JP2007192501A - 積層型熱交換器 - Google Patents
積層型熱交換器 Download PDFInfo
- Publication number
- JP2007192501A JP2007192501A JP2006012258A JP2006012258A JP2007192501A JP 2007192501 A JP2007192501 A JP 2007192501A JP 2006012258 A JP2006012258 A JP 2006012258A JP 2006012258 A JP2006012258 A JP 2006012258A JP 2007192501 A JP2007192501 A JP 2007192501A
- Authority
- JP
- Japan
- Prior art keywords
- fluid passage
- laminated body
- groove
- heat exchanger
- passage groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000012530 fluid Substances 0.000 claims abstract description 63
- 239000003507 refrigerant Substances 0.000 claims abstract description 12
- 230000002093 peripheral effect Effects 0.000 claims abstract description 5
- 239000002184 metal Substances 0.000 claims description 32
- 238000010030 laminating Methods 0.000 abstract description 6
- 238000005304 joining Methods 0.000 abstract description 5
- 230000000452 restraining effect Effects 0.000 abstract 1
- 238000009792 diffusion process Methods 0.000 description 11
- 238000001816 cooling Methods 0.000 description 9
- 238000005530 etching Methods 0.000 description 4
- 230000000873 masking effect Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
Images




Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
【課題】拡散接合時に生じる積層体内外での温度差による影響を抑制して当該積層体の変形及び接合不良を回避することができ品質の高い積層型熱交換器を提供する。
【解決手段】片方の面に流体通路溝2を所定間隔を置いて複数形成した平板金属プレート1の複数枚を、積層方向において前記流体通路溝2の向きが略直交するように交互に積層し拡散接合して形成されており、同一向きの流体通路溝2に流通する第1の冷媒と、それと直交する向きの流体通路溝2に流通する第2の冷媒とで熱交換される積層型熱交換器において、前記複数枚の平板金属プレート1を積層して接合した積層体3のうち、外周部近傍の流体通路溝2aの溝深さD1よりも中心部近傍の流体通路溝2bの溝深さD2を深くした。
【選択図】図3
【解決手段】片方の面に流体通路溝2を所定間隔を置いて複数形成した平板金属プレート1の複数枚を、積層方向において前記流体通路溝2の向きが略直交するように交互に積層し拡散接合して形成されており、同一向きの流体通路溝2に流通する第1の冷媒と、それと直交する向きの流体通路溝2に流通する第2の冷媒とで熱交換される積層型熱交換器において、前記複数枚の平板金属プレート1を積層して接合した積層体3のうち、外周部近傍の流体通路溝2aの溝深さD1よりも中心部近傍の流体通路溝2bの溝深さD2を深くした。
【選択図】図3
Description
本発明は、例えば積層型熱交換器に関し、詳細には、平板金属プレートの拡散接合時における積層体内外での温度差により生じる接合不良の回避技術に関する。
積層型熱交換器を製造する方法の一つとして、例えば図5に示すように、冷媒が流通する流体通路溝101aを片方の面に所定ピッチで複数形成した平板金属プレート101の複数枚を、その流体通路溝101aの形成方向が積層方向において直交するように交互に積み重ねた後、その積層体102を雰囲気ガス中で加熱して接合するいわゆる拡散接合により製造する方法が知られている(例えば、特許文献1など参照)。
通常、拡散接合は、真空炉において所定の接合温度(例えば、ステンレスの場合1000℃以上)まで昇温してその温度を所定時間保持した後、冷却して積層体(熱交換器コア)の接合を完了する。
特開2005−83676号公報
しかしながら拡散接合による方法では、積層体のサイズが大きくなる程、昇温時及び冷却時に積層体内外の温度差(昇温時には積層体の外側が内部よりも早く温度が上がり、冷却時には外側が内部よりも早く温度が下がる)が生じ易くなるので、この温度差により、積層体が熱収縮などで変形したり接合不良が生じる可能性がある。
そこで本発明は、上記した課題を解決するために、拡散接合時に生じる積層体内外での温度差による影響を抑制して当該積層体の変形及び接合不良を回避することができ品質の高い積層型熱交換器を提供することを目的とする。
本発明は、片方の面に流体通路溝を所定間隔を置いて複数形成した平板金属プレートの複数枚を、積層方向において前記流体通路溝の向きが略直交するように交互に積層し拡散接合して形成されており、同一向きの流体通路溝に流通する第1の冷媒と、それと直交する向きの流体通路溝に流通する第2の冷媒とで熱交換される積層型熱交換器において、前記複数枚の平板金属プレートを積層して接合した積層体のうち、外周部近傍の流体通路溝の溝深さよりも中心部近傍の流体通路溝の溝深さが深いことを特徴とする。
また、本発明では、前記平板金属プレートに形成された流体通路溝は、前記積層体の外側から中心に向かって次第にその溝深さが深く形成されるようにすることが望ましい。
また、本発明では、前記平板金属プレートに形成された流体通路溝は、前記積層体の外側から中心に向かって次第にその溝幅が広く形成されていることが望ましい。
また、本発明では、前記平板金属プレートに形成された流体通路溝は、前記積層体の外側から中心に向かって次第にその溝長手方向での溝深さが深く形成されていることが望ましい。
本発明によれば、複数枚の平板金属プレートを積層して接合した積層体のうち、外周部近傍の流体通路溝の溝深さより中心部近傍の流体通路溝の溝深さが深いため、拡散接合時における昇温時及び冷却時の速度が速い積層体外側の熱容量が大きくなり、昇温時及び冷却時の速度が積層体外側に比べて遅い積層体内部の熱容量が小さくなることから、真空炉内での昇温時及び冷却時における積層体内外での温度差が小さくなって、平板金属プレート及び積層体の変形並びに接合不良が改善される。したがって、本発明によれば、品質の高い積層型熱交換器を提供することができる。
また、本発明によれば、流体通路溝を積層体の外側から中心に向かって次第にその溝深さを深くすることで、やはり積層体外側では熱容量が大きくなり、積層体内部ではそれに比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート及び積層体の変形並びに接合不良を改善できる。
また、本発明によれば、流体通路溝を積層体の外側から中心に向かって次第にその溝幅を広く形成することで、積層体内部では積層体外側に比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート及び積層体の変形並びに接合不良を改善できる。
また、本発明によれば、流体通路溝を積層体の外側から中心に向かって次第にその溝長手方向での溝深さを深く形成することで、積層体内部では積層体外側に比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート及び積層体の変形並びに接合不良を改善できる。
以下、本発明を適用した具体的な実施の形態について図面を参照しながら詳細に説明する。
[積層型熱交換器の構成]
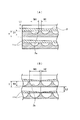
図1は本実施の形態の積層型熱交換器の斜視図、図2は本実施の形態の積層型熱交換器における平板金属プレートの一枚を取り出して示す斜視図、図3は図1のA−A線位置での断面図、図4(A)は図3における積層体外側の要部拡大図、図4(B)は図3における積層体中心部の要部拡大図である。
図1は本実施の形態の積層型熱交換器の斜視図、図2は本実施の形態の積層型熱交換器における平板金属プレートの一枚を取り出して示す斜視図、図3は図1のA−A線位置での断面図、図4(A)は図3における積層体外側の要部拡大図、図4(B)は図3における積層体中心部の要部拡大図である。
本実施の形態の積層型熱交換器は、図1及び図2に示すように、片方の面1aに流体通路溝2を所定間隔を置いて複数形成した平板金属プレート1の複数枚を、積層方向において前記流体通路溝2の向きが略直交するように交互に積層して拡散接合されており、その一つ置きの平板金属プレート1に形成された同一向きの流体通路溝2に流通する第1の冷媒と、それと直交する向きの流体通路溝2に流通する第2の冷媒とで熱交換されるように構成されている。そして、積層型熱交換器は、前記複数枚の平板金属プレート1が拡散接合されることにより形成される積層体3の側面に、図示を省略する冷媒供給用タンクと冷媒排出用タンクが取り付けられることで形成される。
本実施の形態では、前記積層体3のうち、外周部近傍の流体通路溝2の溝深さよりも中心部近傍の流体通路溝2の溝深さが深くされている。具体的には、平板金属プレート1に形成された流体通路溝2は、図3及び図4に示すように、外側から中心に向かって次第にその溝深さが深くされており、例えば外側流体通路溝2aの溝深さD1が0.5mmである場合には、中心部流体通路溝2bの溝深さD2はそれよりも深く0.85mm程度に形成されている。なお、この場合の平板金属プレート1の厚みTは1.0mmである。
また、前記流体通路溝2は、積層体3の外側から中心に向かって次第にその溝幅が広く形成されている。具体的には、平板金属プレート1に形成された流体通路溝2は、例えば外側流体通路溝2aの溝幅W1が1.5mmである場合には、中心部流体通路溝2bの溝幅W2はそれよりも広く1.7mm程度に形成されている。なお、この場合の流体通路溝2間の柱幅H1、H2は、外側流体通路溝2a間で0.3mm(H1)、中心部流体通路溝2b間で0.1mm(H2)である。
また、前記流体通路溝2は、積層体3の外側から中心に向かって次第にその溝長手方向での溝深さが深く形成されている。流体通路溝2の外側では、その溝深さL1が浅く、中心部ではその溝深さL2がそれよりも深くなっている。換言すると、流体通路溝2は、その溝の長手方向における両方の外側から中心部にそれぞれ向かってその溝深さが浅い状態から次第に深い状態とされることで、その溝底面が角度の広い断面略V字形状となっている。
「積層型熱交換器の製造方法」
次に、上記のように構成された積層型熱交換器を製造する方法について説明する。先ず、ステンレスなどからなる平板金属プレート1の片方の面1aに、マスキング部材を載せ、そのマスキング部材をマスクとしてエッチングする。このマスキング部材には、前記したようにエッチングによって形成する流体通路溝2が、積層体3の外側から中心に向かって次第にその溝幅W1、W2が広く(W1<W2)形成されると共に柱幅H1、H2が小さく(H1>H2)されるように加工しておく。
次に、上記のように構成された積層型熱交換器を製造する方法について説明する。先ず、ステンレスなどからなる平板金属プレート1の片方の面1aに、マスキング部材を載せ、そのマスキング部材をマスクとしてエッチングする。このマスキング部材には、前記したようにエッチングによって形成する流体通路溝2が、積層体3の外側から中心に向かって次第にその溝幅W1、W2が広く(W1<W2)形成されると共に柱幅H1、H2が小さく(H1>H2)されるように加工しておく。
前記マスキング部材を使用して平板金属プレート1にエッチングを行えば、外側から中心に向かって次第にその溝幅W1、W2が広く且つ柱幅H1、H2が小さい流体通路溝2が形成される。また、エッチング時間を調整することで、溝深さD1、D2にも前記したような外側から中心に向かって深くなる高低差を付けることができる。
次に、得られた平板金属プレート1の複数枚を、積層方向において流体通路溝2の向きが略直交するように交互に積層する。そして、その積層体3を不活性ガスが充填された真空炉内に入れ、拡散接合用治具で所定の加圧力を加えると共に加熱する。このとき、積層体3は、外側近傍部が肉厚とされ中心部近傍が肉薄となっていることから外側では熱容量が大きく中心部では熱容量が小さい。そのため、昇温時の積層体内外での温度差が抑制され積層体全体が均一に昇温する。
そして、昇温を所定時間保持した後、積層体3を冷却する。冷却時においては、昇温時と同様、積層体内外での温度差が抑制され積層体全体が均一に冷却される。冷却後は、拡散接合治具毎、積層体3を真空炉から取り出す。拡散接合治具から積層体3を取り出すと、拡散接合の昇温時及び冷却時における温度差に起因する平板金属プレート1及び積層体3の変形或いは接合不良の無い品質の高い積層型熱交換器が得られる。
「実施の形態の効果」
本実施の形態によれば、複数枚の平板金属プレート1を積層して接合した積層体3のうち、外周部近傍の流体通路溝2aの溝深さD1、L1より中心部近傍の流体通路溝2bの溝深さD2、L2が深いため、拡散接合時における昇温時及び冷却時の速度が速い積層体外側の熱容量が大きくなり、昇温時及び冷却時の速度が積層体外側に比べて遅い積層体内部の熱容量が小さくなることから、真空炉内での昇温時及び冷却時における積層体内外での温度差が小さくなって、平板金属プレート1及び積層体3の変形並びに接合不良が改善される。したがって、本発明によれば、品質の高い積層型熱交換器を提供することができる。
本実施の形態によれば、複数枚の平板金属プレート1を積層して接合した積層体3のうち、外周部近傍の流体通路溝2aの溝深さD1、L1より中心部近傍の流体通路溝2bの溝深さD2、L2が深いため、拡散接合時における昇温時及び冷却時の速度が速い積層体外側の熱容量が大きくなり、昇温時及び冷却時の速度が積層体外側に比べて遅い積層体内部の熱容量が小さくなることから、真空炉内での昇温時及び冷却時における積層体内外での温度差が小さくなって、平板金属プレート1及び積層体3の変形並びに接合不良が改善される。したがって、本発明によれば、品質の高い積層型熱交換器を提供することができる。
また、本実施の形態によれば、流体通路溝2を積層体3の外側から中心に向かって次第にその溝深さD1、D2を深くしているので、やはり積層体外側では熱容量が大きくなり、積層体内部ではそれに比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート1及び積層体3の変形並びに接合不良を改善できる。
また、本実施の形態によれば、流体通路溝2を積層体3の外側から中心に向かって次第にその溝幅W1、W2を広く形成しているので、積層体内部では積層体外側に比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート1及び積層体3の変形並びに接合不良を改善できる。
また、本実施の形態によれば、流体通路溝3を積層体3の外側から中心に向かって次第にその溝長手方向での溝深さL1、L2を深く形成しているので、積層体内部では積層体外側に比べて熱容量が小さくなり、積層体内外での温度差を小さくすることができ、平板金属プレート1及び積層体3の変形並びに接合不良を改善できる。
以上、本発明を適用した具体的な実施の形態について説明したが、前記実施の形態は本発明の一例であり、この実施の形態に限定されることはない。
1…平板金属プレート
2…流体通路溝
2a…外側流体通路溝
2b…中心部流体通路溝
3…積層体
D1…外側流体通路溝の溝深さ
D2…中心部流体通路溝の溝深さ
W1…外側流体通路溝の溝幅
W2…中心部流体通路溝の溝幅
2…流体通路溝
2a…外側流体通路溝
2b…中心部流体通路溝
3…積層体
D1…外側流体通路溝の溝深さ
D2…中心部流体通路溝の溝深さ
W1…外側流体通路溝の溝幅
W2…中心部流体通路溝の溝幅
Claims (1)
- 片方の面(1a)に流体通路溝(2)を所定間隔を置いて複数形成した平板金属プレート(1)の複数枚を、積層方向において前記流体通路溝(2)の向きが略直交するように交互に積層し拡散接合して形成されており、同一向きの流体通路溝(2)に流通する第1の冷媒と、それと直交する向きの流体通路溝(2)に流通する第2の冷媒とで熱交換される積層型熱交換器において、
前記複数枚の平板金属プレート(1)を積層して接合した積層体(3)のうち、外周部近傍の流体通路溝(2a)の溝深さ(D1、L1)よりも中心部近傍の流体通路溝(2b)の溝深さ(D2、L2)が深い
ことを特徴とする積層型熱交換器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012258A JP2007192501A (ja) | 2006-01-20 | 2006-01-20 | 積層型熱交換器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012258A JP2007192501A (ja) | 2006-01-20 | 2006-01-20 | 積層型熱交換器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007192501A true JP2007192501A (ja) | 2007-08-02 |
Family
ID=38448346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006012258A Pending JP2007192501A (ja) | 2006-01-20 | 2006-01-20 | 積層型熱交換器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007192501A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105823150A (zh) * | 2015-01-05 | 2016-08-03 | 中国科学院宁波材料技术与工程研究所 | 冷却装置及空调冰箱一体机 |
| JP2024089436A (ja) * | 2022-12-21 | 2024-07-03 | 株式会社富士通ゼネラル | 熱交換器及び熱交換器の製造方法 |
-
2006
- 2006-01-20 JP JP2006012258A patent/JP2007192501A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105823150A (zh) * | 2015-01-05 | 2016-08-03 | 中国科学院宁波材料技术与工程研究所 | 冷却装置及空调冰箱一体机 |
| JP2024089436A (ja) * | 2022-12-21 | 2024-07-03 | 株式会社富士通ゼネラル | 熱交換器及び熱交換器の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5740036B1 (ja) | 平面型ヒートパイプ | |
| US10744603B2 (en) | Heat exchangers with plates having surface patterns for enhancing flatness and methods for manufacturing same | |
| US20230339053A1 (en) | Vapor chamber with support structure | |
| CN110088556A (zh) | 均热板 | |
| CN214322184U (zh) | 具有易焊结构的散热装置 | |
| CN112129151B (zh) | 一种超薄均热板及其制备方法 | |
| US10976110B2 (en) | Plate laminate type heat exchanger | |
| US20230003464A1 (en) | Heat exchanger and manufacturing method thereof | |
| JP2007192501A (ja) | 積層型熱交換器 | |
| JP2012227362A (ja) | ヒートシンク付パワーモジュール用基板ユニットおよびその製造方法 | |
| TWI762663B (zh) | 陶瓷-金屬層接合體的製造方法、陶瓷電路基板的製造方法及金屬板接合陶瓷母材板 | |
| JP2010194719A (ja) | スプルーブッシュ及びスプルーブッシュの製造方法 | |
| JP2019176015A (ja) | 回路基板付きヒートシンク及びその製造方法 | |
| JP5080338B2 (ja) | 半導体素子を金属層によって基板に接合したモジュール | |
| JP2007192500A (ja) | 積層型熱交換器 | |
| JP6079410B2 (ja) | プレート式熱交換器 | |
| JP6548193B2 (ja) | フィン部材および温度調節装置並びにこれらの製造方法 | |
| JP2007276039A (ja) | ウォータージェットによる溝加工方法、熱交換器部材および熱交換器 | |
| JP7472564B2 (ja) | 積層体及び積層体の製造方法 | |
| JP7563055B2 (ja) | ベーパーチャンバ用の中間体が多面付けされたシートの製造方法、ベーパーチャンバ用の中間体が多面付けされたシートが巻かれたロールの製造方法、ベーパーチャンバ用の中間体の製造方法、及び、ベーパーチャンバの製造方法 | |
| TWM593721U (zh) | 薄型均溫板 | |
| JP2005134073A (ja) | プレート式熱交換器 | |
| KR102897610B1 (ko) | 액체 냉각 구조 | |
| JP2006108247A (ja) | 液冷ヒートシンク | |
| JP2005233454A (ja) | 熱交換器 |