JP2008166350A - プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 - Google Patents
プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 Download PDFInfo
- Publication number
- JP2008166350A JP2008166350A JP2006351465A JP2006351465A JP2008166350A JP 2008166350 A JP2008166350 A JP 2008166350A JP 2006351465 A JP2006351465 A JP 2006351465A JP 2006351465 A JP2006351465 A JP 2006351465A JP 2008166350 A JP2008166350 A JP 2008166350A
- Authority
- JP
- Japan
- Prior art keywords
- linear member
- wiring board
- printed wiring
- wiring patterns
- clamper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 48
- 238000000034 method Methods 0.000 title claims description 26
- 239000000463 material Substances 0.000 claims description 19
- 239000000758 substrate Substances 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 238000013021 overheating Methods 0.000 claims 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract description 45
- 229910052802 copper Inorganic materials 0.000 abstract description 43
- 239000010949 copper Substances 0.000 abstract description 43
- 238000007747 plating Methods 0.000 abstract description 33
- 239000002184 metal Substances 0.000 abstract description 20
- 229910052751 metal Inorganic materials 0.000 abstract description 20
- 238000005868 electrolysis reaction Methods 0.000 abstract description 3
- 239000007788 liquid Substances 0.000 abstract description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 11
- 238000005520 cutting process Methods 0.000 description 10
- 238000012545 processing Methods 0.000 description 9
- 238000004140 cleaning Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- 239000004020 conductor Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000011960 computer-aided design Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images



Landscapes
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
Abstract
【課題】プリント配線板の製造工程を簡略化でき、プリント配線板の加工費を抑え、断線することなく配線パターンを接続する。
【解決手段】プリント配線板の製造装置では、テーブル40に載置された銅面板20がヒータ41から加熱されることで軟化する。軟化した銅面板20にクランパ60の下降動作によってワイヤ70−1が打ち込まれる。打ち込まれたワイヤ70−1は、カッター42によって、線状部材72−1が切り離される。線状部材72−1を打ち込んだ銅面板20をめっき槽に浸し、電気分解を行い、配線パターン22,23と線状部材72−1に金属めっき24,25を施すことで、配線パターン22,23と線状部材72−1とを電気的に接続する。
【選択図】図1
【解決手段】プリント配線板の製造装置では、テーブル40に載置された銅面板20がヒータ41から加熱されることで軟化する。軟化した銅面板20にクランパ60の下降動作によってワイヤ70−1が打ち込まれる。打ち込まれたワイヤ70−1は、カッター42によって、線状部材72−1が切り離される。線状部材72−1を打ち込んだ銅面板20をめっき槽に浸し、電気分解を行い、配線パターン22,23と線状部材72−1に金属めっき24,25を施すことで、配線パターン22,23と線状部材72−1とを電気的に接続する。
【選択図】図1
Description
本発明は、例えば、情報処理端末等の電子機器を搭載するために使用されるプリント配線板と、このプリント配線板の製造方法及び製造装置に関するものである。
従来、プリント配線板と、このプリント配線板の製造方法及び製造装置の例としては、例えば、次のような文献等に記載されるものがあった。
特許文献1には、サブトラクティブ法において、一次銅めっき処理とめっきレジスト処理との間に中間銅めっき処理工程を追加することで、スルーホール内壁のめっきを厚くするプリント配線板の製造方法が記載されている。
特許文献2には、導電性微粒子をバイアホールに噴出し、導体層に融着することで、プリント配線板の表面の導体層と内部の導体層とを接続するプリント配線板の製造方法及び製造装置が記載されている。
また、非特許文献1では、サブトラクティブ法とアディディブ法を用いるプリント配線板の製造方法が記載されている。
図2は、特許文献1等に記載された従来のプリント配線板における製造方法の概略を示す製造工程図である。
従来のプリント配線板は、厚さL10の銅面板10を有している。銅面板10は、絶縁性の基材11を有し、この基材11の表面に配線パターン12が形成され、基材11の裏面に配線パターン13が形成されている。両面の配線パターン12,13の間には、スルーホール14が形成されている。スルーホール14には、金属めっき15が施され、金属めっき15を介して、基材11の両面の配線パターン12,13が電気的に接続されている。
このような構成のプリント配線板は、例えば、以下のような工程により製造される。
先ず、図2(a)の工程において、基材11の表面に配線パターン12が形成され、裏面に配線パターン13が形成された銅面板10を用意する。
先ず、図2(a)の工程において、基材11の表面に配線パターン12が形成され、裏面に配線パターン13が形成された銅面板10を用意する。
図2(b)の工程において、銅面板10に穴あけ加工を行い、スルーホール14を形成する。
次に、図2(c)の工程において、スルーホール14が形成された銅面板10を、金属めっき15が溶解した液体を入れためっき槽に浸す。銅面板10の配線パターン12,13を陰極として電気分解を行い、レジストによって選択された配線パターン12,13に金属めっき15を析出させる。基材11の両面の配線パターン12,13は、析出された金属めっき15を介して、電気的に接続される。その後、両面の配線パターン12,13が接続された銅面板10を、レジスト剥離液を入れた洗浄槽に浸し、レジストを剥離すれば、プリント配線板の製造が終了する。
しかしながら、従来の図2のプリント配線板及びプリント配線板の製造方法では、以下の(1)〜(5)のような課題がある。
(1) スルーホール14をドリル等で穴あけ加工するため、スルーホール14の個数が増えれば、図2(b)の工程の処理が増える。したがって、プリント配線板の製造工程において、最も時間や手間のかかる工程である。
(2) 図2(b)の工程は、最も加工費が掛かる工程のため、スルーホール14の個数が増えるほど加工費も増加する。
(3) スルーホール14の直径が狭い、または銅面板10が厚くなると、スルーホール14に金属めっき15が施しにくくなり、めっき形成不良の原因となる。そのため、スルーホール14の断線による品質低下を招く虞がある。
(4) 図2(b)の工程を行った際に切削屑がスルーホール内に残留することが多いので、切削屑を除去する洗浄工程が、図2(b)の工程と図2(c)の工程の間に必要である。
(5) 洗浄工程を行っても、切削屑が除去しきれない場合は、図2(c)の工程でスルーホール14のめっき形成不良の原因となり、スルーホール14の断線による品質低下を招く虞がある。
本発明のプリント配線板は、第1及び第2の配線パターンが所定の距離を隔てて形成された絶縁性の基材と、前記所定の距離に対応した長さで、前記第1及び第2の配線パターンに対し位置決めされて前記第1及び第2の配線パターンの間に打ち込まれた導電性の線状部材と、前記第1の配線パターンと前記線状部材の一端とを電気的に接続すると共に、前記第2の配線パターンと前記線状部材の他端とを電気的に接続した接続部材とを有している。
本発明のプリント配線板の製造方法では、前記第1及び第2の配線パターンが前記所定の距離を隔てて形成された絶縁性の前記基材における前記第1及び第2の配線パターンに対して位置決めし、前記所定の距離に対応した長さを有する導電性の前記線状部材を前記基材に打ち込み、前記接続部材により、前記線状部材の一端と前記第1の配線パターンとを電気的に接続すると共に、前記線状部材の他端と前記第2の配線パターンとを電気的に接続する。
本発明のプリント配線板の製造装置では、前記第1及び第2の配線パターンが前記所定の距離を隔てて形成された絶縁性の前記基材を固定するテーブルと、前記テーブルに取り付けられ、前記テーブルに固定される前記基材を過熱して軟化させるヒータと、導電性の前記線状部材を着脱自在に保持するクランパと、前記クランパを前記テーブルに対して水平方向及び垂直方向へ移動させ、且つ、前記クランパで保持する前記線状部材を中心軸として前記クランパを回転する機能を有する駆動部とを備えている。
本発明のプリント配線板によれば、第1及び第2の配線パターンと線状部材とを接続部材を介して接続することで、断線することなく電気的に接続できるので、品質が向上する。
プリント配線板の製造方法によれば、プリント配線板の製造工程を簡略化でき、プリント配線板の加工費を抑えることができる。
プリント配線板の製造装置によれば、前記基材への前記線状部材の打ち込みを精度よく自動的に行える。
プリント配線板は、第1及び第2の配線パターンが両面に形成された絶縁性の基材と、所定の長さで、決められた位置に打ち込まれた導電性の線状部材と、前記第1及び第2の配線パターンと前記線状部材とを電気的に接続した接続部材とを有している。
(実施例1のプリント配線板の構成)
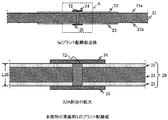
図1(a)、(b)は、本発明の実施例1におけるプリント配線板の概略を示す断面図であり、同図(a)は、プリント配線板全体を示す図、及び、同図(b)は、同図(a)中のA部分の拡大図である。
図1(a)、(b)は、本発明の実施例1におけるプリント配線板の概略を示す断面図であり、同図(a)は、プリント配線板全体を示す図、及び、同図(b)は、同図(a)中のA部分の拡大図である。
このプリント配線板は、厚さL20の銅面板20を有している。銅面板20は、ガラス布等で構成された絶縁性の基材21を有している。この基材21の表面21aに銅箔等で構成された第1の配線パターン22が形成され、基材21の裏面21bに銅箔等で構成された第2の配線パターン23が形成されている。
銅面板20には、コンピュータ援用設計(以下「CAD」という。)データの配線パターンから算出した位置に、銅等で構成された導電性の金属細線(ワイヤ)70から切断され、厚さL20に対応した長さの線状部材72が打ち込まれている。線状部材72の一端と配線パターン22は、電解めっき法等で施された銅めっき等の導電性被膜(例えば、金属めっき)24を介して電気的に接続されている。線状部材72の他端と配線パターン23は、金属めっき25を介して電気的に接続されている。
このプリント配線板は、例えば、チップ抵抗器や半導体集積回路等のように表面実装に適した電子部品の実装に使われ、回路の小型化が求められる電子機器等に用いられる。
(実施例1のプリント配線板の製造装置)
図3(a)〜(c)は、図1におけるプリント配線板の製造装置の概略を示す構成図であり、同図(a)は、装置全体を示す構成図、及び、同図(b)、(c)は、ワイヤ70(=70−1または70−2)の拡大図である。
図3(a)〜(c)は、図1におけるプリント配線板の製造装置の概略を示す構成図であり、同図(a)は、装置全体を示す構成図、及び、同図(b)、(c)は、ワイヤ70(=70−1または70−2)の拡大図である。
図3(a)において、プリント配線板の製造装置は、銅面板20及びワイヤ70(=70−1または70−2)が設置され、更に、図示されていない中央処理装置(以下「CPU」という。)等で構成された制御部30を有している。この制御部30は、入力されたプログラムに基づき、制御信号S30を出力してテーブル40、カッター42及び駆動部50を制御するものである。
テーブル40は、制御信号S30に基づいて、銅面板20を100℃以上の高温に加熱して軟化させるヒータ41と、テーブル40表面に載置された銅面板20を固定し、銅面板20が加熱されたときに銅面板20の反り返りを防ぐ図示されていない固定部とを有している。テーブル40の近傍には、制御信号S30に基づき、テーブル40に対して水平方向へ移動するカッター42が設置されている。このカッター42は、銅面板20の表面20aまたは裏面20bから突出したワイヤ70の突出部を切断するものである。
駆動部50は、内部構造の図示は省略するが、クランパ60をテーブル40に対して水平面のx軸方向及びこれに直交するy軸方向へ移動させるサーボーモータと、クランパ60をx,y軸方向に直交するz軸方向へ上昇または下降させるシリンダと、クランパ60を回転させるモータと、クランパ60を開閉する図示されていないばね等とにより構成されている。
クランパ60は、支持軸61を有し、この支持軸61の一端が駆動部50内のモータによって回転するように取り付けられている。支持軸61の他端には、開閉軸62が取り付けられ、この開閉軸62に、対向した一対のアーム部63,64の一端が取り付けられている。一対のアーム部63,64は、開閉自在でワイヤ70を挟み、他端には、対向した一対のストッパ部65,66が設けられている。ストッパ部65,66は、挟んだワイヤ70を保持するためのものである。
ワイヤ70には、図3(b)、(c)に示すように2種類あって、いずれか一方が使用される。
図3(b)において、ワイヤ70−1は、所定の長さで切断用の切り欠き71を有している。切り欠き71によって、ワイヤ70−1から線状部材72−1が構成される。線状部材72−1は、銅面板20の厚さL20に対応した長さL72で、外周面の長手方向に沿って複数の直線状のスリット73−1が形成されている。
図3(c)において、ワイヤ70−2は、ワイヤ70−1と同様に、所定の長さで切断用の切り欠き71を有している。切り欠き71によって、ワイヤ70−2から線状部材72−2が構成される。線状部材72−2は、銅面板20の厚さL20に対応した長さL72で、外周面にスパイラル状の溝73−2が形成されている。
(実施例1のプリント配線板の製造方法)
図4は、図1におけるプリント配線板の製造方法の概略を示す製造工程図である。
図4は、図1におけるプリント配線板の製造方法の概略を示す製造工程図である。
図1におけるプリント配線板は、以下の(a)〜(d)の工程に従って製造される。
先ず、図4(a)の工程において、基材21の表面21aに配線パターン22が形成され、裏面21bに配線パターン23が形成された銅面板20と、所定の長さのワイヤ70−1と、金属めっき24,25が溶解した液体を入れた図示されていないめっき槽と、レジスト剥離液を入れた図示されていない洗浄槽とを用意する。用意した銅面板20をテーブル40に載置し、テーブル40の固定部に固定する。ワイヤ70−1を選択して、一対のアーム部63,64に挟み、一対のストッパ部65,66によって保持する。次にプリント配線板の製造装置に電源を投入し、ヒータ41を加熱し、銅面板20を軟化する。
先ず、図4(a)の工程において、基材21の表面21aに配線パターン22が形成され、裏面21bに配線パターン23が形成された銅面板20と、所定の長さのワイヤ70−1と、金属めっき24,25が溶解した液体を入れた図示されていないめっき槽と、レジスト剥離液を入れた図示されていない洗浄槽とを用意する。用意した銅面板20をテーブル40に載置し、テーブル40の固定部に固定する。ワイヤ70−1を選択して、一対のアーム部63,64に挟み、一対のストッパ部65,66によって保持する。次にプリント配線板の製造装置に電源を投入し、ヒータ41を加熱し、銅面板20を軟化する。
図4(b)の工程において、制御信号S30により駆動部50が制御され、制御された駆動部50によりクランパ60が銅面板20からz方向に所定の高さ持ち上がる。持ち上がったクランパ60は、CADデータに基づき、銅面板20に対して水平面のx軸方向及びこれに直交するy軸方向へ移動し、基準点P1からx軸方向にXmm、y軸方向にYmm離れた打ち込み点P2の上に位置決めされる。
駆動部50の動作により、クランパ60がz方向に所定の圧力で降下する。この降下によって、ワイヤ70−1が打ち込み点P2に打ち込まれ、銅面板20を貫通する。制御信号S30によりカッター42が打ち込み点P2に前進して行き、切り欠き71に基づいて、ワイヤ70−1を切断し、線状部材72−1を切り離す。切断後、カッター42は、制御信号S30により原位置に復帰する。クランパ60は、駆動部50によって原位置に復帰する。固定部は、銅面板20の固定を解除する。
図4(c)の工程において、テーブル40から線状部材72−1が打ち込まれた銅面板20を取り外し、レジスト26を塗布する。レジスト26を塗布した銅面板20を図4(a)の工程で用意しためっき槽に浸漬し、銅面板20の配線パターン22,23及び線状部材72−1を陰極として電気分解を行う。めっき槽内で電気分解を行うことにより、レジスト26によって選択された配線パターン22,23及び線状部材72−1に金属めっき24,25が析出し、析出した金属めっき24を介して、線状部材72−1の一端と配線パターン22が電気的に接続される。同様に、析出した金属めっき25を介して、線状部材72−1の他端と配線パターン23が電気的に接続される。
その後、図4(d)の工程において、銅面板20を図4(a)の工程で用意したレジスト除去槽に浸漬し、レジスト26を剥離すれば、プリント配線板の製造が終了する。
(実施例1の他のプリント配線板の製造方法)
実施例1の他のプリント配線板の製造方法では、図4(b)の工程において図3(c)のワイヤ70−2を用いた方法を説明する。
実施例1の他のプリント配線板の製造方法では、図4(b)の工程において図3(c)のワイヤ70−2を用いた方法を説明する。
ワイヤ70−2を選択して、一対のアーム部63,64に挟み、一対のストッパ部65,66によって保持する。ワイヤ70−1を用いた場合と同様に電源投入し、位置決めを行う。クランパ60がz方向に所定の圧力で降下するさいに、駆動部50によって、支持軸61が回転される。支持軸61の回転によって、ワイヤ70−2が回転しながら打ち込み点P2に打ち込まれ、銅面板20を貫通する。貫通後の処理は、ワイヤ70−1を用いた場合と同様である。
(実施例1の効果)
本実施例1によれば、次の(1)〜(3)のような効果がある。
本実施例1によれば、次の(1)〜(3)のような効果がある。
(1) 本実施例1のプリント配線板によれば、スルーホールに代えて、ワイヤ72を用いている。そのため配線パターン22,23が金属めっき24,25によって確実に接続されるので、断線することなく接続できるので、品質が向上する。
(2) 本実施例1のプリント配線板の製造方法によれば、銅面板20を加熱して軟化するので、厚さL20が厚くなっても少ない圧力でワイヤ72を打ち込むことができる。また、ワイヤ72を打ち込むようにしたので、切削屑がなくなり、洗浄工程が不要となる。更に、プリント配線板の製造工程の簡略化を図ることができる。スルーホールを形成する穴あけ加工、穴あけ加工時に出る切削屑の洗浄、スルーホールのみに金属めっきを施すめっき処理を省略できるので、プリント配線板の製造時間が短縮でき、プリント配線板の加工費を抑えることができる。
(3) 本実施例1のプリント配線板の製造装置によれば、銅面板20へのワイヤ70の打ち込みを精度よく自動的に行える。
(実施例2のプリント配線板の構成)
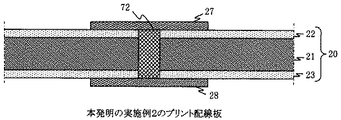
図5は、本発明の実施例2におけるプリント配線板の概略を示す断面図であり、実施例1を示す図1中の要素と共通の要素には、共通の符号が付されている。
図5は、本発明の実施例2におけるプリント配線板の概略を示す断面図であり、実施例1を示す図1中の要素と共通の要素には、共通の符号が付されている。
この実施例2のプリント配線板は、実施例1のプリント配線板との相違点として、配線パターン22,23及び線状部材72の接続に金属めっき24,25に代えて、銀やはんだ等の導電(例えば、熱硬化型)ペースト27,28を使用している。
(実施例2のプリント配線板の製造方法)
実施例2のプリント配線板の製造方法では、実施例1のプリント配線板の製造方法と比べて、金属めっき24,25に代えて熱硬化型ペースト27,28を用いたので、図4の(c)の工程が異なる。
実施例2のプリント配線板の製造方法では、実施例1のプリント配線板の製造方法と比べて、金属めっき24,25に代えて熱硬化型ペースト27,28を用いたので、図4の(c)の工程が異なる。
即ち、銅面板20に線状部材72を打ち込んだ後に、スクリーン印刷等によって選択された配線パターン22とワイヤ24の一端とに熱硬化型ペースト27を塗布し、同様に配線パターン23とワイヤ24の他端とに熱硬化型ペースト28を塗布する。熱硬化型ペースト27,28を塗布した銅面板20をリフロー炉に通し、熱硬化型ペースト27,28を150〜180℃に加熱して硬化する。
硬化した熱硬化型ペースト27を介して、線状部材72の一端と配線パターン22が電気的に接続される。同様に、硬化された熱硬化型ペースト28を介して、線状部材72の他端と配線パターン23が電気的に接続される。レジスト26を使用していないので、レジスト26の剥離を行わずにプリント配線板の製造が終了する。
(実施例2の効果)
本実施例2によれば、実施例1の金属めっき24,25に代えて、熱硬化型ペースト27,28を用いたことで、実施例1と同様の効果に加えて、以下のような効果がある。
本実施例2によれば、実施例1の金属めっき24,25に代えて、熱硬化型ペースト27,28を用いたことで、実施例1と同様の効果に加えて、以下のような効果がある。
レジスト26の剥離を行わなくてよいので、処理を省略できる。そのため、プリント配線板の製造時間が短縮でき、プリント配線板の加工費を抑えることができる。
(変形例)
本発明は、上記実施例1、2に限定されず、種々の利用形態や変形が可能である。この利用形態や変形例としては、例えば、次の(1)〜(6)のようなものがある。
本発明は、上記実施例1、2に限定されず、種々の利用形態や変形が可能である。この利用形態や変形例としては、例えば、次の(1)〜(6)のようなものがある。
(1) 実施例1、2では、プリント配線板に基材21の両面に配線パターン22,23が形成されたプリント配線板を用いたが、プリント配線板を複数積層した多層プリント配線板、フレキシブルプリント印刷板を用いてもよい。
(2) 実施例1では、予め配線パターン22,23が形成された基材21に線状部材72を打ち込んだが、配線パターン22,23の形成前の銅面板20に線状部材72を打ち込み、それから配線パターン22,23を形成してもよい。
(3) 実施例2では、銅面板20にワイヤ70を打ち込んだ後に、熱硬化型ペースト27,28を塗布し、配線パターン22,23と線状部材72の接続を行ったが、プリント配線基板へ部品実装を行うときに、配線パターン22,23と線状部材72の接続を行ってもよい。
(4) 実施例1、2では、テーブル40近傍のカッター42でワイヤ70から線状部材72を切り離したが、ストッパ部65,66に切断機能をもたせ、挟み込み加圧することでワイヤ70を切断してもよい。カッター42の切断処理、原位置への復帰動作がなくなるので、プリント配線板の製造時間が短縮できる。
(5) 実施例1、2では、駆動部50によって、クランパ60がテーブル40に対して水平面のx軸方向及びこれに直交するy軸方向に移動したが、テーブル40がクランパ60に対して相対的に移動してもよい。
(6) 実施例1、2では、線状部材72の外周面に直線状のスリット73−1またはスパイラル状の溝73−2が形成してあったが、形成しなくてもよい。スリット73−1または溝73−2を形成しないことで、線状部材72の加工費が安くなる。
11,21 基材
12,13,22,23 配線パターン
15,24,25 金属めっき
27,28 熱硬化型ペースト
40 テーブル
41 ヒータ
50 駆動部
60 クランパ
70 ワイヤ
72 線状部材
12,13,22,23 配線パターン
15,24,25 金属めっき
27,28 熱硬化型ペースト
40 テーブル
41 ヒータ
50 駆動部
60 クランパ
70 ワイヤ
72 線状部材
Claims (9)
- 第1及び第2の配線パターンが所定の距離を隔てて形成された絶縁性の基材と、
前記所定の距離に対応した長さで、前記第1及び第2の配線パターンに対し位置決めされて前記第1及び第2の配線パターンの間に打ち込まれた導電性の線状部材と、
前記第1の配線パターンと前記線状部材の一端とを電気的に接続すると共に、前記第2の配線パターンと前記線状部材の他端とを電気的に接続した接続部材と、
を有することを特徴とするプリント配線板。 - 前記基材は、板状をなし、この板状の表面及び裏面に前記第1及び第2の配線パターンがそれぞれ形成されていることを特徴とする請求項1記載のプリント配線板。
- 前記線状部材には、この外周面の長手方向に沿って複数の直線状のスリットが形成されていることを特徴とする請求項1または2記載のプリント配線板。
- 前記線状部材には、この外周面にスパイラル状の溝が形成されていることを特徴とする請求項1または2記載のプリント配線板。
- 前記接続部材は、導電性被膜であることを特徴とする請求項1〜4のいずれか1項に記載のプリント配線板。
- 前記接続部材は、導電ペーストであることを特徴とする請求項1〜4のいずれか1項に記載のプリント配線板。
- 前記第1及び第2の配線パターンが所定の距離を隔てて形成された絶縁性の基材における前記第1及び第2の配線パターンに対して位置決めし、
前記所定の距離に対応した長さを有する導電性の線状部材を前記基材に打ち込み、
接続部材により、前記線状部材の一端と前記第1の配線パターンとを電気的に接続すると共に、前記線状部材の他端と前記第2の配線パターンとを電気的に接続することを特徴とするプリント配線板の製造方法。 - 前記線状部材を前記基材に打ち込む際に、前記基材を過熱により軟化しておいて、この基材に対して前記線状部材を打ち込むことを特徴とする請求項7記載のプリント配線板の製造方法。
- 第1及び第2の配線パターンが所定の距離を隔てて形成された絶縁性の基材を固定するテーブルと、
前記テーブルに取り付けられ、前記テーブルに固定される前記基材を過熱して軟化させるヒータと、
導電性の線状部材を着脱自在に保持するクランパと、
前記クランパを前記テーブルに対して水平方向及び垂直方向へ移動させ、且つ、前記クランパで保持する前記線状部材を中心軸として前記クランパを回転する機能を有する駆動部と、
を備えたことを特徴とするプリント配線板の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351465A JP2008166350A (ja) | 2006-12-27 | 2006-12-27 | プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351465A JP2008166350A (ja) | 2006-12-27 | 2006-12-27 | プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008166350A true JP2008166350A (ja) | 2008-07-17 |
Family
ID=39695482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006351465A Withdrawn JP2008166350A (ja) | 2006-12-27 | 2006-12-27 | プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008166350A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2139014A2 (en) | 2008-06-25 | 2009-12-30 | Alps Electric Co., Ltd. | Push switch and method of manufacturing the same |
-
2006
- 2006-12-27 JP JP2006351465A patent/JP2008166350A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2139014A2 (en) | 2008-06-25 | 2009-12-30 | Alps Electric Co., Ltd. | Push switch and method of manufacturing the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7799603B2 (en) | Method for mounting electronic component on printed circuit board | |
| CN112203426A (zh) | 一种印制电路板的背钻方法、装置、设备及存储介质 | |
| CN113597113A (zh) | 一种高反射率白油线路板的制作方法 | |
| CN100551206C (zh) | 制造刚柔印刷电路板的方法 | |
| KR102873275B1 (ko) | 연성인쇄회로기판의 제조 방법 | |
| CN113473717A (zh) | 一种分区制作电路板阻焊图案的方法 | |
| KR20050001029A (ko) | 양면 연성인쇄회로기판의 제조 방법 | |
| KR100826344B1 (ko) | 기판 레이저 드릴링 스캐닝 방법 | |
| JP2008166350A (ja) | プリント配線板、プリント配線板の製造方法及びプリント配線板の製造装置 | |
| JP2008130748A (ja) | 抵抗素子を内蔵するプリント配線板の製造法 | |
| JP5317491B2 (ja) | プリント配線板の製造方法 | |
| JP2010212372A (ja) | プリント配線基板のカードエッジ端子製造方法 | |
| CN103974563A (zh) | 印刷电路板的pth镀金方法 | |
| KR20080061816A (ko) | 인쇄회로기판 및 그의 제조방법 | |
| CN105307405A (zh) | 利用聚亚酰胺蚀刻的线路板制作方法 | |
| KR20110110664A (ko) | 양면 인쇄회로기판의 제조방법 | |
| KR100814710B1 (ko) | 후동박 식각 인쇄회로기판 및 그 제조방법 | |
| KR20130044554A (ko) | 인쇄회로기판 및 그 제조방법 | |
| CN108617105B (zh) | 一种板内引线电金的pcb板生产工艺 | |
| JP2700259B2 (ja) | プリント配線板における凹所を有する半田層の形成方法 | |
| JP4705972B2 (ja) | プリント配線板及びその製造方法 | |
| CN115250574A (zh) | 一种电路板的制造方法、钻孔装置 | |
| CN105228349B (zh) | 一种改善无铜孔上金的方法 | |
| KR20150059358A (ko) | 인쇄회로기판 제조 방법 | |
| JPH06296076A (ja) | Smdモジュールの側面電極形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20100302 |