JP2008143455A - サンルーフ用開口における表皮の端末処理方法 - Google Patents
サンルーフ用開口における表皮の端末処理方法 Download PDFInfo
- Publication number
- JP2008143455A JP2008143455A JP2006335820A JP2006335820A JP2008143455A JP 2008143455 A JP2008143455 A JP 2008143455A JP 2006335820 A JP2006335820 A JP 2006335820A JP 2006335820 A JP2006335820 A JP 2006335820A JP 2008143455 A JP2008143455 A JP 2008143455A
- Authority
- JP
- Japan
- Prior art keywords
- skin
- winding
- sunroof opening
- corners
- hot air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images













Landscapes
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Abstract
【課題】成形天井におけるサンルーフ用開口の縁部に沿って表皮を巻き込み処理する端末処理方法であって、4隅部のR形状をなだらかに現出させ、かつ剥離不良を可及的に防止する。
【解決手段】成形天井10に開設されるサンルーフ用開口11の縁部に沿って基材20の裏面に表皮30の巻き込みシロ32を巻き込み処理する際、サンルーフ用開口11の4隅部11aにコーナー用熱風ノズル91を新たに追加して、巻き込みシロ32の熱量をアップさせて柔軟性を付与し、展開形状がきつくても円滑な巻き込み作業を可能にし、なだらかなR形状を現出させることができ、外観性能を高めることができるとともに、4隅部11aにおける巻き込みシロ32の溶着強度を強化して剥離不良を防止する。
【選択図】図9
【解決手段】成形天井10に開設されるサンルーフ用開口11の縁部に沿って基材20の裏面に表皮30の巻き込みシロ32を巻き込み処理する際、サンルーフ用開口11の4隅部11aにコーナー用熱風ノズル91を新たに追加して、巻き込みシロ32の熱量をアップさせて柔軟性を付与し、展開形状がきつくても円滑な巻き込み作業を可能にし、なだらかなR形状を現出させることができ、外観性能を高めることができるとともに、4隅部11aにおける巻き込みシロ32の溶着強度を強化して剥離不良を防止する。
【選択図】図9
Description
この発明は、成形天井に設けられるサンルーフ用開口における表皮の端末処理方法に係り、特に、サンルーフ用開口の4隅部において、なだらかなR形状に表皮を巻き込み処理することができ、サンルーフ用開口の外観見栄えに優れ、かつサンルーフ用開口の4隅部における表皮の剥離不良も確実に防止できるようにしたサンルーフ用開口における表皮の端末処理方法に関する。
図14,図15に示すように、車両のルーフパネルの室内面側に取り付けられる成形天井1は、所要形状に成形され、保形性並びにルーフパネルに対する取付剛性を備えた基材2の表面に外観性能、手触り感の優れた表皮3を貼付して構成されている。そして、最近では、乗員に開放感を付与するサンルーフ用開口1aを開設したタイプの成形天井1も多くなっている。この種サンルーフ用開口1aを備えた成形天井1の製造方法の概要について、以下に説明する。まず、成形天井1における基材2は、ガラス繊維等を混入した熱可塑性樹脂板を加熱軟化処理した後、コールドプレス成形することにより所望の曲面形状に成形されている。その際、基材2の余熱により表皮3を一体貼着している。そして、コールドプレス成形後、成形天井1を成形金型から取り出してレーザーカット装置を使用して、製品形状に沿ってトリムカット処理を施すとともに、サンルーフ用開口1a等をカット処理している。そして、成形天井1におけるサンルーフ用開口1aの縁部については、表皮3の巻き込みシロ3aを基材2の裏面に巻き込んで端末処理が行なわれている。
上記端末処理方法を実施する端末処理装置4としては、図16,図17に示すように、まず成形天井1を位置決めする受台5が設けられている。そして、この受台5には、遮熱板5aがシリンダ5bにより進退可能に取り付けられ、表皮3の巻き込みシロ3aのみ加熱処理して、他のエリアへは、熱を遮断するようになっている。そして、この遮熱板5aに対向して、巻き込みユニット6、及び巻き込みシロ3aを加熱する熱風ノズル7が装備されている。巻き込みユニット6は、巻き込み駒6aが進退方向及び上下方向にそれぞれ可動できるように進退動作用シリンダ6bと上下動作用シリンダ6cが設けられており、巻き込み駒6aは、2種類のシリンダ6b,6cにより進退方向と上下方向に駆動されて、基材2の裏面に沿って表皮3の巻き込みシロ3aを円滑に巻き込み処理できる。また、巻き込みシロ3aを加熱処理する熱風ノズル7は、表皮3の巻き込みシロ3aの基部から上部側端末に向けて設定されている。この種サンルーフ用開口1aにおける表皮3の端末処理装置4及び端末処理方法については、特許文献1に詳細に記載されている。
このように、従来のサンルーフ用開口1aを有する成形天井1においては、サンルーフ用開口1aの縁部に沿って表皮3の巻き込みシロ3aを巻き込み処理する端末処理装置4は、成形天井1をセットする受台5と、巻き込みシロ3aを巻き込み駆動させるための巻き込みユニット6と、巻き込みシロ3aを加熱軟化する熱風ノズル7とから構成されており、熱風ノズル7で表皮3の巻き込みシロ3aを所定温度に加熱軟化処理した後、巻き込みユニット6における2種類のシリンダ6b,6cを駆動して、巻き込み駒6aを進退動作並びに上下動作して、巻き込みシロ3aを基材2の裏面に巻き込み溶着させるというものである。
しかしながら、従来の方法では、サンルーフ用開口1aの直線状の縁部については円滑な巻き込み処理が行なわれるものの、4隅部においては、展開がきついため、図18に示すように、巻き込みラインがなだらかに出ず、角ばった印象を与えることから、外観性能の低下を招くという欠点が指摘されている。更に、展開がきついため、剥離方向への応力が作用することから、4隅部において剥離不良が発生し易く、長期に亘り表皮の溶着強度を強固に維持することができないという問題点も同時に指摘されている。
この発明は、このような事情に鑑みてなされたもので、成形天井におけるサンルーフ用開口の縁部に沿う表皮の端末処理方法において、特に、サンルーフ用開口の4隅部において、なだらかなR形状を現出することができるため、外観性能に優れるとともに、4隅部における表皮の溶着強度を長期に亘り強固に維持でき、耐久性を高めることができるサンルーフ用開口における表皮の端末処理方法を提供することを目的としている。
上記課題を解決するために、本発明者等は、サンルーフ用開口の縁部に沿う表皮の端末処理方法に使用する端末処理装置に創意工夫を施して、サンルーフ用開口の4隅部における巻き込みシロの熱量を増大させることにより、巻き込みシロの柔軟性を強調でき、円滑な端末処理が可能になることを見い出し、本発明を完成するに至った。
すなわち、本発明は、所要形状に成形された基材の表面に表皮を貼付してなる成形天井に四角形状のサンルーフ用開口が開設され、このサンルーフ用開口の縁部に沿って表皮の巻き込みシロを基材の裏面側に巻き込み固定してなるサンルーフ用開口における表皮の端末処理方法において、前記表皮の巻き込みシロを熱風ノズルで加熱軟化処理した後、巻き込みユニットにおける巻き込み駒の可動により、表皮の巻き込みシロを巻き込み処理する際、サンルーフ用開口の4隅部にコーナー用熱風ノズルを追加設置し、4隅部における表皮の巻き込みシロの熱量を増大させて柔軟性を付与して、巻き込みシロの巻き込み処理を行なうようにしたことを特徴とする。
ここで、サンルーフ用開口を有する成形天井の構成としては、保形性を有する基材の表面に感触並びに外観性能に優れた表皮が一体貼着されており、基材としては、ガラス繊維や各種フィラーを混入した熱可塑性樹脂板を所要形状に熱成形してなる樹脂基材や、PPO(ポリフェニレンオキシド)発泡樹脂基材、ウレタン発泡樹脂基材等の発泡樹脂基材が使用でき、表皮としては、クロス、不織布、合成樹脂シート、あるいはこれらのシートの裏面にポリエチレンフォーム、ポリウレタンフォーム、ポリプロピレンフォーム等のクッション層を裏打ちした積層シート材料が使用できる。尚、通気性素材を基材として使用した際は、裏面に通気止めフィルムを貼付するのが良い。また、パネルに対する擦れ音防止用の不織布を裏面に一体化しても良い。
そして、成形天井が所要形状に成形された後、製品外周形状に沿ってレーザーカット加工が行なわれる。その際、サンルーフ用開口についても、基材がカット処理される。そして、サンルーフ用開口については、開口縁部に沿って表皮の巻き込みシロを基材裏面に巻き込み処理する端末処理方法が実施されるが、この方法に使用する端末処理装置としては、成形天井を載置する受台と、巻き込みシロを巻き込み処理する巻き込みユニットと、巻き込みシロを加熱軟化させる熱風ノズルとから構成されている。尚、熱風ノズルからの熱を巻き込みシロ以外の部位に伝熱させないために受台に遮熱板を付設するのが好ましい。そして、本発明においては、サンルーフ用開口の4隅部における熱量をアップさせるために、4隅部においてコーナー用熱風ノズルが追加されたことが特徴である。
従って、上記端末処理装置を使用する端末処理方法においては、受台に成形天井をセットし、サンルーフ用開口の縁部に沿う表皮の巻き込みシロを熱風ノズルにより加熱軟化処理する際、サンルーフ用開口の4隅部における巻き込みシロがコーナー用熱風ノズルにより集中的に加熱軟化処理されることで、4隅部における巻き込みシロの熱量が増大し、コーナー部において柔軟性が付与され、巻き込みユニットにおける巻き込み駒の動作に表皮の巻き込みシロが容易に追随して、4隅部におけるR形状をなだらかに現出することができるとともに、剥離方向に向く反発力を抑えることができる。
更に、本発明の別の好ましい実施の形態においては、所要形状に成形された基材の表面に表皮を貼付してなる成形天井に四角形状のサンルーフ用開口が開設され、このサンルーフ用開口の縁部に沿って表皮の巻き込みシロを基材の裏面側に巻き込み固定してなるサンルーフ用開口における表皮の端末処理方法において、前記表皮の巻き込みシロを熱風ノズルで加熱軟化処理した後、巻き込みユニットにおける巻き込み駒の可動により、表皮の巻き込みシロを巻き込み処理する際、前記熱風ノズルに仕切板を設けることで、熱風が外部に逃げるのを抑え、サンルーフ用開口の4隅部における巻き込みシロの熱量を増大させて、柔軟性を付与して巻き込み処理を行なうようにしたことを特徴とする。
そして、この実施の形態によれば、熱風ノズルの上部側には、仕切板が設けられており、熱風ノズルからの熱風が外部に拡散することを仕切板により防止できるため、簡単な構造で巻き込みシロに加わる熱量を上げることができる。
以上説明した通り、本発明に係るサンルーフ用開口における表皮の端末処理方法は、サンルーフ用開口の端末処理装置として、4隅部にコーナー用熱風ノズルを追加設置することにより、表皮の巻き込みシロの加熱軟化時、4辺に設けた既存の熱風ノズルと、コーナー用熱風ノズルから熱風を送るため、4隅部における巻き込みシロの熱量が増大して、巻き込みユニットで巻き込みシロの4隅部を巻き込む際、巻き込みシロを円滑に巻き込み処理でき、なだらかなR形状を現出することができ、外観性能を高めることができるとともに、溶着強度も強化でき、長期に亘り剥離することがなく、端末部分の溶着強度を高めることができるという効果を有する。
以下、本発明に係るサンルーフ用開口における表皮の端末処理方法の好適な実施例について、添付図面を参照しながら詳細に説明する。尚、念のため付言すれば、本発明の要旨は特許請求の範囲に記載した通りであり、以下に説明する実施例の内容は、本発明の一例を単に示すものに過ぎない。
図1乃至図13は本発明の一実施例を示すもので、図1は本発明方法を実施したサンルーフ用開口を備えた成形天井を室内側から見た平面図、図2は同成形天井の構成を示す断面図、図3は同成形天井におけるサンルーフ用開口をパネル側から見た平面図、図4,図5は同成形天井の成形工程を示す各説明図、図6は同成形天井におけるサンルーフ用開口を開設した状態を示す断面図、図7乃至図9は本発明方法に使用する表皮の端末処理装置の構成を示す各説明図、図10,図11は表皮の端末処理方法の各説明図、図12は本発明方法を実施したサンルーフ用開口4隅部のR形状を示す説明図、図13は本発明に係る端末処理装置の変形例を示す説明図である。
図1乃至図3において、本発明方法を適用する成形天井の構成について説明する。成形天井10は、所要形状に成形され、保形性並びにルーフパネルに対する取付剛性を備えた基材20の表面に手触り感並びに外観性能に優れた表皮30を貼付して構成されている。そして、ほぼ中央からフロント側にかけて広い占有面積のサンルーフ用開口11が四角形状に開設されており、フロント縁部の左右側には、図示しないサンバイザを収納するサンバイザ収納凹部12が凹設されるとともに、助手席側乗員及び後席乗員用のアシストグリップを収納するアシストグリップ収納凹部13が設けられている。
更に詳しくは、成形天井10における基材20は、本実施例では、ガラス繊維を混入したPP樹脂をシート状に押し出した原反シートを加熱軟化処理した後、コールドプレス成形することにより所要形状に成形され、この基材20の表面に表皮30が貼付される。表皮30の素材としては、本実施例ではトリコットクロスが使用されているが、トリコットの他に、ジャージ、モケット、ニット等のクロスシートを使用することができ、あるいは、不織布シート、熱可塑性樹脂シートを使用することができる。尚、基材20と表皮30との接着性を考慮して、本実施例では、基材20側にホットメルトフィルム31が予めラミネート処理されている。また、基材20の裏面側には、ルーフパネルに対する擦れ音等の低級音の発生を抑えるために裏面不織布40が貼付されており、裏面不織布40としては、ポリエステル繊維不織布が使用されている。
そして、本発明においては、成形天井10に開設されている四角形状のサンルーフ用開口11の縁部に沿って、表皮30の巻き込みシロ32が基材20の裏面側に巻き込み固定されている。その際、特に、サンルーフ用開口11の4隅部11aにおけるコーナー部の展開がきついため、なだらかなR形状を現出させることが難しく、また、剥離不良が生じ易いという従来不具合を有効に解決することができる。
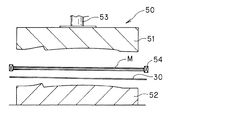
表皮30における巻き込みシロ32の端末処理方法を説明する前に、成形天井10の成形方法及びサンルーフ用開口11のレーザーカット処理について簡単に説明する。まず、図4でセット工程、図5でプレス工程をそれぞれ示しているが、コールドプレス成形用金型50は、プレス上型51とプレス下型52とから構成され、昇降シリンダ53によりプレス上型51が所定ストローク上下動可能であり、クランプ54により基材20の素材である原反マットMの周縁を保持して、図示しない加熱装置により所定温度に加熱軟化処理して、型開き状態にあるプレス上下型51,52内に投入する。そして、表皮30についても、成形金型内に投入しておき、図5に示すように、昇降シリンダ53が駆動して、プレス上下型51,52が型締めされれば、原反マットMが所要形状にプレス成形されるとともに、基材20と表皮30とがプレス一体化されて、成形天井10が所要形状にプレス成形される。
その後、型開きしたコールドプレス成形用金型50から成形天井10を取り出し、レーザーカット装置(図示せず)により、製品形状に沿うトリムカット処理を行ない、サンルーフ用開口11についても、基材20についてカット処理する。そして、サンルーフ用開口11の縁部に沿って表皮30の巻き込みシロ32を図6中矢印で示す方向に巻き込み処理する工程では、図7乃至図9に示す端末処理装置60を使用する。
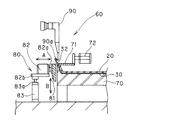
図面において、端末処理装置60は、成形天井10をセットする受台70と、表皮30の巻き込みシロ32を巻き込み処理する巻き込みユニット80と、表皮30の巻き込みシロ32を加熱軟化させる熱風ノズル90とから大略構成されている。また、好ましい構成としては、熱風ノズル90からの伝熱を巻き込みシロ32に限定して、他の部位への伝熱を遮断するために、受台70に遮熱板71が付設されるのが良い。
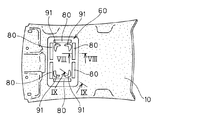
更に詳しくは、巻き込みユニット80については、図7に示すように、サンルーフ用開口11の短辺に沿ってそれぞれ1台ずつ、長辺に沿ってそれぞれ2台ずつの計6台をセットする。この巻き込みユニット80は、実際に基材20の裏面に沿って表皮30の巻き込みシロ32を沿わせる巻き込み駒81と、その駆動シリンダとして進退動作用シリンダ82、並びに上下動作用シリンダ83とから構成されている。すなわち、進退動作用シリンダ82のピストンロッド82aに巻き込み駒81が支持されており、進退動作用シリンダ82の支持テーブル82bの下面に上下動作用シリンダ83のピストンロッド83aの先端が取り付けられている。
従って、進退動作用シリンダ82の駆動により、巻き込み駒81は、図8中矢印Aに示す前後方向にスライド動作するとともに、上下動作用シリンダ83の駆動により、矢印B方向、すなわち、上下方向に動作する。また、熱風ノズル90については、熱風の供給源であるブロワ及びヒーターを備えた熱風供給機構(図示せず)と接続されており、熱風ノズル90先端のノズル口90aは、表皮30の巻き込みシロ32基部の近接位置に設定されている。また、遮熱板71は、進退動作用シリンダ72の駆動により進退動作される。そして、本発明に係る端末処理装置60の構成上の特徴は、図9に示すように、サンルーフ用開口11の4隅部11aに相当して、コーナー用熱風ノズル91が既存の熱風ノズル90の内側に設けられ、4隅部11aに対応する巻き込みシロ32の上部側を加熱処理するというものである。すなわち、コーナー用熱風ノズル91により、巻き込みシロ32の上部まで加熱できるため、巻き込みシロ32の柔軟性が増大し、4隅部11aの展開がきつい場合でも、円滑な巻き込み処理が可能となる。
そして、図10に示すように、巻き込みユニット80における進退動作用シリンダ82が動作して、巻き込み駒81が前進することで、加熱軟化処理された表皮30の巻き込みシロ32は、起立状態から所定角度倒れ込み、その後、図11に示すように、巻き込みユニット80における上下動作用シリンダ83の駆動、すなわち、上下動作用シリンダ83の収縮動作により、巻き込み駒81が基材20の裏面形状に沿ってスライドして、表皮30の巻き込みシロ32を基材20の裏面形状に沿って追随させることになる。
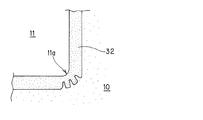
そして、巻き込みユニット80による巻き込みシロ32の巻き込み処理については、特に、展開形状がきついサンルーフ用開口11の4隅部11aにおいて、コーナー用熱風ノズル91が追加されているため、熱量が増大し、柔軟性が増し、図12に示すように、4隅部11aにおいて、R形状をなだらかに現出させることができ、外観性能に優れるとともに、表皮30の剥離不良を有効に解消することができる。
次いで、図13は本発明の変形例を示すもので、既存の熱風ノズル90に仕切板92を付設して、熱風ノズル90のノズル口90aから吹き付ける熱風が仕切板92により外部に逃げることが阻止され、巻き込みシロ32の熱量アップを簡単な構成で達成することができる。従って、この変形例においても、表皮30の巻き込みシロ32において、特にサンルーフ用開口11の4隅部11aにおいては、柔軟性を強調でき、なだらかな形状出しが可能となり、外観性能に優れ、剥離不良を確実に防止できるという効果がある。また、本発明に使用する熱風ノズル90、コーナー用熱風ノズル91としては、20〜600℃まで温度調整が可能であり、本実施例では、450〜500℃の範囲、好適には480℃の熱風を吹き付けており、巻き込みシロ32の加熱温度は、170〜190℃になるように調整されている。
本発明の実施例に係る端末処理装置60は、遮熱板71を備えた受台70と、表皮30の巻き込みシロ32を巻き込み処理する巻き込みユニット80と、既存の熱風ノズル90、コーナー用熱風ノズル91とから構成され、特に、コーナー用熱風ノズル91により展開がきつい部位における巻き込みシロ32の熱量アップを図り、巻き込み作業が円滑に行なえるというものであるが、巻き込みユニット80の構成として、実施例では、進退動作用シリンダ82、上下動作用シリンダ83により、進退方向及び上下方向に巻き込み駒81を駆動させたが、巻き込みユニット80の駆動手段をシリンダ駆動以外の送りカム機構等に変更することができる。
10 成形天井
11 サンルーフ用開口
11a 4隅部
20 基材
30 表皮
31 ホットメルトフィルム
32 巻き込みシロ
40 裏面不織布
50 コールドプレス成形用金型
51 プレス上型
52 プレス下型
53 昇降シリンダ
54 クランプ
60 端末処理装置
70 受台
71 遮熱板
72 進退動作用シリンダ
80 巻き込みユニット
81 巻き込み駒
82 進退動作用シリンダ
83 上下動作用シリンダ
90 熱風ノズル
91 コーナー用熱風ノズル
92 仕切板
11 サンルーフ用開口
11a 4隅部
20 基材
30 表皮
31 ホットメルトフィルム
32 巻き込みシロ
40 裏面不織布
50 コールドプレス成形用金型
51 プレス上型
52 プレス下型
53 昇降シリンダ
54 クランプ
60 端末処理装置
70 受台
71 遮熱板
72 進退動作用シリンダ
80 巻き込みユニット
81 巻き込み駒
82 進退動作用シリンダ
83 上下動作用シリンダ
90 熱風ノズル
91 コーナー用熱風ノズル
92 仕切板
Claims (2)
- 所要形状に成形された基材(20)の表面に表皮(30)を貼付してなる成形天井(10)に四角形状のサンルーフ用開口(11)が開設され、このサンルーフ用開口(11)の縁部に沿って表皮(30)の巻き込みシロ(32)を基材(20)の裏面側に巻き込み固定してなるサンルーフ用開口(11)における表皮(30)の端末処理方法において、
前記表皮(30)の巻き込みシロ(32)を熱風ノズル(90)で加熱軟化処理した後、巻き込みユニット(80)における巻き込み駒(81)の可動により、表皮(30)の巻き込みシロ(32)を巻き込み処理する際、サンルーフ用開口(11)の4隅部(11a)にコーナー用熱風ノズル(91)を追加設置し、4隅部(11a)における表皮(30)の巻き込みシロ(32)の熱量を増大させて柔軟性を付与して、巻き込みシロ(32)の巻き込み処理を行なうようにしたことを特徴とするサンルーフ用開口における表皮の端末処理方法。 - 所要形状に成形された基材(20)の表面に表皮(30)を貼付してなる成形天井(10)に四角形状のサンルーフ用開口(11)が開設され、このサンルーフ用開口(11)の縁部に沿って表皮(30)の巻き込みシロ(32)を基材(20)の裏面側に巻き込み固定してなるサンルーフ用開口(11)における表皮(30)の端末処理方法において、
前記表皮(30)の巻き込みシロ(32)を熱風ノズル(90)で加熱軟化処理した後、巻き込みユニット(80)における巻き込み駒(81)の可動により、表皮(30)の巻き込みシロ(32)を巻き込み処理する際、前記熱風ノズル(90)に仕切板(92)を設けることで、熱風が外部に逃げるのを抑え、サンルーフ用開口(11)の4隅部(11a)における巻き込みシロ(32)の熱量を増大させて、柔軟性を付与して巻き込み処理を行なうようにしたことを特徴とするサンルーフ用開口における表皮の端末処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006335820A JP2008143455A (ja) | 2006-12-13 | 2006-12-13 | サンルーフ用開口における表皮の端末処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006335820A JP2008143455A (ja) | 2006-12-13 | 2006-12-13 | サンルーフ用開口における表皮の端末処理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008143455A true JP2008143455A (ja) | 2008-06-26 |
Family
ID=39604088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006335820A Withdrawn JP2008143455A (ja) | 2006-12-13 | 2006-12-13 | サンルーフ用開口における表皮の端末処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008143455A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010116495A1 (ja) * | 2009-04-07 | 2010-10-14 | トヨタ自動車株式会社 | 車室材構造 |
| JP2010280107A (ja) * | 2009-06-04 | 2010-12-16 | Kasai Kogyo Co Ltd | 車両用内装部品の製造装置 |
| JP2014028598A (ja) * | 2012-07-31 | 2014-02-13 | Toyota Boshoku Corp | 車両天井構造 |
| CN114193698A (zh) * | 2021-12-08 | 2022-03-18 | 合肥贝禹电子科技有限公司 | 一种实验室实训用模具注塑器械 |
-
2006
- 2006-12-13 JP JP2006335820A patent/JP2008143455A/ja not_active Withdrawn
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010116495A1 (ja) * | 2009-04-07 | 2010-10-14 | トヨタ自動車株式会社 | 車室材構造 |
| CN102378707A (zh) * | 2009-04-07 | 2012-03-14 | 丰田自动车株式会社 | 车厢部件结构 |
| JP5170307B2 (ja) * | 2009-04-07 | 2013-03-27 | トヨタ自動車株式会社 | 車室材構造 |
| RU2481207C1 (ru) * | 2009-04-07 | 2013-05-10 | Тойота Дзидося Кабусики Кайся | Структура материала для пассажирского салона |
| US8474904B2 (en) | 2009-04-07 | 2013-07-02 | Toyota Jidosha Kabushiki Kaisha | Passenger compartment material structure |
| JP2010280107A (ja) * | 2009-06-04 | 2010-12-16 | Kasai Kogyo Co Ltd | 車両用内装部品の製造装置 |
| JP2014028598A (ja) * | 2012-07-31 | 2014-02-13 | Toyota Boshoku Corp | 車両天井構造 |
| CN114193698A (zh) * | 2021-12-08 | 2022-03-18 | 合肥贝禹电子科技有限公司 | 一种实验室实训用模具注塑器械 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5354993B2 (ja) | 自動車用内装部品並びにその製造方法 | |
| JP5692236B2 (ja) | 自動車のトリムパネル | |
| JP2569259B2 (ja) | トリムパネルの製造装置及びトリムパネルを支持体に固着する方法 | |
| JP2008143455A (ja) | サンルーフ用開口における表皮の端末処理方法 | |
| JP4906421B2 (ja) | 積層成形体の成形方法並びに成形金型 | |
| JP5773430B2 (ja) | ウレタン基材を含む積層成形品における端末処理方法 | |
| JP2004262119A (ja) | 自動車用内装部品及びその製造方法並びに成形金型 | |
| EP0495292B1 (en) | Automotive interior components, and method and device for manufacturing the same | |
| JP5294479B2 (ja) | 車両用内装部品の製造装置 | |
| JP2006347273A (ja) | 自動車用内装部品及びその製造方法 | |
| JP2006327043A (ja) | 自動車用内装部品の製造方法 | |
| US20150274092A1 (en) | Method and device for forming a composite material | |
| JP5268685B2 (ja) | 積層成形品の製造方法並びにその方法に使用する成形金型 | |
| US20030232160A1 (en) | Method and apparatus for forming a bent or folded edge rim of a self-supporting thin-walled molded component | |
| JP4310790B2 (ja) | 自動車用内装部品の製造方法 | |
| JPS5914348B2 (ja) | 自動車用内装部品の製造方法 | |
| JP4743506B2 (ja) | 自動車用内装部品の製造方法 | |
| JP5610564B2 (ja) | 積層成形品の成形方法並びに成形装置 | |
| JP2007223218A (ja) | 積層成形体の成形方法並びに成形金型 | |
| JP2009083411A (ja) | 自動車用内装部品並びにその製造方法 | |
| JP2007313993A (ja) | 貼り合わせ成形品における表皮の端末処理方法並びに端末処理装置 | |
| JP2010201758A (ja) | 積層成形品の製造方法 | |
| JP3745933B2 (ja) | 積層成形体の成形方法 | |
| JP2007069875A (ja) | 自動車用内装部品及びその製造方法 | |
| JP2007038420A (ja) | ダクト付き成形天井の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20100302 |