JP2007331994A - ガラス管切断装置 - Google Patents
ガラス管切断装置 Download PDFInfo
- Publication number
- JP2007331994A JP2007331994A JP2006167352A JP2006167352A JP2007331994A JP 2007331994 A JP2007331994 A JP 2007331994A JP 2006167352 A JP2006167352 A JP 2006167352A JP 2006167352 A JP2006167352 A JP 2006167352A JP 2007331994 A JP2007331994 A JP 2007331994A
- Authority
- JP
- Japan
- Prior art keywords
- glass tube
- continuous glass
- arm
- cutting blade
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Abstract
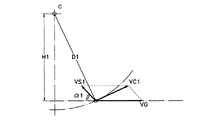
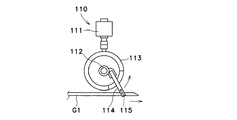
【解決手段】水平方向に連続回転するアーム4に設けられた切断刃5を、連続走行する連続ガラス管G1の外周面上部に間欠的に接触させて、連続ガラス管G1に擦り傷を形成するとともに熱衝撃を与えてこの連続ガラス管G1を所定長ずつ切断するガラス管切断装置10において、アーム4に、切断刃5の回転移動半径を調節するための回転半径調節手段6を設けた。
【選択図】図1
Description
1 モータ
2 回転軸
3 カム
4 アーム
5 切断刃
6 回転半径調節手段
60A、60B、60C カートリッジ部品
61 取付部
7 軸心距離調節手段
71 移動台
72 固定台
73 移動手段
G1 連続ガラス管
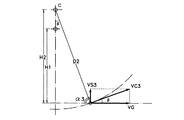
C アームの回転軸心
D1、D2 切断刃の回転移動半径
H1、H2 アームの回転軸心と連続ガラス管との距離
Claims (4)
- 水平方向に連続回転するアームに設けられた切断刃を、連続走行する連続ガラス管の外周面上部に間欠的に接触させて該連続ガラス管に擦り傷を形成するとともに熱衝撃を与えて該連続ガラス管を所定長ずつ切断するガラス管切断装置であって、
前記アームに、前記切断刃の回転移動半径を調節するための回転半径調節手段を備えたことを特徴とするガラス管切断装置。 - 前記回転半径調節手段が、
一端側に前記切断刃が固定され、他端側に前記アームに着脱自在に取り付け可能な取付部を備え、該取付部から該切断刃までの長さがそれぞれ異なる複数のカートリッジ部品から成り、
該カートリッジ部品を取り替えることにより前記切断刃の回転移動半径を調節する請求項1記載のガラス管切断装置。 - 前記アームの回転軸心と前記連続ガラス管との距離を調節するための軸心距離調節手段を備えた請求項1または請求項2記載のガラス管切断装置。
- 前記軸心距離調節手段が、
前記アームを水平回転可能に支える移動台と、
該移動台をスライド移動可能に支える固定台と、
該固定台に対し該移動台を移動させるための移動手段と、
から成る請求項3記載のガラス管切断装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006167352A JP4761061B2 (ja) | 2006-06-16 | 2006-06-16 | ガラス管切断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006167352A JP4761061B2 (ja) | 2006-06-16 | 2006-06-16 | ガラス管切断装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007331994A true JP2007331994A (ja) | 2007-12-27 |
| JP4761061B2 JP4761061B2 (ja) | 2011-08-31 |
Family
ID=38931818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006167352A Active JP4761061B2 (ja) | 2006-06-16 | 2006-06-16 | ガラス管切断装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4761061B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013111433A1 (ja) | 2012-01-23 | 2013-08-01 | 日本電気硝子株式会社 | ガラス管の清浄切断装置及び清浄切断方法 |
| DE102017210942A1 (de) | 2017-06-28 | 2019-01-03 | Schott Ag | Verfahren und Vorrichtung zum Ablängen von Glasrohren |
| CN110002736A (zh) * | 2019-05-18 | 2019-07-12 | 零八一电子集团四川天源机械有限公司 | 用于玻管生产线的玻管切割装置 |
| CN112306121A (zh) * | 2020-10-15 | 2021-02-02 | 凯盛君恒有限公司 | 一种玻璃管切割温度控制系统与方法 |
| CN114804607A (zh) * | 2022-05-17 | 2022-07-29 | 合肥中辰轻工机械有限公司 | 一种可调式玻璃管切痕机构 |
| CN115304272A (zh) * | 2022-08-27 | 2022-11-08 | 广州华宝玻璃实业有限公司 | 一种环保型电子玻璃及其制造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4320144Y1 (ja) * | 1964-04-21 | 1968-08-23 | ||
| JPH09132421A (ja) * | 1995-11-07 | 1997-05-20 | Nippon Electric Glass Co Ltd | ガラス管切断装置 |
-
2006
- 2006-06-16 JP JP2006167352A patent/JP4761061B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4320144Y1 (ja) * | 1964-04-21 | 1968-08-23 | ||
| JPH09132421A (ja) * | 1995-11-07 | 1997-05-20 | Nippon Electric Glass Co Ltd | ガラス管切断装置 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013111433A1 (ja) | 2012-01-23 | 2013-08-01 | 日本電気硝子株式会社 | ガラス管の清浄切断装置及び清浄切断方法 |
| CN104039720A (zh) * | 2012-01-23 | 2014-09-10 | 日本电气硝子株式会社 | 玻璃管的洁净切断装置以及洁净切断方法 |
| US9388068B2 (en) | 2012-01-23 | 2016-07-12 | Nippon Electric Glass Co., Ltd. | Glass tube cleaning and cutting device and method for same |
| DE102017210942A1 (de) | 2017-06-28 | 2019-01-03 | Schott Ag | Verfahren und Vorrichtung zum Ablängen von Glasrohren |
| CN110002736A (zh) * | 2019-05-18 | 2019-07-12 | 零八一电子集团四川天源机械有限公司 | 用于玻管生产线的玻管切割装置 |
| CN110002736B (zh) * | 2019-05-18 | 2023-10-27 | 零八一电子集团四川天源机械有限公司 | 用于玻管生产线的玻管切割装置 |
| CN112306121A (zh) * | 2020-10-15 | 2021-02-02 | 凯盛君恒有限公司 | 一种玻璃管切割温度控制系统与方法 |
| CN114804607A (zh) * | 2022-05-17 | 2022-07-29 | 合肥中辰轻工机械有限公司 | 一种可调式玻璃管切痕机构 |
| CN114804607B (zh) * | 2022-05-17 | 2023-09-29 | 中建材玻璃新材料研究院集团有限公司 | 一种可调式玻璃管切痕机构 |
| CN115304272A (zh) * | 2022-08-27 | 2022-11-08 | 广州华宝玻璃实业有限公司 | 一种环保型电子玻璃及其制造方法 |
| CN115304272B (zh) * | 2022-08-27 | 2023-09-22 | 广州华宝玻璃实业有限公司 | 一种环保型电子玻璃及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4761061B2 (ja) | 2011-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4761061B2 (ja) | ガラス管切断装置 | |
| CN1035278A (zh) | 不连续的玻璃切割与边缘整形 | |
| CN103038183A (zh) | 玻璃膜的割断方法 | |
| CN103568084B (zh) | 竹子去青刀具组件和具有它的竹子去青装置 | |
| CN103347827A (zh) | 板状玻璃的切断方法及其切断装置 | |
| CN207806916U (zh) | 一种激光切管机 | |
| CN106658970A (zh) | 一种去除刚挠结合板软板区毛刺的加工方法 | |
| CN103962732B (zh) | 一种镂空灯管的切割方法 | |
| CN204545954U (zh) | 一种焊锡柱裁切机 | |
| CN104108112B (zh) | 一种生产橡胶垫圈的装置 | |
| CN110252825B (zh) | 焊管机组的生产装置 | |
| CN207548073U (zh) | 一种笔颈下料装置 | |
| CN204195805U (zh) | 一种对称双刀式旋转切口机 | |
| CN207272331U (zh) | 一种铝棒剥皮机 | |
| EP2921269A1 (en) | Log clamping device and log saw comprising said clamping device | |
| CN211073853U (zh) | 一种裁切刀结构 | |
| JPH0967136A (ja) | ガラス管の切断装置 | |
| CN102502223A (zh) | 一种校位装置 | |
| CN208496096U (zh) | 一种板料射流切割及热切割的皮带支撑和随动排屑槽装置 | |
| CN110143310B (zh) | 一种内框纸压痕切刀快速定位工装 | |
| CN105855883A (zh) | 一种切割机 | |
| CN102000862B (zh) | 自动铣槽机 | |
| CN206580736U (zh) | 纵切机及其划线装置 | |
| CN205790904U (zh) | 一种数据线生产一体机的裁线工位结构 | |
| CN204700205U (zh) | 一种焊锡柱裁切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100901 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101019 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110330 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110511 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110524 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4761061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |