JP2007521796A - 渦巻き状膨化押出物の切断方法及び装置 - Google Patents
渦巻き状膨化押出物の切断方法及び装置 Download PDFInfo
- Publication number
- JP2007521796A JP2007521796A JP2006523180A JP2006523180A JP2007521796A JP 2007521796 A JP2007521796 A JP 2007521796A JP 2006523180 A JP2006523180 A JP 2006523180A JP 2006523180 A JP2006523180 A JP 2006523180A JP 2007521796 A JP2007521796 A JP 2007521796A
- Authority
- JP
- Japan
- Prior art keywords
- wheel
- blades
- roll
- extrudate
- cutting assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/02—Apparatus specially adapted for manufacture or treatment of sweetmeats or confectionery; Accessories therefor
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C11/00—Other machines for forming the dough into its final shape before cooking or baking
- A21C11/10—Other machines for forming the dough into its final shape before cooking or baking combined with cutting apparatus
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/161—Puffed cereals, e.g. popcorn or puffed rice
- A23L7/165—Preparation of puffed cereals involving preparation of meal or dough as an intermediate step
- A23L7/17—Preparation of puffed cereals involving preparation of meal or dough as an intermediate step by extrusion
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P30/00—Shaping or working of foodstuffs characterised by the process or apparatus
- A23P30/20—Extruding
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P30/00—Shaping or working of foodstuffs characterised by the process or apparatus
- A23P30/30—Puffing or expanding
- A23P30/32—Puffing or expanding by pressure release, e.g. explosion puffing; by vacuum treatment
- A23P30/34—Puffing or expanding by pressure release, e.g. explosion puffing; by vacuum treatment by extrusion-expansion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C11/00—Other machines for forming the dough into its final shape before cooking or baking
- A21C11/16—Extruding machines
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/768—Rotatable disc tool pair or tool and carrier
Abstract
Description
エクストルージョン社(American Extrusion)、ウェンガー社(Wenger)、マドックス社(Maddox))、又は二軸(ウェンガー社(Wenger)、クレックストラル社(Clextral)、バーラ社(Buhler))式押出機に加えられる。例としてチートス(商標名)を使用して、コーンミールの総水分含有量を15パーセントから18パーセントまでにするように、水がコーンミールに加えられる一方で、押出機は100から1000RPMのスクリュー回転数で作動させられる。コーンミールはダイ12に接近するにつれて粘性溶融体10になり、次にダイ12の極小開口即ち孔14を通るように押し付けられる。孔14の直径は一般的には、コーンミールの配合では通常の水分含有量、押出量、要求押出物ロッド径又はロッド形状において2.0ミリメートルから12.0ミリメートルの範囲にある。しかしながら、孔径は他の種類の押出物材料では実質的により小さく又はより大きくてもよい。
にする。
により最良に理解される。
図5は本発明に係る切断アセンブリ40の好適な実施形態の斜視図である。本実施形態によれば、切断アセンブリ40は同一面内において相互に隣接して設けられる第1のロール42及び第2のロール44を含む。図5に示す実施形態によれば、第1のロール42及び第2のロール44は水平面内に設けられるが、ロールはまた垂直面内に設けられてもよい。好適には、第1のロール42及び第2のロール44は円柱形状である。例えば四角柱又は楕円柱等、長手軸に許容可能な質量慣性モーメントを伴う他の形状もまた、第1及び第2のロールに使用できる。
0FPM)から約51.8毎分メートル(170FPM)である。押出物が渦巻き状膨化押出物のように円形断面部分を有していないならば、好適な回転速度は約300RPMから約500RPM、或いはその前後である。
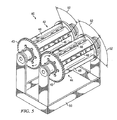
1のホイール102の回転を駆動すると共に、ギアアセンブリ43は回転を第2のホイール106へ伝達する。別の実施形態によれば、第2のホイールにモータが取り付けられると共に、第1のホイールを回転駆動する。第1のホイール102及び第2のホイール106を反対方向へ回転させる他の回転機構は、当該技術分野に属する通常の知識を有する者には周知である。
及び端形状、並びに押出物個切片の全長への付随的な影響を有する。同様に、第1及び第2のホイール並びに搬送装置の作動速度は、渦巻き状パフ以外の押出物の端形状及び全長への付随的な影響を有し得る。
更に、本工程はコーンベースの製品に関して説明されているが、当然のことながら、本発明は主に小麦、米、又は他の一般的な蛋白質源又はそれらの混合物を含むいかなる膨化押出物にも使用され得る。実際のところ、本発明はダイ孔を通り押し出された後にガラス転移段階を迅速に経る材料の押し出しを含むいかなる分野においても用途を有し得る。
Claims (42)
- 押出物を切断する切断アセンブリであって、
枠と、
平面内に設けられると共に、前記枠に回転可能に装着される第1のロールと、
前記平面内に前記第1のロールに隣接して設けられる第2のロールと、該第2のロールは前記枠に回転可能に装着され、
前記第1のロールの全長に沿って装着される複数の第1の刃と、
前記第2のロールの全長に沿って装着されると共に、前記複数の第1の刃に対してオフセットする複数の第2の刃とを含むことを特徴とする切断アセンブリ。 - 前記第1のロール及び第2のロールを反対方向へ回転させる回転機構と、
前記複数の第1の刃の各々及び対応する複数の第2の刃の1個の間の刃間隙とを更に含み、該刃間隙は該第1及び複数の第2の刃が夫々前記第1及び第2のロール上において相互に通過するように回転した時に形成される
ことを特徴とする請求項1の切断アセンブリ。 - 前記刃間隙は約0ミリメートルから約0.381ミリメートル(0インチから0.015インチ)であることを特徴とする請求項2の切断アセンブリ。
- 前記刃間隙は約0ミリメートルから約0.076ミリメートル(0インチから0.003インチ)であることを特徴とする請求項3の切断アセンブリ。
- 前記複数の第1の刃及び複数の第2の刃は夫々前記第1のロール及び第2のロールに直角に装着されることを特徴とする請求項1の切断アセンブリ。
- 前記複数の第1の刃の各々は前記第1のロール上において所定の刃間隔距離だけ離間して装着されると共に、前記複数の第2の刃の各々は前記第2のロール上において同じ刃間隔距離だけ離間して装着されることを特徴とする請求項1の切断アセンブリ。
- 前記複数の第1の刃及び複数の第2の刃は夫々前記第1のロール及び第2のロール上に取り外し可能に装着されることを特徴とする請求項1の切断アセンブリ。
- 前記第1のロールの全長に沿って形成される複数の第1の凹部と、
前記第2のロールの全長に沿って形成される複数の第2の凹部と、
前記複数の第1の凹部及び複数の第2の凹部の各々に位置決めされると共に、該凹部を殆ど全て満たす楔とを更に含み、前記複数の第1の刃及び複数の第2の刃はそれぞれ前記複数の第1の凹部及び複数の第2の凹部の満たされていない部分に挿入される
ことを特徴とする請求項7の切断アセンブリ。 - 前記複数の第2の刃は前記複数の第1の刃と数が等しいことを特徴とする請求項1の切断アセンブリ。
- 前記複数の第1の刃及び複数の第2の刃は連続刃を備えることを特徴とする請求項1の切断アセンブリ。
- 前記複数の第1の刃及び複数の第2の刃は非連続刃を備えることを特徴とする請求項1の切断アセンブリ。
- 前記非連続刃は、前記第1のロールの全長に沿って多数の列をなし、且つ前記第2のロー
ルの全長に沿って等しい数の列をなして装着されることを特徴とする請求項11の切断アセンブリ。 - 前記第1のロールに沿った各列における非連続刃の数は、前記第2のロールに沿った各列における非連続刃の数と等しいことを特徴とする請求項12の切断アセンブリ。
- 押出物を切断する切断アセンブリであって、
平面内に設けられると共に第1の軸に回転可能に装着される第1のホイールと、該第1のホイールは内方に湾曲した末端面を有し、
前記平面内において前記第1のホイールと隣接して設けられる第2のホイールと、該第2のホイールは第2の軸に回転可能に装着されると共に内方に湾曲した末端面を有し、
前記第1のホイールの末端面及び前記第2のホイールの末端面の間に形成されるサドルと、
前記第1のホイール上において該第1のホイールに対して直角に装着され複数の第1のホイール刃と、
前記第2のホイール上において該第2のホイールと直角に且つ前記複数の第1のホイール刃に対して偏倚位置に装着される複数の第2のホイール刃と
を含むことを特徴とする切断アセンブリ。 - 前記第1のホイール及び第2のホイールを反対方向へ回転させる回転機構と、
前記複数の第1のホイール刃の各々及び対応する前記複数の第2のホイール刃の1個の間の刃間隙とを更に含み、該刃間隙は該複数の第1のホイール刃及び複数の第2のホイール刃が夫々前記第1のホイール及び第2のホイール上において相互に通過するように回転した時に形成される
ことを特徴とする請求項14の切断アセンブリ。 - 前記刃間隙は約0ミリメートルから約0.381ミリメートル(0インチから0.015インチ)であることを特徴とする請求項15の切断アセンブリ。
- 前記刃間隙は約0ミリメートルから約0.076ミリメートル(0インチから0.003インチ)であることを特徴とする請求項16の切断アセンブリ。
- 前記複数の第1のホイール刃の各1個は前記第1のホイール上において、該第1のホイール刃の隣接する1個と所定の刃間隔距離だけ離間して装着され、
前記第2のホイール刃の各1個は前記第2のホイール上において、該第2のホイール刃の隣接する1個と同じ刃間隔距離で装着される
ことを特徴とする請求項14の切断アセンブリ。 - 前記複数の第2のホイール刃は前記複数の第1のホイール刃と数が等しいことを特徴とする請求項14の切断アセンブリ。
- 前記平面内において前記第2のホイールと隣接して設けられる第3のホイールと、該第3のホイールは第3の軸に回転可能に装着されると共に、内方に湾曲する末端面を有し、
前記平面内において前記第3のホイールと隣接して設けられる第4のホイールと、該第4のホイールは第4の軸に回転可能に装着されると共に、内方に湾曲する末端面を有し、
前記第3のホイールの末端面及び第4のホイールの末端面の間に形成される幾何的サドルと、
前記第3のホイール上において該第3のホイールと直角に装着される複数の第3のホイール刃と、
前記第4のホイール上において該第4のホイールと直角に且つ前記複数の第3のホイー
ル刃に対して偏倚位置に装着される複数の第4のホイール刃と
を更に含むことを特徴とする請求項14の切断アセンブリ。 - 前記平面は水平面であることを特徴とする請求項14の切断アセンブリ。
- 前記平面は垂直面であることを特徴とする請求項14の切断アセンブリ。
- 第1の軸に回転可能に装着される複数の第1のホイールにより形成される上側ホイール列と、該複数のホイールの各々は内方に湾曲する末端面を有し、
第2の軸に回転可能に装着される複数の第2のホイールにより形成されると共に、前記上側ホイール列と隣接し且つ該上側ホイール列に対して垂直面に設けられる下側ホイール列と、
前記上側ホイール列の各第1のホイール末端面及び前記下側ホイール列の各第2のホイール末端面の間に形成される複数の案内サドルと、
前記上側ホイール列の各第1のホイール上において該ホイールと直角に装着される複数の第1のホイール刃と、
前記下側ホイール列の各第2のホイール上において該ホイールと直角に装着される複数の第2のホイール刃とを含み、該複数の第2のホイール刃の各々は該複数の第1のホイール刃の対応する1個に対してオフセット位置に装着される
ことを特徴とする切断アセンブリ。 - 押出物個片を製造する製造システムであって、
押出物を切断アセンブリへ連続送り込み速度で供給するように位置決めされる搬送装置と、
該押出物を前記搬送装置から受け取ると共に該押出物を個片に切断するように位置決めされる切断アセンブリと、該切断アセンブリは複数の第1の刃を備えた第1のロールを有し、該第1の刃は該第1のロール上において、第2のロールに装着される対応する複数の第2刃に対して偏倚位置に装着され、
前記押出物個片を前記切断アセンブリから受け取ると共に、該押出物個片を加工のために搬送するように位置決めされる小片搬送装置と
を含むことを特徴とする製造システム。 - 前記搬送装置は入力端及び出力端を有し、該入力端及び出力端の少なくとも1個は高さ調整可能であることを特徴とする請求項24に記載の製造システム。
- 前記搬送装置及び前記切断アセンブリの間に位置決めされるシュートを更に含むことを特徴とする請求項24に記載の製造システム。
- 前記切断アセンブリは更に、前記押出物を前記搬送装置から受け取るように該切断アセンブリを調整するレバー機構を含むことを特徴とする請求項24に記載の製造システム。
- 前記切断アセンブリ及び前記搬送装置の間の物理的な接続を提供するために、該切断アセンブリ及び該搬送装置の間に位置決めされる結合アセンブリを更に含むことを特徴とする請求項24に記載の製造システム。
- 押出物を切断する方法であって、
切断アセンブリの第1のロール及び切断アセンブリの第2のロールを反対方向へ、且つ所定の回転速度で回転させる工程と、該第1のロールは複数の第1の刃を有し、該複数の第1の刃は該第1のロールに所定の刃間隔距離だけ離間して装着され、該第2のロールは複数の第2の刃を有し、該複数の第2の刃の各々は該第2のロールに同じ刃間隔距離だけ
離間して装着され、
前記複数の第1の刃が前記複数の第2の刃を通過するように回転した時に、該複数の第1の刃の各々と該複数の第2の刃の対応する1個の間に刃間隙を形成する工程と、
前記押出物を前記切断アセンブリへ所定の送り込み速度で供給する工程と、
前記押出物が前記刃間隙へ入った時に、前記切断アセンブリへ供給された該押出物を前記複数の第1の刃の1個及び対応する複数の第2の刃の1個と接触させることによる剪断型切断作用によって、該押出物を押出物個片へ切断する工程と
を含むことを特徴とする方法。 - 前記第1のロール及び前記第2のロールを前記送り込み速度よりも速い回転速度で回転させる工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記第1のロール及び前記第2のロールを前記送り込み速度よりも約1.1倍速い回転速度で回転させる工程を更に含むことを特徴とする請求項30に記載の方法。
- 前記第1のロール及び前記第2のロールを前記送り込み速度よりも約1.1倍から約20倍速い回転速度で回転させる工程を更に含むことを特徴とする請求項31に記載の方法。
- 前記第1のロール及び前記第2のロールを前記送り込み速度よりも遅い回転速度で回転させる工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記第1のロール及び前記第2のロールを前記送り込み速度の約1.1倍未満の回転速度で回転させる工程を更に含むことを特徴とする請求項33に記載の方法。
- 前記押出物を約6.1毎分メートル(20毎分フィート)から約229毎分メートル(750毎分フィート)の送り込み速度で供給する工程と、
前記第1のロール及び前記第2のロールを約50毎分回転数から約1000毎分回転数の回転速度で回転させる工程と
を更に含むことを特徴とする請求項29に記載の方法。 - 前記押出物を約91.4毎分メートル(300毎分フィート)から約152.4毎分メートル(500毎分フィート)の送り込み速度で供給する工程と、
前記第1のロール及び前記第2のロールを約300毎分回転数から約500毎分回転数の回転速度で回転させる工程と
を更に含むことを特徴とする請求項35に記載の方法。 - 前記押出物を約30.5毎分メートル(約100毎分フィート)から約42.7毎分メートル(140毎分フィート)の送り込み速度で供給する工程と、
前記第1のロール及び前記第2のロールを約33.5毎分メートル(110毎分フィート)から約51.8毎分メートル(170毎分フィート)の回転速度で回転させる工程とを更に含むことを特徴とする請求項29に記載の方法。 - 前記切断アセンブリへ供給される前記押出物を切断するために、前記刃間隙を調整する工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記切断アセンブリへ供給される前記押出物を切断するために、前記送り込み速度を調整する工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記押出物個片の全長を制御するために、前記刃間隔距離を調整する工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記押出物個切片の全長を制御するために、前記第1ロール及び第2のロールの回転速度及び前記押出物の送り込み速度の少なくとも1方を調整する工程を更に含むことを特徴とする請求項29に記載の方法。
- 前記押出物を押出物個片に切断する工程は、
前記押出物を前記刃間隙内において、前記複数の第1の刃の1個及び複数の第2の刃の対応する1個と直角に接触させる工程を更に含むことを特徴とする請求項29に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/639,172 US20050034581A1 (en) | 2003-08-12 | 2003-08-12 | Method and apparatus for cutting a curly puff extrudate |
| PCT/US2004/018766 WO2005018335A2 (en) | 2003-08-12 | 2004-06-15 | Method and apparatus for cutting a curly puff extrudate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007521796A true JP2007521796A (ja) | 2007-08-09 |
| JP2007521796A5 JP2007521796A5 (ja) | 2007-11-08 |
Family
ID=34135822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006523180A Pending JP2007521796A (ja) | 2003-08-12 | 2004-06-15 | 渦巻き状膨化押出物の切断方法及び装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US20050034581A1 (ja) |
| EP (1) | EP1662881A4 (ja) |
| JP (1) | JP2007521796A (ja) |
| KR (1) | KR101181605B1 (ja) |
| AR (1) | AR045032A1 (ja) |
| AU (1) | AU2004266120B2 (ja) |
| CA (1) | CA2535322C (ja) |
| CL (1) | CL2004001786A1 (ja) |
| MX (1) | MXPA06001617A (ja) |
| TW (1) | TWI259060B (ja) |
| WO (1) | WO2005018335A2 (ja) |
| ZA (1) | ZA200601192B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013161947A1 (ja) * | 2012-04-26 | 2013-10-31 | 株式会社明治 | 膨化スナック食品及び含浸膨化スナック食品 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6722873B2 (en) * | 2001-09-10 | 2004-04-20 | Recot, Inc. | Apparatus for producing a curly puff extrudate |
| US8186991B2 (en) * | 2004-02-27 | 2012-05-29 | Jmp Industries, Inc. | Extruder system and cutting assembly |
| US20060121142A1 (en) * | 2004-02-27 | 2006-06-08 | Jmp Industries, Inc. | Pulse wave modulator cutting assembly |
| US7674102B2 (en) * | 2004-02-27 | 2010-03-09 | Jmp Industries, Inc. | Extruder system and cutting assembly |
| US7612031B2 (en) * | 2005-12-15 | 2009-11-03 | Kimberly-Clark Worldwide, Inc. | Health-and-hygiene appliance comprising a dispersible component and a releasable component disposed adjacent or proximate to said dispersible component; and processes for making said appliance |
| US20080020100A1 (en) * | 2006-07-20 | 2008-01-24 | John Alan Madsen | Fruit snack product |
| US9247752B2 (en) * | 2006-08-07 | 2016-02-02 | Kellogg Company | Apparatus and method for curled extrudate |
| WO2010006443A1 (en) * | 2008-07-18 | 2010-01-21 | Sun-Rype Products Ltd. | Method and system for producing viscous fruit product |
| US20100123262A1 (en) * | 2008-11-18 | 2010-05-20 | Lewis Conrad Keller | Multi-orifice extrusion die and method for obtaining uniform flow |
| US8307762B1 (en) * | 2009-01-20 | 2012-11-13 | Phil Bifulco | Meat cutting assembly |
| US8353233B1 (en) | 2009-01-20 | 2013-01-15 | Phil Bifulco | Meat cutting assembly |
| US9277753B2 (en) | 2010-08-20 | 2016-03-08 | Frito-Lay North America, Inc. | Synchronized cutting and injection system and method |
| WO2012040212A2 (en) * | 2010-09-22 | 2012-03-29 | Interfacial Solutions Ip, Llc | Methods of producing microfabricated particles for composite materials |
| CA2824761C (en) | 2011-01-25 | 2018-03-13 | Oxane Materials, Inc. | Extrusion process for proppant production |
| CN105410087B (zh) * | 2015-12-30 | 2018-01-02 | 陕西理工学院 | 一种揪面片机 |
| US20180103655A1 (en) * | 2016-10-18 | 2018-04-19 | Ferrara Candy Company | Hard Candy with Gummy Center and Systems and Methods for Making Same |
| CN108261097B (zh) * | 2017-01-03 | 2021-05-25 | 宁波市润桥工业设计有限公司 | 一种双旋转烧烤装置 |
| US10772348B2 (en) * | 2018-05-11 | 2020-09-15 | Frito-Lay North America, Inc. | Apparatus for production of snack food pellets |
| CN109169760A (zh) * | 2018-09-05 | 2019-01-11 | 郑州东方尚武食品机械有限公司 | 一种用于油炸面生产线的切断装置 |
| CN115381121B (zh) * | 2022-09-21 | 2023-04-18 | 上杭擎荣农产品有限公司 | 芋头成型加工装置及其生产工艺 |
Family Cites Families (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US670510A (en) * | 1898-06-18 | 1901-03-26 | Electrical Inkless Printing Syndicate Ltd | Process of printing and product thereof. |
| US1615198A (en) * | 1926-07-10 | 1927-01-18 | Nat Gum Company Inc | Pastry cutter |
| US1824482A (en) * | 1929-10-09 | 1931-09-22 | Charles Taylor Sons Company | Method and apparatus for making curved bodies |
| US2195653A (en) * | 1936-08-17 | 1940-04-02 | Walter W Macfarren | Rotary shearing apparatus |
| US2836018A (en) * | 1956-09-25 | 1958-05-27 | Gen Motors Corp | Manufacturing device |
| US3225717A (en) * | 1962-03-27 | 1965-12-28 | Gen Mills Inc | Dough curling device |
| FR1355123A (fr) * | 1963-03-28 | 1964-03-13 | Morgardshammars Mek Verkst Sa | Procédé et dispositif pour le cisaillage à la volée |
| US3327461A (en) * | 1965-06-17 | 1967-06-27 | Turbo Machine Co | Apparatus and method for producing false twist in yarn |
| US3462277A (en) * | 1966-09-26 | 1969-08-19 | Quaker Oats Co | Method of shaping a cereal product |
| US3512990A (en) * | 1967-02-03 | 1970-05-19 | Kellog Co | Production of snack product |
| US3541946A (en) * | 1968-05-13 | 1970-11-24 | Quaker Oats Co | Apparatus for continuously producing a center filled puffed cereal product |
| US3578761A (en) * | 1968-09-12 | 1971-05-18 | Harris Intertype Corp | Severing apparatus |
| US3555948A (en) * | 1968-11-29 | 1971-01-19 | Carl A E Olson | Rotary cutting means for collating machine |
| BE791024A (fr) * | 1971-11-08 | 1973-05-07 | Tyco Laboratories Inc | Procede pour developper des cristaux a partir d'un bain d'une matiere |
| US3779123A (en) * | 1972-10-16 | 1973-12-18 | Cumberland Eng Co | Knife holder and knife therefor |
| US4097213A (en) * | 1977-02-28 | 1978-06-27 | Dorsey-Mccomb Distributors, Inc. | Mechanism for adjusting an extrusion die in cereal grain extruder apparatus |
| US4120627A (en) * | 1977-03-16 | 1978-10-17 | Eiwa Confectionary Co. | Apparatus for making ball-shaped marshmallow products |
| US4131047A (en) * | 1977-03-28 | 1978-12-26 | Harris Corporation | Rotary knife mounting |
| DE2746201C2 (de) * | 1977-10-14 | 1981-11-26 | Continental Gummi-Werke Ag, 3000 Hannover | Strangpresse zum Herstellen von Profilsträngen aus elastomerem Werkstoff |
| DE2900013A1 (de) * | 1979-01-02 | 1980-07-10 | Schloemann Siemag Ag | Verfahren zum ablenken von laufendem walzgut aus der zufuehr-bewegungsbahn in verschiedene, uebereinanderliegende ablauf-bewegungsbahnen sowie rotierende schere zur durchfuehrung des verfahrens |
| US4288463A (en) * | 1979-01-25 | 1981-09-08 | Groff Edwin I | Method of making pretzels of selected spiral pitch |
| US4275629A (en) * | 1979-07-25 | 1981-06-30 | Ball Corporation | Separator-cutter |
| US4290989A (en) * | 1979-12-10 | 1981-09-22 | Frito-Lay, Inc. | Method and apparatus for extruding a plurality of ribbons |
| US4772347A (en) * | 1980-05-09 | 1988-09-20 | Minnesota Mining And Manufacturing Company | Process for making filamentary structure |
| US4327050A (en) * | 1980-09-22 | 1982-04-27 | Phillips Petroleum Company | Extrusion and pelleting apparatus and method |
| US4340342A (en) * | 1981-01-16 | 1982-07-20 | The B. F. Goodrich Company | Apparatus for processing elastomeric materials |
| DE3364233D1 (en) * | 1982-03-05 | 1986-07-31 | Quaker France | Animal foodstuff |
| US4879126A (en) * | 1982-06-04 | 1989-11-07 | Willard Miles J | Method for preventing distortion in the shape of fried strand-like expanded snacks |
| US4480772A (en) * | 1983-02-04 | 1984-11-06 | Kimberly-Clark Corporation | Sleeve making method and apparatus |
| US4522773A (en) * | 1983-02-24 | 1985-06-11 | Celanese Corporation | Process for producing self-crimping polyester yarn |
| US4882185A (en) * | 1983-06-24 | 1989-11-21 | Nabisco Brands, Inc. | Method and apparatus for severing a coextrusion for making an enrobed food piece |
| JPS6192536A (ja) * | 1984-10-12 | 1986-05-10 | Rheon Autom Mach Co Ltd | 包被切断方法及び装置 |
| JPH0678058B2 (ja) * | 1985-04-02 | 1994-10-05 | トキコ株式会社 | アンチスキツド制御装置 |
| US4598619A (en) * | 1985-04-15 | 1986-07-08 | Hershey Foods Corporation | Cutter and ejector for use in manufacture of licorice bites |
| US4803091A (en) * | 1986-01-31 | 1989-02-07 | Borden, Inc. | Corn spirals and method of manufacture |
| US4888192A (en) * | 1986-03-05 | 1989-12-19 | Nabisco Brands, Inc. | Method for extrusion of baked goods |
| US4698004A (en) * | 1986-03-05 | 1987-10-06 | Nabisco Brands, Inc. | Nozzle for extrusion |
| US4837382A (en) * | 1987-11-10 | 1989-06-06 | Frito-Lay, Inc. | Process and apparatus for uniformly forming individual food pieces from a mass of flowable material |
| US5216946A (en) * | 1988-05-26 | 1993-06-08 | Cpc International Inc. | Precooked filled pasta products made by co-extrusion |
| US4941402A (en) * | 1989-05-24 | 1990-07-17 | Alterio Joseph C D | Apparatus for encapsulating filler with dough |
| DE4034213C1 (ja) * | 1990-10-27 | 1991-08-22 | Real Gmbh, 8717 Mainbernheim, De | |
| DE4115609C1 (ja) * | 1991-05-14 | 1992-04-23 | Real Gmbh, 8717 Mainbernheim, De | |
| SE469940B (sv) * | 1992-01-14 | 1993-10-11 | Rolf Arne Larsson | Anordning för fasthållning av knivblad i en cylinder avsedd för bearbetning av en löpande bana |
| US5723158A (en) * | 1993-08-12 | 1998-03-03 | Schreiber Foods, Inc. | Apparatus for producing shredded cheese |
| IT1262245B (it) * | 1993-11-30 | 1996-06-19 | Danieli Off Mecc | Cesoia volante ad alta velocita' |
| DE69421527T2 (de) * | 1994-07-23 | 2000-06-21 | Nestle Sa | Verfahren und Vorrichtung zur Herstellung von gefüllten Teigprodukten |
| DE69427350T2 (de) * | 1994-09-29 | 2001-09-13 | Nestle Sa | Extrusionsmatrize |
| US5641529A (en) * | 1995-03-15 | 1997-06-24 | The Quaker Oats Company | Extrusion apparatus and method for producing three-dimensional shapes |
| US5687638A (en) * | 1995-09-20 | 1997-11-18 | 562186 Alberta Ltd. | Apparatus for producing filled food products |
| US5524529A (en) * | 1995-09-20 | 1996-06-11 | 562186 Alberta Ltd. | Rotary stamper disk |
| US5640897A (en) * | 1996-01-24 | 1997-06-24 | Fehr; Amos | Meat and cheese slicer for a pizza finger machine |
| ES2160761T3 (es) * | 1996-04-12 | 2001-11-16 | Nestle Sa | Procedimiento y dispositivo de fabricacion de confiteria helada extrusionada. |
| US6086352A (en) * | 1997-04-12 | 2000-07-11 | Mcfarland; Archie Rae | Apparatus for extruding products made up of composite materials |
| GB9709460D0 (en) * | 1997-05-09 | 1997-07-02 | Matthews Bernard Plc | Apparatus for extruding plastic food substrates |
| US6026722A (en) * | 1997-12-04 | 2000-02-22 | Sociedad Espanola Del Acumulador Tudor, S.A. | Machine for cutting electric battery plates from metal strip passing between parallel rollers |
| RU2188549C2 (ru) * | 1998-04-01 | 2002-09-10 | Реон аутоматик машинери Ко., Лтд. | Устройство для непрерывного нарезания и формования пищевого продукта (варианты) и способ его осуществления (варианты) |
| US6355293B1 (en) * | 1999-12-03 | 2002-03-12 | Rich Sea-Pak Corporation | Method for preparing filled dough products |
-
2003
- 2003-08-12 US US10/639,172 patent/US20050034581A1/en not_active Abandoned
-
2004
- 2004-06-15 AU AU2004266120A patent/AU2004266120B2/en not_active Ceased
- 2004-06-15 EP EP04776522A patent/EP1662881A4/en not_active Withdrawn
- 2004-06-15 JP JP2006523180A patent/JP2007521796A/ja active Pending
- 2004-06-15 CA CA002535322A patent/CA2535322C/en not_active Expired - Fee Related
- 2004-06-15 MX MXPA06001617A patent/MXPA06001617A/es active IP Right Grant
- 2004-06-15 WO PCT/US2004/018766 patent/WO2005018335A2/en active Search and Examination
- 2004-06-15 KR KR1020067002595A patent/KR101181605B1/ko not_active IP Right Cessation
- 2004-06-25 TW TW93118400A patent/TWI259060B/zh not_active IP Right Cessation
- 2004-07-07 AR ARP040102385 patent/AR045032A1/es active IP Right Grant
- 2004-07-16 CL CL2004001786A patent/CL2004001786A1/es unknown
-
2006
- 2006-02-09 ZA ZA200601192A patent/ZA200601192B/xx unknown
-
2007
- 2007-11-07 US US11/936,617 patent/US20080054513A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013161947A1 (ja) * | 2012-04-26 | 2013-10-31 | 株式会社明治 | 膨化スナック食品及び含浸膨化スナック食品 |
| JPWO2013161947A1 (ja) * | 2012-04-26 | 2015-12-24 | 株式会社明治 | 膨化スナック食品及び含浸膨化スナック食品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CL2004001786A1 (es) | 2005-04-15 |
| CA2535322C (en) | 2010-01-05 |
| AU2004266120B2 (en) | 2010-08-12 |
| WO2005018335A3 (en) | 2006-04-27 |
| WO2005018335A2 (en) | 2005-03-03 |
| EP1662881A4 (en) | 2012-11-14 |
| US20050034581A1 (en) | 2005-02-17 |
| EP1662881A2 (en) | 2006-06-07 |
| MXPA06001617A (es) | 2006-05-12 |
| TW200505348A (en) | 2005-02-16 |
| AU2004266120A1 (en) | 2005-03-03 |
| TWI259060B (en) | 2006-08-01 |
| AR045032A1 (es) | 2005-10-12 |
| KR101181605B1 (ko) | 2012-09-10 |
| ZA200601192B (en) | 2008-09-25 |
| KR20060065672A (ko) | 2006-06-14 |
| CA2535322A1 (en) | 2005-03-03 |
| US20080054513A1 (en) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007521796A (ja) | 渦巻き状膨化押出物の切断方法及び装置 | |
| AU2003207482B2 (en) | Method and apparatus for producing a braided puff extrudate | |
| JP4324557B2 (ja) | 渦巻き状膨化押出物の改良型製造方法及び製造装置 | |
| US6722873B2 (en) | Apparatus for producing a curly puff extrudate | |
| AU2005273116B2 (en) | Extrusion apparatus and method for extruding high protein foodstuffs | |
| AU2002326411A1 (en) | Method and apparatus for producing a curly effect puff extrudate | |
| CN110573028A (zh) | 旋转头挤出机、挤出方法和挤出产品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080527 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080826 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080902 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080926 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081003 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081024 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081031 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090519 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091104 |