚みが35μmとなるように塗布したこと以外は実施例1と同様にして研磨材固定用両面粘着テープを得た。
(Comparative Example 1)
Instead of the urethane-based adhesive solution A, an acrylic copolymer obtained by copolymerizing acrylic acid-n-butyl, acrylic acid-2-ethylhexyl, and ethyl acrylate (“WHD” manufactured by Sekisui Chemical Co., Ltd.) Acid-n-butyl component: 38 wt%, acrylic acid-2-ethylhexyl component: 54.9 wt%, ethyl acrylate component: 4.2: wt%) 100 parts by weight of a curing agent (manufactured by Nippon Polyurethane Co., Ltd.) "Coronate L55") Using acrylic adhesive B obtained by adding 1.2 parts by weight and mixing uniformly, the acrylic adhesive B was dried on the other surface of the polyethylene terephthalate film and the thickness after drying was 35 µm. A double-sided pressure-sensitive adhesive tape for fixing an abrasive was obtained in the same manner as in Example 1 except that the coating was performed so that
(比較例2)
アクリル系粘着剤A及びウレタン系粘着剤用溶液Aの代わりにウレタン系粘着剤用溶液Bを用いたこと、ポリエチレンテレフタレートフィルムの両面にウレタン系粘着剤用溶液Bを乾燥後の厚みが70μmとなるように塗布したこと以外は、実施例1と同様にして研磨材固定用両面粘着テープを得た。
(Comparative Example 2)
The urethane adhesive solution B was used in place of the acrylic adhesive A and the urethane adhesive solution A, and the thickness after drying the urethane adhesive solution B on both sides of the polyethylene terephthalate film was 70 μm. A double-sided pressure-sensitive adhesive tape for fixing an abrasive was obtained in the same manner as in Example 1 except that the coating was performed as described above.
(比較例3)
ウレタン系粘着剤用溶液Aの代わりに、ポリウレタンポリオール溶液(東洋インキ社製 商品名「サイアバインSH101」)に、多官能イソシアネート系硬化剤溶液(東洋インキ社製 商品名「T−501B」、多官能イソシアネート系硬化剤固形分:50重量%)をポリウレタンポリオール100重量部に対して多官能イソシアネート系硬化剤が3重量部となるように添加して均一に混合して得られたウレタン系粘着剤用溶液Cを用いたこと、このウレタン系粘着剤用溶液Cをポリエチレンテレフタレートフィルムの他面に乾燥後の厚みが30μmとなるように塗布したこと以外は実施例1と同様にして研磨材固定用両面粘着テープを得た。
(Comparative Example 3)
Instead of the urethane-based pressure-sensitive adhesive solution A, a polyfunctional isocyanate-based curing agent solution (trade name “T-501B” manufactured by Toyo Ink Co., Ltd.) For urethane-based pressure-sensitive adhesives obtained by uniformly adding and mixing 3 parts by weight of polyfunctional isocyanate-based curing agent with respect to 100 parts by weight of polyurethane polyol. Both surfaces for fixing abrasives in the same manner as in Example 1 except that the solution C was used and the urethane-based adhesive solution C was applied to the other surface of the polyethylene terephthalate film so that the thickness after drying was 30 μm. An adhesive tape was obtained.
得られた研磨材固定用両面粘着テープについて、180°ピール力、再剥離性及び保持性について下記の要領で測定し、その結果を表1に示した。 About the obtained double-sided pressure-sensitive adhesive tape for fixing an abrasive, 180 ° peel force, removability and retention were measured in the following manner, and the results are shown in Table 1.
(180°ピール力)
研磨材固定用両面粘着テープから縦150mm×横25mmの平面長方形状の試験片を切り出した。この試験片のアクリル系粘着剤層をステンレス板上に重ね合わせて2kgのローラで押圧し、試験片をステンレス板上に貼着してから温度25℃、相対湿度50%の雰囲気下にて30分間に亘って放置した後、引張試験機を用いてJIS Z0237に準拠して180°ピール力を測定した。
(180 ° peel force)
A flat rectangular test piece having a length of 150 mm × width of 25 mm was cut out from the double-sided adhesive tape for fixing the abrasive. The acrylic pressure-sensitive adhesive layer of this test piece was superposed on a stainless steel plate and pressed with a 2 kg roller, and the test piece was stuck on the stainless steel plate and then 30 ° C. in an atmosphere with a temperature of 25 ° C. and a relative humidity of 50%. After leaving for a minute, 180 degree peel force was measured based on JIS Z0237 using a tensile tester.
次に、試験片のウレタン系粘着剤層をステンレス板上に上述と同様の要領で貼着させて、上述と同様の要領で引張試験機を用いてJIS Z0237に準拠して180°ピール力を測定した。 Next, the urethane pressure-sensitive adhesive layer of the test piece is adhered to the stainless steel plate in the same manner as described above, and a 180 ° peel force is applied in accordance with JIS Z0237 using a tensile tester in the same manner as described above. It was measured.
(再剥離性)
180°ピール力の測定方法と同様の要領で試験片のウレタン系粘着剤層をステンレス板上に貼着し、試験片をステンレス板から剥離した際のステンレス板上の糊残りの有無を目視観察し、下記基準に基づいて判断した。
○:ステンレス板上に糊残りはなかった。
△:ステンレス板上に部分的に糊残りを生じた。
×:ウレタン系粘着剤層に凝集破壊を生じ、ステンレス板上に全面的に糊残りを生じた。
(Removability)
The urethane adhesive layer of the test piece is stuck on the stainless steel plate in the same manner as the 180 ° peel force measurement method, and the presence or absence of adhesive residue on the stainless steel plate when the test piece is peeled off from the stainless steel plate is visually observed. Judgment was made based on the following criteria.
○: There was no adhesive residue on the stainless steel plate.
Δ: Adhesive residue partially formed on the stainless steel plate.
X: Cohesive failure occurred in the urethane-based pressure-sensitive adhesive layer, and adhesive residue was formed on the entire surface of the stainless steel plate.
(保持性)
得られた研磨材固定用両面粘着シートのアクリル粘着剤層上に研磨パッド(ロデールニッタ社製 商品名「硬質ウレタン樹脂パッド」)を積層し、ゴムロールを用いて、アクリル系粘着剤層上に研磨パッドを貼着した。なお、比較例1、3の研磨材固定用両面粘着テープでは、アクリル系粘着剤A層上に、比較例2の研磨材固定用両面粘着テープでは何れかのウレタン系粘着剤層上に研磨パッドを貼着させた。
(Retention)
A polishing pad (trade name “Rigid Urethane Resin Pad” manufactured by Rodel Nitta Co., Ltd.) is laminated on the acrylic adhesive layer of the obtained double-sided pressure-sensitive adhesive sheet for fixing abrasives, and the polishing pad is used on the acrylic adhesive layer using a rubber roll. Affixed. In the double-sided pressure-sensitive adhesive tape for fixing abrasives of Comparative Examples 1 and 3, the polishing pad is on the acrylic pressure-sensitive adhesive A layer. Was stuck.
そして、研磨材固定用両面粘着テープのウレタン粘着剤層を研磨装置(strasbaugh社製)定盤上に載せて、研磨パッド側からゴムロールを押し当てて、研磨材固定用両面粘着テープを定盤上に固定した。なお、比較例1の研磨材固定用両面粘着テープでは、アクリル系粘着剤B層を定盤に貼着させた。 Then, place the urethane adhesive layer of the double-sided pressure-sensitive adhesive tape for fixing the abrasive material on the polishing machine (made by Strasbaugh), press the rubber roll from the polishing pad side, and place the double-sided pressure-sensitive adhesive tape for fixing the abrasive material on the surface plate. Fixed to. In addition, in the double-sided pressure-sensitive adhesive tape for fixing the abrasive of Comparative Example 1, the acrylic pressure-sensitive adhesive B layer was adhered to a surface plate.
ガラス板を被研磨物とし、研磨圧力6.9kPa、回転数30rpmで15分間に亘って研磨パッドを稼動させた。その後、研磨材固定用両面テープと定盤との界面、及び、研磨材固定両面テープと研磨パッドとの界面について、剥離状態を目視観察し、以下の基準で評価した。比較例2では、粘着力不足によって研磨パッドの一部が研磨材固定用両面粘着テープから剥離していた。比較例3では研磨定盤に対する粘着力不足で研磨材固定用両面粘着テープの一部が定盤から剥離していた。
○:研磨パッド側及び定盤側の何れの界面においても剥離は見られなかった。
×:研磨パッド側又は定盤側の何れか少なくとも一方の界面において剥離が見られた。
A glass plate was used as an object to be polished, and the polishing pad was operated at a polishing pressure of 6.9 kPa and a rotation speed of 30 rpm for 15 minutes. Thereafter, the peeled state of the interface between the abrasive-fixing double-sided tape and the surface plate and the interface between the abrasive-fixing double-sided tape and the polishing pad was visually observed and evaluated according to the following criteria. In Comparative Example 2, a part of the polishing pad was peeled off from the double-sided adhesive tape for fixing the abrasive due to insufficient adhesive force. In Comparative Example 3, a part of the double-sided pressure-sensitive adhesive tape for fixing the abrasive was peeled off from the surface plate due to insufficient adhesion to the surface plate.
○: No peeling was observed at any of the interfaces on the polishing pad side and the surface plate side.
X: Peeling was observed on at least one of the interfaces on the polishing pad side or the surface plate side.

1 研磨材固定用両面粘着テープ
11 ポリエチレンテレフタレートフィルム
12 アクリル系粘着剤層
4 ウレタン系粘着剤層
A 研磨機
B 定盤
C 研磨材
1 Double-sided adhesive tape for fixing abrasives
11 Polyethylene terephthalate film
12 Acrylic adhesive layer 4 Urethane adhesive layer A Polishing machine B Surface plate C Abrasive
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008056317A JP2009209320A (en) | 2008-03-06 | 2008-03-06 | Double-sided pressure-sensitive adhesive tape for fixing abrasive |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008056317A JP2009209320A (en) | 2008-03-06 | 2008-03-06 | Double-sided pressure-sensitive adhesive tape for fixing abrasive |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009209320A true JP2009209320A (en) | 2009-09-17 |
Family
ID=41182790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008056317A Pending JP2009209320A (en) | 2008-03-06 | 2008-03-06 | Double-sided pressure-sensitive adhesive tape for fixing abrasive |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009209320A (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012067358A2 (en) * | 2010-11-19 | 2012-05-24 | 주식회사 이에프티코리아 | Method for indirectly coating polyols for a polyurethane-based adhesive sheet using a paper base |
| JP2012102165A (en) * | 2010-11-05 | 2012-05-31 | Nitto Denko Corp | Double-sided adhesive tape and polishing member |
| JP2013155985A (en) * | 2012-01-31 | 2013-08-15 | Toyo Aluminium Foil Products Kk | Filter for outdoor ventilation opening |
| JP2013154325A (en) * | 2012-01-31 | 2013-08-15 | Toyo Aluminum Ekco Products Kk | Filter for air conditioner suction port |
| WO2015034006A1 (en) * | 2013-09-05 | 2015-03-12 | 積水化学工業株式会社 | Release sheet and backing sheet laminate including same |
| JP2016117854A (en) * | 2014-12-22 | 2016-06-30 | リンテック株式会社 | Pressure-sensitive adhesive sheet |
| JP2017060947A (en) * | 2016-11-02 | 2017-03-30 | 東洋アルミエコープロダクツ株式会社 | Filter for air conditioner intake port |
| JP2017120176A (en) * | 2017-01-11 | 2017-07-06 | 東洋アルミエコープロダクツ株式会社 | Filter for outdoor ventilation port |
| CN107033796A (en) * | 2015-11-30 | 2017-08-11 | 日东电工株式会社 | Grinding pad fixation bonding sheet |
| WO2018186292A1 (en) * | 2017-04-03 | 2018-10-11 | 富士紡ホールディングス株式会社 | Polishing pad, manufacturing method thereof, and method for manufacturing polished product |
-
2008
- 2008-03-06 JP JP2008056317A patent/JP2009209320A/en active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012102165A (en) * | 2010-11-05 | 2012-05-31 | Nitto Denko Corp | Double-sided adhesive tape and polishing member |
| WO2012067358A2 (en) * | 2010-11-19 | 2012-05-24 | 주식회사 이에프티코리아 | Method for indirectly coating polyols for a polyurethane-based adhesive sheet using a paper base |
| WO2012067358A3 (en) * | 2010-11-19 | 2012-09-13 | 주식회사 이에프티코리아 | Method for indirectly coating polyols for a polyurethane-based adhesive sheet using a paper base |
| KR101190295B1 (en) | 2010-11-19 | 2012-10-12 | 주식회사 이에프티코리아 | Polyol indirect coating method of polyurethane type adhesive sheet using paper substrate |
| JP2013155985A (en) * | 2012-01-31 | 2013-08-15 | Toyo Aluminium Foil Products Kk | Filter for outdoor ventilation opening |
| JP2013154325A (en) * | 2012-01-31 | 2013-08-15 | Toyo Aluminum Ekco Products Kk | Filter for air conditioner suction port |
| WO2015034006A1 (en) * | 2013-09-05 | 2015-03-12 | 積水化学工業株式会社 | Release sheet and backing sheet laminate including same |
| JP2016117854A (en) * | 2014-12-22 | 2016-06-30 | リンテック株式会社 | Pressure-sensitive adhesive sheet |
| CN107033796A (en) * | 2015-11-30 | 2017-08-11 | 日东电工株式会社 | Grinding pad fixation bonding sheet |
| JP2017060947A (en) * | 2016-11-02 | 2017-03-30 | 東洋アルミエコープロダクツ株式会社 | Filter for air conditioner intake port |
| JP2017120176A (en) * | 2017-01-11 | 2017-07-06 | 東洋アルミエコープロダクツ株式会社 | Filter for outdoor ventilation port |
| WO2018186292A1 (en) * | 2017-04-03 | 2018-10-11 | 富士紡ホールディングス株式会社 | Polishing pad, manufacturing method thereof, and method for manufacturing polished product |
| JP7002853B2 (en) | 2017-04-03 | 2022-01-20 | 富士紡ホールディングス株式会社 | Polishing pad and its manufacturing method, and manufacturing method of polished products |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009209320A (en) | Double-sided pressure-sensitive adhesive tape for fixing abrasive | |
| JP4837360B2 (en) | Double-sided adhesive film | |
| JP5211588B2 (en) | Protective film | |
| JP4095794B2 (en) | Composite film and semiconductor product holding sheet | |
| JP5520026B2 (en) | Double-sided tape for fixing polishing pad | |
| JP2009246302A (en) | Die sorting tape | |
| JP5460809B1 (en) | Adhesive tape for semiconductor processing | |
| WO2005090509A1 (en) | Film-like photocurable thermal adhesive composition | |
| JP2010077301A (en) | Double coated self-adhesive tape for fixing abrasive cloth | |
| JP6207192B2 (en) | Adhesive sheet for semiconductor processing | |
| JP2007203400A (en) | Double-faced adhesive tape for fixing polishing pad | |
| JP5346227B2 (en) | Double-sided adhesive tape for fixing abrasive and adhesive tape with abrasive | |
| CN109312196B (en) | Adhesive sheet and article | |
| JP2008111046A (en) | Adhesive sheet for bonding different members to each other, and laminated form | |
| JP5374289B2 (en) | Double-sided adhesive tape for fixing abrasives | |
| JP5346226B2 (en) | Double-sided adhesive tape for fixing abrasive and adhesive tape with abrasive | |
| JP3330851B2 (en) | Wafer grinding method | |
| JP4181930B2 (en) | Polishing pad laminate | |
| JPH09328663A (en) | Sheet for fixation of semiconductor wafer | |
| JP2005235795A (en) | Adhesive tape for processing semiconductor wafer | |
| JP2010221366A (en) | Abrasive fixing double-sided pressure-sensitive adhesive sheet | |
| JP5385535B2 (en) | Double-sided adhesive tape for fixing abrasive cloth, and abrasive cloth laminate using the same | |
| JP2005281419A (en) | Adhesive sheet | |
| JPH10251614A (en) | Curable pressure-sensitive adhesive composition | |
| JP2009262253A (en) | Pressure-sensitive adhesion double-coated tape for fixing polishing pad |