JP2009159752A - リニアモータおよび製造方法 - Google Patents
リニアモータおよび製造方法 Download PDFInfo
- Publication number
- JP2009159752A JP2009159752A JP2007336297A JP2007336297A JP2009159752A JP 2009159752 A JP2009159752 A JP 2009159752A JP 2007336297 A JP2007336297 A JP 2007336297A JP 2007336297 A JP2007336297 A JP 2007336297A JP 2009159752 A JP2009159752 A JP 2009159752A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- spacer
- linear motor
- resin
- coils
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Linear Motors (AREA)
Abstract
【解決手段】フレーム7に内装された複数個のコイル6と、前記コイル6に空隙を介して配置された複数の永久磁石を備えた可動子4と、前記可動子4の直動方向の移動を支持する軸受1とを備え、前記コイル6が樹脂9によりモールドされたリニアモータにおいて、前記コイル6と前記軸受1を備えたブラケット2の間にスペーサ14を備えたものである。
【選択図】図1
Description
一方、小型および細径化すると、各部品の精度や組立精度等が、可動子と固定子間のギャップの変動やコイルの取り付け位置などによりモータ特性に大きく影響する。コイルをモールドする際にも樹脂の注入圧力により部品の位置決めが変わらないようにする必要がある。そのために、リニアモータの電機子のモールドする場合には、図4(a)に示すように、パイプ7内のコイル6をモールドするためにパイプ7の両軸方向から治具A10と治具B11をパイプ7に挿入し、治具A10と治具B11を勘合する方法で本願の発明者により試作されていた。樹脂は図示しない注入口より注入され、コイル6がモールドされる。しかしながら、このようにして作製された樹脂モールドは、図4(b)に示すように治具A10と治具B11の勘合部に隙間12が形成されてしまうために、図4(c)に示すようにコイル6近傍にバリ13が形成されてしまうという問題が生じることが明らかとなった。このようにコイル6近傍にバリ13が形成されてしまうと、バリ13の除去をしない場合には、モータを形成した場合には、何らかの要因で可動子とコイル間にバリが挟み込まれ、モータを駆動する電流が大きくなる。さらには、駆動できない、またはコイルに過電流が流れることでコイルが焼失してしまうといった問題が生じる。また、一方、バリを除去しようとするとコイル近傍に形成されているために、バリ除去加工をする際にコイルを傷つけてしまうといった問題が生じることが明らかとなった。
このような問題を解決するために、コイルに平板を備えて樹脂モールドする方法がとられている(例えば、特許文献2参照)。本従来の技術によると、平板をコイル上に残したまま、モールドすることでコイルの製造上の取り扱いを容易にすることを解決している。
また、コイルに平板を取り付けて樹脂モールドする場合には、コイルと平板を樹脂モールドする場合に、コイルと平板の位置決め精度が、小型細径化されると必要となり、高精度なモールド技術が必要となる。しかしながら、小型部品の位置決めは、その部品の取り扱いが難しいために精度を出すことができず、要求される精度でのモールドができないといった問題が生じていた。さらには、モールドする際には、硬化する際の収縮などが影響するために要求される精度でのモールドができないといった問題が生じていた。
本発明では、これらの点を鑑みて行われたものであり、小型、細径化されたリニアモータのコイルのモールドのバリを効率よく除去することを目的にし、精度よいリニアモータを提供することを目的としている。
請求項1記載の発明は、フレームに内装された複数個のコイルと、前記コイルに空隙を介して配置された複数の永久磁石を備えた可動子と、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドされたリニアモータにおいて、前記コイルと前記軸受を備えたブラケットの間にスペーサを備えたものである。
請求項2記載の発明は、前記スペーサが中空円筒に形成され、前記スペーサの軸方向の長さにより前記コイルを前記フレームに対する軸方向の位置決めをするものである。
請求項3記載の発明は、前記コイルに隣接する前記スペーサの内周面に、前記樹脂がモールドされているものである。
請求項4記載の発明は、前記スペーサの内周面と前記樹脂が同一平面に形成されたものである。
請求項5記載の発明は、フレームに内装された複数個のコイルと、前記コイルに空隙を介して配置された複数の永久磁石を備えた可動子と、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドされたリニアモータにおいて、前記フレームは略円筒に形成された突部を備えた略円筒に形成されたものである。
請求項6記載の発明は、前記突部が、前記コイルの渡り線が通じ、リード線に接続されているものである。
請求項7記載の発明は、フレームに複数個のコイルを内装し、前記コイルに空隙を介して複数の永久磁石を備えた可動子が配置され、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドしたリニアモータの製造方法において、前記コイルと前記軸受を備えたブラケットの間にスペーサを配置して前記樹脂によりモールドしたものである。
請求項8記載の発明は、前記スペーサが、前記フレームのいずれか一方から挿入され、前記スペーサの端面に隣接するように前記コイルが前記フレームに挿入され、位置決めされたものである。
請求項9記載の発明は、前記スペーサが、前記フレームのいずれか一方から挿入され、前記スペーサに勘合するように治具が挿入され、前記樹脂により前記コイルがモールドされるものである。
請求項10記載の発明は、前記スペーサが、前記フレームのいずれか一方から挿入され、前記コイルが前記樹脂によりモールドされた後に、前記スペーサの内周面から突出した余剰の樹脂を除去加工するものである。
また、請求項5および6記載の発明によると、略円筒の凸部をフレームに形成したことによりコイルの渡り線処理およびリード線処理が簡便な方法によりできることで、集積された部品が精度よく配置できることから、モータの組立精度が良くなり、モータ特性の低下を防止することができる。
また、請求項7から10記載の発明によると、スペーサから軸方向に突出した樹脂を除去加工することから、樹脂がコイルと可動子間に挟まって、モータに過電流が流れることによるコイルの損傷や、除去加工時のコイルの断線等の問題を解決できるとともに、スペーサによるコイルの位置決めを精度よく行うことにより、モータ特性の低下を防止することができる。
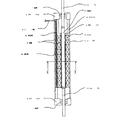
図1において、1は軸受、2はブラケット、3はシャフト、4は可動子、5はギャップ、6はコイル、7はパイプ、8はリード線、9は樹脂、14はスペーサである。
可動子4は不図示の磁石がシャフト3の円周上に複数個整列されている。可動子4に一体として形成されたシャフト3の両端はブラケット2に備えられた軸受1により直動自在に支持されている。また、可動子4にギャップ5を介してコイル6が配置され、コイル6は、例えば3相モータを形成するように複数個のコイルが備えられている。コイル6には渡り線6aによりコイル6どうしとリード線8と結線部8aで接続されており、樹脂9により固定されている。モールドされた樹脂9は、コイル6の内周面の軸方向において、スペーサ14の内周面端部と同一面が形成されている。スペーサ14は、中ぐりされた円筒に形成されており、コイル6をパイプ7に挿入する際にコイル6の位置決め用となるとともに、コイル6の内周軸方向における樹脂9の長さを決めるようにパイプ7の軸方向端面と同一面になるように挿入され、樹脂9によるモールド後は、ブラケット2で軸方向に抜けないように固定されている。
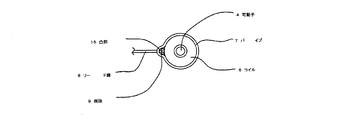
また、渡り線6aが通じるようにパイプ7は図2に示すように略半円筒で形成された凸部16を有する略円筒形状を形成している。
次に、リニアモータの動作について説明する。可動子4に備えられた磁石とコイル6により発生する磁界との相互作用により可動子4は、軸方向に軸受1に支持されて直動移動する。移動量は、不図示のコントローラにより制御される。
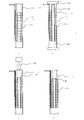
次にリニアモータの製造方法について図3を用いて説明する。図3は、本実施例のリニアモータの固定子を示す図である。図3aに示すように、パイプ7に内装したコイル6を軸方向から位置決めするようにスペーサ14をパイプ7に挿入する。
次に、図3bに示すように、治具A10がパイプ7の一方からコイル6の内径を通過してパイプ7のもう一端まで届くように挿入する。また、治具B11は、スペーサ14と治具A10と僅かな隙間12を設けて勘合するように配置される。この状態で不図示の注入口より樹脂を注入し、樹脂を硬化させる。樹脂が硬化した後に、図3cに示すように治具Aおよび治具Bを取り除く。そうするとスペーサ14の近傍、すなわち図3bで示した隙間12の部分にバリ13が発生する。このバリ13は刃物15による除去加工される。バリ13が除去された後が図3dに示されるように、スペーサ14が内端面と樹脂面が同一面に加工された状態となる。この時点では樹脂にバリ発生していない。スペーサ14は、樹脂9によりパイプ7に固定されている。このような工程で樹脂モールドすることでリニアモータの固定子が出来上がる。この際に、スペーサ13の厚みに相当する樹脂9がコイル6の内周面にコイル6から突出して形成されている。
その後に、可動子および軸受の組立を行い、リニアモータが製作される。
本実施例では、スペーサをリード線取り出し方向に入れて治具A、治具Bを各々所定の方向から挿入するようにしたが、スペーサの取り付け位置は逆方向に取り付けて、治具Aおよび治具Bを取り付けても良いことは当然である。
また、スペーサを軸方向の一端に備えた実施例を示したが、軸方向の両方向に備えても良く、そうすることでコイル6はさらに精度よく位置決めすることが可能である。
このように、スペーサを用いて樹脂をモールドすることにより、発生したバリを容易に除去加工することができる。このために、正確に位置決めされたコイルに対して、損傷を与えることなく、バリ取り作業ができるので、精度よくリニアモータが組み立てられ、モータ性能の低下をまねくことがない。
2 ブラケット
3 シャフト
4 可動子
5 ギャップ
6 コイル
6a 渡り線
7 パイプ
8 リード線
8a 結線部
9 樹脂
10 治具A
11 治具B
12 隙間
13 バリ
14 スペーサ
15 刃物
16 突部
Claims (10)
- フレームに内装された複数個のコイルと、前記コイルに空隙を介して配置された複数の永久磁石を備えた可動子と、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドされたリニアモータにおいて、
前記コイルと前記軸受を備えたブラケットの間にスペーサを備えたことを特徴とするリニアモータ。 - 前記スペーサは中空円筒に形成され、前記スペーサの軸方向の長さにより前記コイルを前記フレームに対する軸方向の位置決めをすることを特徴とする請求項1記載のリニアモータ。
- 前記コイルに隣接する前記スペーサの内周面は、前記樹脂がモールドされていることを特徴とする請求項1記載のリニアモータ。
- 前記スペーサの内周面と前記樹脂が同一平面に形成されたことを特徴とする請求項1記載のリニアモータ
- フレームに内装された複数個のコイルと、前記コイルに空隙を介して配置された複数の永久磁石を備えた可動子と、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドされたリニアモータにおいて、
前記フレームは略円筒に形成された突部を備えた略円筒に形成されたことを特徴とするリニアモータ。 - 前記突部は、前記コイルの渡り線が通じ、リード線に接続されていることを特徴とする請求項5記載のリニアモータ。
- フレームに複数個のコイルを内装し、前記コイルに空隙を介して複数の永久磁石を備えた可動子が配置され、前記可動子の直動方向の移動を支持する軸受とを備え、前記コイルが樹脂によりモールドしたリニアモータの製造方法において、
前記コイルと前記軸受を備えたブラケットの間にスペーサを配置して前記樹脂によりモールドしたことを特徴とするリニアモータの製造方法。 - 前記スペーサは、前記フレームのいずれか一方から挿入され、前記スペーサの端面に隣接するように前記コイルが前記フレームに挿入され、位置決めされたことを特徴とする請求項7記載のリニアモータの製造方法。
- 前記スペーサは、前記フレームのいずれか一方から挿入され、前記スペーサに勘合するように治具が挿入され、前記樹脂により前記コイルがモールドされることを特徴とする請求項7記載のリニアモータの製造方法。
- 前記スペーサは、前記フレームのいずれか一方から挿入され、前記コイルが前記樹脂によりモールドされた後に、前記スペーサの内周面から突出した余剰の樹脂を除去加工することを特徴とする請求項7記載のリニアモータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007336297A JP2009159752A (ja) | 2007-12-27 | 2007-12-27 | リニアモータおよび製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007336297A JP2009159752A (ja) | 2007-12-27 | 2007-12-27 | リニアモータおよび製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009159752A true JP2009159752A (ja) | 2009-07-16 |
| JP2009159752A5 JP2009159752A5 (ja) | 2011-06-02 |
Family
ID=40963146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007336297A Pending JP2009159752A (ja) | 2007-12-27 | 2007-12-27 | リニアモータおよび製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009159752A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2784920A2 (en) | 2013-03-26 | 2014-10-01 | Sanyo Denki Co., Ltd. | Linear motor |
| CN104104208A (zh) * | 2013-04-08 | 2014-10-15 | 台达电子工业股份有限公司 | 轴式线性马达 |
| WO2016068147A1 (ja) * | 2014-10-29 | 2016-05-06 | Kyb株式会社 | リニアアクチュエータ |
| WO2017047783A1 (ja) * | 2015-09-18 | 2017-03-23 | 日本電産株式会社 | リニアモータ |
| JP2021087327A (ja) * | 2019-11-29 | 2021-06-03 | 山洋電気株式会社 | リニアモータ及びその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11332211A (ja) * | 1998-05-13 | 1999-11-30 | Sanyo Denki Co Ltd | シリンダ形リニア同期モータ |
| JP2001352747A (ja) * | 2000-06-09 | 2001-12-21 | Aida Eng Ltd | リニアモータおよびこれを駆動源とするプレス成形装置 |
| JP2006006058A (ja) * | 2004-06-18 | 2006-01-05 | Yamaha Motor Co Ltd | 単軸ロボット |
| JP2007097295A (ja) * | 2005-09-28 | 2007-04-12 | Thk Co Ltd | リニアモータ及びその製造方法 |
| WO2007046161A1 (ja) * | 2005-10-21 | 2007-04-26 | Kabushiki Kaisha Yaskawa Denki | 円筒形リニアモータ |
-
2007
- 2007-12-27 JP JP2007336297A patent/JP2009159752A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11332211A (ja) * | 1998-05-13 | 1999-11-30 | Sanyo Denki Co Ltd | シリンダ形リニア同期モータ |
| JP2001352747A (ja) * | 2000-06-09 | 2001-12-21 | Aida Eng Ltd | リニアモータおよびこれを駆動源とするプレス成形装置 |
| JP2006006058A (ja) * | 2004-06-18 | 2006-01-05 | Yamaha Motor Co Ltd | 単軸ロボット |
| JP2007097295A (ja) * | 2005-09-28 | 2007-04-12 | Thk Co Ltd | リニアモータ及びその製造方法 |
| WO2007046161A1 (ja) * | 2005-10-21 | 2007-04-26 | Kabushiki Kaisha Yaskawa Denki | 円筒形リニアモータ |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2784920A2 (en) | 2013-03-26 | 2014-10-01 | Sanyo Denki Co., Ltd. | Linear motor |
| KR20140117307A (ko) | 2013-03-26 | 2014-10-07 | 산요 덴키 가부시키가이샤 | 직선형 모터 |
| CN104104208A (zh) * | 2013-04-08 | 2014-10-15 | 台达电子工业股份有限公司 | 轴式线性马达 |
| WO2016068147A1 (ja) * | 2014-10-29 | 2016-05-06 | Kyb株式会社 | リニアアクチュエータ |
| JP2016086614A (ja) * | 2014-10-29 | 2016-05-19 | Kyb株式会社 | リニアアクチュエータ |
| WO2017047783A1 (ja) * | 2015-09-18 | 2017-03-23 | 日本電産株式会社 | リニアモータ |
| CN108028594A (zh) * | 2015-09-18 | 2018-05-11 | 日本电产株式会社 | 直线马达 |
| JP2021087327A (ja) * | 2019-11-29 | 2021-06-03 | 山洋電気株式会社 | リニアモータ及びその製造方法 |
| JP7394603B2 (ja) | 2019-11-29 | 2023-12-08 | 山洋電気株式会社 | リニアモータ及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101621221B (zh) | 电动机及该电动机的制造方法 | |
| US5500994A (en) | Method of manufacturing a rotor | |
| JP4968928B2 (ja) | 永久磁石モータ及びその製造方法 | |
| US6812611B2 (en) | Permanent magnet type electric rotating machine | |
| WO2016147211A1 (ja) | 磁石埋め込み型コアの樹脂充填方法および樹脂充填装置 | |
| JP6026000B2 (ja) | 電動機の回転子、電動機、及び空気調和機 | |
| JP2009159752A (ja) | リニアモータおよび製造方法 | |
| JP2016029880A (ja) | 磁石ユニット及び磁石ユニットの製造方法 | |
| CN105745823B (zh) | 电动机及空调机 | |
| CN111293807B (zh) | 同步电动机的转子 | |
| US20220216748A1 (en) | Device for manufacturing rotor core, method for manufacturing rotor core, and rotor structure | |
| JP2007159342A (ja) | 電動機のロータの作製に使用される型 | |
| CN105186732A (zh) | 通量引导得到改善的用于电的机器的转子或定子 | |
| JPWO2013031285A1 (ja) | コンミテータ、コンミテータの製造方法および電動モータ | |
| JP2009159752A5 (ja) | ||
| JP6318945B2 (ja) | コアレスリニアモータ電機子、コアレスリニアモータ及びコアレスリニアモータ電機子の製造方法 | |
| JP6898370B2 (ja) | ロータコアの製造装置及びロータコアの製造方法 | |
| KR101439004B1 (ko) | 회전자의 영구자석 고정형 금형장치 및 고정방법 | |
| JP2008151527A (ja) | レゾルバロータの取付方法 | |
| JP3370164B2 (ja) | ステッピングモータ用のリードスクリュー付きロータ軸及びその製造方法 | |
| JP2000232743A (ja) | モータ | |
| JP2004364440A (ja) | リニアモータ | |
| KR100524792B1 (ko) | 왕복동식 모터의 마그네트 고정 구조 및 방법 | |
| US20130002059A1 (en) | Switched reluctance motor | |
| KR100480137B1 (ko) | 왕복동식 모터의 고정자 지지장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20100520 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A521 | Written amendment |
Effective date: 20110420 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| RD02 | Notification of acceptance of power of attorney |
Effective date: 20120302 Free format text: JAPANESE INTERMEDIATE CODE: A7422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120907 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20120911 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130201 |