JP2008012653A - 工具およびその形成方法 - Google Patents
工具およびその形成方法 Download PDFInfo
- Publication number
- JP2008012653A JP2008012653A JP2006227476A JP2006227476A JP2008012653A JP 2008012653 A JP2008012653 A JP 2008012653A JP 2006227476 A JP2006227476 A JP 2006227476A JP 2006227476 A JP2006227476 A JP 2006227476A JP 2008012653 A JP2008012653 A JP 2008012653A
- Authority
- JP
- Japan
- Prior art keywords
- hob cutter
- cutting
- tooth
- cutting blade
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/16—Hobs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2240/00—Details of connections of tools or workpieces
- B23C2240/16—Welded connections
Abstract
【課題】安価で耐久性のあるホブカッターおよびその形成方法を提供する。
【解決手段】ホブカッター本体30および複数の切り刃体35からなり、ホブカッター本体は、複数の歯溝32を有し、該歯溝に沿って切削歯を形成し、複数の切り刃体をブレージング材料により接合する。
切削加工により複数の歯溝32を基材上に形成し、真空ブレージングにより、複数の切り刃体を歯溝の一側面上に接合して加工前本体を形成し、さらに切削加工により切削歯の一側面上に切り刃体を形成して、ホブカッターを構成する。
【選択図】図6
【解決手段】ホブカッター本体30および複数の切り刃体35からなり、ホブカッター本体は、複数の歯溝32を有し、該歯溝に沿って切削歯を形成し、複数の切り刃体をブレージング材料により接合する。
切削加工により複数の歯溝32を基材上に形成し、真空ブレージングにより、複数の切り刃体を歯溝の一側面上に接合して加工前本体を形成し、さらに切削加工により切削歯の一側面上に切り刃体を形成して、ホブカッターを構成する。
【選択図】図6
Description
本発明は、工具およびその形成方法に関し、特に、ブレージングを利用しホブカッターの切削歯部の一側に高硬度を有する切り刃工具を形成するホブカッターおよびその形成方法に関する。
歯車は、動力伝達の重要な部材であり、人類の生活および工業進歩の過程において、重要な役割を果たしており、人類の工芸発展の基本要素と言うことができる。一般的に言えば、歯車の製造方法は多くの種類があり、切削加工、或いは、精密鋳造、精密鍛造、圧力加工および粉末冶金等の非チップ加工の製造方法に分けることができる。経済的であり、効果的に大量生産するため、切削加工により歯車を形成する方法が市販製品の主流となっている。
切削加工において、不可欠なものは、歯車を加工するホブカッターであり、ホブカッターの発展は、工具材料の発展であると言う事ができ、工具材料は従来技術の高炭素鋼、コバルト合金から徐々に炭化タングステン、セラミックおよびダイヤモンドへと移り変わっている。従来技術のホブカッターの材料の多くは、高炭素鋼、コバルト合金であるが、硬度が高い材料(HRC40度以上)を加工する時、コバルトを主要な材料として製造したホブカッターは、加工効果および寿命が理想的ではない。この問題を解決するため、ホブカッター材料も徐々に硬度が高い材料へと進歩し、例えば、炭化タングステン材料である。但し、ホブカッター全体に炭化タングステン材料を利用して形成すると、工具全体の製造コストが高くなり、歯車の生産者に対して負担となる。
ホブカッターの切り刃箇所にのみ高硬度な刀片を設置する方式は、コスト削減の1つの方法となっている。これら工具の従来技術の製造方法は、機械固定式および溶接式に分けることができる。機械固定式の方法中、例えば、アメリカ合衆国特許US.PATENT.NO.3,740,808が記載する工具は、図1に示すようであり、図1は、従来技術の機械固定式の歯切り工具を示す図である。工具1の本体10上には、複数個の収容溝11を有し、各収容溝11内には螺旋構造12を有し、刃片13は収容溝11内に設置されて固定部材14により刃片13を収容溝11内の螺旋構造12上に固定する。工具1は全体を炭化タングステン材料で製造することによるコストが高くなる問題を回避するが、工具を製造する技術は煩瑣で加工も複雑であるので、加工コストが増加する。
もう1つの方式は、ロウ接法であり、図2に示すようになる。図は、従来技術の工具の局部断面図である。工具2上の高硬度の刃21は、ロウ付けによりホブカッター本体20上に固定する。但し、前記ロウ付け技術により形成される工具2は、工具2に対してイオンプレーティングを行なって耐摩耗性被覆を形成する時、ロウ材が溶射中の高温で溶解し、刃21をホブカッター20上に固定することができない。従って、従来技術のロウ付け法を利用して形成する工具は、イオンレーティング法を実行することできず、工具の寿命に影響を及ぼす。
特表2005−523170号公報
本発明は、真空ブレージング(Vacuum Brazing)法を利用してホブカッターの歯部の一側に切り刃片を形成し、工具の寿命の延長および高硬度ホブカッターの製造コスト低減を達成するホブカッターおよびその形成方法を提供することを目的とする。
本発明は、更に、真空ブレージングを利用する時の温度が、ホブカッターの基材に対して熱処理となり、製造工程の減少および製造コストの低減を達成するホブカッターおよびその形成方法を提供することを目的とする。
本発明は、更に、歯溝上に複数個の凹溝を形成し切り刃片を収容させ、良好な固定効果を達成するホブカッターおよびその形成方法を提供することを目的とする。
上述の目的を達成する為、本発明が提供するホブカッターは:ホブカッター本体および複数の切り刃体を含むものである。ホブカッター本体は、複数個の歯溝を有し、歯溝の両側は複数個の切削歯を有する。複数個の切り刃体はブレージング材料により複数個の切削歯と接合する。
歯溝内に更に複数の凹溝を開設するとともに、各凹溝をそれぞれ各切削歯と対応させる。切り刃体は凹溝内に嵌合し、ブレージング材料によりホブカッター本体と相互に接合することが好ましい。
切り刃体は、タングステン材料であることが好ましい。
ブレージング材料は、ブレージング合金材料であることが好ましい。
上記の目的を達成する為、本発明は:先ず、切削加工工程により複数の歯溝を基材上に形成し;その後、真空ブレージング工程により複数の切り刃片をそれぞれ複数の歯溝の一側面上に接合して、加工前の本体を形成し;最後に、複数の切削歯を加工前の本体上に形成し、ホブカッターを形成し、切削歯の一側面に切り刃体を形成するステップを含むものである。
切削加工工程が更に、歯溝上に凹溝を形成し、その後切り刃片を凹溝内に嵌合することを含むことが好ましい。
真空ブレージングの工程中、更に、基材に対して熱処理を実行するステップを含むことが好ましい。
ホブカッターの形成方法が、更に、ホブカッター表面に対してイオンプレーティングによる硬質被覆を実行するステップを含むことが好ましい。
ホブカッターの形成方法が、更に、加工前本体上の複数の切り刃片に対して研削を実行するステップを含むことが好ましい。
本発明が提供するホブカッターおよびその形成方法は、真空ブレージング(Vacuum Brazing)の方式を利用してホブカッターの歯部の一側に切り刃片を形成し、工具の寿命の延長および高硬度ホブカッターの製造コスト低減を達成する。
本発明が提供するホブカッターおよびその形成方法は、更に、真空ブレージングを利用する時の温度が、ホブカッターの基本材料に対して熱処理を実行し、製造工程の減少および製造コストの低減を達成する。
本発明が提供するホブカッターおよびその形成方法は、更に、歯溝上に複数個の凹溝を形成して切り刃片を収容させ、良好な固定効果を達成する。
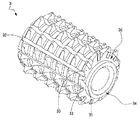
図3は、本発明のホブカッターの好適な実施例を示す図である。ホブカッター3は、ホブカッター本体30および複数の切り刃体31を含むものである。ホブカッター本体30の軸方向周囲は、複数の歯溝(屑収容溝)32を有し、歯溝32の両側には複数の切削歯33を有する。歯溝32は、直線形状の歯溝であるかまたは、ホブカッター本体30の中心軸と螺旋角を形成する螺旋形歯溝であることができ、そのうち、直線形状の歯溝を有するホブカッターは、正歯車を加工することに用いられ、螺旋角歯溝を有するホブカッターは、螺旋角を有する渦型歯車を加工することに用いられる。歯溝32上には更に、複数の凹溝301(図5)を開設する。複数の切り刃体31は、凹溝301内に設置し、複数の切り刃体31とホブカッター本体との間はブレージング材料(Brazing binder)(図中に示さず)を用いて複数の切削歯33と相互に接合する。
本発明の特徴は、比較的安価な材料を利用し、例えば、コバルトまたは高炭素鋼によりホブカッター本体30の材料とし、その後、硬度の比較的高いタングステン材料により切り刃体31の材料とする。このようにして、高硬度のホブカッター3を加工する困難を減少するだけでなく、ホブカッター3のコストが全体の材料にタングステン材料を使用するホブカッターに比較して、安価になり、更に、加工効果を向上させることができる。ブレージング材料の種類は多く、従来技術では、通常、ブレージング材料は、合金材料であり、例えば、ニッケル(Ni)、ホウ素(B)、クロム(Cr)、鉄(Fe)、ケイ素(Si)、炭素(C)、リン(P)、マンガン(Mn)から選択して構成した合金材料を用いることができる。
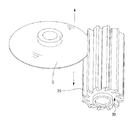
図4は、本発明のホブカッター製造の好適な実施例のフロー図である。ホブカッターの形成方法は、以下のステップを含むものである:先ず、基材を提供する。基材は、コバルトまたは高炭素鋼等の材料であることができる。図5は、本発明のホブカッター製造の切削加工ホブカッター本体の断面図である。;ステップ40では、切削加工工程により基材上に複数個の歯溝(屑収容溝)32を形成し、ホブカッター本体30を形成する。歯溝32はエッジカッターまたはホブカッターを利用して加工することができる。図5に示すように、切削加工を利用して複数の収容溝32を形成した後、各収容溝32上に凹溝301を形成し、ホブカッター本体30の軸心領域には更にスリーブ34を有する。その後、真空ブレージング工程により複数の切り刃片をそれぞれ複数の歯溝の一側面上に接合し、加工前本体を形成し;最後に、複数の切削歯を加工前本体上に形成し、ホブカッターを形成し、切削歯の一側面に切り刃体を形成するステップを含むものである。
続いて、ステップ41では、図6に示すように、複数の切り刃35をそれぞれ凹溝301中に嵌合する。切り刃35とホブカッター本体30との間はブレージング材料を有し、切り刃片35は長方形状であるが、但しこれに限定するものではなく、凹溝301内に嵌合するものである;ブレージング材料は合金材料であり、例えば、ニッケル(Ni)、ホウ素(B)、クロム(Cr)、鉄(Fe)、ケイ素(Si)、炭素(C)、リン(P)、マンガン(Mn)から選択して構成した合金材料により形成することができる。但し、これらに限定するものではない。その後、真空ブレージング炉中に置き、高温の真空ブレージングを実行し、切り刃片35をブレージング合金に介して高温真空の過程でホブカッター本体30自身の金属材料と拡散結合を実行させ、刃片24を歯溝32の一側面上のホブカッター本体30上に接合し、抗張力が大きく、接合強度が良好な加工前本体を形成する。本ステップを実施中、真空ブレージング工程において、もう1つの特徴は、真空ブレージングの過程で、ホブカッター本体30に対して熱処理を実行することである。こうして、従来技術の別途材料に対して熱処理を実行する工程を簡易化することができる。
その後、ステップ42では、加工前本体上の複数の切り刃片に対して研削を実行する。ステップ中の研削の過程は2つの段階に分けることができ、第1段階は加工前本体の軸心領域のスリーブ34に対して研削を実行し、図7に示すように、研削の過程中に、スリーブ34の内孔343、肩部342および端面341に対して研削を実行することを含む。その後第2段階研削を実行し、図8に示すように、研削工具5によって切り刃片35の表面に対し研削を実行し、ブレージング工程後の切り刃片35の刃先が不均等になる現象を処理する。
ステップ42に続き、ステップ43では、加工前本体に対し歯形を削り取り、複数の切削歯33を加工前本体上に形成し、ホブカッター3を形成する(図9参照)。複数の切削歯を形成する切削方式は従来技術を利用して達成できるため、ここでは詳細な記載を省略する。本発明のホブカッターの使用寿命を増加するため、ホブカッターを形成した後、ホブカッターの表面にイオンプレーティングによる被覆をするステップを設けることができる。本発明は真空ブレージングの方式を利用し切り刃片をホブカッター本体上に接合し、ブレージング材料が耐高温の特性を有することにより、イオンプレーティング工程中の温度を受けて融解することがない。
前記の方法により本発明のホブカッターの構造を製造する以外、ホブカッターの製造方法は、下記のステップを利用し完成することもできる:先ず、切削加工工程により基材に加工を実行し工具本体を形成し、工具本体は複数の歯溝を有し、歯溝の両側は複数の切削歯を有し、歯溝上は各切削歯に対応する位置に更に凹溝を開設する。続いて、切り刃体を凹溝内に置き、ブレージング材料を注入し、真空ブレージング炉中に置き、高温の真空ブレージングを実行し、切り刃体をブレージング材料に介して高温真空の過程で工具本体の金属材料と拡散結合させ、切り刃体を切削歯上に接合し、抗張力の大きい、気密性の良好なホブカッターを形成する。その後、切り刃体の研削および鍍金のステップを実行し、その詳細は前記と同一であり、ここでは記載を省略する。基材はコバルトまたは高炭素化鋼材料である。切り刃体はタングステン材料であり、ブレージング材料は合金材料であり、例えば、ニッケル(Ni)、ホウ素(B)、クロム(Cr)、鉄(Fe)、ケイ素(Si)、炭素(C)、リン(P)、マンガン(Mn)を選択して構成した合金材料で形成することができ、但しこれに限定するものではない。
本実施例のステップ中、真空ブレージング工程の過程で、もう1つの特徴は、真空ブレージングの過程で、工具本体に対し熱処理の工程を実行できることである。こうして、従来技術の別途材料に熱処理の工程を実行することを簡易化することができる。本方法と図4に示す好適な実施例の違いは、図4の実施例は切り刃片を先ず真空ブレージングを利用して工具本体に接合し、その後、切削歯の削り取りを実行するが、本方法は、順序を換え、先ず切削歯を削り、その後、切削歯に切り刃体を併せて真空ブレージングを利用して切削歯上に接合する。
なお、本発明では好ましい実施例を前述の通り開示したが、これらは決して本発明に限定するものではなく、当該技術を熟知する者なら誰でも、本発明の精神と領域を脱しない均等の範囲内で各種の変動や潤色を加えることができることは勿論である。
1 工具
10 ホブカッター本体
11 収容溝
12 螺旋構造
13 刃片
14 固定部材
2 工具
20 ホブカッター本体
21 刃
3 ホブカッター
30 ホブカッター本体
301 凹溝
31 切り刃体
32 歯溝
33 切削歯
34 スリーブ
341 端面
342 肩部
343 内孔
35 切り刃片
4 ホブカッター形成方法
40〜43 フロー
5 研削工具
10 ホブカッター本体
11 収容溝
12 螺旋構造
13 刃片
14 固定部材
2 工具
20 ホブカッター本体
21 刃
3 ホブカッター
30 ホブカッター本体
301 凹溝
31 切り刃体
32 歯溝
33 切削歯
34 スリーブ
341 端面
342 肩部
343 内孔
35 切り刃片
4 ホブカッター形成方法
40〜43 フロー
5 研削工具
Claims (5)
- ホブカッター本体、および複数の切り刃体から構成され、
前記ホブカッター本体は、複数の歯溝を有すると共に該歯溝の両側には複数の切削歯を有し、
前記複数の切り刃体は、ブレージング材料により前記複数の切削歯と相互に接合したことを特徴とするホブカッター。 - ホブカッター本体、および複数の切り刃体から構成され、
前記ホブカッター本体は、複数の歯溝を有すると共に前記歯溝の両側には複数の切削歯を有し、前記歯溝内に更に複数の凹溝をそれぞれ各切削歯と対応して開設し、
前記複数の切り刃体は、前記凹溝内に嵌合するとともに、ブレージング材料により前記ホブカッター本体と相互に接合したことを特徴とするホブカッター。 - 切削加工工程により、基材上に複数の歯溝を形成し;
真空ブレージング工程により、複数の切り刃体を前記歯溝の一側面上に接合して加工前本体を形成し;
切削加工工程により該加工前本体に切削歯を形成して、切削歯の一側面上に切り刃体を形成したホブカッターを形成する工程からなる、
ホブカッターの形成方法。 - 前記切削加工の工程は、更に凹溝を前記歯溝上に形成するとともに、前記切り刃を前記凹溝内に嵌合することを含む請求項3記載のホブカッターの形成方法。
- 前記真空ブレージング工程中、更に、前記基材に対して熱処理を実行するステップを含む請求項3記載のホブカッターの形成方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW095124244A TW200804018A (en) | 2006-07-04 | 2006-07-04 | Hob and forming method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008012653A true JP2008012653A (ja) | 2008-01-24 |
Family
ID=39070189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006227476A Pending JP2008012653A (ja) | 2006-07-04 | 2006-08-24 | 工具およびその形成方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2008012653A (ja) |
| KR (1) | KR100787207B1 (ja) |
| TW (1) | TW200804018A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699651A (zh) * | 2012-06-21 | 2012-10-03 | 浙江工商职业技术学院 | 一种滚刀的加工方法 |
| KR101508696B1 (ko) * | 2014-11-20 | 2015-04-07 | 남정우 | 초경합금 절삭 공구의 제조 방법 및 이에 의해 제조된 절삭 공구 |
| US9434034B2 (en) | 2014-11-20 | 2016-09-06 | Jung Woo NAM | Method of manufacturing cemented carbide cutting tool and cutting tool manufactured by the method |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100929048B1 (ko) * | 2009-07-28 | 2009-11-26 | 디티알주식회사 | 조립 호브 |
| KR102635879B1 (ko) | 2022-05-06 | 2024-02-13 | 에이원테크 주식회사 | 선삭 및 호브 가공이 일원화된 cnc 복합 자동선반 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0447910U (ja) | 1990-08-31 | 1992-04-23 | ||
| KR200307146Y1 (ko) | 2002-12-03 | 2003-03-15 | 이원수 | 절삭공구용 사이드밀링커터 |
-
2006
- 2006-07-04 TW TW095124244A patent/TW200804018A/zh unknown
- 2006-08-16 KR KR1020060077321A patent/KR100787207B1/ko active IP Right Grant
- 2006-08-24 JP JP2006227476A patent/JP2008012653A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699651A (zh) * | 2012-06-21 | 2012-10-03 | 浙江工商职业技术学院 | 一种滚刀的加工方法 |
| KR101508696B1 (ko) * | 2014-11-20 | 2015-04-07 | 남정우 | 초경합금 절삭 공구의 제조 방법 및 이에 의해 제조된 절삭 공구 |
| WO2016080611A1 (ko) * | 2014-11-20 | 2016-05-26 | 남정우 | 초경합금 절삭 공구의 제조 방법 및 이에 의해 제조된 절삭 공구 |
| US9434034B2 (en) | 2014-11-20 | 2016-09-06 | Jung Woo NAM | Method of manufacturing cemented carbide cutting tool and cutting tool manufactured by the method |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI298276B (ja) | 2008-07-01 |
| KR100787207B1 (ko) | 2007-12-21 |
| TW200804018A (en) | 2008-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105579190B (zh) | 齿轮制造方法 | |
| CN104395027B (zh) | 废气涡轮机的涡轮机转子以及用于制造涡轮机转子的方法 | |
| JP2016516131A (ja) | サイズおよび形状の異なる焼結部品の接合方法 | |
| CN101108432B (zh) | 滚齿刀及其成型方法 | |
| JP2008012653A (ja) | 工具およびその形成方法 | |
| US20110041334A1 (en) | Process for manufacturing a single-piece blisk with a temporary blade support ring removed after a milling finishing step | |
| KR20070073612A (ko) | 기계 구성요소 및 이를 제작 및 수선하는 방법 | |
| CN102635624A (zh) | 一种内花键轴及其制备方法 | |
| KR20130028820A (ko) | 절삭성이 우수한 브레이징 본드 타입 다이아몬드 공구 제조 방법 | |
| WO2016132320A1 (en) | Saw blades with non-straight joints | |
| JP6465367B2 (ja) | 切削工具 | |
| CN102574227A (zh) | 金刚石刀具及制造此刀具的方法 | |
| JP2011167807A (ja) | 鋸刃及びその製造方法 | |
| EP3488952B1 (en) | A method for manufacturing a tool head | |
| CN106413960A (zh) | 制造切削刀具用的粗加工材料的方法及相应的粗加工材料 | |
| US8464425B2 (en) | Process for manufacturing a single-piece blisk with a temporary blade support ring removed before a milling step | |
| KR20180088454A (ko) | 절삭 공구 | |
| CN105903982B (zh) | 机加工异质材料的方法 | |
| CN106413959A (zh) | 制造切削刀具用的粗加工材料的方法及相应的粗加工材料 | |
| CN208895270U (zh) | 一种多刃精加工刀具 | |
| TWI554356B (zh) | Drill manufacturing method | |
| US10780512B2 (en) | Multi-component gear cutting tool | |
| CN109352052A (zh) | 一种多刃粗加工刀具的制造方法 | |
| KR102520777B1 (ko) | 절삭성이 우수한 브레이징 본드 타입 다이아몬드 공구 | |
| CN111331327B (zh) | 一种硬质合金刀圈热熔镶齿的工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090721 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100105 |