JP2007514509A - 取付け板 - Google Patents
取付け板 Download PDFInfo
- Publication number
- JP2007514509A JP2007514509A JP2006545714A JP2006545714A JP2007514509A JP 2007514509 A JP2007514509 A JP 2007514509A JP 2006545714 A JP2006545714 A JP 2006545714A JP 2006545714 A JP2006545714 A JP 2006545714A JP 2007514509 A JP2007514509 A JP 2007514509A
- Authority
- JP
- Japan
- Prior art keywords
- mounting surface
- mounting
- mating
- mounting plate
- patch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000758 substrate Substances 0.000 claims abstract description 10
- 229920000642 polymer Polymers 0.000 claims abstract description 5
- 230000013011 mating Effects 0.000 claims description 63
- 239000000463 material Substances 0.000 claims description 20
- 238000005286 illumination Methods 0.000 claims description 4
- 239000004744 fabric Substances 0.000 claims description 2
- 230000000739 chaotic effect Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 15
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 239000007799 cork Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 4
- KMXPHBJUGYLXDM-LSDHHAIUSA-N 1-[(7r,8s)-7-hydroxy-6,6-dimethyl-7,8-dihydropyrano[2,3-f][2,1,3]benzoxadiazol-8-yl]piperidin-2-one Chemical compound N1([C@H]2C3=CC4=NON=C4C=C3OC([C@@H]2O)(C)C)CCCCC1=O KMXPHBJUGYLXDM-LSDHHAIUSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920012485 Plasticized Polyvinyl chloride Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000002987 primer (paints) Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000002478 γ-tocopherol Substances 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0053—Fasteners made integrally of plastics in which each part has similar elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0061—Male or hook elements
- A44B18/0065—Male or hook elements of a mushroom type
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F7/00—Signs, name or number plates, letters, numerals, or symbols; Panels or boards
- G09F7/02—Signs, plates, panels or boards using readily-detachable elements bearing or forming symbols
- G09F7/12—Signs, plates, panels or boards using readily-detachable elements bearing or forming symbols the elements being secured or adapted to be secured by self-adhesion, moisture, suction, slow-drying adhesive or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24008—Structurally defined web or sheet [e.g., overall dimension, etc.] including fastener for attaching to external surface
- Y10T428/24017—Hook or barb
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Mirrors, Picture Frames, Photograph Stands, And Related Fastening Devices (AREA)
Abstract
本発明は、取付け表面を含む取付け板である。取付け表面は、ポリマーバッキングと、バッキングの第1の側から延在している複数のキノコ形フックとを含む。取付け表面は、複数の品目を固定できる十分に広い取付け面積を与えるように構成されている。取付け表面の不透明度は50パーセント未満である。剛性基材がバッキングの第2の側に固定されている。
Description
本発明は、垂直位置で用いることのできる整理用表面である。特に、本発明は、表面の様々な点に複数の品目を固定できる垂直に取り付けられた表面である。
オフィスか家庭の場のいずれかにおいて、重量の限られた様々な小さな対象物を垂直位置の適所に保持する(すなわち、壁に取り付ける)ためにコルク板または接着剤カバー板を用いることは一般的である。特に、コルク板および接着剤カバー板は、紙や写真などの非常に軽量の対象物を保持するのに有用である。接着剤カバー板だと、板に用いる接着剤の必要な位置変更または「剥離」のために適所に保持できる対象物の重さが限定される。コルク板の場合には、一般的に、ピンや「鋲」を用いて、鋲を品目に押し付け、壁に取り付けられたコルク基材に入れることにより、対象物または品目が板に固定される。この構成を用いると、対象物(写真など)を板に固定するためには、対象物に鋲を押し通して鋲によって穴が形成されるため、対象物は傷付けられるのが一般的である。更に、鋲だと、板には、特定の重さの対象物しか保持することができない。というのは、ある程度の軽さで、板のコルクが圧縮されて、鋲が滑って、対象物が落ちるからである。
フェルト板では、フック・アンド・ループファスニングシステムを一般的に用いており、複数の「釣り針」形フィラメントが、壁に取り付けられた板から突出していて、フィラメントのメーティング「ループ」が品目と一体化または固定されている。釣り針フィラメントおよびループフィラメントが係合すると、対象物が適所に支持される。このタイプの固定システムでは、固定できる対象物のサイズが限られている。というのは、特定の重さだと、釣り針フィラメントが曲がって、対象物が板から落ちる前に対象物から脱離する可能性があるからである。フェルト板が支えられる重さのレベルは、板の表面積と対象物の表面積のために、係合可能なフックとループの数により限られている。更に、板の釣り針フィラメントの密度は、適切な接着力を与えるべく高くなければならないため、釣り針フィラメントの後ろにグラフィックスや画像を印刷することに適さない。というのは、釣り針フィラメントが、かかるグラフィックスや画像を見るのにかなり障害となるからである。
ペッグボードは、間隔のあいた一定のパターンで通過する穴を有するパーティクルボードや繊維板などの剛性基材である。「ラック」またはその他挿入部を、間隔のあいた穴にラックの一部を配置することにより板に固定して、板を通って延在する部分が、ラックを適所に保持する、板の裏側の上方または下方に延在する湾曲部を有するようにする。穴を通して延在していないラックの部分は、品目を適所に吊るすのに用いることができる。対象物の保持の仕方や保持の場所の構成が、ペッグ穴の配置およびラックの構成により限られる。更に、ラックは、板の裏に延在できなければならず、ラックまたは穴を適所に取り付けるためには、ペッグボードが取り付けられる表面の間に空間が必要である。
キノコ形フックファスニングシステムは、所望の光学明瞭度および保持強度特性を有することが分かっている。キノコ形ファスニングシステムは、多くの品目に広い取付け表面を与えるために、広い表面積についてこれまで使われていなかった。
枠付き写真、車のキー、携帯電話、オフィス製品、ツールなどといった様々な対象物を任意の構成で保持でき、更に、家庭およびオフィス環境で美観的に魅力のある壁板が必要とされている。
本発明は、取付け表面を含む取付け板である。取付け表面は、ポリマーバッキングと、バッキングの第1の側から延在している複数のキノコ形フックとを含む。取付け表面は、多数の品目を固定できる十分に広い取付け面積を与えるように構成されている。取付け表面の不透明度は50パーセント未満である。剛性基材がバッキングの第2の側に固定されている。
添付の図面を参照して、本発明をさらに説明する。図面において同じ参照番号は同じ部分を参照している。
本発明の取付け板の実施形態を図1に10(すなわち、掲示板として)で示す。取付け板10は、取付け表面12と枠14とを有している。枠14は、取付け表面12を完全に囲むものとして示されているが、この代わりに取付け表面12の周囲16の一部に沿わせる、または取付け板10からは完全に省くことができる。ディスプレイグラフィックス18もまた、取付け板10の一部として含められる。本発明のある好ましい実施形態において、ディスプレイグラフィックス18は、取付け表面12の背後に配置される。ただし、ディスプレイグラフィックス18は、この代わりに取付け表面12に直接印刷してもよい。取付け表面12は、多数の品目22を取付け板10に固定できる十分な面積を与える大きさがある。一実施形態において、取付け表面12は、少なくとも約4in2(26cm2)の面積をカバーする、好ましくは少なくとも約80in2(516cm2)の面積をカバーする、より好ましくは少なくとも864in2(5574cm2)の面積をカバーする。
図2に、取付け表面12の部分図を示す。取付け表面12は、複数のキノコ形突出部(または「フック」)20と、実質的に連続したバッキング21とを含む。フック20は、バッキング21から略垂直に延在している。一実施形態において、フック20は略規則的な配列で配置されている。バッキング表面21Aは、個々のフック20間に延在しており、好ましくは平滑である。ある好ましい実施形態において、バッキング21およびフック20は、実質的に透明なフィルム樹脂から形成される。一実施形態において、取付け表面12の全体の不透明度は約50パーセント未満、好ましくは約30パーセント未満、より好ましくは約15パーセント未満である。不透明度の測定は、業界に知られた標準測定技術を用いて行う。例えば、測定は、パーキンエルマーラムダ(PERKINELMER LAMBDA)900分光光度計(PELA−100積分球付属品(パーキンエルマー(PerkinElmer)より入手可能)を備えたマサチューセッツ州ウェレズレーのパーキンエルマー社(PerkinElmer,Inc.,Wellesley,MA)より入手可能)で行ってもよい。球はASTM法E903、D1003、E308などに準拠するものであり、「色および外観の測定、ASTM規格(ASTM Standards on Color and Appearance Measurement)」第3版、ATM、1991年に掲載されている。ASTM技法E1164に従って測定を行うことができる。不透明度データは、ASTM D1003に従った直径6インチ(150nm)の積分球で標準の略法線の反射率幾何形状を用いて測定することができる。不透明度の計算は、C100=100*R0/R100で表すことができる。>99パーセント反射ホワイトプレートを試料の裏につけて全輝度反射率測定を行ってR100を得て、<0.05パーセントのライトトラップで再び測定してR0を得る。C100の計算は、ASTM D589−97に記載されているC0.89の計算に似ている。
ある好ましい実施形態において、取付け表面12の20%〜80%強度での平均線解像度(または平均線強度)は、通常の照明を用いた通常の視角で、約0.668mm以下の距離である。更に好ましい実施形態において、取付け表面12の20%〜80%強度での平均線解像度は、45度の照明を用いた30度の視角で、約0.631mmの距離である。線強度は、例えば、「ティモシーコール、ゴードンキノ、共焦点走査光学顕微鏡検査および関連画像形成システム、アカデミックプレス(Timothy Corle, Gordon Kino, Confocal Scanning Optical Microscopy and Related Imaging Systems, Academic Press)1996年」に詳細が記載された業界に知られた標準方法を用いて試験される。
品目22(図1参照)は、各品目22に固定されるか、または一体化された対応の材料によりフック20のインターロッキングで取付け表面12に固定される。本発明のキノコ型フックは、対向するフックが係合できるように設計されているのが好ましい。このタイプのフックは、インターメッシュすると、雄雌両方の特徴を有するため、「両性」と呼ばれることがある。本発明に用いられる一例のフックシステムは、米国特許第6,076,238号明細書に開示されている。
フック20は、一般的に均一な高さを有しているが、フック20の高さは異なっていてもよく、任意の所望の高さ、断面積またはヘッド形状を有していてよい。バッキング表面21Aからフック20のヘッド26の底部までで測定されたフックの例示的な高さは、約0.002in〜約0.500in.(約0.005cm〜約1.27cm)の範囲である。バッキング表面21Aからのヘッド26の底部までで測定されたフックの好ましい高さは、約0.025in.〜約0.075in.(約0.064cm〜約0.191cm)の範囲である。
ヘッド26の底部からヘッド26の上部までで測定されたフック20のヘッド部分26の例示的な高さは、約0.002〜約0.215in.(約0.005cm〜約0.546cm)の範囲である。ヘッド26の底部からヘッド26の上部までで測定されたフック20のヘッド部分26の好ましい高さは、約0.010in.〜約0.030in.(約0.025cm〜約0.076cm)の範囲である。あるいは、上述した通り、フック20の高さは取付け表面12に応じて異なってもよい。
フード20のステム部分24の例示的な直径は0.003in.〜0.070in.(約0.008cm〜約0.178cm)の範囲である。ステムの最も好ましい直径は0.008in.〜0.016in.(約0.020cm〜約0.041cm)の範囲である。ステム24は円柱またはテーパであってもよい。最外周囲のヘッド26の好ましい直径は、約0.005in.〜約0.150in.(約0.013cm〜約0.381cm)の範囲である。最外周囲のヘッド26のより好ましい直径は、約0.018in.〜約0.030in.(約0.046cm〜約0.076cm)の範囲である。
取付け表面12のヘッド密度は、バッキング21の上面の合計面積で除算したヘッド26が占める平面面積に等しい。ヘッド密度は、所望の用途に基づいて選択してよい。ヘッド密度は、一対の対向するフック20間の係合部が係合し、しかも強固な係合が得られる十分な密度となるように選択されるのが好ましい。取付け表面12のヘッド密度は、約14パーセント〜約45パーセントの範囲であるのが好ましい。ヘッド密度は、約30パーセント〜約35パーセントの範囲であるのがより好ましい。
ある面積のフック20の数は、ステムを係合するフック20とヘッド部分26のサイズに基づいて選択された任意の数でよい。係合フックの好ましい密度は、約7フック/in2〜約22959フック/in2(1フック/cm2〜3560フック/cm2)である。フックのより好ましい密度は、約285フック/in2〜約804フック/in2(44フック/cm2〜125フック/cm2)である。
フックの好ましい分布としては、基材上で繰り返される無秩序な配列で配置された複数の係合ステムが挙げられる。取付け表面12の好ましい実施形態は、キノコ形フックの複数の繰り返しの無秩序な配置を提供する。この配列は2つ以上の方向に繰り返される。係合フックの無秩序な配置によって、対向するフックの対が係合できる。更に、フックの無秩序な配置によって、対向するフックが、比較的一定の係合力および比較的一定の脱離力で係合できる。
フックの剛性は、フックの直径、高さおよび材料に関係している。直径が約0.012in〜約0.016in.(約0.030cm〜約0.41cm)の範囲のフックステム部分24および高さが約0.015in〜0.051in.(0.038cm〜0.0130cm)の範囲のステム24については、曲げ弾性率は好ましくは約25,000psi〜2,000,000psi(172,250kPa〜13,780,00kPa)の範囲である。直径が約0.014in(約0.0356cm)のステム24および高さが約0.037in.(約0.094cm)のステム24については、より好ましい曲げ弾性率は約200,000(1,378,000kPa)である。
図3に、図1の線3−3に沿った本発明の取付け板10の部分断面図を示す。例示的な実施形態において、取付け板10は、ディスプレイグラフィックス18が印刷される基材30(例えば、ポスター)を含む。基材30は、接着剤32によりバッキング21の底面21Bに接合されている。取付け表面の下にディスプレイグラフィックス18を作成する任意の数の他の代替法が本発明により考えられる。例えば、ディスプレイグラフィックス18は、バッキング21の底面21Bに直接印刷することができる。その他の接合技術を用いて、バッキング21にディスプレイグラフィックス18を接合させることもできる。バッキング21の底面21Bへの印刷は、インク受容層をバッキング21にコーティングまたは共押出しする、またはバッキング21の底面21Bをコロナ、火炎またはその他標準処理または技術で処理することによって促すことができる。
剛性ベース34を、本発明の取付け板10の一部として含めてもよい。ベース34は、特に、木材、プラスチック金属およびシートロックなどの取付け板10全体を強化する作用をする任意の数の材料で形成することができる。図示した通り、ベース34は、接着剤34の層を用いて基材30に固定することができるが、ベース34を適所に固定する業界に公知の数多くある方法が考えられる(例えば、メカニカルファスナー)。例示した実施形態は、本発明の取付け板10の一部としてディスプレイグラフィックス18を含むが、もう一つの選択肢として、グラフィックを組み込まなくてもよいものと考えられる。更に、その他の層を、本発明の取付け板10の一部として含めてもよい(図示せず)。例えば、接着剤およびインクプライマーコーティングを本発明の取付け板10に含めてもよい。
品目22(図1に図示)を、取付け表面12と係合可能なその表面に一部の材料に与えることができる。メーティングパッチ40は、各品目(例えば、布地)と一体化されていてもよいし、品目の表面に固定された材料の別個の片としてもよい。この「別個の」メーティングパッチ40は、標準接着剤、熱または機械的方法(縫製またはニードリング)により品目22にラミネートすることができる。係合可能な品目を図4Aおよび4Bに示す。図4Aにキーチェーン22Aを示す。キーチェーン22Aに固定された連続メーティングバッキング44から延在しているフック42のメーティングパッチ40(取付け表面12にあるのと同様または同一のもの)が含まれている。図4Bに、ペン22Bに固定されたループ材料46のパッチ40(例えば、織または編)を組み込んだペン22Bを示す。取付け表面にメーティング可能な多くのタイプのメーティング材料が考えられる。この材料は、不織材料、織または編ループ(図示した通り)をはじめとする標準繊維状ループタイプ材料などの品目22に固定または一体化してよい。これらには、連続バッキングを与えても与えなくてもよい。
一実施形態において、取付け表面の分布およびフック構成は、表1に示す通りの動的剪断力、90°剥離力および係合/脱離力値を与える。

取付け表面(例えば、ミネソタ州セントポールの3Mカンパニー(3M Company,St.Paul,MN)より入手可能な3Mブランド(登録商標)デュアルロック(DUAL LOCK)(登録商標)低プロフィールファスナーNo.SJ5480)に取り付けられた、実質的に同一の取付け表面のフック試料およびループ材料の試料(例えば、ミネソタ州セントポールの3Mカンパニー(3M Company,St.Paul,MN)より、スコッチメート(SCOTCHMATE)(登録商標)ブランドSJ3571フック・アンド・ループファスナーのループ部分などの)を、後述の試験方法に従って、動的剪断力、90°剥離力および係合/脱離力値を試験する。
取付け表面に対するメーティングパッチの動的剪断試験
動的剪断試験は、1インチ×1インチ(2.54cm×2.54cm)の取付け表面片に取り付けられた1インチ×1インチ(2.54cm×2.54cm)のメーティングパッチを、互いに180度の方向に引っ張ってそれらを分離するときの除去に要する力の量を測定する。取付け表面の1インチ×1インチ(2.54cm×2.54cm)の試料の底(非メーティング)側を2インチ×3インチ(5.08cmc7.62cm)のアルマイト試験パネルに固定する。取付け表面試料を、試験パネルの長手方向一端から約0.5インチ(1.27cm)および試験パネルの各交差側から0.5インチ(1.27cm)のところに配置して、取付け表面試料を試験パネルの一端から1インチ(2.54)の「中心」となるようにする。1インチ×1インチ(2.54cm×2.54cm)のメーティングパッチを2インチ×3インチ(5.08cmc7.62cm)のアルマイト試験パネルに固定する。メーティングパッチ試料を、試験パネルの長手方向一端から約0.5インチ(1.27cm)および試験パネルの各交差側から0.5インチ(1.27cm)のところに配置して、メーティングパッチ試料を試験パネルの一端から1インチ(2.54)の「中心」となるようにする。一方の試験パネルおよびメーティングパッチを、他方の試験パネルおよびメーティング表面試料の上部に配置して(向き合わせて)、1インチ×1インチの係合領域とし、各試験パネルの長手方向端部が、取付け表面を含まないようにし、メーティングパッチを互いに180度の角度で配置する(すなわち、「ミラー」でない)。係合した試験片を、指の圧力でプレスして、メーティングパッチのある板を各方向に約20度捻ってより完全に係合させる。メーティングした取付け表面およびメーティングパッチを平らな表面に配置する。8ポンド(3.6kg)鋼バーを、試料の係合部分に置いて、4−1/2ポンド(2kg)のローラを2インチ(5.08cm)のスパンで、1分当たり約12インチ(30.5cm)のレートを用いて6回通過(3サイクル)で試料に巻く。
動的剪断試験は、1インチ×1インチ(2.54cm×2.54cm)の取付け表面片に取り付けられた1インチ×1インチ(2.54cm×2.54cm)のメーティングパッチを、互いに180度の方向に引っ張ってそれらを分離するときの除去に要する力の量を測定する。取付け表面の1インチ×1インチ(2.54cm×2.54cm)の試料の底(非メーティング)側を2インチ×3インチ(5.08cmc7.62cm)のアルマイト試験パネルに固定する。取付け表面試料を、試験パネルの長手方向一端から約0.5インチ(1.27cm)および試験パネルの各交差側から0.5インチ(1.27cm)のところに配置して、取付け表面試料を試験パネルの一端から1インチ(2.54)の「中心」となるようにする。1インチ×1インチ(2.54cm×2.54cm)のメーティングパッチを2インチ×3インチ(5.08cmc7.62cm)のアルマイト試験パネルに固定する。メーティングパッチ試料を、試験パネルの長手方向一端から約0.5インチ(1.27cm)および試験パネルの各交差側から0.5インチ(1.27cm)のところに配置して、メーティングパッチ試料を試験パネルの一端から1インチ(2.54)の「中心」となるようにする。一方の試験パネルおよびメーティングパッチを、他方の試験パネルおよびメーティング表面試料の上部に配置して(向き合わせて)、1インチ×1インチの係合領域とし、各試験パネルの長手方向端部が、取付け表面を含まないようにし、メーティングパッチを互いに180度の角度で配置する(すなわち、「ミラー」でない)。係合した試験片を、指の圧力でプレスして、メーティングパッチのある板を各方向に約20度捻ってより完全に係合させる。メーティングした取付け表面およびメーティングパッチを平らな表面に配置する。8ポンド(3.6kg)鋼バーを、試料の係合部分に置いて、4−1/2ポンド(2kg)のローラを2インチ(5.08cm)のスパンで、1分当たり約12インチ(30.5cm)のレートを用いて6回通過(3サイクル)で試料に巻く。
固定されたメーティングパッチを有するアルミニウム試験板を、引張り試験機(マサチューセッツ州カントンのインストロンコーポレーション(Instron Corporation,Canton,Ma)製インストロン(INS(登録商標)TRON)(登録商標)型番1122などの)の上部ジョーに固定する。固定された取付け表面を有する金属板を下部ジョーに配置して、引張り試験機が、取付け表面を引っ張る方向から180度の方向に取付けパッチを引っ張るように固定して留める。1分当たり12インチ(30.5cm)の引張り試験機クロスヘッド速度で剪断力を記録する。
取付け表面に対するメーティングパッチの90度剥離試験
剥離試験は、取付け表面片に取り付けられた1インチ(2.54cm)×1インチ(2.54cm)のメーティングパッチを、メーティングパッチを90度の角度で、一定の剥離レートで取付け表面から引っ張りながら、除去するのに要する力の量を測定する。メーティングパッチ材料の1インチ×1インチ(2.54cm×2.54cm)の試料を取付け表面試料に配置する。重ねた試験片を手で、4.5ポンド(100グラム)のローラを1分当たり約12インチ(30.5cm)のレートで各方向に一回ロールし、取付け表面試料とメーティングパッチを係合する。
剥離試験は、取付け表面片に取り付けられた1インチ(2.54cm)×1インチ(2.54cm)のメーティングパッチを、メーティングパッチを90度の角度で、一定の剥離レートで取付け表面から引っ張りながら、除去するのに要する力の量を測定する。メーティングパッチ材料の1インチ×1インチ(2.54cm×2.54cm)の試料を取付け表面試料に配置する。重ねた試験片を手で、4.5ポンド(100グラム)のローラを1分当たり約12インチ(30.5cm)のレートで各方向に一回ロールし、取付け表面試料とメーティングパッチを係合する。
メーティングパッチを、引張り試験機(マサチューセッツ州カントンのインストロンコーポレーション(Instron Corporation,Canton,Ma)製インストロン(INS(登録商標)TRON)(登録商標)型番1122などの)の下部ジョーに配置した。試料の予備剥離なしで、始端部を引張り試験機の上部ジョーに配置する。引張り試験機を係合する。1分当たり12インチ(30.5cm)のクロスヘッド速度で90度の角度で維持しながら、メーティングパッチを、取付け表面片から除去する剥離力を記録する。
係合および脱離試験
この試験は、取付け表面片に取り付けられた1インチ(2.54cm)×1インチ(2.54cm)のメーティングパッチを、メーティングパッチを90度の角度で、一定の剥離レートで取付け表面から引っ張りながら、脱離および係合するのに要する力をポンドで求めるものである。メーティングパッチ材料の1+/−1/64インチ×1+/−1/64インチ(25.4+/−0.4mm×25.4+/−0.4mm)試料を、取付け表面試料1+/−1/64インチ×1+/−1/64インチ(25.4+/−0.4mm×25.4+/−0.4mm)に配置する。各試料を、別個の試験ブロックの中心に取り付ける。一つの試験ブロックを固定ジグ(ノースカロライナ州グリーンスボロのシャティヨンカンパニー(Chatillon Company,Greensboro,N.C.)のシャティヨン(Chatillon)型番LTS試験スタンドまたは等価物など)に取付け、一つの試験ブロックをデジタルフォースゲージ(ノースカロライナ州グリーンスボロのシャティヨンカンパニー(Chatillon Company,Greensboro,N.C.)のシャティヨン(Chatillon)型番DFGデジタルフォースゲージ)に取り付ける。メーティングパッチおよび取付け表面試料を位置合せして、互いに対面させ(向き合わせ)、デジタルフォースゲージ(可動ジグ)および試験スタンド(固定ジグ)のクランプを中心にする。デジタルフォースゲージを「lb.」、「標準」および圧縮モードに設定し、ゼロにする。試験片を1分当たり約8インチ+/−1インチ(1分当たり305mm+/−51mm)で係合する。メーティングパッチが、取付け表面のフックと実質的に同一のフックからなるときは、係合がなされ、カチッという音が聞こえると試験片を係合するのに必要な力が急激に減少する。係合力を記録する。デジタルフォースゲージを引張りモードに設定し、ゼロにする。試験片を1分当たり約8インチ+/−1インチ(1分当たり305mm+/−51mm)で脱離する。脱離力を記録する。
この試験は、取付け表面片に取り付けられた1インチ(2.54cm)×1インチ(2.54cm)のメーティングパッチを、メーティングパッチを90度の角度で、一定の剥離レートで取付け表面から引っ張りながら、脱離および係合するのに要する力をポンドで求めるものである。メーティングパッチ材料の1+/−1/64インチ×1+/−1/64インチ(25.4+/−0.4mm×25.4+/−0.4mm)試料を、取付け表面試料1+/−1/64インチ×1+/−1/64インチ(25.4+/−0.4mm×25.4+/−0.4mm)に配置する。各試料を、別個の試験ブロックの中心に取り付ける。一つの試験ブロックを固定ジグ(ノースカロライナ州グリーンスボロのシャティヨンカンパニー(Chatillon Company,Greensboro,N.C.)のシャティヨン(Chatillon)型番LTS試験スタンドまたは等価物など)に取付け、一つの試験ブロックをデジタルフォースゲージ(ノースカロライナ州グリーンスボロのシャティヨンカンパニー(Chatillon Company,Greensboro,N.C.)のシャティヨン(Chatillon)型番DFGデジタルフォースゲージ)に取り付ける。メーティングパッチおよび取付け表面試料を位置合せして、互いに対面させ(向き合わせ)、デジタルフォースゲージ(可動ジグ)および試験スタンド(固定ジグ)のクランプを中心にする。デジタルフォースゲージを「lb.」、「標準」および圧縮モードに設定し、ゼロにする。試験片を1分当たり約8インチ+/−1インチ(1分当たり305mm+/−51mm)で係合する。メーティングパッチが、取付け表面のフックと実質的に同一のフックからなるときは、係合がなされ、カチッという音が聞こえると試験片を係合するのに必要な力が急激に減少する。係合力を記録する。デジタルフォースゲージを引張りモードに設定し、ゼロにする。試験片を1分当たり約8インチ+/−1インチ(1分当たり305mm+/−51mm)で脱離する。脱離力を記録する。
割裂強度試験
この試験は、1インチ±1/16(25.4mm±1.6mm)×2.25インチ±1/16(57.2mm±1.6mm)の取付け表面の一片に取り付けた動的割裂力に対する1インチ±1/16(25.4mm±1.6mm)×2.25インチ±1/16(57.2mm±1.6mm)のメーティングパッチの割裂強度を求めるものである。2枚の清浄なベアのアルミニウム板を必要とする。明瞭にする目的で、図4Cおよび4Dに、アルミニウム試験板の構成を示す。両板は、2インチ(参照文字Mで示してある)×3インチであり、板の2インチの幅に沿って中心にあり、板の端部に対して中心線(参照文字Oで示してある)から3/8インチに位置する単一の1/4インチ直径の穴(参照文字Nで示してある)と、板の端部(参照文字Qで示してある)から9/16インチに位置する45度曲がった部分(参照文字Pで示してある)とを有している。
この試験は、1インチ±1/16(25.4mm±1.6mm)×2.25インチ±1/16(57.2mm±1.6mm)の取付け表面の一片に取り付けた動的割裂力に対する1インチ±1/16(25.4mm±1.6mm)×2.25インチ±1/16(57.2mm±1.6mm)のメーティングパッチの割裂強度を求めるものである。2枚の清浄なベアのアルミニウム板を必要とする。明瞭にする目的で、図4Cおよび4Dに、アルミニウム試験板の構成を示す。両板は、2インチ(参照文字Mで示してある)×3インチであり、板の2インチの幅に沿って中心にあり、板の端部に対して中心線(参照文字Oで示してある)から3/8インチに位置する単一の1/4インチ直径の穴(参照文字Nで示してある)と、板の端部(参照文字Qで示してある)から9/16インチに位置する45度曲がった部分(参照文字Pで示してある)とを有している。
メーティングパッチを、一方のアルミニウム試験板に接合し、取付け表面試料を他方のアルミニウム試験板に接合する。メーティングパッチと表面試料の両方を、端部が、各試験板の曲がっていない端部と同一平面とし、試験板の2インチ幅の中心とし、曲がった部分(参照文字Rで示してある)に向かって前方に延在するように配向しなければならない。取付け表面試料が、メーティングパッチと重なり、板の角度のついた部分が試験試料を形成する同じ端部に配置されるよう、各板をミラーの重なる構成で配置しなければならない。メーティングパッチおよび取付け表面試料を、互いの上部に慎重に位置合せし、指の圧力を増加して、メーティングパッチを取付け表面試料にプレスすることにより係合する。メーティングパッチが、取付け表面のフックと実質的に同一のフックからなるときは、カチッという音が聞こえる。試験板の一つの穴を通してフックを滑らせ、フックを引張り試験機(マサチューセッツ州カントンのインストロンコーポレーション(Instron Corporation,Canton,Ma)製インストロン(INS(登録商標)TRON)(登録商標)型番1122などの)の下部の固定ジョーに留める。試験を行う際に、フックを中心に試験板が自由に回転できるよう十分な間隙を与えなければならない。試験片を、ジョーのクランピング面に略水平および垂直に保持し、他のフックを残りの上部板の穴に通す。第2のフックを引張り試験機の可動ジョーに留める。十分な予備張力を試験片に与えて、外的な支持を除去するときに、凡そ水平な位置に維持しなければならない。1分当たり12インチ(30.5cm)のクロスヘッド速度で引張り試験機を係合する。割裂強度は、取付け表面片からのメーティングパッチの除去を記録するときに試料にかかる最大動的力である。
取付け表面の形成方法
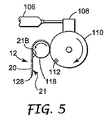
本発明の取付け板10に用いる取付け表面12を形成する第1の例示的な方法は、熱可塑性樹脂をダイを通して、キャビティのある連続可動成形型表面に押出すことによるものである。かかる例示的なプロセスを図5に示す。予め選択した熱可塑性樹脂のフィードストリームを、従来の手段により押出し機106に供給し、そこで、樹脂を溶融し、加熱された樹脂をダイ108に移動する。ダイ108は、樹脂を、材料の幅広リボンとして、細長い形状の穴に成形型キャビティ112の配列を有する成形型表面110、例えば、シリンダに押出す。成形型キャビティを真空システム(図示せず)に接続して、樹脂の成形型キャビティへの流れを促すことができる。これには、成形型シリンダの内部表面に押出された過剰の材料を除去するために、ドクターブレードまたはナイフが必要である。成形型キャビティ112は、液体樹脂を入れるための開放端と、閉鎖端とを有する成形型表面で終わっているのが好ましい。この場合、真空を用いて、ダイ108に入れる前に少なくとも部分的に成形型キャビティ112を排気することができる。成形型表面110はダイ108の表面と適合していて、過剰の樹脂が、例えば、ダイ側端から押し出されるのを防ぐために接触しているのが好ましい。成形型表面とキャビティは、ストリッパーロール118などによる成形型表面からの一体形成バッキング21および直立突出要素128(例えば、フック)のストリッピングの前に、空冷または水冷などを行うことができる。これによって、取付け表面12の連続ウェブが与えられる。あるいは、直立突出要素128は、予め形成されたバッキングなどに、押出し成形またはその他公知の技術により形成することができる。
本発明の取付け板10に用いる取付け表面12を形成する第1の例示的な方法は、熱可塑性樹脂をダイを通して、キャビティのある連続可動成形型表面に押出すことによるものである。かかる例示的なプロセスを図5に示す。予め選択した熱可塑性樹脂のフィードストリームを、従来の手段により押出し機106に供給し、そこで、樹脂を溶融し、加熱された樹脂をダイ108に移動する。ダイ108は、樹脂を、材料の幅広リボンとして、細長い形状の穴に成形型キャビティ112の配列を有する成形型表面110、例えば、シリンダに押出す。成形型キャビティを真空システム(図示せず)に接続して、樹脂の成形型キャビティへの流れを促すことができる。これには、成形型シリンダの内部表面に押出された過剰の材料を除去するために、ドクターブレードまたはナイフが必要である。成形型キャビティ112は、液体樹脂を入れるための開放端と、閉鎖端とを有する成形型表面で終わっているのが好ましい。この場合、真空を用いて、ダイ108に入れる前に少なくとも部分的に成形型キャビティ112を排気することができる。成形型表面110はダイ108の表面と適合していて、過剰の樹脂が、例えば、ダイ側端から押し出されるのを防ぐために接触しているのが好ましい。成形型表面とキャビティは、ストリッパーロール118などによる成形型表面からの一体形成バッキング21および直立突出要素128(例えば、フック)のストリッピングの前に、空冷または水冷などを行うことができる。これによって、取付け表面12の連続ウェブが与えられる。あるいは、直立突出要素128は、予め形成されたバッキングなどに、押出し成形またはその他公知の技術により形成することができる。
図示した実施形態において、ニップは、押出し機ダイ108およびロール110により形成されるが、この代わりにポリマーを2つのロール表面などの間で押出すことができる。ニップまたはギャップは、バッキング21をキャビティに形成するのに十分なものである。バッキング21は、下部面21B背面に沿って平滑な表面を有しているのが好ましいが、テクスチャードまたは粗い表面を有することもできる。形成された取付け表面12材料は、バッキング21から突出している突出要素128を有しており、取付け表面12材料がテークアップデバイス118により成形型表面から除去される。キャビティへの押出しをより容易にするために、真空を用いてキャビティを排気することができる。
キャビティ112は、例えば、米国特許第6,174,476号明細書に開示されているような最終キノコ形フック20の形状とすることができる。本実施形態において、キャビティ112は、最終フック20の形状にあり、通常、連続テーパフック形の突出要素128を、連続テーパフックキャビティから引くと、直接フック20が得られる。あるいは、押出し取付け表面12はまた、突出要素128がフックに部分的にのみ形成された、または図6に示すような形成されていない突出要素128としてウェブを提供することもできる。これらの突出要素128の先端部分126(または部分形成フックの先端)は、後に最終フック20に形成する必要がある。フックの形成は、ニップ部分126を熱および圧力下で変形することにより行ってもよい。熱および圧力は、連続的または同時に適用することができる。ある方法において、熱および圧力は、ニップ121の先端部分(または遠端)126に選択的に適用される。この場合、ニップ121は、少なくとも1つの加熱表面部材122と少なくとも1つの第2の対向表面部材124とを有するように与えられる。最終取付け表面12は、突出要素128から形成された形成フックヘッド20を有している。ヘッドカレンダーロール122は、バッキング21から上方へ突出している突出要素128のニップ部分126の所定の部分と接触する。ロール温度は、樹脂をロール122表面に粘着させずに、圧縮ゾーン138のニップにより形成される圧力下でニップ部分126を容易に変形するようなものとする。ロール122表面は、先端部分126と加熱ロール122の間を高温とし、かつ/または接触時間を長くするために、高温に耐性のある剥離コーティングで処理することができる。
例示的なフック20の一実施形態を図5Aに示す。フック20は、略平行なバッキング表面(上面)21Aと底面21Bを有する薄く強固な可撓性フィルム状バッキング21を含み、フック20はバッキング21の上面21Aから突出している。バッキング21には、引裂き抵抗性または補強に望ましいように平らな表面または表面特徴を有することができる。フック20は、バッキング21の一端に付加し、好ましくは、バッキング21連結部でのフックの固定および破断強度を増大するためにバッキング21に向かって広がるテーパ部分76を有するステム部分24と、バッキング21の逆の各ステム部分24にヘッド部分26とを含んでいる。ヘッド部分26の側部34は、対向する2つの側でステム部分24の側部35と面一とすることができる。ヘッド部分26は、片側または両側部にステム部分24を通って突出しているフック係合部分またはアーム36、37を有している。フック20は、ループスタイルのメーティングパッチ40に留められる場合ループ間にヘッド部分26を入れるのを補助するために、ステム部分24の逆に丸めた表面78を有しているのが好ましい。ヘッド部分26はまた、ステム部分24と、バッキング21を覆って突出しているヘッド部分26の表面の間に、連結部で横方向に円筒凹表面部分79も有している。
バッキング21は、超音波溶接、熱接合、縫合、あるいは感圧またはホットメルト接着剤をはじめとする接着剤などの所望の手段により基材に取り付け、フック20をしっかりと固定できるよう十分に厚いものとするのが好ましい。
取付け表面12を形成するのに(形成したが)好適な熱可塑性材料としては、ポリプロピレンまたはポリエチレンなどの略透明なポリオレフィン、ナイロンなどのポリアミド、ポリ(エチレンテレフタレート)などのポリエステル、可塑化ポリ塩化ビニル、任意で、その他のポリマーまたは可塑剤とのこれらのコポリマーおよびブレンドなどあるいは共押出し物が挙げられる。
本発明の技術思想および範囲から逸脱しなければ、業界に知られたキノコ形フックを形成するその他の方法を用いてもよい。例えば、米国特許第4,290,174号明細書にキノコ形フックを形成する方法が示され記載されている。
Claims (24)
- ポリマーバッキングと前記バッキングの第1の側から延在している複数のキノコ形フックとを含む取付け表面と、
バッキングの第2の側に固定された剛性基材と
を含み、
取付け表面が複数の品目を固定できる十分に大きな取付け面積を有するよう構成されていて、取付け表面の不透明度が50パーセント未満である取付け板。 - 前記取付け表面の全体の不透明度が30パーセント未満である、請求項1に記載の取付け板。
- 前記取付け表面の全体の不透明度が15パーセント未満である、請求項2に記載の取付け板。
- 前記取付け表面と前記剛性基材の間に配置されたディスプレイグラフィックスを更に含む、請求項3に記載の取付け板。
- 前記取付け表面のヘッド密度が14パーセント〜45パーセントである、請求項3に記載の取付け板。
- 前記取付け表面のヘッド密度が30パーセント〜35パーセントである、請求項5に記載の取付け板。
- 前記取付け表面の20パーセント〜80パーセント強度での平均線解像度が、通常の照明を用いた通常の視角で、0.668mm以下の距離である、請求項1に記載の取付け板。
- 前記取付け表面の20パーセント〜80パーセント強度での平均線解像度が、45度の照明を用いた30度の視角で、0.631mmの距離である、請求項7に記載の取付け板。
- 前記取付け表面が、前記品目の一つに留められたメーティングパッチを固定するべく構成されている、請求項1に記載の取付け板。
- 前記メーティングパッチがループ布地から構成されている、請求項9に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチにメーティングさせる際、固定した品目が少なくとも931kN/m2の平均動的剪断力に耐えることができる、請求項10に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチにメーティングさせる際、固定した品目が少なくとも0.55kg/cm幅の平均90度剥離力に耐えることができる、請求項10に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチに取り付けるための平均係合力が6.9kN/m2以下である、請求項10に記載の取付け板。
- 前記メーティングパッチへ前記取付け表面をメーティングさせる際、2.54cm×2.54cmの前記メーティングパッチから前記取付け表面を除去するための平均脱離力が138kN/m2以下である、請求項10に記載の取付け板。
- 前記取付け表面を前記メーティングパッチにメーティングさせる際、2.54cm×5.72cmの前記メーティングパッチから前記取付け表面を除去するための平均割裂強度が少なくとも1.1kg/cm幅である、請求項10に記載の取付け板。
- 前記メーティングパッチが、前記取付け表面を形成する前記フックと実質的に同一の構成で形成されたメーティングフックから構成されている、請求項9に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチにメーティングさせる際、固定した品目が少なくとも275kN/m2の平均動的剪断力に耐えることができる、請求項16に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチにメーティングさせる際、固定した品目が少なくとも0.3kg/cm幅の平均90度剥離力に耐えることができる、請求項16に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチに取り付けるための平均係合力が186kN/m2以下である、請求項16に記載の取付け板。
- 前記取付け表面を2.54cm×2.54cmの前記メーティングパッチにメーティングさせる際、前記メーティングパッチから前記取付け表面を除去するための平均脱離力が276kN/m2以下である、請求項16に記載の取付け板。
- 前記取付け表面を2.54cm×5.72cmの前記メーティングパッチにメーティングさせる際、前記メーティングパッチから前記取付け表面を除去するための平均割裂強度が少なくとも0.7kg/cm幅である、請求項16に記載の取付け板。
- 前記取付け表面の取付け面積が少なくとも516cm2である、請求項1に記載の取付け板。
- 無秩序な配置を形成するべく前記フックが取付け表面に構成されている、請求項1に記載の取付け板。
- 前記フックおよびバッキングが一体成形されている、請求項1に記載の取付け板。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/739,836 US20050136214A1 (en) | 2003-12-18 | 2003-12-18 | Mounting board |
| PCT/US2004/040654 WO2005060783A1 (en) | 2003-12-18 | 2004-12-03 | Mounting board |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007514509A true JP2007514509A (ja) | 2007-06-07 |
| JP2007514509A5 JP2007514509A5 (ja) | 2008-01-10 |
Family
ID=34677730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006545714A Withdrawn JP2007514509A (ja) | 2003-12-18 | 2004-12-03 | 取付け板 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20050136214A1 (ja) |
| EP (1) | EP1748709A1 (ja) |
| JP (1) | JP2007514509A (ja) |
| CN (1) | CN1893850A (ja) |
| WO (1) | WO2005060783A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015524075A (ja) * | 2012-04-23 | 2015-08-20 | ナノ3ディー バイオサイエンスィズ,インコーポレイテッド | 電話カメラおよびサンプルスタンド |
| JP2016527922A (ja) * | 2013-06-03 | 2016-09-15 | スリーエム イノベイティブ プロパティズ カンパニー | 取外し可能壁装飾キット、システム、及び方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8245326B1 (en) * | 2008-02-21 | 2012-08-21 | Anthony Tolve | Helmet adjunct for retention of portable audio device |
| WO2011115446A2 (ko) * | 2010-03-19 | 2011-09-22 | Lee Hyung-Gon | 결합 구조 |
| US20130052400A1 (en) * | 2011-08-30 | 2013-02-28 | Kuo-Ian CHENG | Transparent mat reclosable fastener |
| ITBO20110596A1 (it) * | 2011-10-21 | 2013-04-22 | & C. | Sistema per la divisione di ciocche di capelli |
| US10405639B2 (en) * | 2013-11-05 | 2019-09-10 | Danielle Smith | Cosmetic organizer |
| USD739661S1 (en) | 2014-03-06 | 2015-09-29 | 3M Innovative Properties Company | Decorative display |
| USD741069S1 (en) | 2014-03-06 | 2015-10-20 | 3M Innovative Properties Company | Decorative display base |
| USD742124S1 (en) | 2014-03-06 | 2015-11-03 | 3M Innovative Properties Company | Decorative display |
| USD756135S1 (en) | 2015-03-05 | 2016-05-17 | 3M Innovative Properties Company | Display base |
| USD747110S1 (en) | 2015-03-19 | 2016-01-12 | 3M Innovative Properties Company | Display base |
| USD746599S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD746602S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD747888S1 (en) | 2015-03-19 | 2016-01-26 | 3M Innovative Properties Company | Display base |
| USD746600S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD746601S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD776942S1 (en) | 2015-03-19 | 2017-01-24 | 3M Innovative Properties Company | Display base |
| USD746603S1 (en) | 2015-03-26 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| US10070623B2 (en) | 2015-04-01 | 2018-09-11 | Frederick W. Ruckel | Multi-functional reconfigurable pet enrichment system |
| USD892357S1 (en) * | 2017-07-06 | 2020-08-04 | Qingdao Lightning Sports Equipment Co., Ltd. | Ski mat |
| JP2020195482A (ja) * | 2019-05-31 | 2020-12-10 | スリーエム イノベイティブ プロパティズ カンパニー | 連結シート、及び衣類貼付物品 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3192589A (en) * | 1960-07-18 | 1965-07-06 | Raymond C Pearson | Separable fastener |
| US3266113A (en) * | 1963-10-07 | 1966-08-16 | Minnesota Mining & Mfg | Interreacting articles |
| US3408705A (en) * | 1966-07-07 | 1968-11-05 | Minnesota Mining & Mfg | Fastener articles |
| US3527001A (en) * | 1967-06-01 | 1970-09-08 | Minnesota Mining & Mfg | Holder for abrasive product |
| US3952133A (en) * | 1973-01-15 | 1976-04-20 | Amos Homer C | Pressure-sensitive display board |
| US3857731A (en) * | 1973-04-06 | 1974-12-31 | Minnesota Mining & Mfg | Acrylate microsphere-surfaced sheet material |
| US4290174A (en) * | 1976-08-13 | 1981-09-22 | Minnesota Mining And Manufacturing Company | Separable fastener and article for making same |
| US4216257A (en) * | 1979-04-20 | 1980-08-05 | Minnesota Mining And Manufacturing Company | Strip material for forming flexible backed fasteners |
| US4322875A (en) * | 1980-03-31 | 1982-04-06 | Minnesota Mining And Manfacturing Company | Two strip materials used for forming fasteners |
| US5005264A (en) * | 1989-03-14 | 1991-04-09 | Stanley Breen | Fastener for closing flexible bags and the like |
| US5149573A (en) * | 1990-06-01 | 1992-09-22 | Minnesota Mining And Manufacturing Company | Highly transparent strip material used for forming fasteners |
| US5040275A (en) * | 1990-06-01 | 1991-08-20 | Minnesota Mining And Manufacturing Company | Strip material used for forming fasteners |
| US5077870A (en) * | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5260015A (en) * | 1991-08-16 | 1993-11-09 | Velcro Industries, B.V. | Method for making a laminated hook fastener |
| US6090461A (en) * | 1992-09-11 | 2000-07-18 | 3M Innovative Properties Company | Temporary display device |
| JP3889452B2 (ja) * | 1993-07-30 | 2007-03-07 | スリーエム カンパニー | 対面係合ファスナー部材 |
| JP3476867B2 (ja) * | 1993-08-05 | 2003-12-10 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 対面係合ファスナー部材 |
| US5733652A (en) * | 1995-02-10 | 1998-03-31 | Minnesota Mining And Manufacturing Company | Banding system, banding tape and methods of using the same |
| US5732495A (en) * | 1996-06-05 | 1998-03-31 | Bedford Industries, Inc. | Twist tie article |
| US5778583A (en) * | 1996-07-01 | 1998-07-14 | Bedford Industries, Inc. | Stretchable marking article |
| US5913619A (en) * | 1996-08-22 | 1999-06-22 | Bedford Industries, Inc. | Merchandise marking tag with stub nose |
| US6058639A (en) * | 1996-09-18 | 2000-05-09 | Bedford Industries, Inc. | Bluntly pointed tongue marking tag |
| US6106922A (en) * | 1997-10-03 | 2000-08-22 | 3M Innovative Company | Coextruded mechanical fastener constructions |
| US5878520A (en) * | 1998-01-20 | 1999-03-09 | Bedford Industries | Adjustable advertising band |
| US6021593A (en) * | 1998-03-05 | 2000-02-08 | Hite; Toni L. | Outdoor advertising sign |
| US6076238A (en) * | 1999-04-13 | 2000-06-20 | 3M Innovative Properties Company | Mechanical fastener |
| US6303062B1 (en) * | 1999-04-13 | 2001-10-16 | 3M Innovative Properties Company | Mechanical fastener and method for making the same |
| MXPA01012027A (es) * | 1999-05-28 | 2002-06-21 | Velcro Ind | Exhibidores y decoraciones que emplean sujetadores separables. |
| US6367128B1 (en) * | 2000-02-10 | 2002-04-09 | 3M Innovative Properties Company | Self-mating reclosable mechanical fastener |
-
2003
- 2003-12-18 US US10/739,836 patent/US20050136214A1/en not_active Abandoned
-
2004
- 2004-12-03 JP JP2006545714A patent/JP2007514509A/ja not_active Withdrawn
- 2004-12-03 EP EP04813045A patent/EP1748709A1/en not_active Withdrawn
- 2004-12-03 WO PCT/US2004/040654 patent/WO2005060783A1/en active Application Filing
- 2004-12-03 CN CNA2004800379690A patent/CN1893850A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015524075A (ja) * | 2012-04-23 | 2015-08-20 | ナノ3ディー バイオサイエンスィズ,インコーポレイテッド | 電話カメラおよびサンプルスタンド |
| JP2016527922A (ja) * | 2013-06-03 | 2016-09-15 | スリーエム イノベイティブ プロパティズ カンパニー | 取外し可能壁装飾キット、システム、及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050136214A1 (en) | 2005-06-23 |
| WO2005060783A1 (en) | 2005-07-07 |
| EP1748709A1 (en) | 2007-02-07 |
| CN1893850A (zh) | 2007-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007514509A (ja) | 取付け板 | |
| US9651195B2 (en) | Releasable hanging system | |
| US20180222173A1 (en) | Adhesive-backed articles | |
| EP1415562B1 (en) | A mechanical fastener | |
| US20030126724A1 (en) | Surface fastener | |
| KR100195586B1 (ko) | 기계식 파스너용 버섯형 훅 스트립 및 그 제조방법 | |
| CN1798509A (zh) | 高强、柔性、轻质的钩环捆扎带 | |
| JPH05507871A (ja) | 機械式ファスナの製造方法及びこの方法によって製造された機械式ファスナ | |
| EP1831324B1 (en) | Pressure indicating structure | |
| JPH11509609A (ja) | 組織面を有するファスナ | |
| EP1426629A3 (en) | Controlled releasable velcro-like fastener system | |
| MXPA05001378A (es) | Cinta para empaquetar. | |
| CN113163963A (zh) | 具有增强的剥离可移除性的柔性耐用件 | |
| EP1487376B1 (en) | Dental impression tray with impression material retainer | |
| AU723406B2 (en) | Readily replaceable image graphic web | |
| US6410099B1 (en) | Readily replaceable image graphic web | |
| KR20070022637A (ko) | 장착 보드 | |
| US7699282B2 (en) | Clip style article holder | |
| CN215685267U (zh) | 无痕黏扣带 | |
| JPH0581870U (ja) | 不織布を用いた大型掲示装置 | |
| MXPA00003032A (en) | Elastic fastener |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071114 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20090401 |