JP2007123647A - ヒーターチップの熱電対取付構造および熱電対取付方法 - Google Patents
ヒーターチップの熱電対取付構造および熱電対取付方法 Download PDFInfo
- Publication number
- JP2007123647A JP2007123647A JP2005315536A JP2005315536A JP2007123647A JP 2007123647 A JP2007123647 A JP 2007123647A JP 2005315536 A JP2005315536 A JP 2005315536A JP 2005315536 A JP2005315536 A JP 2005315536A JP 2007123647 A JP2007123647 A JP 2007123647A
- Authority
- JP
- Japan
- Prior art keywords
- slit
- heater chip
- thermocouple
- tip
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Soldering of electronic components
Landscapes
- Wire Bonding (AREA)
Abstract
および方法を提供する。
【解決手段】 ヒーターチップ本体2の側面形状において作用部8の近傍に一端12が
外形11に連通したスリット5を有し、一方の本体側面16側からスリット5の他端6近
傍に挿通された異種金属からなる一対の線材3、4は他方の本体側面17側に突出し、こ
の突出した先端部が互いに溶融して構成される熱電対先端の接合体23の少なくとも一部
が、前記スリット5の中間部13内に溶融状態で浸入し、その後固化していることを特徴
とするヒーターチップ1の熱電対取付構造。
【選択図】 図1
Description
ム等を電極間に介在させ両電極を挟持しつつ加熱する、あるいは介在物なしで直接両電極
を接触させ加圧、加熱を行うのに使用するヒーターチップに関するものであり、さらに詳
しくは、このヒーターチップ先端部の温度制御のために先端部近傍に固着する熱電対の取
り付け構造および取付方法に関するものである。
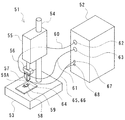
まず、その代表的な例を図5に基づいて説明する。図5において符号51は熱圧着装置、
52は電源である。この熱圧着装置51には台座も兼ねたワークステージ53、支柱54
に沿って上下方向に駆動する接合ヘッド55、接合ヘッド55の下方で絶縁ブロック56
に固定されたヒーターチップ57が備えられている。
子部品59が載置されており、電子部品59のリード59Aが図示しない基板58上の電
極に位置決めされている。またヒーターチップ57は下方を先端とした略Vの字形状を呈
しており、二股に分かれた上部に一対の給電ケーブル60、61が接続されている。また
これら給電ケーブル60、61の他端は電源52の出力端子62、63に接続されている
。
る一対の線材65、66はそれぞれ被覆で絶縁され、電源52の入力端子67、68に接
続されている。この電源52は瞬間的に出力エネルギーを制御しながら通電することが可
能なパルスヒート電源であり、入力端子67、68に入力される熱電対の出力値をフィー
ドバックして出力電流を制御する機能や出力時間タイマ機能、温度プロファイル設定機能
を備えている。
ヒーターチップ57の先端を電子部品59のリード59Aに上方から接触させ、所定の加
圧力で押圧する。次に電源52からヒーターチップ57に電流を流すことによりヒーター
チップ57に抵抗発熱(ジュール熱)が生じ、ヒーターチップ57全体の温度が上昇する
。このときヒーターチップ57全体の温度が上昇するが、温度が接合に直接作用するのは
先端部のみである。したがって、フィードバック値の対象は先端部の温度であるのが理想
であるから、熱電対はなるべく先端部の近傍に固着されるのが通常である。
は、両者のあいだに介在した接合材(例えばはんだや異方導電フィルム)の作用により、
電気的および機械的に接合する。あるいはまた、接合材を介在させないで直接両電極を接
触させ加圧および加熱により熱圧着を行う。この場合は電極どうしの固相拡散接合作用あ
るいは電極表面のめっき材によるろう接作用等により接合が行われる。
場合は、ヒーターチップ57先端の温度をかなり高温にする必要があり500℃以上に加
熱することが稀ではない。そしてこのような場合には、被接合物である電極の近傍にある
電子部品等に熱による損傷を与えやすく、このためにもパルスヒート電源の通電によって
ヒーターチップを瞬間加熱し、直ちに加熱を停止するかあるいは冷却する方法が有効とな
る。
に固着された熱電対64の取付部にも急激な温度変化、言わば温度衝撃が作用する。した
がって、ヒーターチップ57表面と熱電対64との接合部には、熱膨張率の差に起因する
応力が繰り返し作用し、この急激な温度勾配と繰り返し回数により短期間で接合不良が発
生し、やがて剥離してしまうことが問題視されてきた。またこの接合不良は、フィードバ
ックされる値が本来あるべき値よりも低くなることに直結するため、ヒーターチップ自体
の温度暴走を招き被溶接物によっては大きな損害につながるものである。
凸あるいは貫通孔を設け、直接アーク溶接または接合補助材を介して溶接する技術が開示
されている。これにより熱電対先端の接合体につながる線材の保持が可能となり、接合体
の根元での断線が生じにくくなるとしている。また、ニッケル等の接合補助材を用いずに
直接アーク溶接することで、接合部にスが発生しないので剥離しにくいとしている。
するため、ニッケル等の接合補助材を用いずに直接アーク溶接するのは非常に困難である
とされている。これは、この両素材の溶接性が悪く、確実に溶接される程度にアーク溶接
を行おうとすると、熱電対の接合体を形成すべき一対の線材の先端部が焼失してしまいや
すく、作業技術そのものの難易度が極めて高くなるからである。
用いて板状の母材から外形を切り出すが、これに別の工程を加えて貫通孔を形成するだけ
でも製造コストが増加する。まして凹所や凸部を形成することは特殊な加工方法を要し、
製造コストが大幅に増加する。
トの増加を最小限にしつつ、熱電対取付状態の寿命を飛躍的に伸ばすことに成功したもの
である。
この先端を被接合物に押圧して接合物を接合するとき、前記先端近傍の温度を熱電対によ
って測定し、この測定値に基づいて前記先端近傍の温度をフィードバック制御するヒータ
ーチップの熱電対取付構造であって、前記ヒーターチップの本体側面形状において前記先
端近傍に一端が外形に連通するスリットを有し、異種金属からなる一対の線材が互いに溶
融して構成される熱電対先端の接合体の少なくとも一部が、前記スリット内に溶融状態で
浸入し、その後固化していることを特徴とするヒーターチップの熱電対取付構造を提供す
る。
チップを発熱させるための電流の流れ方向と略垂直方向に形成されており、このスリット
の少なくとも他端近傍のスリット幅が、前記異種金属からなる一対の線材のそれぞれの直
径の和よりも狭いことを特徴とする第1の態様として記載のヒーターチップの熱電対取付
構造を提供する。
トの、他端近傍の一方の本体側面側から他方の本体側面側へと挿通され、この他方の本体
側面上の前記スリット中間部から前記接合体が溶融状態で浸入したものであることを特徴
とする第1または第2のいずれかの態様として記載のヒーターチップの熱電対取付構造を
提供する。
ットを設けたヒーターチップ本体を用意し、異種金属からなる熱電対形成用の一対の線材
を、この本体の一方の本体側面側から他方の本体側面側に向けて挿入し、他方の本体側面
上のスリット中間部にニッケルからなる第1の接合補助部材を配置し、前記一対の線材の
他方の側面に突出した先端部を前記第1の接合補助部材の上方に被せるように折り曲げ、
さらに折り曲げられた前記一対の線材の先端部上にニッケルからなる第2の接合補助部材
を配置し、この第2の接合補助部材の上方からアーク溶接することで、第1、第2の接合
補助部材および一対の線材の先端部を同時に溶融させ、この溶融により液状化し少なくと
も一部が合金化した溶融物が、前記スリットの中間部に浸入するようにしたことを特徴と
するヒーターチップの熱電対取付方法を提供する。
スリットは、板状の母材から本体側面形状である外形をワイヤカッターで切り出す際に外
形切り出し加工と同時にワイヤカッターにより形成されることを特徴とする第4の態様と
して記載のヒーターチップの熱電対取付方法を提供する。
で、対向するスリット内壁両面の広い面積に接合し、ヒーターチップの使用による急激な
温度変化の繰り返しに対して、良好な接合状態を長期間維持することができる。
の本体側面側から他方の本体側面側へ挿通させた場合、ヒーターチップを発熱させるため
の電流の流れ方向に対して略垂直方向に並んで挿通される。したがって、ヒーターチップ
を発熱させるためのパルス状あるいは交流状の大電流によって生じる電位差の影響(ノイ
ズ成分)を低減させることができる。
持することが容易となる。また、アーク溶接により近傍のスリット中間部に侵入した溶融
状態の熱電対接合体が、スリット他端内部に挿通状態にある一対の線材に溶着するので、
接合後の線材の動きによる応力が接合体の付け根に直接加わることなく、より安全にヒー
ターツールを使用できる。
形成用線材先端の焼失を防ぐことが可能となり、安定した歩留まりのよい熱電対取り付け
作業が実現できる。加えて第1及び第2の接合補助部材の溶融によってスリット内壁を利
用した広い面積に接合力が得られ、これら接合補助部材と熱電対先端接合部とのあいだに
は合金化によって明確な界面が存在しなくなるので、さらに信頼性の高い接合が行える。
通していることから、母材からヒーターチップ本体を切り出すときに、前記外形と共に前
記スリットもワイヤカッターで同時に加工することができる。したがって、加工性が悪い
ために加工費が高価となるタングステン合金やモリブデン合金を素材とする場合であって
も、コストアップを低く抑えることができる。
付方法の実施形態を詳細に説明する。
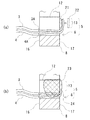
のである。この図で符号1はヒーターチップであり、2はヒーターチップ本体、3、4は
熱電対を形成する一対の線材である。また5はスリットであり符号5の引き出し線で示さ
れた部分は図をみて上下方向に形成されたスリット5の一端である。つまりこのスリット
の一端がヒーターチップの外形と連通している。
図を見て向こう側から手前側に向けて挿通されている部分である。そして符号7は、一対
の線材3、4の先端部で形成された熱電対の接合部であり、その一部は図示するようにヒ
ーターチップ本体2の表面に露出しているが、残りの部分はこの接合部7に隠れるので図
示していないスリット5の中間部に浸入した状態となっている。
ヒーターチップ本体2の側面図であり、図を見て下端が被接合物を下方に押圧する作用部
8で、この下面が被接合物に接触する。また上部は一対の電極となっており貫通孔9、1
0にボルトを通してそれぞれ絶縁された一対の給電電極に固定することで、この一対の給
電電極に与えられた電位差によりヒーターチップ本体2に通電が行われる。そしてこの通
電により抵抗発熱が生じて作用部8の温度が上昇し、前記押圧と共に被接合物を加熱する
ことができる。そしてその温度をコントロールするための熱電対の取り付け位置が作用部
8の上方に設けられている。
実線で描かれた形状を外形11と称する。したがって板状の部材から切り出された本実施
形態の場合、この切り出しの際の切断形状を外形11とすることになる。つまり本明細書
においては、表裏の本体側面は外形11に含まれないものとする。
形11と連通している。また6はスリット5の他端であり、この例の場合この他端6の近
傍は、スリット中間部13の幅と同等のスリット幅で形成されている。また前述した貫通
孔9、10は、給電電極にボルトで固定するための機能を有するには貫通孔でよいが、本
実施例の場合は厳密には貫通孔ではなく、別のスリット14、15によって外形11に連
通している。その理由は後述する。
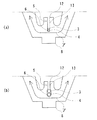
図2(b)においては、斜線でハッチングした部分のみが断面である。この断面図には、
外形11に連通したスリット5の一端12と、スリット中間部13と、スリット他端6が
描かれており、これら全てが一方の本体側面16から他方の本体側面17に向けて、板厚
方向に同一の形状で形成されていることを表している。
は図2(b)で示した断面図における作用部8の近傍のみを拡大して示した図である。ま
た図3(a)はアーク溶接前、図3(b)はアーク溶接後の状態を示している。まず図3
(a)において、熱電対を構成する一対の異種金属からなる線材3、4が、スリット他端
6の近傍へ、一方の本体側面16側から挿入されている。この一対の線材3、4は絶縁被
覆に覆われているが、それぞれ3A、4Aの位置から先端側は被覆が剥離されている。
の本体側面17側に突出している。また他方の本体側面17上のスリット中間部13には
、ニッケルリボン材を切断した第1の接合補助部材21が抵抗溶接により仮止めされてい
る。そしてこの第1の接合補助部材21の上に倒しこむようにして一対の線材3、4の先
端を屈曲させ、さらにその上(図を見て右側)にニッケルリボン材からなる第2の接合補
助部材22が載置されている。
)から放電しアーク溶接を行う。本実施形態の場合はTIG溶接を行ったが、溶接の結果
一対の線材3、4の先端部および第一、第二の接合補助部材21、22は一度に溶融して
一体となり少なくとも一部が合金化する。この様子を図3(b)に示す。
部分つまり熱電対の接合体23である。この図で示すように溶融し液状化した接合体23
は、他方の本体側面17側から幅の狭い(本実施形態の場合0.3mm)スリット中間部
13へ浸入し、スリット他端6の近傍にある一対の線材3、4にまで達している。ここで
溶融した状態の接合体23が図のように広がりやすくするためには、スリット中間部13
の幅がある程度狭くなければならないことは、溶融した接合体23の体積に限りがあるこ
とから明らかである。また図のように溶融した接合体23が一対の線材3、4にまで達す
ることで、一方の本体側面16側で一対の線材3、4に外力が加わったとしても、接合体
23の付け根24には応力が加わらず安定した導通が維持できる。
(内壁)に広い範囲で接合がなされること。接合界面はニッケルからなる第一および第二
の接合補助部材21、22の影響で接合性がよいこと。第一および第二の接合補助部材2
1、22と一対の線材3、4とが一度に溶融しているので、少なくともその一部が合金化
し両者間に明確な界面が存在しないこと。これらが全て作用して強固な接合が得られる。
に接合させるには、広く開口した丸穴や凹所では無く幅の狭いスリット部に接合すること
が最適であることが分かる。また、図2(a)からも分かるように、スリット5の一端が
外形11と連通するようになっているので、ヒーターチップ本体2を板状の母材から切り
出すときに作業性がよく、製造コストを抑えることができる。貫通孔9、10がスリット
14、15を介して外形11と連通しているのもこの理由からである。
作用部8の近傍だけを拡大したものである。また図4は、スリット5に対して紙面裏側か
ら一対の線材3、4が挿通されてはいるが、第1の接合補助部材も仮止めされていない溶
接前の状態を示している。
している。ヒーターチップに接続されるのがパルスヒート電源である場合が多いので、こ
の方向にパルス状の電流やインバータ高周波電流が大電流で流れる。このような状況で一
対の線材3、4が矢印アの方向に沿った並びで取り付けられているとすると、線材3と4
との位置の差により電位差が生じ、これが熱電対の出力にノイズとして混入する可能性が
ある。したがって線材3、4が矢印アの方向と略垂直方向に並べてあれば、前記ノイズを
低減することができる。
形成しておき、このスリット5の中に挿通される一対の線材がこのスリット5の方向に並
ぶようにしておけばよい。この例の場合は一対の線材3、4の芯線の直径がそれぞれ0.
2mmなのでスリット幅を0.3mmに設定してある。つまり、一対の線材が矢印アの方
向に沿って並ばないようにするためには、スリット幅を一対の線材のそれぞれの直径の和
よりも狭くすればよい。さらに好ましくは、一対の線材のうち、より太い方の1本が容易
に挿通可能な範囲でスリット幅は狭い方がよい。
れぞれ0.5mmである。そこで、スリット5の他端6の近傍のスリット幅を0.6mm
にしてある。しかしながら溶融状態の接合体が浸入して行くスリット中間部13のスリッ
ト幅が0.3mmであったほうが接合状態が良好である場合は、スリット5を図4(b)
のように加工して、他端6の近傍のみをスリット幅0.6mmに形成し、一端12および
中間部13のスリット幅を0.3mmにすればよい。
で、次にその内容を記載する。評価には2mm厚のタングステン合金製板材から切り出し
たヒーターチップ本体に、本実施形態と同様の構造で熱電対を取り付けたものを使用した
。そしてこのヒーターチップを熱圧着装置に実装し、加熱温度520℃、加熱時間0.7
秒の通電を繰り返し行った。通電は10秒間隔で行い、その間冷却用エアーをヒーターチ
ップに吹きつけ続けたので、通電と通電との合い間にはヒーターチップの温度は約150
℃まで下がった。
が、100万回を超えても異常が発生しなかった。従来の構造で熱電対を取り付けたヒー
ターチップの同一条件下での評価では5万回程度で異常発生していたのと比較すると、そ
の耐久性が飛躍的に改善したことが分かる。
2 ヒーターチップ本体
3、4 線材
5 スリット
6 他端
7 接合体
8 作用部
9、10 貫通孔
11 外形
12 一端
13 中間部
Claims (5)
- 作用部である先端を通電による抵抗発熱で温度上昇させ、この先端を被接合物に押圧して
接合物を接合するとき、前記先端近傍の温度を熱電対によって測定し、この測定値に基づ
いて前記先端近傍の温度をフィードバック制御するヒーターチップの熱電対取付構造であ
って、前記ヒーターチップの本体側面形状において前記先端近傍に一端が外形に連通する
スリットを有し、異種金属からなる一対の線材が互いに溶融して構成される熱電対先端の
接合体の少なくとも一部が、前記スリット内に溶融状態で浸入し、その後固化しているこ
とを特徴とするヒーターチップの熱電対取付構造。 - 一端が外形に連通する前記スリットは、前記ヒーターチップを発熱させるための電流の流
れ方向と略垂直方向に形成されており、このスリットの少なくとも他端近傍のスリット幅
が、前記異種金属からなる一対の線材のそれぞれの直径の和よりも狭いことを特徴とする
請求項1に記載のヒーターチップの熱電対取付構造。 - 前記一対の線材は、一端が外形に連通した前記スリットの、他端近傍の一方の本体側面側
から他方の本体側面側へと挿通され、この他方の本体側面上の前記スリット中間部から前
記接合体が溶融状態で浸入したものであることを特徴とする請求項1または2のいずれか
に記載のヒーターチップの熱電対取付構造。 - 作用部である先端の近傍に一端が外形に連通したスリットを設けたヒーターチップ本体を
用意し、異種金属からなる熱電対形成用の一対の線材を、この本体の一方の本体側面側か
ら他方の本体側面側に向けて挿入し、他方の本体側面上のスリット中間部にニッケルから
なる第1の接合補助部材を配置し、前記一対の線材の他方の側面に突出した先端部を前記
第1の接合補助部材の上方に被せるように折り曲げ、さらに折り曲げられた前記一対の線
材の先端部上にニッケルからなる第2の接合補助部材を配置し、この第2の接合補助部材
の上方からアーク溶接することで、第1、第2の接合補助部材および一対の線材の先端部
を同時に溶融させ、この溶融により液状化し少なくとも一部が合金化した溶融物が、前記
スリットの中間部に浸入するようにしたことを特徴とするヒーターチップの熱電対取付方
法。 - 前記ヒーターチップ本体の形成方法において、前記スリットは、板状の母材から本体側面
形状である外形をワイヤカッターで切り出す際に外形切り出し加工と同時にワイヤカッタ
ーにより形成されることを特徴とする請求項4に記載のヒーターチップの熱電対取付方法
。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005315536A JP4224050B2 (ja) | 2005-10-31 | 2005-10-31 | ヒーターチップの熱電対取付構造および熱電対取付方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005315536A JP4224050B2 (ja) | 2005-10-31 | 2005-10-31 | ヒーターチップの熱電対取付構造および熱電対取付方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007123647A true JP2007123647A (ja) | 2007-05-17 |
| JP4224050B2 JP4224050B2 (ja) | 2009-02-12 |
Family
ID=38147141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005315536A Expired - Fee Related JP4224050B2 (ja) | 2005-10-31 | 2005-10-31 | ヒーターチップの熱電対取付構造および熱電対取付方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4224050B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011000639A (ja) * | 2009-05-19 | 2011-01-06 | Miyachi Technos Corp | ヒータチップ及び接合装置 |
| WO2017038282A1 (ja) * | 2015-08-28 | 2017-03-09 | 株式会社工房Pda | ヒータチップ及び接合装置及び接合方法 |
| CN115461180A (zh) * | 2020-09-09 | 2022-12-09 | 株式会社阿波罗技研 | 加热嘴单元 |
-
2005
- 2005-10-31 JP JP2005315536A patent/JP4224050B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011000639A (ja) * | 2009-05-19 | 2011-01-06 | Miyachi Technos Corp | ヒータチップ及び接合装置 |
| WO2017038282A1 (ja) * | 2015-08-28 | 2017-03-09 | 株式会社工房Pda | ヒータチップ及び接合装置及び接合方法 |
| US10799977B2 (en) | 2015-08-28 | 2020-10-13 | Kobo Pda Co., Ltd. | Heater chip, joining apparatus and joining method |
| CN115461180A (zh) * | 2020-09-09 | 2022-12-09 | 株式会社阿波罗技研 | 加热嘴单元 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4224050B2 (ja) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3146012B2 (ja) | ヒューズ | |
| CN102640324A (zh) | 用于制造导电连接的方法 | |
| KR20080071518A (ko) | 프로젝션 용접 및 프로젝션 용접을 형성하기 위한 방법 | |
| JP2013099779A (ja) | ヒータチップ及び接合装置及び接合方法並びに細線と端子の接続構造 | |
| JP2015076208A (ja) | 電線の端子接合構造及び抵抗溶接用電極、電線の端子接合方法 | |
| JP4798020B2 (ja) | 半導体装置およびその製造方法 | |
| JP4224050B2 (ja) | ヒーターチップの熱電対取付構造および熱電対取付方法 | |
| CN100448584C (zh) | 热压接用的加热片 | |
| JP2011181189A (ja) | 接続端子およびその製造方法 | |
| US3418422A (en) | Attachment of integrated circuit leads to printed circuit boards | |
| JPH10154570A (ja) | 絶縁電線の接続構造及び接続方法 | |
| EP2973672B1 (en) | Method of spot-welding a die bond sheet preform containing gold and tin to a die bond area on a semiconductor package | |
| JP2009231559A (ja) | 抵抗体の組み付け方法 | |
| JP4235168B2 (ja) | 電子機器用バスバーと接続端子の接合構造及び接合方法 | |
| JP2018039020A (ja) | 接地用端子台及びその製造方法 | |
| JPH0516950B2 (ja) | ||
| JP2006114710A (ja) | パッケージの封止方法 | |
| JP2002063980A (ja) | 絶縁皮膜電線の溶接方法と装置 | |
| JP4246449B2 (ja) | ボンディング用ストリップおよび該ストリップを用いたボンディング方法 | |
| CN111250992B (zh) | 导电辅助件、异种材料接合装置及异种材料接合方法 | |
| JP3522434B2 (ja) | パルスヒート方式溶接機のヒータツール構造 | |
| KR100548015B1 (ko) | 전기저항용접용 전극부재 | |
| WO2017208941A1 (ja) | 半導体装置及びその製造方法 | |
| US3941971A (en) | Resistance brazing of solid copper parts to stranded copper parts with phos-silver | |
| JP4325550B2 (ja) | 電子機器用バスバーと接続端子の接合構造及び接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081022 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081118 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4224050 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |