JP2007328362A - トナー製造方法、トナー及びトナー製造装置 - Google Patents
トナー製造方法、トナー及びトナー製造装置 Download PDFInfo
- Publication number
- JP2007328362A JP2007328362A JP2007200413A JP2007200413A JP2007328362A JP 2007328362 A JP2007328362 A JP 2007328362A JP 2007200413 A JP2007200413 A JP 2007200413A JP 2007200413 A JP2007200413 A JP 2007200413A JP 2007328362 A JP2007328362 A JP 2007328362A
- Authority
- JP
- Japan
- Prior art keywords
- sieve
- toner
- air
- sieve surface
- cleaning air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Developing Agents For Electrophotography (AREA)
- Combined Means For Separation Of Solids (AREA)
Abstract
【解決手段】現像剤におけるトナーが1種あるいは2種以上の外添剤を含有し体積平均粒径が5.0〜11.0μmで、粒度調整後外添剤と混合した後、篩面通過側(後方)より篩面に向けエアー吹付機能としてのエアー吹き出し孔を複数個所もつ篩を使用するトナーの製造方法であって、特定の条件を満足する篩で処理することを特徴とするトナー製造方法。
【選択図】図1
Description
このような方法によって、粗粒や再凝集体は一応、除去可能になるが、現状において、生産安定性トナーの品質にいくつかの改良すべき点を有している。また近年トナーは小粒径化する傾向にあり、篩の目開きが小さくなる方向にあることから更に新たな問題も発生してきている。
更にこの篩への付着物は篩面の目詰まりを引き起こし、篩前後の差圧が高くなることで、篩の荷重が増加することになる。この負担は篩目開きが小さくなることで、強度等の点から篩の破損を早めることになる。
前記複数個のエアー吹き出し孔の各面積の最大最小の比が1.6以下であり、篩目開きW 100μm>W>20μm、篩面通過側(後方)より篩面への吹付けエアー中の水分、大気圧露点−15℃以下、かつ、篩面通過側(後方)より篩面に向け複数個からなり、エアー吹出し孔の面積(S1)と、その孔の単位時間(秒)当たりに通過する篩面面積(S2)との比(S2/S1)が、(最大の(S2/S1)値を示すエアー吹出孔)/(最小の(S2/S1)値を示すエアー吹出孔)≦1.3の関係を満たす。
」、(2)「篩面通過側(後方)より篩面に向けた、複数個からなるエアー吹き出し孔からの吹付エアー速度を40m/s乃至100m/sで使用することを特徴とする前記第(1)項に記載のトナー製造方法。」、(3)「篩の粉体投入方向側より篩面に向け吹付ける(前方)洗浄エアーと篩面通過側より篩面に向け吹付ける(後方)洗浄エアーが交互に吹付けられる吹付機能による、後方洗浄エアー吹付け始めから、前方洗浄エアー吹付け始めまでの時間をB1、前方洗浄エアー吹付け始めから、後方洗浄エアー吹付け始めまでの時間をB2としたとき、交番する双方向からの吹付(B2)及び(B1)のタイミングのずれ(位相差)が、次の条件を満足することを特徴とする前記第(1)項または前記(2)項に記載のトナー製造方法。
n0.01sec<時間差(タイミングのずれ)B2及び時間差(タイミングのずれ)B1<0.1sec」、(4)「前記篩の粉体投入方向側より篩面に向け吹付ける(前方)洗浄エアー中の水分、大気圧露点が−15℃以下であることを特徴とする前記第(1)項乃至前記第(3)項の何れか1に記載のトナー製造方法。」、(5)「篩面の周りより少なくとも一個所篩面中心方向にエアーを吹付けることを特徴とする前記第(1)乃至前記第(4)項何れか1に記載のトナー製造方法。」、(6)「粉体投入口より粉体と共に吸引されるエアーの湿度が次の条件を満足することを特徴とする前記第(1)項乃至前記第(5)項何れか1に記載のトナー製造方法。
エアー中の水分、大気圧露点−10℃以下」、(7)「結着樹脂、着色剤、離型剤を含有し、前記第(1)項乃至前記第(6)項何れか1に記載のトナー製造方法により得られることを特徴とするトナー
」、(8)「篩及び後方洗浄エアー機からなる篩機を有する、前記第(1)項乃至前記第(6)項何れか1に記載のトナー製造方法に用いることを特徴とするトナー製造装置。」によって達成される。
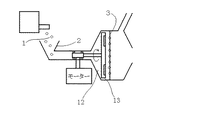
本発明においてトナー粒子は外添剤と混合された後篩にかけられる。使用する篩機の1例を図1に示す。
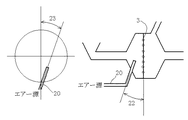
この篩機において、外添剤と混合トナー(1)は投入口(2)より流入し篩面(3)に衝突する。このとき微小トナーは篩面(3)を簡単に通過するが粗粒子トナーは篩面(3)にしばらく滞在した後その目開き部より通過する。このとき目開き寸法に近い径をもつトナーは篩目に挟まり目詰まりを発生させる。この打開策として篩面(3)後方のスペース(4)に設けられた後方洗浄エアー機(5)より篩面に高速エアー(6)を噴出させ、その圧力およびそれより発生する振動で目詰まりを除去する。このとき篩金網の後方に200μmから2mm程度の目開きを持つ篩を本篩に密着させ本篩の耐強度を増す構成とすることができる。本篩に使用される金網の形状であるが、平織、綾織等の制限は特にない。篩材質においても同様に金属以外にも樹脂等の使用が可能である。
また、エアー吹き付け機能(20)のエアー源はコンプレッサー等を使用した、供給型、並びに機内圧力を利用した自吸型も有効である。
なお、以下の配合における部数は全て重量部である。
[参考例1]
結着樹脂 ポリエステル樹脂 100部
着色剤 カーボンブラック 10部
帯電制御剤 サリチル酸亜鉛塩 5部
離型剤 低分子量ポリエチレン 5部
上記原材料をミキサーで十分に混合した後、2軸押し出し機により混練物温度120℃で溶融混練した。混練物を圧延冷却後カッターミルで粗粉砕し、ジェット気流を用いた微粉砕機で粉砕後、旋回式風力分級装置を用いて、重量平均粒径7.5μm、4μm以下の個数分布の割合が11%のトナーを得た。さらに、母体着色粒子100部に対して、疎水性シリカ0.3部比表面積188m2/gをヘンシェルミキサーにて混合し、さらに篩面積2830m2、排気処理風量11m3/min、処理量毎時80kg/hで目開き45μmの篩で後方洗浄エアーを設け、更には表1で記載する条件にて、ふるい工程を実施した。その際篩機稼働時の篩面トナー付着面積、及びトナー凝集物の発生量を表1に記載する。付着面積の測定に関しては篩機内部に洗浄機能付きCCDカメラを設置し、約30min稼働時の映像から面積を割り出した。また風速に関してはカノマックス製熱線式風速計MODEL1011を使用した。
参考例1での分級工程までで得られたトナーに対し、篩面通過側より篩面に向けエアー吹き付け機能となる後方洗浄エアーの各ノズルの吹き付け面積の最大と最小値の比が1.3とし、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、該製造工程において篩面に向け、複数個からなるエアー吹き出し孔からの吹き付けエアー速度を80m/sで使用し、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、篩面通過側より篩面に向けエアー吹き付け機能となる後方洗浄エアーの各ノズルの吹き付け面積とその吹き付け面が時間当たり通過面積する篩面積との比が各ノズル間で最大最小が1.3とし、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、篩の粉体投入方向より篩面に向けエアーを吹き付ける前方洗浄エアー機能を持つ篩の篩面において、通過側より篩面に吹き付ける後方洗浄エアーの吹き付けを持ち、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、篩の篩面において、篩の粉体投入方向より篩面に吹き付ける前方洗浄エアーと通過側より篩面に吹き付ける後方洗浄エアーとの時間差B2、及び通過側より篩面に吹き付ける後方洗浄エアーと篩の粉体投入方向より篩面に吹き付ける前方洗浄エアーとの時間差B1がそれぞれ0.4secとし更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、通過側より吹き付けられる粉体通過方向と逆方向に前方洗浄エアーの大気圧露点を−17℃とし、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、エアー供給口を1箇所設け、外部より篩面中心方向にエアーを吹き付け、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、粉体投入口より粉体と共に吸引されるエアーの湿度が大気圧露点−15℃に設定され、更には表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。
参考例1での分級工程までで得られたトナーに対し、表1で記載する条件にて、参考例1と同様の評価を行なった。結果を表1に示す。

但し、AはS2/S1の最大値と最小値の比であり、Bは交番する双方向からの吹付(B2)及び(B1)のタイミングのずれ(位相差「秒」)である。
2 投入口
3 篩面
3.1 単位時間のブロー領域
3.2 単位時間のブロー領域
3.3 単位時間のブロー領域
3.4 単位時間のブロー領域
4 篩面後方のスペース
5 後方洗浄エアー機
6 高速エアー
7 吹き出しノズル
8 支柱
9 吹き出しノズル面積
10 溶融物(凝集物)
11 回転機構
12 前方スペース
13 前方洗浄エアー機
14 外気
20 エアー吹き付け機能
22 篩面に対するエアー吹き付け位置の角度
23 軸心に対するエアー吹き付け位置の角度
Claims (8)
- 現像剤におけるトナーが1種あるいは2種以上の外添剤を含有し体積平均粒径が5.0〜11.0μmで、粒度調整後外添剤と混合した後、篩面通過側(後方)より篩面に向けエアー吹付機能としてのエアー吹き出し孔を複数個所もつ篩を使用するトナーの製造方法であって、次の条件を満足する篩で処理することを特徴とするトナー製造方法;
前記複数個のエアー吹き出し孔の各面積の最大最小の比が1.6以下であり、篩目開きW 100μm>W>20μm、篩面通過側(後方)より篩面への吹付けエアー中の水分、大気圧露点−15℃以下、かつ、篩面通過側(後方)より篩面に向け複数個からなり、エアー吹出し孔の面積(S1)と、その孔の単位時間(秒)当たりに通過する篩面面積(S2)との比(S2/S1)が、(最大の(S2/S1)値を示すエアー吹出孔)/(最小の(S2/S1)値を示すエアー吹出孔)≦1.3の関係を満たす。 - 篩面通過側(後方)より篩面に向けた、複数個からなるエアー吹き出し孔からの吹付エアー速度を40m/s乃至100m/sで使用することを特徴とする請求項1に記載のトナー製造方法。
- 篩の粉体投入方向側より篩面に向け吹付ける(前方)洗浄エアーと篩面通過側より篩面に向け吹付ける(後方)洗浄エアーが交互に吹付けられる吹付機能による、後方洗浄エアー吹付け始めから、前方洗浄エアー吹付け始めまでの時間をB1、前方洗浄エアー吹付け始めから、後方洗浄エアー吹付け始めまでの時間をB2としたとき、交番する双方向からの吹付(B2)及び(B1)のタイミングのずれ(位相差)が、次の条件を満足することを特徴とする請求項1または2に記載のトナー製造方法。
0.01sec<時間差(タイミングのずれ)B2及び時間差(タイミングのずれ)B1<0.1sec - 前記篩の粉体投入方向側より篩面に向け吹付ける(前方)洗浄エアー中の水分、大気圧露点が−15℃以下であることを特徴とする請求項1乃至3何れか1に記載のトナー製造方法。
- 篩面の周りより少なくとも一個所篩面中心方向にエアーを吹付けることを特徴とする請求項1乃至4何れか1に記載のトナー製造方法。
- 粉体投入口より粉体と共に吸引されるエアーの湿度が次の条件を満足することを特徴とする請求項1乃至5何れか1に記載のトナー製造方法。
エアー中の水分、大気圧露点−10℃以下 - 結着樹脂、着色剤、離型剤を含有し、請求項1乃至6何れか1に記載のトナー製造方法により得られることを特徴とするトナー。
- 篩及び後方洗浄エアー機からなる篩機を有する、請求項1乃至6何れか1に記載のトナー製造方法に用いることを特徴とするトナー製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007200413A JP4374044B2 (ja) | 2007-08-01 | 2007-08-01 | トナー製造方法、トナー及びトナー製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007200413A JP4374044B2 (ja) | 2007-08-01 | 2007-08-01 | トナー製造方法、トナー及びトナー製造装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20817299A Division JP2001034012A (ja) | 1999-07-22 | 1999-07-22 | トナー処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007328362A true JP2007328362A (ja) | 2007-12-20 |
| JP4374044B2 JP4374044B2 (ja) | 2009-12-02 |
Family
ID=38928816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007200413A Expired - Lifetime JP4374044B2 (ja) | 2007-08-01 | 2007-08-01 | トナー製造方法、トナー及びトナー製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4374044B2 (ja) |
-
2007
- 2007-08-01 JP JP2007200413A patent/JP4374044B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP4374044B2 (ja) | 2009-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3054883B2 (ja) | 静電荷像現像用トナーの製造方法及びそのための装置システム | |
| US5316222A (en) | Collision type gas current pulverizer and method for pulverizing powders | |
| US5934478A (en) | Gas stream classifier and process for producing toner | |
| US9022307B2 (en) | Pulverizer | |
| JP4662462B2 (ja) | トナーの製造装置及び製造方法 | |
| JP4374044B2 (ja) | トナー製造方法、トナー及びトナー製造装置 | |
| US8191808B2 (en) | Fluid spray nozzle, pulverizer and method of preparing toner | |
| EP0666114A2 (en) | Gas current classifier and process for producing toner | |
| JP2001034012A (ja) | トナー処理方法 | |
| JP3919164B2 (ja) | トナー製造方法及び製造装置 | |
| JP2000042494A (ja) | 気流式分級方法 | |
| US7706726B2 (en) | Apparatus and process to reclaim toner from a toner/carrier mixture | |
| US8404425B2 (en) | Apparatus and method for manufacturing toner | |
| JP2007185564A (ja) | 粉体分散装置および粉体処理設備ならびにトナーの製造方法 | |
| JPH08281643A (ja) | 粉体塗料の製造方法 | |
| JP3347551B2 (ja) | 気流式分級機及びトナーの製造方法 | |
| JP4787140B2 (ja) | 電子写真用トナー製造方法 | |
| JP4183388B2 (ja) | 粉砕装置とトナーの製造装置及びトナー | |
| JPH09299885A (ja) | トナー製造用気流式分級装置 | |
| JP3327773B2 (ja) | 静電荷現像用トナーの製造方法 | |
| JPH08141509A (ja) | 気流式分級装置及びトナーの製造方法 | |
| JP2000237688A (ja) | 気流式分級装置及びトナー製造方法 | |
| JPH11109678A (ja) | トナーの分級方法 | |
| JP2704777B2 (ja) | 衝突式気流粉砕機及び粉砕方法 | |
| JPH07109523B2 (ja) | 静電荷像現像用トナーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090528 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090820 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4374044 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |