JP2009008564A - 画像処理による外観検査方法およびその装置 - Google Patents
画像処理による外観検査方法およびその装置 Download PDFInfo
- Publication number
- JP2009008564A JP2009008564A JP2007170898A JP2007170898A JP2009008564A JP 2009008564 A JP2009008564 A JP 2009008564A JP 2007170898 A JP2007170898 A JP 2007170898A JP 2007170898 A JP2007170898 A JP 2007170898A JP 2009008564 A JP2009008564 A JP 2009008564A
- Authority
- JP
- Japan
- Prior art keywords
- edge
- article
- extracted
- pixel
- pixels
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
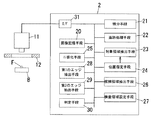
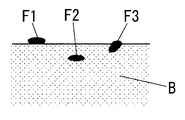
【解決手段】光透過性の材料により形成された物品BをTVカメラ11により撮像する。第1のエッジ抽出手段28は、濃淡画像に対して物品Bの内部に埋入された異物Fと物品Bの表面に露出する異物Fとの輪郭が併せて抽出可能する閾値を用いて二値化した二値画像からエッジを抽出する。第2のエッジ抽出手段29は、微分画像に対して物品Bの表面に露出する異物Fの輪郭線が抽出され物品Bの内部に埋入された異物Fの輪郭線が抽出されないように設定した閾値以上の画素からエッジを抽出する。判定手段30は、第1のエッジ抽出手段28と第2のエッジ抽出手段29とで抽出したエッジの長さの変化率が規定した判定閾値以下であるときに除去可能な異物Fが物品Bに付着していると判定する。
【選択図】図1
Description
12 照明装置
20 画像記憶手段
21 微分手段
22 追跡処理手段
23 対象領域抽出手段
24 位置指定手段
25 二値化手段
26 候補領域抽出手段
27 検査領域設定手段
28 第1のエッジ抽出手段
29 第2のエッジ抽出手段
30 判定手段
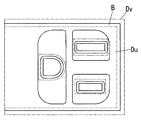
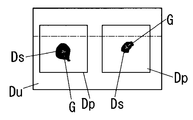
B 物品
Dp 検査領域
Ds 候補領域
Du 処理対象領域
Dv 着目領域
F 異物
G 重心
Claims (7)
- 光透過性の材料により形成された物品を撮像手段により撮像し、撮像により得られた濃淡画像を用いて異物を判別する外観検査方法であって、濃淡画像に対して物品の内部に埋入された異物と物品の表面に露出する異物との輪郭が併せて抽出可能となるように設定した閾値を用いて二値化した二値画像からエッジを抽出する第1のエッジ抽出処理と、濃淡画像を微分した微分画像に対して物品の表面に露出する異物の輪郭線が抽出され物品の内部に埋入された異物の輪郭線が抽出されないように設定した閾値以上の画素からエッジを抽出する第2のエッジ抽出処理とを行い、第1のエッジ抽出処理により抽出したエッジの長さと第2のエッジ抽出処理により抽出したエッジの長さとの変化が規定した判定閾値以下であるときに除去可能な異物と判定することを特徴とする画像処理による外観検査方法。
- 前記第1のエッジ抽出処理は、前記二値画像において前記異物に相当する画素値を有する画素からなる連結領域の各画素のうち、4近傍となる4個の画素のうちのいずれかが異なる画素値を持つ画素を第1のエッジ抽出処理によるエッジ上の画素として抽出することを特徴とする請求項1記載の画像処理による外観検査方法。
- 前記第2のエッジ抽出処理は、前記第1のエッジ抽出処理により抽出したエッジ上の各画素の8近傍となる8個の画素の中に、前記微分画像から抽出した前記閾値以上の画素が存在するときに前記第1のエッジ抽出処理により抽出した画素を第2のエッジ抽出処理によるエッジ上の画素として抽出することを特徴とする請求項1または請求項2記載の画像処理による外観検査方法。
- 撮像により得られた濃淡画像を二値化した二値画像から前記異物に相当する画素値を有する画素からなる連結領域を異物の存在する候補領域とし、候補領域を囲むように設定した領域を、前記第1のエッジ抽出処理および前記第2のエッジ抽出処理を行う検査領域とすることを特徴とする請求項1ないし請求項3のいずれか1項に記載の画像処理による外観検査方法。
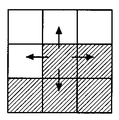
- 撮像により得られた濃淡画像のうち前記物品の輪郭線を含むようにあらかじめ設定した着目領域の画素について濃度勾配の方向に方向値を対応付けた微分方向画像を生成し、方向値を用いて画素を追跡することにより求められる前記物品の輪郭線に対する近似線を設定し、着目領域のうち近似線に対して物品内の領域を異物の候補を抽出する処理対象領域とすることを特徴とする請求項1ないし請求項4のいずれか1項に記載の画像処理による外観検査方法。
- 前記近似線は、画素の追跡により検出された前記物品の輪郭線に対して指定された画素数分だけ物品の内側に離れて設定されることを特徴とする請求項5記載の画像処理による外観検査方法。
- 光透過性の材料により形成された物品を撮像する撮像手段と、撮像により得られた濃淡画像を二値化した二値画像を生成する二値化手段と、二値画像から異物に相当する画素値を有する画素からなる連結領域を抽出して異物の存在する候補領域として抽出する候補領域抽出手段と、候補領域を囲む領域を検査領域として設定する検査領域設定手段と、検査領域内の濃淡画像を微分した微分画像を生成する微分手段と、二値化手段により得られた二値画像において異物に相当する画素値を有する画素からなる連結領域の各画素のうち、4近傍となる4個の画素のうちのいずれかが異なる画素値を持つ画素をエッジ上の画素として抽出する第1のエッジ抽出手段と、第1のエッジ抽出手段により抽出したエッジ上の各画素の8近傍となる8個の画素の中に微分手段により得られた微分画像に対して物品の表面に露出する異物の輪郭線が抽出され物品の内部に埋入された異物の輪郭線が抽出されないように設定した閾値以上の画素が存在するときに第1のエッジ抽出手段により抽出した画素をエッジ上の画素として抽出する第2のエッジ抽出手段と、第1のエッジ抽出手段により抽出したエッジの長さと第2のエッジ抽出手段により抽出したエッジの長さとの変化が規定した判定閾値以下であるときに除去可能な異物と判定する判定手段とを備えることを特徴とする画像処理による外観検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170898A JP5390755B2 (ja) | 2007-06-28 | 2007-06-28 | 画像処理による外観検査方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170898A JP5390755B2 (ja) | 2007-06-28 | 2007-06-28 | 画像処理による外観検査方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009008564A true JP2009008564A (ja) | 2009-01-15 |
| JP5390755B2 JP5390755B2 (ja) | 2014-01-15 |
Family
ID=40323787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007170898A Active JP5390755B2 (ja) | 2007-06-28 | 2007-06-28 | 画像処理による外観検査方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5390755B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010197176A (ja) * | 2009-02-24 | 2010-09-09 | Panasonic Electric Works Co Ltd | 欠陥検査方法および欠陥検査装置 |
| JP2013529166A (ja) * | 2010-04-21 | 2013-07-18 | エルジー・ケム・リミテッド | ガラスシート切断装置 |
| KR20210084545A (ko) * | 2019-03-04 | 2021-07-07 | 시케이디 가부시키가이샤 | 검사 장치, 블리스터 포장기 및 블리스터팩의 제조 방법 |
| JP2021110629A (ja) * | 2020-01-09 | 2021-08-02 | 株式会社小糸製作所 | 検査装置、及び検査方法 |
| CN119273680A (zh) * | 2024-12-06 | 2025-01-07 | 浙江宏奔电气有限公司 | 应用于保险片防护盒的装配质检方法、装置及系统 |
| US12430763B2 (en) | 2021-02-15 | 2025-09-30 | Terumo Kabushiki Kaisha | Coating layer inspection device and method for inspecting coating layer |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04350546A (ja) * | 1991-05-28 | 1992-12-04 | Matsushita Electric Works Ltd | 異物検出方法 |
| JPH0815174A (ja) * | 1995-06-26 | 1996-01-19 | Matsushita Electric Works Ltd | 外観検査による欠陥検査方法 |
| JPH1115975A (ja) * | 1997-06-25 | 1999-01-22 | Matsushita Electric Works Ltd | 外観検査方法 |
| JPH1164236A (ja) * | 1997-08-19 | 1999-03-05 | Kobe Steel Ltd | 欠陥検出方法及びその装置並びに欠陥検出制御プログラムを記録した記録媒体 |
| JP3494006B2 (ja) * | 1998-04-23 | 2004-02-03 | 松下電工株式会社 | 外観検査方法 |
| JP2004219122A (ja) * | 2003-01-10 | 2004-08-05 | Dainippon Printing Co Ltd | 異物不良の検査装置および検査方法 |
| JP2006201135A (ja) * | 2005-01-24 | 2006-08-03 | Nikon Corp | 欠陥検査装置、欠陥検査方法及び欠陥検査プログラム |
-
2007
- 2007-06-28 JP JP2007170898A patent/JP5390755B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04350546A (ja) * | 1991-05-28 | 1992-12-04 | Matsushita Electric Works Ltd | 異物検出方法 |
| JPH0815174A (ja) * | 1995-06-26 | 1996-01-19 | Matsushita Electric Works Ltd | 外観検査による欠陥検査方法 |
| JPH1115975A (ja) * | 1997-06-25 | 1999-01-22 | Matsushita Electric Works Ltd | 外観検査方法 |
| JPH1164236A (ja) * | 1997-08-19 | 1999-03-05 | Kobe Steel Ltd | 欠陥検出方法及びその装置並びに欠陥検出制御プログラムを記録した記録媒体 |
| JP3494006B2 (ja) * | 1998-04-23 | 2004-02-03 | 松下電工株式会社 | 外観検査方法 |
| JP2004219122A (ja) * | 2003-01-10 | 2004-08-05 | Dainippon Printing Co Ltd | 異物不良の検査装置および検査方法 |
| JP2006201135A (ja) * | 2005-01-24 | 2006-08-03 | Nikon Corp | 欠陥検査装置、欠陥検査方法及び欠陥検査プログラム |
Non-Patent Citations (3)
| Title |
|---|
| CSNH200700129004; 上ミ 弘高 Hirotaka Uemi: '生産技術 Production Engineering' 松下電工技報 Vol.55 No.2 Technical Report 第55巻, 松下電工株式会社 Matsushita Electric Works,Ltd. * |
| JPN6012018261; 上ミ 弘高 Hirotaka Uemi: '生産技術 Production Engineering' 松下電工技報 Vol.55 No.2 Technical Report 第55巻, 松下電工株式会社 Matsushita Electric Works,Ltd. * |
| JPN6013045877; 井上敏範,白澤満,大塚倫生: '"電気部品製造ラインにおける画像処理技術"' 自動化技術 第27巻、第8号, 19950801, p.53-57, 株式会社工業調査会 * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010197176A (ja) * | 2009-02-24 | 2010-09-09 | Panasonic Electric Works Co Ltd | 欠陥検査方法および欠陥検査装置 |
| JP2013529166A (ja) * | 2010-04-21 | 2013-07-18 | エルジー・ケム・リミテッド | ガラスシート切断装置 |
| US8821211B2 (en) | 2010-04-21 | 2014-09-02 | Lg Chem, Ltd. | Device for cutting of glass sheet |
| US9327381B2 (en) | 2010-04-21 | 2016-05-03 | Lg Chem, Ltd. | Device for cutting of glass sheet |
| KR20210084545A (ko) * | 2019-03-04 | 2021-07-07 | 시케이디 가부시키가이샤 | 검사 장치, 블리스터 포장기 및 블리스터팩의 제조 방법 |
| KR102547732B1 (ko) | 2019-03-04 | 2023-06-23 | 시케이디 가부시키가이샤 | 검사 장치, 블리스터 포장기 및 블리스터팩의 제조 방법 |
| JP2021110629A (ja) * | 2020-01-09 | 2021-08-02 | 株式会社小糸製作所 | 検査装置、及び検査方法 |
| JP7546356B2 (ja) | 2020-01-09 | 2024-09-06 | 株式会社小糸製作所 | 検査装置、及び検査方法 |
| US12430763B2 (en) | 2021-02-15 | 2025-09-30 | Terumo Kabushiki Kaisha | Coating layer inspection device and method for inspecting coating layer |
| CN119273680A (zh) * | 2024-12-06 | 2025-01-07 | 浙江宏奔电气有限公司 | 应用于保险片防护盒的装配质检方法、装置及系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5390755B2 (ja) | 2014-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5351673B2 (ja) | 外観検査装置、外観検査方法 | |
| CN105334219B (zh) | 一种残差分析动态阈值分割的瓶口缺陷检测方法 | |
| CN105139386B (zh) | 一种快速自动检测电气接插件焊点不合格品的图像处理方法 | |
| WO2017141611A1 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| CN104792794A (zh) | 基于机器视觉的光学薄膜表面缺陷检测方法 | |
| JP5390755B2 (ja) | 画像処理による外観検査方法およびその装置 | |
| CN104700112B (zh) | 一种基于形态特征的粪便中寄生虫虫卵检测方法 | |
| CN114018946B (zh) | 一种基于OpenCV的高反光瓶盖缺陷检测方法 | |
| JP2004354100A (ja) | 容器内液体中の異物検出方法及びその装置 | |
| US20120207379A1 (en) | Image Inspection Apparatus, Image Inspection Method, And Computer Program | |
| CN110288561A (zh) | 基于频率域滤波增强的耐火砖表面划痕识别方法 | |
| CN114705696A (zh) | 一种基于数字图像处理和自动光学检测的缺陷检测方法 | |
| JP2019200775A (ja) | 表面欠陥検査装置及び表面欠陥検査方法 | |
| CN102834704A (zh) | 隐形眼镜中的缺陷的检验 | |
| JP2017166957A (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| Duong et al. | Vision inspection system for pharmaceuticals | |
| JP2001034762A (ja) | 画像処理検査方法および画像処理検査装置 | |
| JP4336755B2 (ja) | カラー画像を用いた看板の認識方法 | |
| JP6688629B2 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| CN105092589A (zh) | 一种胶囊头缺陷检测方法 | |
| KR101675532B1 (ko) | 후판 표면 결함 탐상 장치 및 방법 | |
| JP2017166956A (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| CN109934817B (zh) | 一种果体外部轮廓畸形检测方法 | |
| JP2005241304A (ja) | 外観検査方法 | |
| JPH03175343A (ja) | 外観検査による欠陥抽出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100217 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101021 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5390755 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |