JP2007204191A - 糸巻取装置 - Google Patents
糸巻取装置 Download PDFInfo
- Publication number
- JP2007204191A JP2007204191A JP2006023318A JP2006023318A JP2007204191A JP 2007204191 A JP2007204191 A JP 2007204191A JP 2006023318 A JP2006023318 A JP 2006023318A JP 2006023318 A JP2006023318 A JP 2006023318A JP 2007204191 A JP2007204191 A JP 2007204191A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- tension
- winding
- traverse
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/38—Arrangements for preventing ribbon winding ; Arrangements for preventing irregular edge forming, e.g. edge raising or yarn falling from the edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/38—Arrangements for preventing ribbon winding ; Arrangements for preventing irregular edge forming, e.g. edge raising or yarn falling from the edge
- B65H54/381—Preventing ribbon winding in a precision winding apparatus, i.e. with a constant ratio between the rotational speed of the bobbin spindle and the rotational speed of the traversing device driving shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/10—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by devices acting on running material and not associated with supply or take-up devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
- B65H63/082—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle responsive to a predetermined size or diameter of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/21—Angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/31—Tensile forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Abstract
【課題】給糸される糸4に対しテンション付与装置30によってテンションを付与しつつトラバース装置5で綾振りしながら巻取チューブ6に巻き取ってパッケージ7を形成する糸巻取装置において、菊巻等を防止してパッケージ7の品質を向上させる。
【解決手段】特にワインド数一定のプレシジョン巻において、糸層7の径が増大して綾角θが変化するのに同期して、テンション付与装置30による付与テンションを変化させる。具体的には、綾角演算手段75で演算された綾角θの減少に応じて、付与テンション制御手段77が付与テンションを減少させる制御を行う。
【選択図】図1
【解決手段】特にワインド数一定のプレシジョン巻において、糸層7の径が増大して綾角θが変化するのに同期して、テンション付与装置30による付与テンションを変化させる。具体的には、綾角演算手段75で演算された綾角θの減少に応じて、付与テンション制御手段77が付与テンションを減少させる制御を行う。
【選択図】図1
Description
本発明は、給糸される糸に対しテンション付与装置によってテンションを付与しつつ、前記糸をトラバース装置で綾振りしながら巻取チューブに巻き取る糸巻取装置に関する。
特許文献1は、パッケージ径に対する漸減パターンに追従した設定テンションをテンサを介して糸に付与するテンション制御装置を備えた自動ワインダを開示する。この構成によれば、パッケージ径の増大に伴ってパッケージの径方向内方へ圧力が大きくなることがなく、パッケージ内径部にしわが生じず、いわゆる菊巻を回避できるとする。
特開平1−209280号公報(第(2)頁左下欄第4行〜第8行、第1図)
また、特許文献2は、綾振ドラムにワインド数の異なる複数のトラバース溝が形成され、糸が係合するトラバース溝を切り換える切換装置が設けられた自動ワインダを開示する。この自動ワインダにおいては、通常はワインド数2.5Wのトラバース溝に糸を係合させて巻取りを行うとともに、リボン巻が発生するパッケージ径になると、上記の切換装置が作動して、糸がワインド数2Wのトラバース溝に係合されて、リボン巻を防止するようになっている。
特開2005−60039号公報(0048〜0051、図5、図6)
しかし、上記特許文献1のように単純にパッケージ径に対応した漸減パターンを定めるだけでは、上記の菊巻等を回避できない場合があった。
例えば、巻取チューブに糸を巻き取ってパッケージを形成する公知の方法の一つとして、ワインド数一定で巻き取るプレシジョン巻が知られている。このプレシジョン巻は、パッケージ径が大きくなるにつれて徐々に綾角が小さくなり(トラバース速度が減少し)、その結果として糸層の密度が高くなる特性を有している。即ち、特許文献1のようにパッケージ径に対応してテンションを単純に減少させるだけでは、パッケージが大径になるにつれて糸層の密度が高くなるプレシジョン巻の特性上、パッケージの径方向内方へ向く圧力が大きくなり、結局はパッケージの内径部にしわが生じ、菊巻を防止することができない。
また、上記特許文献2の構成は、確かにリボン巻を回避できるものの、ワインド数2.5W→2W→2.5Wの切換によって綾角(トラバース速度)が変化する結果、巻取テンションの変化に伴う実質的な巻幅の変化が生じて、パッケージの側面に段差が発生してしまう。このような段差の存在は、パッケージの外観を低下させるだけでなく、場合によっては糸の綾外れの原因になる。
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
本発明の観点によれば、以下の構成の糸巻取装置が提供される。即ち、給糸される糸にテンションを付与し、その付与テンションを変更制御できるテンション付与装置と、前記糸を綾振りするトラバース装置と、を備える。前記糸に前記テンション付与装置によってテンションを付与しつつ前記糸を前記トラバース装置で綾振りしながら巻取チューブに巻き取ってパッケージを形成する。綾角の変化又はトラバース速度の変化に同期して前記付与テンションを変化させるように前記テンション付与装置を制御する付与テンション制御手段を備える。
これにより、綾角の変化、トラバース速度の変化といった、糸層密度等に影響を与える変動を考慮しつつ、付与テンション制御手段によって付与テンションの制御を行うことができる。従って、菊巻の発生等のパッケージ品質低下を確実に防止することができる。
前記の糸巻取装置においては、以下のように構成することが好ましい。即ち、前記巻取チューブに糸を巻き取って形成される糸層の径の増大に応じて綾角を減少させていくことでプレシジョン巻を行うように構成されている。前記付与テンション制御手段は、前記綾角の減少に同期して前記テンション付与装置による付与テンションを減少させていく。
これにより、上記の菊巻等を防止して高品質なプレシジョン巻のパッケージを形成できる。
前記の糸巻取装置においては、以下のように構成することが好ましい。即ち、糸の巻取進行に伴って、ワインド数が危険ワインド数に接近すると当該危険ワインド数を回避するように綾角を変更するように構成されている。前記付与テンション制御手段は、前記綾角を増大側へ変更するときは、それに応じてテンション付与装置による付与テンションを減少させ、前記綾角を減少側へ変更するときは、それに応じてテンション付与装置による付与テンションを増大させる。
これにより、ラッチング等の糸解舒不良の原因となるリボン巻がなく、また、側面に段差がないパッケージを得ることができる。
前記の糸巻取装置においては、以下のように構成することが好ましい。即ち、給糸される糸が給糸ボビンから解舒した糸である。前記付与テンション制御手段は、前記給糸ボビンの残糸量に応じたテンションパターンに基づいてテンション付与装置による付与テンションを制御する。
これにより、給糸ボビンの残糸量による巻取テンションの変化を考慮しながら糸を巻き取ることができる。
次に、発明の実施の形態を説明する。図1は本発明の一実施形態に係る自動ワインダの糸巻取ユニットを示す正面模式図及びブロック図である。図2は綾角とテンション付与装置の付与テンション値の関係を示すグラフ図である。図3は、給糸ボビン1つ分のテンションパターンと、綾角の変化に伴う当該パターンの補正の様子を示すグラフ図である。図4は、綾角の変化に伴うテンションパターンの補正の他の例を示すグラフ図である。
最初に図1に基づいて、自動ワインダ1の糸巻取ユニット(糸巻取装置)2を説明する。この糸巻取ユニット2は、給糸ボビン3から解舒されて供給される糸4を、トラバース装置5でトラバースさせながら巻取チューブ6に巻き取って糸層を形成し、所定長で所定形状のパッケージ7を形成するものである。図1では糸巻取ユニット2を1台しか図示していないが、このような糸巻取ユニット2が図略の機台上に多数列設されることで、自動ワインダ1が構成されている。
なお本明細書では、巻取チューブ6及びパッケージ7を総称して巻取ボビンと呼ぶ。即ち、糸層が形成されていない巻取ボビンが巻取チューブ6であり、糸層が形成された巻取ボビンがパッケージ7である。
糸巻取ユニット2は、巻取チューブ6を着脱可能に支持するクレードル(巻取ボビン支持部材)8と、前記パッケージ7の周面に接触して従動回転可能な接触ローラ9と、を備えている。前記クレードル8は、前記巻取チューブ6の両端を挟持して回転自在に支持できるように構成されている。また、このクレードル8は揺動軸10を中心に傾動自在に構成されており、巻取チューブ6への糸4の巻取りに伴う巻太り(糸層の径の増大)を、クレードル8が揺動することによって吸収できるように構成されている。
前記クレードル8の巻取チューブ6を挟持する部分にはパッケージ駆動モータ(巻取ボビン回転駆動装置)41が取り付けられており、このパッケージ駆動モータ41により巻取チューブ6を回転駆動して糸4を巻き取るように構成されている。パッケージ駆動モータ41のモータ軸は、巻取チューブ6をクレードル8に把持させたときに、当該巻取チューブ6と相対回転不能に連結されるようになっている(いわゆるダイレクトドライブ方式)。このパッケージ駆動モータ41の作動はパッケージ駆動制御部42により制御され、このパッケージ駆動制御部42はユニット制御部50からの信号を受けて前記パッケージ駆動モータ41の運転/停止を制御するように構成している。
また、前記クレードル8にはパッケージ回転速度センサ43が取り付けられており、このパッケージ回転速度センサ43は、クレードル8に取り付けられた巻取ボビン(巻取チューブ6、パッケージ7)の回転速度(巻取チューブ6に形成された糸層7の回転速度)を検出するように構成している。この巻取ボビン6,7の回転速度検出信号は、パッケージ回転速度センサ43から、前記パッケージ駆動制御部42や前記ユニット制御部50へ送信される。更に、前記回転速度検出信号は、後述するトラバース制御部46へも入力される。
また、前記クレードル8にはロータリエンコーダ等からなるパッケージ径センサ44が取り付けられており、このパッケージ径センサ44は、クレードル8に取り付けられた巻取チューブ6に糸4を巻き取って形成される糸層(パッケージ7)の径を、クレードル8の揺動角を検出することで検出できるように構成されている。パッケージ径センサ44で取得された糸層の径は、ユニット制御部50へ送信される。
また、前記接触ローラ9の近傍には前記トラバース装置5が設けられており、このトラバース装置5によって、糸4が綾振りされながらパッケージ7に巻き取られるようになっている。このトラバース装置5は、トラバース方向に往復移動自在に設けられたトラバースガイド(糸ガイド)11と、このトラバースガイド11を往復駆動するトラバース駆動モータ45と、を備えている。
前記トラバース装置5は、支軸まわりに旋回可能に構成した細長状のアーム部材13の先端に前記トラバースガイド11をフック状に設けるとともに、このアーム部材13を前記トラバース駆動モータ45により図1の矢印のように往復旋回駆動させる構成になっている。本実施形態において前記トラバース駆動モータ45はボイスコイルモータで構成されている。
このトラバース駆動モータ45の作動はトラバース制御部46により制御され、このトラバース制御部46はユニット制御部50からの信号を受けて前記トラバース駆動モータ45の運転/停止を制御するように構成している。また、トラバース装置5はロータリエンコーダ等からなるトラバースガイド位置センサ47を備えており、アーム部材13の旋回位置(ひいては、トラバースガイド11の位置)を検出して、位置信号を前記トラバース制御部46へ送信できるように構成されている。
トラバース制御部46はマイクロコンピュータとして構成されており、CPU(演算手段)やROM、RAM(記憶手段)等を備えている。そして上記RAMには、上記のハードウェアをトラバース速度検出手段71等として動作させるためのプログラムが記憶されている。このトラバース速度検出手段71は、トラバースガイド位置センサ47からの前記位置信号に基づいて、トラバース速度を演算して取得する。
なお、本実施形態では図1に示すように、巻取ボビン6,7を駆動するパッケージ駆動モータ41と、トラバースガイド11を駆動するトラバース駆動モータ45とは、別々に設けられており、巻取ボビン6,7とトラバースガイド11とは別個独立に駆動(制御)されるように構成されている。これにより、巻取ボビン6,7への糸4の巻取りの際に、上記のプレシジョン巻等の多種多様な巻き方を実現でき、また、後述のトラバースジャンプ等も適宜行うことができる。
次に、解舒補助装置26、テンション付与装置30、糸継装置14及びヤーンクリアラ15を説明する。即ち、前記糸巻取ユニット2は、給糸ボビン3と接触ローラ9との間の糸走行経路中に、給糸ボビン3側から順に、解舒補助装置26と、テンション付与装置30と、糸継装置14と、ヤーンクリアラ(糸欠点検出器)15と、を配設した構成となっている。
解舒補助装置26は、上下移動自在に構成された筒体27を備えており、この筒体27をシリンダ(アクチュエータ)28によって上下方向に駆動できるように構成されている。また、解舒補助装置26はチェス部検出センサ29を備えており、このチェス部検出センサ29はシリンダ28によって前記筒体27とともに上下方向へ移動可能に構成されている。また、このチェス部検出センサ29の検出信号はユニット制御部50に入力されるようになっている。
この構成で、ユニット制御部50は、新しい給糸ボビン3がセットされたときは前記筒体27が上方に位置するようにシリンダ28を制御しておくとともに、給糸ボビン3からの糸4の解舒に伴い芯管上に巻かれた糸層の上端部(チェス部)がチェス部検出センサ29によって検出されなくなると、ユニット制御部50はシリンダ28へ信号を送って、チェス部検出センサ29によってチェス部が再び検出されるまで、筒体27及びチェス部検出センサ29を下降させる。
以上の構成で、給糸ボビン3からの糸解舒とともにその芯管に被さる筒体27を下降させることで、所謂バルーン抵抗を低減し、給糸ボビン3からの糸4の解舒テンションの変動を抑制できる。また、チェス部検出センサ29で芯管上のチェス部の有無を常時監視し、チェス部検出センサ29がチェス部を検出するまで筒体27を下降させる制御を行っているので、ユニット制御部50は現在の筒体27の位置(下降距離)に基づいて給糸ボビン3の残糸量を認識することができる(後述の残糸量検出手段76)。
テンション付与装置30は、走行する糸4に所定のテンションを付与するためのものである。本実施形態で例示されるテンション付与装置30は、固定櫛歯31に対して可動櫛歯32を配置するゲート式のテンサとされている。可動櫛歯32にはソレノイド33が連結され、このソレノイド33は前記ユニット制御部50からの信号に基づいて動作し、糸4への付与テンションを変更できるように構成されている。
糸継装置14は、ヤーンクリアラ15が糸欠陥を検出して行う糸切断時、又は給糸ボビン3からの糸解舒中の糸切れ時に、給糸ボビン3側の糸端(下糸)と、パッケージ7側の糸端(上糸)とを糸継ぎするように構成されている。
また、ヤーンクリアラ15は糸4の太さ欠陥を検出するためのものであって、ヤーンクリアラ15の部分を通過する糸4の太さを適宜のセンサで検出し、このセンサからの信号をアナライザ23で分析することで、スラブ等の糸欠陥を検出するように構成されている。このヤーンクリアラ15には、糸欠陥を検出した時に直ちに糸4を切断するためのカッタ16が付設されている。
糸継装置14の下側と上側には、給糸ボビン3側の下糸を吸引捕捉して案内する下糸捕捉案内手段17と、パッケージ7側の上糸を吸引捕捉して案内する上糸捕捉案内手段20が設けられている。上糸捕捉案内手段20はパイプ状に構成されており、軸21を中心に上下回動可能に設けられるとともに、その先端側にマウス22を設けている。同様に下糸捕捉案内手段17もパイプ状に構成されており、軸18を中心に上下回動可能に設けられるとともに、その先端側には吸引口19を設けている。上糸捕捉案内手段20及び下糸捕捉案内手段17には適宜の負圧源が接続されており、先端のマウス22及び吸引口19に吸引作用を生じさせるようになっている。
以上が自動ワインダ1の糸巻取ユニット2の構成であり、この糸巻取ユニット2において糸張力制御装置65は、前記テンション付与装置30と、ユニット制御部50の後述する付与テンション制御手段77を少なくとも含んで構成されている。
この構成において、上記ユニット制御部50はマイクロコンピュータとして構成されており、CPU(演算手段)やROM、RAM(記憶手段)等を備えている。そして上記RAMには、前記ハードウェアを、パッケージ回転速度検出手段72や、パッケージ径検出手段73や、プレシジョン巻制御手段74や、綾角演算手段75や、残糸量検出手段76や、付与テンション制御手段77等として動作させるためのプログラムが記憶されている。また、このRAMには、予め設定された適宜のパラメータ(例えばプレシジョン巻の設定ワインド数)や、図2や図3の制御グラフ等を記憶可能に構成されている。
本実施形態において、パッケージ径センサ44はパッケージ7の径に応じた検出信号を出力し、この検出信号はユニット制御部50へ送信される。パッケージ径検出手段73は前記検出信号からパッケージ径を演算し、パッケージ(糸層)の径の情報を取得する。また、パッケージ回転速度センサ43は巻取ボビン6,7の回転速度に応じた検出信号を出力し、この検出信号はユニット制御部50へ送信される。パッケージ回転速度検出手段72は前記検出信号からパッケージの回転速度を演算し、パッケージ7の回転速度を取得する。
ユニット制御部50のプレシジョン巻制御手段74は、予め設定されているパッケージ7の周面の速度(巻取速度)と、パッケージ径検出手段73で取得されたパッケージ7の径の情報に基づいて、ワインド数が予め設定された設定ワインド数で一定となるようにトラバースガイド11の速度を演算する。この演算結果は、トラバース速度指令としてトラバース制御部46へ送信される。トラバース制御部46は、トラバース速度検出手段71で検出されたトラバース速度が前記トラバース速度指令の速度に一致するようにトラバース駆動モータ45を駆動制御し、この結果、上記のプレシジョン巻が実現される。
更に、前記ユニット制御部50の綾角演算手段75は、上記の情報(巻取速度とトラバース速度)から糸4の綾角θを演算する。そして、この演算された綾角θの情報に基づき、付与テンション制御手段77は、図2のグラフに従ってテンション付与装置30の付与テンションを制御する。この図2のグラフは、綾角θが小さくなっていくのに伴い、付与テンションTを漸減させていく制御を示している。この結果、プレシジョン巻取時でのパッケージ7の巻太りに伴う綾角θの減少に伴って、テンション付与装置30による付与テンションTが綾角θの減少に伴ってT1→T2のように小さくなっていくので、巻径による糸層密度の変化を抑制でき、菊巻(バルジ巻)を有効に回避することができる。
糸張力制御装置65での制御の基本的な考え方を図2で示したが、実際には図2のように制御されるのではなく、上記の綾角に応じたテンション制御に、給糸ボビン3の解舒状態に応じたテンション制御が組み合わせられる。即ち、本実施形態の自動ワインダ1において1つのパッケージ7を形成するには1つの給糸ボビン3では足りないので、複数の給糸ボビン3の糸4を糸継装置14で次々と糸継ぎしながら巻取チューブ6に巻き取っていくように構成している。そして、ユニット制御部50の残糸量検出手段76では、上記の給糸ボビン3の1つ毎に、給糸ボビン3の残糸量を前記筒体27の位置から取得する。そして付与テンション制御手段77は、残糸量検出手段76の検出した残糸量に基づき、例えば図3の実線で示すテンションパターンに従ってテンション付与装置30の付与テンションを制御することになる。
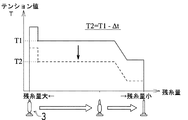
図3のテンションパターンの基本的な形状を説明する。即ち、新しい給糸ボビン3から糸4を解舒し始めるときは、パッケージ7の回転加速中であるので、糸4にテンションが掛かりにくい。本実施形態の制御ではこれを考慮し、解舒し始めでは通常よりも高いテンションを糸4に付与するようにテンション付与装置30を制御する。そして、給糸ボビン3からある程度糸4が解舒された後は、テンション付与装置30による付与テンションは通常の値(基調テンション)で一定とされる(実線の波形の場合はT1)。そして、給糸ボビン3が空になる直前には、テンション付与装置30は通常よりも低いテンションを糸4に付与する。給糸ボビン3が空になると新しい給糸ボビン3が供給され、再び上記のテンションパターンが繰り返される。なお、糸4が途中で切れたときは、解舒し始めの高いテンションが付与された後、残糸量に応じた付与テンションが付与される。
ユニット制御部50は、図1に示す解舒補助装置26の筒体27の位置から給糸ボビン3の残糸量を上述のとおり認識するとともに、当該残糸量に応じて、図3に示すようにテンション付与装置30における付与テンションを制御する。以上により、給糸ボビン3からの糸4の解舒し始めから解舒終りにかけて、巻取テンションをほぼ一定に維持することができる。
そして、図3の実線のテンションパターンを用いて制御したときよりも巻取りが進んで綾角θが減少したときは、図3の実線のパターンを破線のように補正して、テンションパターンを全体的に減少させる。具体的には、実線のテンションパターンからテンションΔtだけテンション減少側に平行オフセットすることでパターンを補正し、その結果としての補正パターン(図3の破線)に従って給糸ボビン3の解舒始めから解舒終りまでのテンションを制御する。こうして、綾角θ及び給糸ボビン3の残糸量に応じたテンション制御が行われる。
なお、テンションパターンの補正は、図3のように所定の張力Δtを減算すること(即ち、パターンの平行オフセット)に代えて、図4に示すように、1より小さい所定の比率kを乗算すること(パターンの変形)で補正しても良い。
以上に示すように、本実施形態の自動ワインダ1の糸巻取ユニット2は、給糸される糸4にテンションを付与し、その付与テンションを変更制御できるテンション付与装置30と、前記糸4を綾振りするトラバース装置5と、を備える。また、この糸巻取ユニット2は、糸4に前記テンション付与装置30によってテンションを付与しつつ糸4を前記トラバース装置5で綾振りしながら巻取チューブ6に巻き取ってパッケージ7を形成するように構成している。そして、この糸巻取ユニット2が備える糸張力制御装置65は、図2に示すように、綾角θの変化に同期して前記テンション付与装置30による付与テンションを変化させるように制御する付与テンション制御手段77を備えている。
従って、綾角θの変化による糸層7の密度の変化を加味したテンションの制御を行うことができる。この結果、菊巻等のパッケージ品質低下を確実に防止することができる。
また、本実施形態の糸巻取ユニット2は、巻取チューブ6に糸4を巻き取って形成される糸層7の径をパッケージ径センサ44により認識するパッケージ回転速度検出手段72と、その径の増大に応じて綾角θを小さくしていくことでプレシジョン巻を行うプレシジョン巻制御手段74と、を備えている。そして、プレシジョン巻制御手段74でプレシジョン巻を行うときは、前記付与テンション制御手段77は、上記の綾角θの減少に同期して前記テンション付与装置30による付与テンションを減少させていくように制御する。
従って、上記の菊巻等を防止して高品質な(良好な形状の)プレシジョン巻パッケージ7を形成できる。また、一定値を減算したり(図3)、一定比率を乗じたり(図4)する補正を行うこととすれば、制御も簡単であり、糸張力制御装置65の電気的構成を簡素化できる。
また、本実施形態の糸巻取ユニット2は、糸4を給糸するための給糸ボビン3をセット可能とされ、更に、給糸ボビン3の糸4が無くなると新しい給糸ボビン3に交換して巻取りを再開するように構成されている。更に、糸巻取ユニット2は、給糸ボビン3の残糸量を検出する残糸量検出手段76を備えている。そして、前記付与テンション制御手段77は、検出された残糸量に応じたテンションパターン(図3)に基づいてテンション付与装置30による付与テンションを制御するとともに、綾角θの変化が生じたときは、上記のテンションパターンに所定の張力Δtを減算することで補正し、この補正後のテンションパターン(図3の破線)に基づいてテンション付与装置30による付与テンションを制御する。あるいは、上記のテンションパターンに所定の比率kを乗算することで補正し、この補正後のテンションパターン(図4の破線)に基づいてテンション付与装置30による付与テンションを制御する。
従って、複数の給糸ボビン3の糸4を糸継装置14で繋いで単一のパッケージ7に巻き取っていく方式の巻取りにおいて、巻取テンションを的確に制御でき、品質の高いパッケージ7を形成できる。
なお、付与テンション制御手段77による上記のテンション制御は、綾角演算手段75で演算した綾角θの変化に対応して行うことに代えて、トラバース制御部46のトラバース速度検出手段71で検出するトラバースガイド11の速度(トラバース速度)が変化したことに対応して行うように構成することができる。
また、付与テンション制御手段77による上記のテンション制御は、プレシジョン巻における巻太りに応じた綾角θの縮小に応じて行うことに代えて、例えば危険ワインド数を避けるためのトラバースジャンプに伴う綾角θの縮小/拡大に応じて行うことができる。以下、この変形例を説明する。即ち、プレシジョン巻ではなく所謂ランダム巻(巻取速度一定でトラバース速度一定)を行う場合、パッケージ径の変化に伴ってワインド数が変化するので、危険ワインド数になることがある。これを避けるために、トラバース制御部46あるいはユニット制御部50において、現在のワインド数を随時計算してモニタし、計算されたワインド数が所定の危険ワインド数近傍になったと判断されると、ワインド数を変更するために綾角を非連続的に変更(スキップ)するトラバースジャンプを行う。
そして、綾角を大きくする場合はテンション付与装置30による付与テンションを減少させ、綾角を小さくする場合はテンション付与装置30による付与テンションを増大させるように制御すると、上記の特許文献2で生じていたようなパッケージ側面の段差を防止することができる。
即ち、巻取テンションが大きくなる綾角拡大時には巻取テンションを減少させ、巻取テンションが小さくなる綾角縮小時には巻取テンションを増大させて、実質的な巻取テンションを均一にするように制御する。これにより、パッケージ7の側面の段差を改善できるので、外観形状の綺麗なパッケージ7とすることができ、糸4の綾外れも防止できる。
テンション付与装置30において付与テンションを減少させる方法としては、例えば図3に示すように所定の値Δtを元のテンションパターンから一律に減算するようにパターンを補正すれば良いし、図4に示すように、所定の比率k(k<1)を乗算するようにパターンを補正しても良い。付与テンションを増大させる方法は図示しないが、図3の場合とは逆に所定の値Δtを元のパターンに一律に加算すれば良いし、図4の比率kを1より大きくして元のパターンに乗算して補正しても良い。
以上に説明した制御を行う場合、自動ワインダ1の糸巻取ユニット2は、ワインド数が危険ワインド数に接近するパッケージ径に近づくと当該危険ワインド数を飛び越すように綾角θを拡大側へスキップし、これによってリボン巻を回避することが可能である。そして、危険ワインド数付近のパッケージ径領域を通過すると、綾角θを元に戻す(縮小スキップする)。これにより、ほぼ一定の綾角θで巻くことができる。この場合、糸張力制御装置65は、前記綾角θを大きくするときは、それに応じてテンション付与装置30による付与テンションを減少させ、前記綾角を小さくするときは、それに応じてテンション付与装置30による付与テンションを増大させる。
これにより、ラッチング等の糸解舒不良の原因となるリボン巻を的確に防止できるとともに、一定綾角巻きのパッケージが得られる。更に、パッケージ7の側面の段差を抑制でき、糸4の綾外れも防止できる。
なお、上記に開示された構成は一例であって、例えば以下のように変更することができる。
綾角θのスキップ(トラバースジャンプ)は危険ワインド数を避けるために行われるものであればどのような態様でも良く、綾角拡大側にのみスキップしても良いし、綾角縮小側にのみスキップしても良いし、綾角拡大スキップと綾角縮小スキップとを組み合わせても良い。
テンション付与装置30の構成としては、例示したゲート式のテンサとすることに限らず、例えば2枚のディスクで糸を挟む方式のテンサ等、他の様々な構成のテンサに変更することができる。
トラバース装置5は、ボイスコイルモータに構成したトラバース駆動モータ45によってアーム部材13を旋回往復駆動させる構成に代えて、例えば無端状の可撓性のタイミングベルトによりトラバースガイドを往復駆動する構成に変更することができる。また、ドラム状のトラバースカムの外周面にカム溝を斜状に設け、このカム溝にトラバースガイドを係合する構成等、他の構成のトラバース装置に変更することもできる。また、前記のランダム巻を行う変形例の場合、綾角の異なる複数の綾振り溝を備えた綾振ドラムによって糸を綾振りさせる構成のトラバース装置に変更することができる。
1 自動ワインダ
2 糸巻取ユニット(糸巻取装置)
4 糸
6 巻取チューブ(空の巻取ボビン)
7 パッケージ(糸層付の巻取ボビン)
11 トラバースガイド
30 テンション付与装置
43 パッケージ回転速度センサ
44 パッケージ径センサ
46 トラバース制御部
50 ユニット制御部
65 糸張力制御装置
71 トラバース速度検出手段
72 パッケージ回転速度検出手段
73 パッケージ径検出手段
74 プレシジョン巻制御手段
75 綾角演算手段
76 残糸量検出手段
77 付与テンション制御手段
2 糸巻取ユニット(糸巻取装置)
4 糸
6 巻取チューブ(空の巻取ボビン)
7 パッケージ(糸層付の巻取ボビン)
11 トラバースガイド
30 テンション付与装置
43 パッケージ回転速度センサ
44 パッケージ径センサ
46 トラバース制御部
50 ユニット制御部
65 糸張力制御装置
71 トラバース速度検出手段
72 パッケージ回転速度検出手段
73 パッケージ径検出手段
74 プレシジョン巻制御手段
75 綾角演算手段
76 残糸量検出手段
77 付与テンション制御手段
Claims (4)
- 給糸される糸にテンションを付与し、その付与テンションを変更制御できるテンション付与装置と、
前記糸を綾振りするトラバース装置と、
を備え、
前記糸に前記テンション付与装置によってテンションを付与しつつ前記糸を前記トラバース装置で綾振りしながら巻取チューブに巻き取ってパッケージを形成する糸巻取装置において、
綾角の変化又はトラバース速度の変化に同期して前記付与テンションを変化させるように前記テンション付与装置を制御する付与テンション制御手段を備えることを特徴とする、糸巻取装置。 - 請求項1に記載の糸巻取装置であって、
前記巻取チューブに糸を巻き取って形成される糸層の径の増大に応じて綾角を減少させていくことでプレシジョン巻を行うように構成されており、
前記付与テンション制御手段は、前記綾角の減少に同期して前記テンション付与装置による付与テンションを減少させていくことを特徴とする、糸巻取装置。 - 請求項1に記載の糸巻取装置であって、
糸の巻取進行に伴って、ワインド数が危険ワインド数に接近すると当該危険ワインド数を回避するように綾角を変更するように構成されており、
前記付与テンション制御手段は、前記綾角を増大側へ変更するときは、それに応じてテンション付与装置による付与テンションを減少させ、前記綾角を減少側へ変更するときは、それに応じてテンション付与装置による付与テンションを増大させることを特徴とする、糸巻取装置。 - 請求項1から請求項3までの何れか一項に記載の糸巻取装置であって、
給糸される糸が給糸ボビンから解舒した糸であり、
前記付与テンション制御手段は、前記給糸ボビンの残糸量に応じたテンションパターンに基づいてテンション付与装置による付与テンションを制御することを特徴とする、糸巻取装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006023318A JP2007204191A (ja) | 2006-01-31 | 2006-01-31 | 糸巻取装置 |
| EP08007863A EP1947046B1 (en) | 2006-01-31 | 2007-01-25 | Yarn winding device |
| EP20070001657 EP1813563B1 (en) | 2006-01-31 | 2007-01-25 | Yarn winding device |
| DE200760005450 DE602007005450D1 (de) | 2006-01-31 | 2007-01-25 | Garnwicklungsvorrichtung |
| DE200760000245 DE602007000245D1 (de) | 2006-01-31 | 2007-01-25 | Garnaufwickelvorrichtung |
| EP08007864A EP1947047B1 (en) | 2006-01-31 | 2007-01-25 | Yarn winding device |
| DE200760005763 DE602007005763D1 (de) | 2006-01-31 | 2007-01-25 | Garnwicklungsvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006023318A JP2007204191A (ja) | 2006-01-31 | 2006-01-31 | 糸巻取装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007204191A true JP2007204191A (ja) | 2007-08-16 |
Family
ID=38007516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006023318A Pending JP2007204191A (ja) | 2006-01-31 | 2006-01-31 | 糸巻取装置 |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP1813563B1 (ja) |
| JP (1) | JP2007204191A (ja) |
| DE (3) | DE602007005450D1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010111964A (ja) * | 2008-11-06 | 2010-05-20 | Tmt Machinery Inc | 紡糸巻取機 |
| JP2011510884A (ja) * | 2008-01-28 | 2011-04-07 | マシーネンファブリク リーター アクチェンゲゼルシャフト | クロス巻きボビンの作成方法および装置 |
| JP2011143977A (ja) * | 2010-01-12 | 2011-07-28 | Murata Machinery Ltd | 糸巻取機及び糸巻取方法 |
| EP2530039A2 (en) | 2011-06-02 | 2012-12-05 | Murata Machinery, Ltd. | Yarn winding device |
| KR20170004527A (ko) * | 2015-07-03 | 2017-01-11 | 원광이엔텍 주식회사 | 광통신 포설용 마이크로튜브용 고속 정렬권취기 |
| WO2020075444A1 (ja) * | 2018-10-12 | 2020-04-16 | 村田機械株式会社 | 糸巻取装置及び糸巻取方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014024655A (ja) * | 2012-07-27 | 2014-02-06 | Murata Mach Ltd | 糸巻取機 |
| JP6813385B2 (ja) * | 2017-02-16 | 2021-01-13 | Tmtマシナリー株式会社 | 糸巻取機 |
| CN110650910B (zh) * | 2017-06-07 | 2021-10-26 | 欧瑞康纺织有限及两合公司 | 用于监控行进纱线的纱线张力的方法和装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH669177A5 (de) * | 1986-03-17 | 1989-02-28 | Schweiter Ag Maschf | Verfahren und einrichtung zum umspulen eines fadens. |
| JPH01209280A (ja) | 1988-02-12 | 1989-08-23 | Murata Mach Ltd | テンション制御装置 |
| JP2909294B2 (ja) * | 1992-03-16 | 1999-06-23 | 日東グラスファイバー工業株式会社 | ガラスヤーンの製造方法 |
| KR100310963B1 (ko) * | 1993-08-14 | 2001-12-28 | 이.파우. 뢰르허 | 사를크로스와인드보빈으로감는방법 |
| IT1282532B1 (it) | 1994-07-06 | 1998-03-23 | Savio Macchine Tessili Srl | Metodo per la regolazione automatica della tensione del filo in una unita' di roccatura |
| DE19625513A1 (de) | 1996-06-26 | 1998-01-02 | Schlafhorst & Co W | Verfahren und Vorrichtung zum Herstellen von Kreuzspulen |
| DE10342266B4 (de) | 2002-09-25 | 2016-02-04 | Saurer Germany Gmbh & Co. Kg | Verfahren zum Herstellen einer Kreuzspule |
| JP4059167B2 (ja) | 2003-08-13 | 2008-03-12 | 村田機械株式会社 | リボン巻き防止方法及びリボン巻き防止装置 |
-
2006
- 2006-01-31 JP JP2006023318A patent/JP2007204191A/ja active Pending
-
2007
- 2007-01-25 DE DE200760005450 patent/DE602007005450D1/de active Active
- 2007-01-25 EP EP20070001657 patent/EP1813563B1/en active Active
- 2007-01-25 DE DE200760000245 patent/DE602007000245D1/de active Active
- 2007-01-25 DE DE200760005763 patent/DE602007005763D1/de active Active
- 2007-01-25 EP EP08007864A patent/EP1947047B1/en active Active
- 2007-01-25 EP EP08007863A patent/EP1947046B1/en active Active
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011510884A (ja) * | 2008-01-28 | 2011-04-07 | マシーネンファブリク リーター アクチェンゲゼルシャフト | クロス巻きボビンの作成方法および装置 |
| JP2010111964A (ja) * | 2008-11-06 | 2010-05-20 | Tmt Machinery Inc | 紡糸巻取機 |
| JP2011143977A (ja) * | 2010-01-12 | 2011-07-28 | Murata Machinery Ltd | 糸巻取機及び糸巻取方法 |
| EP2530039A2 (en) | 2011-06-02 | 2012-12-05 | Murata Machinery, Ltd. | Yarn winding device |
| EP2530039A3 (en) * | 2011-06-02 | 2015-10-14 | Murata Machinery, Ltd. | Yarn winding device |
| KR20170004527A (ko) * | 2015-07-03 | 2017-01-11 | 원광이엔텍 주식회사 | 광통신 포설용 마이크로튜브용 고속 정렬권취기 |
| KR101701460B1 (ko) * | 2015-07-03 | 2017-02-03 | 원광이엔텍 주식회사 | 광통신 포설용 마이크로튜브용 고속 정렬권취기 |
| WO2020075444A1 (ja) * | 2018-10-12 | 2020-04-16 | 村田機械株式会社 | 糸巻取装置及び糸巻取方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602007005450D1 (de) | 2010-05-06 |
| EP1813563B1 (en) | 2008-11-19 |
| DE602007005763D1 (de) | 2010-05-20 |
| EP1813563A2 (en) | 2007-08-01 |
| EP1947047B1 (en) | 2010-04-07 |
| EP1813563A3 (en) | 2007-08-22 |
| EP1947047A1 (en) | 2008-07-23 |
| EP1947046A1 (en) | 2008-07-23 |
| EP1947046B1 (en) | 2010-03-24 |
| DE602007000245D1 (de) | 2009-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007204191A (ja) | 糸巻取装置 | |
| JP5884280B2 (ja) | 糸巻取装置及び糸巻取方法 | |
| JP2009227414A (ja) | 糸巻取機 | |
| EP2105399B1 (en) | Yarn winding device and yarn winding method | |
| JP2009242095A (ja) | 自動ワインダ | |
| JP2015178403A (ja) | 糸巻取機及び巻取方法 | |
| EP3865441B1 (en) | Yarn winding machine | |
| JP2010042904A (ja) | 糸巻取機 | |
| JP2007238245A (ja) | 糸巻取装置 | |
| JP2007210776A (ja) | 糸巻取方法及び糸巻取装置 | |
| JP5505621B2 (ja) | 糸巻取機及び糸巻取方法 | |
| JP2008174333A (ja) | 糸状物の巻出方法及び糸状物の巻出装置 | |
| JP2008179434A (ja) | 撚糸機 | |
| JP2014040316A (ja) | 糸巻取ユニット及び糸巻取機 | |
| JP2007238275A (ja) | 糸巻取装置 | |
| JP3455737B2 (ja) | 釣糸ユニットおよび釣糸巻取装置 | |
| JP2009214984A (ja) | パッケージの製造方法、糸巻取機及びパッケージ | |
| WO2015029292A1 (ja) | 糸巻取装置 | |
| JP2009242096A (ja) | 自動ワインダ | |
| JP3726715B2 (ja) | 自動ワインダのテンション制御装置 | |
| JP2007230708A (ja) | 糸巻取装置及び糸巻取方法 | |
| JP2007153608A (ja) | ワインダー | |
| JP2009242097A (ja) | 自動ワインダ、自動ワインダのパッケージ巻取り方法 | |
| JP2022030632A (ja) | 糸巻取機 | |
| JP2009227413A (ja) | 糸巻取機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Effective date: 20081225 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090106 |
|
| A02 | Decision of refusal |
Effective date: 20090507 Free format text: JAPANESE INTERMEDIATE CODE: A02 |