JP2008229842A - テーパー冷却孔を形成するシステム及び方法 - Google Patents
テーパー冷却孔を形成するシステム及び方法 Download PDFInfo
- Publication number
- JP2008229842A JP2008229842A JP2008073409A JP2008073409A JP2008229842A JP 2008229842 A JP2008229842 A JP 2008229842A JP 2008073409 A JP2008073409 A JP 2008073409A JP 2008073409 A JP2008073409 A JP 2008073409A JP 2008229842 A JP2008229842 A JP 2008229842A
- Authority
- JP
- Japan
- Prior art keywords
- section
- electrode
- cross
- hole
- ecm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000001816 cooling Methods 0.000 title abstract description 72
- 238000000034 method Methods 0.000 title description 20
- 238000003754 machining Methods 0.000 claims abstract description 26
- 239000012212 insulator Substances 0.000 claims abstract description 20
- 238000012545 processing Methods 0.000 claims description 9
- 238000005553 drilling Methods 0.000 claims description 3
- 238000009413 insulation Methods 0.000 claims 2
- 239000002184 metal Substances 0.000 description 7
- 239000003792 electrolyte Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000008151 electrolyte solution Substances 0.000 description 4
- 238000012546 transfer Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000003487 electrochemical reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000012266 salt solution Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000012738 dissolution medium Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/04—Electrodes specially adapted therefor or their manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/04—Electrodes specially adapted therefor or their manufacture
- B23H3/06—Electrode material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/10—Working turbine blades or nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/14—Making holes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
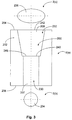
【解決手段】電解加工(ECM)用電極は、その外周を絶縁体106で包囲してなる第一セクション102と、その外周に絶縁体106が部分的にしか延在していない第二セクション104とを含む。電極は、第一の断面を有する第一部分と、第二の断面を有する第二部分とを含む孔を被加工物にシングルパスで形成するように構成されている。
【選択図】図1
Description
102 第一セクション
103 第一の端部
104 第二セクション
105 第二の端部
106 絶縁体
108 第一の側面
110 第二の側面
112 非絶縁部
116 電極チップ
200 冷却孔
202 翼形部
204 外表面
206 内表面
207 冷却孔入口
208 冷却孔出口
Claims (10)
- 電解加工(ECM)用電極(100)であって、当該電極が、
その外周を絶縁体(106)で包囲してなる第一セクション(102)と、
その外周に絶縁体が部分的にしか延在していない第二セクション(104)
とを含み、第一の断面(234)を有する第一部分(230)と第二の断面(236)を有する第二部分(232)とを含む孔(200)を被加工物にシングルパスで形成するように構成されている、電解加工(ECM)用電極(100)。 - 当該電極の第一セクション(102)が実質的に円形の断面(234)の孔の第一部分(230)を形成するように構成されている、請求項1記載の電解加工(ECM)用電極(100)。
- 当該電極の第二セクション(104)が、非円形の断面(234)の孔の第二部分(232)を形成するように構成されている、請求項1記載の電解加工(ECM)用電極(100)。
- 被加工物の第一の側面に孔(200)の入口(207)を、被加工物の第一の側面と反対側の第二の側面に孔(200)の出口(208)を形成するように構成されている、請求項1記載の電解加工(ECM)用電極(100)。
- 電極の第二セクション(104)が、第一の断面を有する第一の端部と第一の断面よりも広い第二の断面を有する第二の端部とを含む孔の第二部分(232)を形成するように構成されている、請求項1記載の電解加工(ECM)用電極(100)。
- 電極の第二セクション(104)が、その第一の側面及び第一の側面と反対側の第二の側面に絶縁体(106)を備える、請求項1記載の電解加工(ECM)用電極(100)。
- 孔の第一部分(230)から被加工物の外表面に画成される出口まで孔の第二部分(232)が徐々に拡がる孔(200)を形成するように構成されている、請求項1記載の電解加工(ECM)用電極(100)。
- タービンエンジン部品に孔(200)を穿孔加工するためのシステムであって、当該システムが電解加工(ECM)用電極(100)を備えており、上記電極が、
その外周を絶縁体(106)で包囲してなる第一セクション(102)と、
その外周に絶縁体が部分的にしか延在していない第二セクション(104)
とを含み、上記電極が、第一の断面(234)を有する第一部分(230)と第二の断面(236)を有する第二部分(232)とを含む孔(200)を被加工物にシングルパスで形成するように構成されている、システム。 - 前記電極の第一セクション(102)が実質的に円形の断面(234)の孔の第一部分(230)を形成するように構成されている、請求項8記載のシステム。
- 前記電極の第二セクション(104)が、非円形の断面(234)の孔の第二部分(232)を形成するように構成されている、請求項8記載のシステム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/726,410 US7938951B2 (en) | 2007-03-22 | 2007-03-22 | Methods and systems for forming tapered cooling holes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008229842A true JP2008229842A (ja) | 2008-10-02 |
| JP2008229842A5 JP2008229842A5 (ja) | 2013-02-07 |
Family
ID=39773611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008073409A Ceased JP2008229842A (ja) | 2007-03-22 | 2008-03-21 | テーパー冷却孔を形成するシステム及び方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7938951B2 (ja) |
| JP (1) | JP2008229842A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013255989A (ja) * | 2012-06-08 | 2013-12-26 | General Electric Co <Ge> | 非円形孔を形成するための電極及び電解加工プロセス |
| WO2014185107A1 (ja) * | 2013-05-16 | 2014-11-20 | 三菱重工業株式会社 | 電解加工工具、電解加工システム、及び孔空き部材の製造方法 |
| US10113435B2 (en) | 2011-07-15 | 2018-10-30 | United Technologies Corporation | Coated gas turbine components |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8900424B2 (en) | 2008-05-12 | 2014-12-02 | General Electric Company | Electrode and electrochemical machining process for forming non-circular holes |
| US8778147B2 (en) * | 2008-05-12 | 2014-07-15 | General Electric Company | Method and tool for forming non-circular holes using a selectively coated electrode |
| US9630268B2 (en) | 2011-01-13 | 2017-04-25 | Perfect Point Edm Corp. | Customized and varying cross-section electrodes |
| CN103008805B (zh) * | 2012-12-14 | 2015-06-24 | 南京航空航天大学 | 冷电极不对称散热电火花加工方法 |
| EP3044515A1 (de) * | 2013-09-09 | 2016-07-20 | Siemens Aktiengesellschaft | Brennkammer für eine gasturbine sowie werkzeug und verfahren zur herstellung von kühlkanälen in einer gasturbinenkomponente |
| US10101030B2 (en) | 2014-09-02 | 2018-10-16 | Honeywell International Inc. | Gas turbine engines with plug resistant effusion cooling holes |
| US9943920B2 (en) | 2015-03-27 | 2018-04-17 | General Electric Company | Method for electro-chemical machining turbine wheel in-situ |
| US9827628B2 (en) | 2015-03-27 | 2017-11-28 | General Electric Company | Fixture for electro-chemical machining electrode |
| US9623492B2 (en) | 2015-03-27 | 2017-04-18 | General Electric Company | Milling tool for portion of slot in rotor |
| CN106312214B (zh) * | 2015-06-26 | 2019-01-22 | 通用电气公司 | 电加工装置及电加工方法 |
| CN105312692B (zh) * | 2015-11-24 | 2017-04-12 | 山东大学(威海) | 一种高回转精度微柱状电极在线电化学制备装置及方法 |
| US10005139B2 (en) | 2015-12-21 | 2018-06-26 | General Electric Company | Portable milling tool with method for turbomachine milling |
| CN109909566B (zh) * | 2019-03-18 | 2020-04-24 | 南京航空航天大学 | 低温环境套料电解加工阴极系统及方法 |
| CN114951858B (zh) * | 2022-05-17 | 2024-05-10 | 哈尔滨工业大学 | 一种光纤激光与管电极电解复合用光电液耦合装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04115829A (ja) * | 1990-09-03 | 1992-04-16 | Toshiba Corp | 電解バリ取り装置、電解バリ取り方法及び電極 |
| JPH05248204A (ja) * | 1991-12-30 | 1993-09-24 | General Electric Co <Ge> | タービン用の動翼 |
| JP2002307249A (ja) * | 2001-04-10 | 2002-10-23 | Mitsubishi Heavy Ind Ltd | 穴加工方法及び穴加工用電極 |
| JP2005288659A (ja) * | 2004-04-05 | 2005-10-20 | Denso Corp | 電解加工方法及び電解加工装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3803018A (en) | 1970-01-23 | 1974-04-09 | Trw Inc | Electrolytic hole forming cathode electrode |
| IT1192336B (it) | 1978-10-30 | 1988-03-31 | Fiat Spa | Utensile ad elettrodo per lavorazioni ad asportazione elettrochimica |
| US4690737A (en) * | 1986-06-10 | 1987-09-01 | Cation Corporation | Electrochemical rifling of gun barrels |
| US5306401A (en) * | 1993-03-15 | 1994-04-26 | Fierkens Richard H J | Method for drilling cooling holes in turbine blades |
| US5416289A (en) * | 1994-02-14 | 1995-05-16 | Tanaka; Dwight | Method of and apparatus for increasing the productivity of an electroerosion drill |
| US5820744A (en) * | 1996-09-30 | 1998-10-13 | Doncasters, Turbo Products Division | Electrochemical machining method and apparatus |
| US6303193B1 (en) * | 1998-11-05 | 2001-10-16 | General Electric Company | Process for fabricating a tool used in electrochemical machining |
| EP1013884B1 (de) * | 1998-12-24 | 2005-07-27 | ALSTOM Technology Ltd | Turbinenschaufel mit aktiv gekühltem Deckbandelememt |
| US6582584B2 (en) * | 1999-08-16 | 2003-06-24 | General Electric Company | Method for enhancing heat transfer inside a turbulated cooling passage |
| US6267868B1 (en) * | 1999-08-16 | 2001-07-31 | General Electric Company | Method and tool for electrochemical machining |
| US6539627B2 (en) * | 2000-01-19 | 2003-04-01 | General Electric Company | Method of making turbulated cooling holes |
| US6413407B1 (en) * | 2000-11-27 | 2002-07-02 | Lehr Precision, Inc. | Fluted electrochemical machining |
| US6554571B1 (en) * | 2001-11-29 | 2003-04-29 | General Electric Company | Curved turbulator configuration for airfoils and method and electrode for machining the configuration |
| US6743350B2 (en) * | 2002-03-18 | 2004-06-01 | General Electric Company | Apparatus and method for rejuvenating cooling passages within a turbine airfoil |
| US6994514B2 (en) * | 2002-11-20 | 2006-02-07 | Mitsubishi Heavy Industries, Ltd. | Turbine blade and gas turbine |
| US6910864B2 (en) * | 2003-09-03 | 2005-06-28 | General Electric Company | Turbine bucket airfoil cooling hole location, style and configuration |
| US6997679B2 (en) * | 2003-12-12 | 2006-02-14 | General Electric Company | Airfoil cooling holes |
| US6997675B2 (en) * | 2004-02-09 | 2006-02-14 | United Technologies Corporation | Turbulated hole configurations for turbine blades |
-
2007
- 2007-03-22 US US11/726,410 patent/US7938951B2/en not_active Expired - Fee Related
-
2008
- 2008-03-21 JP JP2008073409A patent/JP2008229842A/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04115829A (ja) * | 1990-09-03 | 1992-04-16 | Toshiba Corp | 電解バリ取り装置、電解バリ取り方法及び電極 |
| JPH05248204A (ja) * | 1991-12-30 | 1993-09-24 | General Electric Co <Ge> | タービン用の動翼 |
| JP2002307249A (ja) * | 2001-04-10 | 2002-10-23 | Mitsubishi Heavy Ind Ltd | 穴加工方法及び穴加工用電極 |
| JP2005288659A (ja) * | 2004-04-05 | 2005-10-20 | Denso Corp | 電解加工方法及び電解加工装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10113435B2 (en) | 2011-07-15 | 2018-10-30 | United Technologies Corporation | Coated gas turbine components |
| JP2013255989A (ja) * | 2012-06-08 | 2013-12-26 | General Electric Co <Ge> | 非円形孔を形成するための電極及び電解加工プロセス |
| WO2014185107A1 (ja) * | 2013-05-16 | 2014-11-20 | 三菱重工業株式会社 | 電解加工工具、電解加工システム、及び孔空き部材の製造方法 |
| JP2014223706A (ja) * | 2013-05-16 | 2014-12-04 | 三菱重工業株式会社 | 電解加工工具、電解加工システム、及び孔空き部材の製造方法 |
| US9889515B2 (en) | 2013-05-16 | 2018-02-13 | Mitsubishi Heavy Industries, Ltd. | Electrochemical machining tool, electrochemical machining system, and method for manufacturing perforated member |
Also Published As
| Publication number | Publication date |
|---|---|
| US7938951B2 (en) | 2011-05-10 |
| US20080230378A1 (en) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008229842A (ja) | テーパー冷却孔を形成するシステム及び方法 | |
| US7964087B2 (en) | Methods and systems for forming cooling holes having circular inlets and non-circular outlets | |
| JP2008229841A (ja) | タービュレータ付き冷却孔を形成するための方法及びシステム | |
| US6627054B2 (en) | Electrode for electrochemical machining | |
| US6387242B1 (en) | Method and tool for electrochemical machining | |
| US6290461B1 (en) | Method and tool for electrochemical machining | |
| JP6139860B2 (ja) | 電解加工工具及び電解加工システム | |
| US5306401A (en) | Method for drilling cooling holes in turbine blades | |
| US6234752B1 (en) | Method and tool for electrochemical machining | |
| US7883320B2 (en) | Article having diffuser holes and method of making same | |
| EP1283327A2 (en) | Method for enhancing heat transfer inside a turbulated cooling passage | |
| US6267868B1 (en) | Method and tool for electrochemical machining | |
| JP2006002758A (ja) | タービンエンジン部品およびその製造方法 | |
| JP2009162224A (ja) | 冷却孔を形成する方法及びハイブリッド形成冷却孔を有するタービン翼形部 | |
| CN103480930B (zh) | 用于形成非圆形孔的电极和电化学加工工艺 | |
| JPH09506830A (ja) | ガスタービンエンジン部品等の物体に形状付けしたホールを形成するための装置 | |
| JP2006341363A (ja) | 放電加工電極 | |
| JP2015068340A (ja) | 低角度の孔を有するエアフォイルおよびその穿孔方法 | |
| US8900424B2 (en) | Electrode and electrochemical machining process for forming non-circular holes | |
| EP3390781B1 (en) | Cooling features for a gas turbine engine transition duct and corresponding method for forming | |
| SE1950144A1 (sv) | Lasermunstycke, insats för ett lasermunstycke, laserskäranordning samt förfaranden för laserskärning | |
| JP2016187850A (ja) | 電解加工工具 | |
| JP2019018281A5 (ja) | ||
| JP2019018281A (ja) | 電解加工方法、孔あき部材の製造方法、加工用電極、及び、電解加工システム | |
| JP2014076521A (ja) | 電解加工工具及び電解加工システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130501 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130508 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130605 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130610 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130704 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130805 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130827 |
|
| A045 | Written measure of dismissal of application [lapsed due to lack of payment] |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20140108 |