JP2006525431A - ライナーを含むスパッタリングチャンバ - Google Patents
ライナーを含むスパッタリングチャンバ Download PDFInfo
- Publication number
- JP2006525431A JP2006525431A JP2006509992A JP2006509992A JP2006525431A JP 2006525431 A JP2006525431 A JP 2006525431A JP 2006509992 A JP2006509992 A JP 2006509992A JP 2006509992 A JP2006509992 A JP 2006509992A JP 2006525431 A JP2006525431 A JP 2006525431A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- liner
- sputtering
- target
- sputtering chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004544 sputter deposition Methods 0.000 title claims abstract description 226
- 238000000576 coating method Methods 0.000 claims abstract description 25
- 239000011248 coating agent Substances 0.000 claims abstract description 24
- 239000000463 material Substances 0.000 claims description 106
- 239000000835 fiber Substances 0.000 claims description 98
- 239000000758 substrate Substances 0.000 claims description 96
- 239000010409 thin film Substances 0.000 claims description 30
- 238000000151 deposition Methods 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 27
- 239000010408 film Substances 0.000 claims description 24
- 239000002245 particle Substances 0.000 claims description 24
- 239000000919 ceramic Substances 0.000 claims description 23
- 229910052782 aluminium Inorganic materials 0.000 claims description 21
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 21
- 229910001220 stainless steel Inorganic materials 0.000 claims description 18
- 239000010935 stainless steel Substances 0.000 claims description 17
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 15
- 239000002657 fibrous material Substances 0.000 claims description 13
- 239000013077 target material Substances 0.000 claims description 13
- 229910010293 ceramic material Inorganic materials 0.000 claims description 9
- 239000011490 mineral wool Substances 0.000 claims description 9
- 230000008021 deposition Effects 0.000 claims description 8
- 230000008602 contraction Effects 0.000 claims description 7
- 230000003746 surface roughness Effects 0.000 claims description 7
- 239000004744 fabric Substances 0.000 claims description 6
- 239000011152 fibreglass Substances 0.000 claims description 2
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical class O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 claims 1
- 239000010410 layer Substances 0.000 description 37
- 239000007789 gas Substances 0.000 description 28
- 229910052751 metal Inorganic materials 0.000 description 27
- 239000002184 metal Substances 0.000 description 27
- 239000011162 core material Substances 0.000 description 12
- 238000005477 sputtering target Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 9
- 230000009286 beneficial effect Effects 0.000 description 8
- 239000011230 binding agent Substances 0.000 description 8
- 238000011109 contamination Methods 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 239000000356 contaminant Substances 0.000 description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 239000011651 chromium Substances 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 150000002500 ions Chemical class 0.000 description 5
- 230000014759 maintenance of location Effects 0.000 description 5
- 150000004767 nitrides Chemical class 0.000 description 5
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 239000004115 Sodium Silicate Substances 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 238000005524 ceramic coating Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 229910052735 hafnium Inorganic materials 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 229910052911 sodium silicate Inorganic materials 0.000 description 4
- 229910052715 tantalum Inorganic materials 0.000 description 4
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 229910052726 zirconium Inorganic materials 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 3
- 238000007872 degassing Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000005357 flat glass Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 238000005488 sandblasting Methods 0.000 description 3
- 238000004901 spalling Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- FPIPGXGPPPQFEQ-OVSJKPMPSA-N all-trans-retinol Chemical compound OC\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C FPIPGXGPPPQFEQ-OVSJKPMPSA-N 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 239000000292 calcium oxide Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 2
- -1 hafnium nitrides Chemical class 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 238000001755 magnetron sputter deposition Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052752 metalloid Inorganic materials 0.000 description 2
- 150000002738 metalloids Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 239000010955 niobium Substances 0.000 description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000005546 reactive sputtering Methods 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 230000003319 supportive effect Effects 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 241000612703 Augusta Species 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 229910018487 Ni—Cr Inorganic materials 0.000 description 1
- GEIAQOFPUVMAGM-UHFFFAOYSA-N Oxozirconium Chemical compound [Zr]=O GEIAQOFPUVMAGM-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000011717 all-trans-retinol Substances 0.000 description 1
- 235000019169 all-trans-retinol Nutrition 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 description 1
- QDOXWKRWXJOMAK-UHFFFAOYSA-N dichromium trioxide Chemical compound O=[Cr]O[Cr]=O QDOXWKRWXJOMAK-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 1
- 229910003437 indium oxide Inorganic materials 0.000 description 1
- PJXISJQVUVHSOJ-UHFFFAOYSA-N indium(iii) oxide Chemical compound [O-2].[O-2].[O-2].[In+3].[In+3] PJXISJQVUVHSOJ-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000010849 ion bombardment Methods 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910001512 metal fluoride Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229910052976 metal sulfide Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910000484 niobium oxide Inorganic materials 0.000 description 1
- URLJKFSTXLNXLG-UHFFFAOYSA-N niobium(5+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Nb+5].[Nb+5] URLJKFSTXLNXLG-UHFFFAOYSA-N 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 239000011214 refractory ceramic Substances 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 238000005478 sputtering type Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3441—Dark space shields
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/564—Means for minimising impurities in the coating chamber such as dust, moisture, residual gases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3402—Gas-filled discharge tubes operating with cathodic sputtering using supplementary magnetic fields
- H01J37/3405—Magnetron sputtering
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
Abstract
ライナーを含むスパッタリングチャンバを提供する。ライナーは、チャンバの内部表面からスパッタコーティング(オーバーコート)が剥落することを低減することに適している。ライナーは、チャンバの選択された内部表面に隣接して搭載することができる。ライナーは取り外し可能であることが好ましい。また、本発明のライナーを用いたスパッタリング方法を提供する。
Description
本発明は、基板上に薄膜を堆積することに関する。特に、本発明は、スパッタ堆積により薄膜を堆積することに関する。
スパッタ堆積(すなわち、スパッタリング)は、基板上に薄膜を塗布する周知の工程である。一般的に、このスパッタリング工程は、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有するスパッタリングチャンバの内部で行われる。チャンバ内には、基板上に堆積する材料を含む少なくとも一つのスパッタリングターゲットが配置される。電源をターゲットに動作可能に接続し、ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する。通常、相対的に正電荷を帯びた陽極がチャンバ内のターゲットに最も近い場所に配置される。チャンバを排気し、ガス雰囲気をチャンバに送り込む。電極に電圧を印加し、チャンバ内にプラズマを発生させる。プラズマからの帯電したイオン(例えば、正電荷を帯びたイオン)がターゲットに衝撃を与え、ターゲット材料の粒子を、本質的に原子単位で放出させる。これらの粒子の大部分はチャンバ内に配置された基板上に堆積するが、かなりの量のスパッタ材料(通常、全スパッタ材料の約5〜10%)がチャンバの内部表面上に堆積する。
ターゲットの裏側に磁石を設け、ターゲットのスパッタリング面に隣接した領域にプラズマを成形し集束させることは一般的である。この周知の工程は、一般的に「マグネトロンスパッタリング」と称される。マグネトロンスパッタリング装置は、様々な供給源により市販されている(例えば、ビーオーシー コーティング テクノロジー(BOC Coating Technology)およびレイボルド ヴァキューム(Leybold Vakuum))。有用なスパッタリング装置(例えば、チャンバ)および工程は、米国特許第4,166,018号(チャピン(Chapin)、特許文献1)に開示されており、その全ての教示を本願に引用して援用する。
上記イオン衝撃の結果、ターゲット材料のスパッタ粒子がターゲットから放射/放出され、出発点であるターゲットの表面に対して一般的に垂直な方向にまず進む。ガス散乱の結果、放射/放出されたこれらの粒子は、チャンバ内部において本質的に全ての方向に分布する。したがって、上記のように、スパッタ材料の全てが基板上に堆積するわけではない。より正確には、全スパッタ材料の約90〜95%が基板上に堆積するに過ぎない。残りのスパッタ材料は、チャンバ内部の露出した内部表面上(チャンバの壁、シールド、端受け、陽極、ガス供給パイプ等)に堆積する。本明細書において、この現象を「汚染」、「縮合」または「オーバーコーティング」と称する。本明細書において、チャンバの内部表面上に形成されるコーティングを「汚染層」、「縮合物」または「オーバーコート」と称する。熟練者であれば、スパッタ速度を高くすると、汚染層がより急速に形成されることが分かるであろう。
汚染層が成長すると、重大な問題を引き起こしかねない。例えば、一定量のコーティング材料の損失の原因となる。また、チャンバの内部表面から汚染物を定期的に除去することが必要になる。汚染物の除去は極めて困難で、時間を要する。汚染物の除去により、相当な工程の中断期間が必要になる。これは、特に(通常、何百万ドルかかる)工業用スパッタリングラインの膨大なコストを考慮すると、生産性および経済性の観点から非常に非能率的である。
さらに、スパッタリングチャンバの通常の加熱および冷却サイクルの間、汚染層から薄片が剥落する傾向にある。真空スパッタリングチャンバは、スパッタリングの間熱くなり、これにより汚染層も熱くなる。スパッタリングを中止し、チャンバを停止すると、チャンバおよび汚染層は冷める。薄片は、通常、その後汚染層(特に、チャンバ内の誘電体膜が堆積している部分)から剥落し始める。この原因として、少なくとも一つには、チャンバの表面とスパッタリングされている材料との間で熱膨張係数が異なることが考えられる。
したがって、チャンバが温度変化を受けると、汚染層は、スパッタ材料の熱膨張係数に依存する熱膨張率で伸縮する。同時に、チャンバの表面は、チャンバの表面を形成している材料の熱膨張係数に依存する熱膨張率で伸縮する。これらの率が(例えば、チャンバ内の誘電体膜が堆積している部分において)実質的に異なると、その結果生じた応力が汚染層にかかり、薄片が汚染層から剥落すると推測される。これらの薄片は、コーティング中の基板に降りかかり、基板上に堆積したばかりのコーティングにダメージ(例えば、混入および/またはピンホール)を与えかねない。
一旦(例えば、ターゲットを変更するため)チャンバを停止し、剥落が開始すると、一般的に、剥落する薄片の落下が鎮まるまでスパッタリングは再開されない。あいにく、剥落は、一旦開始すると、相当長い期間続く可能性がある(場合によっては、約1〜2時間)。上記のように、工業用スパッタリングラインの天文学的なコストを考慮すると、結果として生じる生産性における損失は、非常に非能率的である。さらに、工業用スパッタリングラインが、最大で36個までのターゲット(それぞれ、定期的な交換を要する)を備えていると考えると、この問題の重大さを鋭く認識することができる。
スパッタリングチャンバの内部表面から汚染層が剥落することを低減するための試みがなされてきた。例えば、ビーオーシー コーティング テクノロジー(「ビーオーシー(BOC)」)は、選択された内部表面がステンレス鋼ワイヤグリッドシールドで被覆された銅板を備えるスパッタリングチャンバを生産している。例えば、各シールドは、直径が約1〜1.5mmのステンレス鋼ワイヤのグリッドであり、平行して隣接するワイヤとの間の距離が非常に長くとられていてもよい。通常、これらのワイヤグリッドシールドは、銅板の内部表面にスポット溶接されているが、いかなる放熱器とも熱結合していない。スパッタリングは真空工程である(すなわち、真空チャンバ内で行われる)ため、スパッタリングの間、ワイヤグリッドシールドは非常に高温になる。
ビーオーシーのワイヤグリッドシールドは、(汚染物の大きな粒子が落ちにくくなるよう)汚染層内部の応力を分解し、相当の平面よりも大きな表面積を提供することで、スパッタリングチャンバの平面内壁よりも多くのスパッタ材料を保持できるように設計されている。ビーオーシーは、一つのチャンバのシールドを短時間で取り外し、洗浄し、そしてガス抜きを行うことが可能であることを指摘している。このように、ビーオーシーは、平面よりも多くのスパッタ材料を保持するように設計され、迅速に取り外しおよび洗浄が可能であると言われているシールドを提供している。しかしながら、これらのシールドは、スチールで形成されている。したがって、保守時間を減少させることはできるかもしれないが、熱膨張の差に関連する問題には対応しない。
さらに、これらのシールドを洗浄する工程は、理想的であるとは言いがたい。例えば、ワイヤグリッドは、高速の加圧気流を用いて洗浄することができる。しかしながら、加圧空気では、ワイヤグリッドから汚染物を完全に除去することができないかもしれない。その上、加圧空気には、微量の油が含まれている可能性があり、それが最終的にワイヤシールドに付着するかもしれず、シールドが搭載されているチャンバの汚染を引き起こしかねない。ワイヤシールドの洗浄にサンドブラストを用いることもできる。サンドブラストは、ワイヤグリッドから汚染物をより完全に除去できる可能性が高い。しかしながら、砂粒子がワイヤグリッドに詰まってしまう可能性がある。したがって、ワイヤグリッドシールドは、いくつかの点において理想的であるとは言いがたいことが分かる。
米国特許第4,166,018号
スパッタリングチャンバのライナーを提供することが望ましい。このライナーにより、スパッタリング工程のサイクルの間、スパッタ材料がライナーから実質的に剥落することなく、ライナー上で伸縮することが可能になる。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバにもたらされた改善を含む。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。ターゲットは、スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタ材料を堆積することに適している。電源は、ターゲットに動作可能に接続され、ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する。本実施形態において、上記改善は、チャンバの選択された内部表面に隣接して配置され、さもなければチャンバの選択された内部表面上に堆積してしまうであろうスパッタ材料のオーバーコートを受け止めることに適した、取り外し可能なライナーを含む。本実施形態において、前記ライナーは、第一の熱膨張率でオーバーコートと共に伸縮することに適しており、それにより、前記オーバーコートの粒子が前記ライナーから剥落することを実質的に解消することが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを含む。ターゲットは、スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタコーティングを堆積することに適している。電源は、ターゲットに動作可能に接続され、ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する。取り外し可能なライナーがチャンバの選択された内部表面に隣接して配置されている。前記ライナーは、一般的にターゲットの方向を向いた主要な表面を有し、さもなければ、チャンバの選択された内部表面上に堆積してしまうであろうスパッタコーティングのオーバーコートを受け止めることに適している。本実施形態において、ライナーは、第一の熱膨張率でオーバーコートと共に伸縮することに適しており、それにより、前記オーバーコートの粒子が前記ライナーから剥落することを実質的に解消することが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。前記チャンバは、キャビティ内に配置され、ターゲットの少なくとも一部に(例えば、陰極)電荷を印加することに適した電源に動作可能に接続されたターゲットを含む。前記チャンバは、チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、繊維性材料のマット(例えば、柔軟で柔らかいマット)を含むことが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。前記チャンバは、キャビティ内に配置され、ターゲットの少なくとも一部に(例えば、陰極)電荷を印加することに適した電源に動作可能に接続されたターゲットを含む。前記チャンバは、チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、不織布繊維を含むことが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部にスパッタリングガスを含む制御(例えば、真空)環境が作られたスパッタリングキャビティを有する。前記チャンバは、キャビティ内に配置され、透明誘電体膜の堆積を容易にするため、スパッタリングガスに関連して選択されたスパッタリング可能なターゲット材料を含有するターゲットを含む。前記チャンバは、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する電源を含む。取り外し可能なライナーは、チャンバの選択された内部表面に隣接して配置されており、さもなければ、チャンバの選択された内部表面上に堆積してしまうであろう透明誘電体膜のオーバーコートを捕らえることに適している。本実施形態において、前記ライナーは、複数のセラミック繊維を含むことが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。前記チャンバは、キャビティ内に配置され、ターゲットの少なくとも一部に陰極電荷を印加することに適した電源に動作可能に接続されたターゲットを含む。前記チャンバは、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、複数の金属および/または金属合金繊維を含むことが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布する方法を提供する。この方法は、内部にスパッタリングガスを含む制御(例えば、真空)環境が作られたスパッタリングキャビティを有するスパタリングチャンバを提供することを含む。前記チャンバは、キャビティ内に配置されたターゲットを含む。前記ターゲットは、スパッタ材料を堆積することに適している。前記チャンバは、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する電源を含む。前記チャンバは、スパッタリングキャビティ内部で基板を支持する少なくとも一つの基板支持部を含む。前記チャンバは、チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。前記ライナーは、繊維性材料のマット(例えば、柔らかいマット)を含む。この方法は、前記ターゲットをスパッタリングし、前記基板上にスパッタ材料の膜を堆積することで、スパッタ材料のオーバーコートが前記ライナーによって受け止められることを含む。
本発明の一態様は、基板上に薄膜を塗布するためのスパッタリングチャンバに関する。このスパッタリングチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを含む。ターゲットは、前記スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタ材料を堆積することに適している。電源は、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する。前記スパッタリングチャンバは、スパッタリングチャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。前記ライナーは、さもなければチャンバの選択された内部表面上に堆積してしまうであろうスパッタ材料のオーバーコートを捕らえることに適している。本発明のこの態様において、前記ライナーは、オーバーコートの第一の熱膨張率での伸縮に直ちに応じることに適していることが好ましい。したがって、オーバーコートの粒子がライナーから実質的に剥落することを防止する。
他の態様において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを含む。ターゲットは、前記スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタコーティングを堆積することに適している。電源は、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に(例えば、陰極)電荷を印加する。取り外し可能なライナーは、スパッタリングチャンバの選択された内部表面に隣接して配置されている。前記ライナーは、さもなければ前記チャンバの選択された内部表面上に堆積してしまうであろうスパッタコーティングのオーバーコートを捕らえることに適するよう、ターゲットの方向を向いた主要な表面を有する。本発明のこの態様において、前記ライナーは、オーバーコートの第一の熱膨張率での伸縮に直ちに応じることに適していることが好ましい。したがって、オーバーコートの粒子が前記ライナーから実質的に剥落することを防止する。
本発明のさらに他の態様において、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、スパッタリングキャビティの境界を定める床と、複数の側壁と、天井とを含む。スパッタリングキャビティ内に制御空間を作ることができる。前記チャンバは、キャビティ内に配置されたスパッタリングターゲットを含む。前記ターゲットは、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されている。前記チャンバは、チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本発明のこの態様において、前記ライナーは、繊維性材料のマット(例えば、柔らかいマット)を含むことが好ましい。
本発明のさらに他の実施形態は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、スパッタリングキャビティの境界を定める複数の内部表面を含む。前記スパッタリングキャビティ内に制御空間を作ることができる。前記チャンバは、前記スパッタリングキャビティ内に配置されたスパッタリングターゲットを含む。前記ターゲットは、ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されている。前記チャンバは、前記スパッタリングチャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、不織布繊維を含むことが好ましい。
本発明のさらに他の実施形態は、スパッタリングキャビティの境界を定める複数の内部表面を含んだスパッタリングチャンバを提供する。前記スパッタリングキャビティ内にスパッタリングガスを含む制御環境を作ることができる。このチャンバは、キャビティ内に配置されたスパッタリングターゲットを含む。前記ターゲットは、スパッタセラミックコーティングの堆積を容易にするため、前記スパッタリングガスに関連して選択されたターゲット材料を含む。前記チャンバは、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源を含む。使い捨てのライナーは、チャンバの選択された内部表面に隣接して配置されており、さもなければチャンバの選択された内部表面上に堆積してしまうであろうスパッタセラミックコーティングのオーバーコートを捕らえることに適している。本実施形態において、前記ライナーは、セラミック繊維を含んだ、または(実質的に)構成されたマット(例えば、柔らかいマット)を含むことが好ましい。
さらなる態様において、本発明は、基板上に薄膜を塗布する方法を提供する。この方法は、スパッタリングキャビティの境界を定める複数の内部表面を含んだスパッタリングチャンバを提供する工程を含む。スパッタリングターゲットは、チャンバ内に配置され、スパッタ材料を堆積することに適している。前記チャンバは、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源を含む。前記チャンバは、前記スパッタリングキャビティ内部で基板を支持する少なくとも一つの基板支持部を含む。前記チャンバは、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。前記ライナーは、繊維性材料のマット(例えば、柔らかいマット)を含む。前記ターゲットをスパッタリングし、前記基板上にスパッタ材料のコーティングを堆積する。それにより、スパッタ材料のオーバーコートが前記ライナー上に堆積する。
本発明の他の態様は、基板上に薄膜を塗布する方法を提供する。この方法は、スパッタリングキャビティを有するスパッタリングチャンバを提供する工程を含む。前記スパッタリングキャビティ内に制御環境が作られる/存在する。スパッタリングターゲットは、キャビティ内に配置され、スパッタ材料を堆積することに適している。前記チャンバは、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源を含む。前記チャンバは、前記スパッタリングキャビティ内部で基板を支持する少なくとも一つの基板支持部を含む。前記チャンバは、前記チャンバの選択された内部表面に隣接して搭載された取り外し可能なライナーを含む。前記ターゲットをスパッタリングし、前記基板上にスパッタ材料のコーティングを堆積する。それにより、前記スパッタ材料のオーバーコートが前記ライナー上に堆積する。本発明のこの態様において、後に前記ライナーをチャンバから取り外し、第二のライナーを前記チャンバの選択された内部表面に隣接して配置することで交換する。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。前記チャンバは、前記キャビティ内に配置されたターゲットを含む。前記ターゲットは、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されている。前記チャンバは、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、複数の金属合金繊維を含むことが好ましい。この種のいくつかの実施形態において、前記ライナーは、ステンレス鋼繊維を含む、または(実質的に)構成される。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有する。前記チャンバは、前記キャビティ内に配置されたターゲットを含む。前記ターゲットは、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されている。前記チャンバは、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記ライナーは、複数の繊維を含むことが好ましい。
ある実施形態において、本発明は、基板上に薄膜を塗布するためのスパッタリングチャンバを提供する。このチャンバは、内部に制御環境を作ることのできるスパッタリングキャビティを有する。本実施形態において、前記チャンバは、前記チャンバの天井の下のキャビティ内に搭載された二つの回転ターゲットを含む。前記ターゲットは、各ターゲットの少なくとも一部に電荷を印加することに適した少なくとも一つの電源に動作可能に接続されている。前記チャンバは、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含む。本実施形態において、前記選択された内部表面は、前記チャンバの天井の中央領域を含むことが好ましい。本実施形態における前記ライナーは、繊維性材料のマットを含むことが好ましい。本実施形態において、前記二つのターゲットは、前記チャンバの天井の中央領域に隣接したライナーが前記チャンバ内でスパッタリングされた材料に対して露出するよう、間隔を介して設けられていることが好ましい。さらに、これらの実施形態における前記ライナーは、前記チャンバ内でスパッタリングされた材料に対して露出した粗面を有する複数のアルミニウムの締め具により、前記選択された内部表面に隣接して搭載されていることが好ましい。
図1は、本発明のある実施形態に係るスパッタリングチャンバの概略断面側面図である。
図2は、本発明のある実施形態に係るライナーの一部を切断した概略断面側面図である。
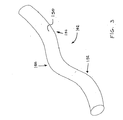
図3は、本発明のある実施形態に係る、ライナーの繊維の概略拡大斜視図である。
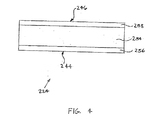
図4は、本発明のある実施形態に係る、中央芯材を有するライナーの概略断面側面図である。
図5は、本発明のある実施形態に係る、複数の層を有するライナーの概略断面側面図である。
図6は、本発明のある実施形態に係る、ライナーが搭載されたスパッタリングチャンバの概略断面側面図である。
図7は、本発明のある実施形態に係る、二つのライナーが搭載されたスパッタリングチャンバの概略断面側面図である。
図8は、本発明のある実施形態に係る、スパッタリングチャンバの内部表面にライナーを搭載するためのアセンブリの一部を切断した概略分解斜視図である。
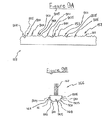
図9Aは、本発明のある実施形態に係る、スパッタリングチャンバの内部表面に隣接してライナーを搭載するための、締付けバーの形で具現化された締め具の一部を切断した概略側面図である。
図9Bは、本発明のある実施形態に係る、スパッタリングチャンバの内部表面に隣接してライナーを搭載するための締め具の概略側面図である。
図2は、本発明のある実施形態に係るライナーの一部を切断した概略断面側面図である。
図3は、本発明のある実施形態に係る、ライナーの繊維の概略拡大斜視図である。
図4は、本発明のある実施形態に係る、中央芯材を有するライナーの概略断面側面図である。
図5は、本発明のある実施形態に係る、複数の層を有するライナーの概略断面側面図である。
図6は、本発明のある実施形態に係る、ライナーが搭載されたスパッタリングチャンバの概略断面側面図である。
図7は、本発明のある実施形態に係る、二つのライナーが搭載されたスパッタリングチャンバの概略断面側面図である。
図8は、本発明のある実施形態に係る、スパッタリングチャンバの内部表面にライナーを搭載するためのアセンブリの一部を切断した概略分解斜視図である。
図9Aは、本発明のある実施形態に係る、スパッタリングチャンバの内部表面に隣接してライナーを搭載するための、締付けバーの形で具現化された締め具の一部を切断した概略側面図である。
図9Bは、本発明のある実施形態に係る、スパッタリングチャンバの内部表面に隣接してライナーを搭載するための締め具の概略側面図である。
以下に、図面を参照して詳細な説明を行う。異なる図面における同様の要素には同様の参照番号を付した。図面は、必ずしも一律の縮尺に従っているとは限らず、選択された実施形態を描写するもので、発明の範囲を限定するものではない。熟練者であれば、示されている実施例が、発明の範囲に含まれる多くの有用な選択肢を有するものであることが分かるであろう。
ある実施形態において、本発明は、内部に制御(例えば、真空)環境を作ることのできるスパッタリングキャビティを有するスパッタリングチャンバを含む。一般的に、前記チャンバは、前記スパッタリングキャビティの境界を定める複数の内部表面を含む。ある実施形態において、前記チャンバは、前記スパッタリングキャビティの境界を定める床と、少なくとも一つの側壁と、天井(または「カバー」または「上蓋」)とを含む。当然のことながら、天井、カバーおよび上蓋という語は、一様に、前記チャンバの上壁、または前記チャンバの上壁の下に搭載されたその他の構造(例えば、板またはその他の下向きの物体)のことを意味する。側壁、床等の語についても同様のことが言える。
図1は、本発明のある実施形態に係るスパッタリングチャンバ100の概略断面図である。ここで、チャンバ100は、スパッタリングキャビティ102の境界となる基部(または「床」)120と、複数の側壁122と、カバー130とを含む。スパッタリングチキャビティ102は、基部120の内部表面121と、側壁122の内部表面123と、カバー130の内部表面131とにより境界を定められていることが好ましい。
前記スパッタリングチャンバは、チャンバを貫通して伸びる基板走行路の境界を定める基板支持部を含むことが好ましい。前記基板走行路は、一般的または実質的に水平に前記チャンバを貫通して伸びていることが好ましい。前記基板走行路は、チャンバ入口888とチャンバ出口889の間で、前記チャンバを完全に貫通して伸びていることが好ましい。前記スパッタリングチャンバが他のチャンバに連結されている実施形態において、前記基板走行路は、それぞれのチャンバを貫通して伸びていることが好ましい。
スパッタリングの間、基板は、通常、約100〜500インチ/分の速度で前記チャンバ内を搬送される。ある実施形態において、前記基板は板ガラスであり、搬送中は前記基板支持部の上にある(例えば、基板支持部の上部に配置されている)。この種のいくつかの実施形態において、前記支持部上には他の板ガラスも配置されており、これらの板ガラスは、前記支持部上で互いに間隔を介して設けられ、この間隔を介した構成のまま搬送される。例示した基板支持部は、複数の搬送ローラを含むが、当然のことながら、他の種類の基板支持部を用いることも可能である。
このスパッタリングチャンバは、一つ以上の他の堆積チャンバ(例えば、他のスパッタリングチャンバ、および/または他の膜堆積工程を行うことに適したチャンバ)に連結することができる。ある実施形態において、本発明のスパッタリングチャンバは、連結された一連の堆積チャンバの一部である。例えば、連結された堆積チャンバのライン(すなわち、コーティングライン)を設けることができる。このようなコーティングラインは、間隔を介して設けられた搬送ローラ上に水平に支持された基板(または板ガラス等、間隔を介して設けられた複数の板状基板)がラインを構成するチャンバ内を順次に搬送されるように一直線に連結された一連のチャンバを含んでいても良い。このようなコーティングラインは、隣接するチャンバを連結する細い真空トンネルを含み、水平方向の基板が、このトンネル内を通ってあるチャンバから次のチャンバへ搬送されることが好ましい。膜堆積の間、前記基板は、一般的に、このようなコーティングラインの全てのチャンバ内を搬送される。
前記基板支持部は、基板がコーティングされている間(例えば、基板がチャンバ内を搬送されている間)、前記基板(例えば、板状基板)を一般的または実質的に水平位置に維持(例えば、支持)するように構成されていることが好ましい。したがって、前記支持部は、前記基板を一般的または実質的に水平方向(例えば、基板の主要な上面は上を向いており、基板の主要な下面は下を向いている状態)に維持しながら、板状基板、好ましくは互いに間隔を介して設けられた複数の板状基板を搬送することに適していることが望ましい。
例示した基板支持部は、間隔を介して設けられた複数の搬送ローラを含む。ある実施形態における搬送ローラは、実質的に前記基板走行路の全長に沿って、一般的または実質的に均等に間隔を介して設けられている。一般的に、前記基板が前記基板走行路に沿って前記チャンバ内を搬送されるよう、前記ローラの少なくとも一つを(例えば、ローラに動作可能に接続されたモータに電圧を印加することで)回転させる。前記基板がこのようなローラで搬送される際、前記基板の下面は、前記ローラと直接的に物理的(すなわち、支持的)接触を持つ。したがって、本発明のある方法は、板ガラスと、間隔を介して設けられた複数の搬送ローラを含む基板支持部とを含み、この方法は、搬送中に、前記板ガラスの主要な下面がローラと直接的に物理的接触を持つよう、搬送ローラの少なくとも一つを回転させ、板ガラスの搬送を容易にすることを含む。
図1の実施形態において、スパッタリングチャンバ100は、間隔を介して設けられた複数の搬送ローラ134により境界を定められた基板支持部を含む。例示したローラ134は、チャンバ100の長手方向に(例えば、実質的にチャンバ100の全長に沿って)実質的に均等に間隔を介して設けられ、前記チャンバを貫通して(すなわち、キャビティ102を貫いて)伸びる連続した基板走行路の境界を定めている。各ローラ134は、前記チャンバの全幅に渡り伸びていることが好ましい。各搬送ローラは、面積の広い基板(例えば、幅が約2メートルから約4メートルの間、場合によっては少なくとも約3メートル等の、少なくとも約.5メートル、おそらく好ましくは少なくとも約1メートル、おそらくより好ましくは少なくとも約1.5メートルの各基板)に適応していることが好ましい。各ローラの長さ(場合によっては、各ローラの基板支持部の長さ)は、上記範囲の一つ以上の範囲内であることが好ましい。したがって、前記チャンバは、面積の広い基板上に薄膜を塗布することに適していることが望ましい。
ローラ134としては、任意の従来の構造を用いることができる。基板106と直接的に支持的接触を持つように(例えば、ケブラー(Kevlar TM)の)ロープが(例えば、螺旋状に)巻きつけられた円筒状の(例えば、アルミニウム)ローラを用いることで良い結果が得られた。ローラ134は、スパッタリングキャビティ102内で基板106を前進させるために用いられる。したがって、図1は、ローラ134上を(すなわち、図1に示すように、左から右へ、または右から左へ)実質的に水平に移動する基板106を示している。
図1の実施形態において、スパッタリングチャンバ100は、二つの円筒状のマグネトロンカソード(すなわち、Cmag)を備えている。当技術分野において周知のとおり、円筒状のカソードは、通常、円筒状の回転可能なターゲットと、回転可能なターゲット内部の静止した(すなわち、回転しない)下向きのマグネットバーアセンブリと、ターゲットを回転させる駆動システムと、一つ(例えば、カンチレバー)または二つの軸受けとを含む。図1において、第一の円筒状ターゲット136および第二の円筒状ターゲット138が、キャビティ102内に搭載されている。したがって、図1に示すチャンバ100は、チャンバの天井の下に搭載された二つの回転ターゲットを含む。これら二つのターゲットは、天井(ここでは、チャンバの上壁)により境界を定められた中央表面領域1813が、二つのターゲットで隠れることのないよう、間隔を介して設けられている。例示したライナーは、前記チャンバの天井の露出した中央表面領域1813に隣接して搭載されている(例えば、中央表面領域1813に接して支持されている)。図1において、前記ライナーは、天井を完全に被覆している。他の場合において、前記ライナーは、天井により境界を定められた中央表面領域を被覆するが、天井全体は被覆しない。例えば、場合によって、前記ライナーは、前記ターゲットの真上にある天井領域以外の実質的に全ての天井を被覆する。他の実施形態において、前記ライナーは、チャンバの天井の露出した中央表面領域のみを被覆する(すなわち、前記ライナーは、さもなければチャンバ内でスパッタリングされた材料に対し、二つのターゲットの間において露出するであろう天井の中央領域のみを被覆する)。
チャンバ100は、任意の数および種類のカソードを備えることができる(例えば、回転および/または平面)。有用なスパッタリング装置は、ビーオーシー コーティング テクノロジー(アメリカ、カリフォルニア州、フェアフィールド)、レイボルド ヴァキューム(Leybold Vakuum GmbH)(ドイツ、ケルン)、ベカルト(Bekaert)VDS nv(ベルギー、ダインツ)およびアカデミー プレシジョン メタルズ(Academy Precision Metals)(アメリカ、ニューメキシコ州、アルバカーキ)等の周知の商業的製造業者から入手可能である。
各スパッタリングターゲットは、所望の組成のスパッタリング可能なターゲット材料を含むことができる。通常使用される金属ターゲット材料は、例えば、銀、亜鉛、珪素、チタン、ニオブ、スズ、ステンレス鋼、クロム、ジルコニウム、タンタルおよびハフニウムである。あるいは、各ターゲットは、酸化物、窒化物、炭化物等のターゲット材料を含むことができる。図1の実施形態において、第一のターゲット136および第二のターゲット138は、(例えば、同時スパッタリング工程のため)同じ組成を有していても、異なる組成を有していても良い。
図1において、例示した各スパッタリングターゲットは、スパッタリング可能なターゲット材料140の層を支持するバッキングチューブ133を含む。マグネットバーアセンブリは、通常、バッキングチューブ133の内部表面137が境界となった円筒状のキャビティ135内に設けられている。これらのアセンブリ内の磁石は、プラズマを前記ターゲット上の所望の侵食領域に隣接して集束させるために用いられる。例えば、前記ターゲットの下向きの面に隣接してプラズマを集束させることが一般的に好ましい。したがって、スパッタリングの間、各ターゲットがその長手方向の軸を中心に回転している時、各ターゲット内のマグネットバーアセンブリは、静止して(または実質的に静止して)、一般的に下向きの方向に維持されていることが好ましい。
前記スパッタリングチャンバは、当技術分野において周知のとおり、前記ターゲットに隣接して配置された少なくとも一つの陽極(図示せず)を含むことが好ましい。図1の実施形態において、ターゲット136、138は、水平に、一般的にターゲット136、138と平行して伸びる二つの陽極(図示せず)間に配置されていることが好ましい。米国特許第5,645,699号(その全ての教示を本願に引用して援用する)に提案されているように、中間陽極(図示せず)をターゲット136、138間に配置することができる。特に有益なある実施形態において、チャンバは、米国特許出願第10/323,703(その全ての教示を本願に引用して援用する)に記載されている種類のガス供給陽極を備える。
周知のとおり、ガス供給システムは、前記スパッタリングチャンバにガスを供給するために用いることができる。当技術分野において、様々な従来のガス供給システムが知られている。前記供給システムは、単に、一般的に各ターゲットの方向を向き、間隔を介して設けられた複数の開口またはノズルを有する一組のパイプを含むことができる。前記チャンバ内のガス供給パイプは、周知のとおり、単数または複数のターゲットに隣接して配置されていることが好ましい。特に好ましいある実施形態において、上記のように、前記チャンバ内にガス供給陽極を設ける。
前記ガス供給システムを動作させることにより、ガススパッタリング雰囲気をキャビティ102に送り込む。各ターゲットに連結された電源を作動させ、各ターゲットに(例えば、陰極)電荷を出力することができる。あるいは、スイッチング電源を作動させ、ターゲット136、138に交互に陰極電荷を出力することができる。上記のように、チャンバ100は、少なくとも一つの陽極を備えることが好ましい。これらの電極により、直流または高周波交流電界が、前記チャンバ内に生成される。これにより、前記ガスがイオン化され、チャンバ100内にプラズマが発生する。帯電したプラズマイオン(例えば、正電荷を帯びたイオン)が単数または複数のターゲットに衝撃を与え、各ターゲットからターゲット材料140の粒子を放出させる。これらの粒子は、前記ターゲットから放射され、出発点である前記ターゲットの表面に対して一般的に垂直な方向にまず進む。ガス散乱により、これらの粒子は、前記チャンバ内部において本質的に全ての方向に分布する。
前記スパッタリングチャンバは、前記チャンバの選択された内部表面に隣接して配置されたライナーを含む。前記ライナーは、必然的ではないが、取り外し可能であることが好ましい。図1の実施形態において、ライナー124は、チャンバの天井130に隣接して配置されている。これは特に有益である。なぜなら、前記天井は基板走行路の真上にあるため、剥落する縮合物は、チャンバの天井から基板上に降りかかる可能性が最も高いからである。しかしながら、ライナー124は、チャンバ100の任意の内部表面に隣接して搭載することができる。例えば、もう一つの選択肢として、前記ライナーをチャンバの側壁122の一つに隣接して配置することができる。さらに、一つ以上の前記チャンバの表面を、前記ライナーで被覆することができる。例えば、一実施形態において、ライナーは、前記基板走行路上方のチャンバの全ての内部表面に隣接して(例えば、前記天井および二つの対向する側壁上に)搭載される。あるいは、一つのチャンバの表面を被覆するのに複数のライナーを用いることができる。他の選択肢として、複数のチャンバの表面を被覆するように一つのライナーを構成することができる。例えば、二つ以上の接触するチャンバの表面を被覆するようにライナーを折り曲げたり成形することができる。
ライナー124は、一般的に、対向した第一の主要な表面(または面)144および第二の主要な表面146を有し、これらの面は、それぞれ、一般的に単数または複数のスパッタリングターゲットの方向およびターゲットとは反対の方向を向いていることが好ましい。図1の実施形態において、ライナー124の第二の主要な表面146が、チャンバの天井130の内部表面131に隣接(例えば、接触)するように、ライナー124はチャンバ100の天井130に直接に接して支持されている。あるいは、天井130または他のチャンバの表面から所望の距離を置いてライナー124を設けることができる。これは、前記ライナーの下にガスが溜まることを防止するために好適であるかもしれない。
場合によって、ライナー124の第一の主要な表面または面144は、一般的に、チャンバ内の単数または複数のスパッタリングターゲット136、138の方向を向いている。ライナー124は、さもなければライナー124の背後の(すなわち、ライナー124により被覆された)前記チャンバの表面上に堆積してしまうであろうスパッタ材料のオーバーコートを受け止める(捕らえる)ことに適していることが好ましい。例えば、図1の実施形態において、ライナー124は、さもなければチャンバの天井130上に堆積してしまうであろうスパッタ材料を捕らえることに適している。凝縮物の堆積物は、スパッタリングの間、ライナー124上に堆積する。実際、十分に使用を重ねた後は、ライナー124上にオーバーコートの連続層が蓄積する可能性がある。前記ライナーが受け止めたコーティングの重みでたわむ前に、または、前記ライナーが一旦たわんでしまったら、前記ライナーを取り外し、廃棄し、交換することが好ましい。いくつかの実施形態において、前記チャンバ内のスパッタリングターゲットを交換する度に、各ライナーを交換する。凝縮物は、ライナーの表面上にのみ堆積するように見えるかもしれないが、前記ライナーの表面の下にも相当量のオーバーコートが保持される可能性がある。
ある実施形態において、(場合によっては、オーバーコートの熱膨張率が、前記ライナーを形成している材料の熱膨張率と実質的に異なる場合であっても)前記ライナーは、前記オーバーコートの粒子が前記ライナーから実質的に剥落することなく、前記オーバーコートと共にオーバーコートの熱膨張率で伸縮することに適している。いくつかの実施形態において、これは、非剛性の(例えば、柔らかく柔軟な)構造を有するライナーを設けることにより達成される。この結果、前記ライナーの表面上の凝縮物が、スパッタリング可能な各種材料の異なる熱膨張率で自由に伸縮することが可能になることが好ましい。凝縮物が、既存のワイヤシールドから剥落する原因として、少なくとも一つには、幾分剛性のシールド材料が、シールドを形成している前記ワイヤの熱膨張係数と異なる熱膨張係数を有する凝縮物の伸縮に抵抗することにあると考えられる。したがって、前記ライナーは、異なる凝縮物材料の伸縮に直ちに適合する非剛性の構造(および/または堆積している材料の熱膨張率に近似した熱膨張率)を有することが好ましい。したがって、前記ライナーに付着した前記オーバーコートが伸縮する際、前記ライナーは、このような伸縮に実質的に抵抗しない(すなわち、前記オーバーコート材料の粒子の実質的な剥落を引き起こさない)。むしろ、ライナー124は、前記オーバーコートと共に自由に伸縮する。
ある実施形態において、前記ライナーは複数の繊維を含む。場合によって、繊維は、前記ライナーの大部分(すなわち、50%以上)および/または大きな割合(例えば、重量パーセント)を占める。ある実施形態において、前記ライナーは、繊維および一つ以上の結合材料(例えば、一つ以上の繊維保持結合材料)を含む。場合によって、前記ライナーは(実質的に)繊維で構成される。
ある好ましい実施形態において、ライナー124は、繊維性材料のマット(例えば、柔らかく、非剛性のマット)を含む。この種のライナーは、非常に細く、小口径の繊維を含むことができ、有益である。これにより、ライナー124は、広く効果的な表面積を有することになり、多くのスパッタ材料の保持が容易になる。ライナー124は、周知のシールドのワイヤよりもはるかに小口径の繊維を含むことが好ましい。例えば、ライナー124は、直径が約300マイクロメータ未満の繊維を含むことができる。前記繊維は、直径が約50マイクロメータ未満であることが好ましく、直径が約30マイクロメータ未満の繊維がおそらく最適である。いくつかの実施形態において、前記ライナーは、セラミック繊維のマット(またはシート)を含む。
前記ライナーが複数の繊維で形成されている場合、一般的に、前記ライナーの厚みは、少なくとも繊維3本の直径である。これにより、通常、厚みがワイヤ2本の直径である既存のワイヤシールドに比べ、多くのスパッタ材料を保持することが容易になると考えられる。前記ライナーの表面積を増やし、コーティングを保持する能力を向上させる。ライナー124は、繊維の直径に対する厚みの比が少なくとも5対1であることが好ましく、少なくとも10対1であることがより好ましく、少なくとも13対1であることがおそらく最適である。ある実施形態におけるライナー124は、極めて細く、小口径の繊維を含む。これらの実施形態において、繊維の直径に対するライナーの厚みの比をより大きくすることが好ましいかもしれない。例えば、少なくとも30対1の比であることが好ましいかもしれず、少なくとも約60対1の比であることが特に好ましいかもしれない。
ライナー124の厚みは、異なる用途に合うように変化させることができる。従来のスパッタリングチャンバにおいて用いる場合、ライナーの厚みは、約50,800マイクロメータ(50.8mm/2インチ)未満であることが一般的に適切であろう。いくつかの実施形態において、前記ライナーの厚みは、約1500マイクロメータ(1.5mm/.06インチ)から約13,000マイクロメータ(13mm/.512インチ)の間である。いくつかの実施形態において、約1000マイクロメータ(1mm/.0394インチ)から約3175マイクロメータ(3.18mm/.125インチ)の間の厚みのライナーが用いられる。熟練者であれば、異なる用途における要件を満たすため、前記ライナーの厚みを変化させることが可能であることが分かるであろう。ライナー124に言及する際、本明細書において、厚みという語は、ライナー124の第一の面144および第二の面146の間の距離を指すものとする。
前記ライナーは、真空状態に対応しており、市販されており、安価であることが好ましい。並びに、前記ライナーは、融点が高いことが好ましい(例えば、少なくとも摂氏約100〜200度、より好ましくは少なくとも摂氏約500度、おそらく最適には少なくとも摂氏約1000度)。前記ライナーは、閉端気孔性材料でない(むしろ、繊維性または開放気孔性材料である)ことが好ましい。ある実施形態において、ライナー124は、無機アモルファスガラス繊維のシートを含む。一実施形態において、ライナー124は、耐火セラミック繊維(RCF)のシートである。適切なRCFのシートは、ベスビアス ユーエスエー(Vesuvius USA Corp.)(アメリカ、テネシー州、アーウィン)等の各種製造業者により市販されている。適切なRCFのシートのある製品が、シーイーアール ウール ブランケット エルティー(CER-WOOLTM Blanket LT)の商品名で市販されている。この種のライナーは、摂氏約1590度以上の融点を有するであろう。
ある実施形態において、前記ライナーは、繊維性材料の所望の厚みを含む。いくつかの実施形態においてはそうであるが、このようなライナーの厚みの全体が繊維性である必要はない。ある好ましい実施形態において、前記ライナーの主な厚み(すなわち、50%以上)が繊維性である。
ある実施形態において、ライナー124は、不織布繊維を含む。前記不織布繊維は、実質的に無作為に織り合わせて配置されていることが好ましい。例えば、図2は、無作為に織り交ぜて配置された繊維142を含むライナー124の一部を切断した概略断面図である。これら複数の繊維142は、ライナー124の第一の主要な表面(または面)144の境界を定める。同様に、これら複数の繊維142は、ライナー124の第二の主要な表面(または面)146の境界を定める。ライナー124は、第一の面144および第二の面146が一般的に対向した主要な面となるよう、一般的にシート状であることが好ましい。
引き続き図2を参照すると、無作為に織り合わせた繊維142は、複数の間隙148の境界を定めていることが分かる。上記のように、基板106に到達しないスパッタ材料の粒子の中には、ライナー124上に堆積するものもある。これらの粒子の一部は、ライナー124の第一の主要な表面または面144の境界を定める繊維142の外部表面150上に堆積する。その他の粒子は、ライナー124の間隙148を通り抜け、ライナー124の第一の主要な表面または面144の下にある繊維142の外部表面150上に堆積する。したがって、ライナー124の間隙148により、ライナー124の表面または面144における繊維以外の繊維によってスパッタ材料が保持されるようになる。
図3は、図2の実施形態における複数の繊維に特有な、個々の繊維142の概略拡大斜視図である。繊維142は、外部表面150と、少なくとも一つの湾曲部(好ましくは、複数の湾曲部)152とを有する。例示した繊維142は、一般的に円筒状の構成を有している。当然ながら、このライナーは任意の構成の繊維を含むことができ、これは必要条件ではない。繊維142の湾曲部152により、隣接する繊維142と織り合わせることが容易になる。例えば、ライナー124が単に一塊の繊維である(最適には、繊維保持結合剤も含む)実施形態において、湾曲部152は、繊維を結合させるのに役に立つ。
ある実施形態において、一塊の繊維を含むライナーを、繊維保持結合剤で処理する。前記結合剤は、脱ガスをほとんど示さない(好ましくは、脱ガスを全く示さない)珪酸ナトリウム等の無機結合剤であることが好ましい。これらの実施形態により、特に好ましい機械的安定性と低活性な表面とを有するライナーが実現される。ある実施形態において、前記ライナーは、実質的に、繊維および繊維保持結合材料等の所望の結合材料により構成される。
ある実施形態において、ライナー124は、珪酸ナトリウムを含んだ水ガラス容器を設け、繊維性(例えば、フェルト状)ライナーを珪酸ナトリウム内に配置し、容器内を随意に真空に引き、容器から前記ライナーを取り除き、その後、前記ライナーを乾燥させる(例えば、乾燥するまで干す)ことにより製造される。
あるいは、前記ライナーは、所望のパターンに配列された繊維を含むことができる。したがって、ある実施形態において、前記ライナーは、織り合わせた繊維布等の布(例えば、柔らかい布)を含む。場合によって、前記ライナーは、もつれたおよび/または圧縮した繊維布を含む。ある場合において、前記ライナーは、フェルト状の布を含む。前記繊維は、所望のパターンに織り、配列し、または形成することができる。前記繊維自体は、以下に示すように、各種の材料(例えば、セラミック)で形成することができる。
前記ライナーが複数の繊維を含む実施形態において、繊維142は、各種の材料で形成することができる。ある好ましい実施形態において、ライナー124は複数のセラミック繊維を含む(例えば、包含する、または(実質的に)構成される)。例えば、これらの繊維は、酸化アルミニウム(例えば、Al2O3)、酸化チタン(例えば、TiO2)、酸化珪素(例えば、SiO2)、酸化カルシウム(例えば、CaO)、酸化鉄(Fe2O3)、酸化マグネシウム(MgO)、酸化ホウ素(B2O3)、酸化クロム(Cr2O3)、酸化ジルコニウム(ZrO)、窒化珪素(例えば、Si3N4)、炭化珪素(例えば、SiC)、アルカリ(例えば、Na2O)、またはその他のセラミック材料、あるいはその任意の組み合わせで形成することができる。本明細書において、「セラミック」という語は、任意の無機非金属材料を意味する。好ましい一実施形態において、ライナー124は、例えば、厚みが約1/8インチの繊維性セラミックシートを含む。繊維性セラミックシートは、アメリカ、ジョージア州、オーガスタにあるサーマル セラミックス アメリカズ(Thermal Ceramics Americas)により市販されている。
いくつかの実施形態において、ライナーの材料は、前記ライナーの熱膨張係数を、スパッタ堆積する材料の熱膨張係数に可能な限り厳密に合わせることで選択される。したがって、ある実施形態は、周知の熱膨張係数を有する材料をスパッタ堆積することに適したチャンバを含み、このチャンバは、スパッタ堆積する材料と実質的に等しい(例えば、差異が20%未満、好ましくは15%未満、より好ましくは10%未満、おそらく最適には同等の)熱膨張係数を有する材料(例えば、繊維)を含むライナーを備える。
いくつかの実施形態において、ライナー124は、複数の鉱滓綿繊維(例えば、岩綿、スラグウールまたは繊維ガラス)を含む。一実施形態において、ライナー124は、厚みが約1/8インチの岩綿シートで形成される。岩綿およびその他の鉱滓綿は、周知の製造業者(例えば、ベスビアス ユーエスエー)により市販されている。
セラミックのライナー材料が特に有益であることは知られているが、ある実施形態における本発明は、金属繊維を含むライナーを提供する。これらのライナーには特有の利点がある。ある実施形態において、ライナー124は、複数の金属合金繊維を含む。各種の金属合金繊維を用いることができる。ある好ましい実施形態において、前記金属合金繊維は、ステンレス鋼繊維を含む。一実施形態において、前記ライナーの実質的に全ての繊維が、ステンレス鋼である。ステンレス鋼繊維およびその他の金属合金繊維は、様々な製造業者により市販されている。例えば、ステンレス鋼繊維は、日本精線株式会社(日本、大阪)等の様々な周知の製造業者により市販されている。ステンレス鋼繊維は、日本精線株式会社からナスロン(NASLON)の商品名で販売されている。ステンレス鋼繊維はまた、ベカルトからベキポア(Bekipor)の商品名で販売されている。
ある好ましい実施形態において、前記ライナーは、前記スパッタ堆積している材料と実質的に同じ熱膨張係数を有する材料を含む。スパッタ堆積した材料と等しい、または可能な限り近い比率で熱的に伸縮する材料でライナーが形成されていると、前記ライナーからのスパッタ材料の剥落は、最小限に抑えられると考えられている。例えば、スパッタ金属膜を堆積する場合、金属(すなわち、純金属または金属合金)材料を含むライナーを用いることが好ましいかもしれない。一般的に、金属は、約12×10-6/°Kから約30×10-6/°Kの範囲の熱膨張係数を有する。したがって、金属膜をスパッタ堆積する場合、前記ライナーは金属材料(例えば、純金属またはステンレス鋼等の金属合金の繊維)を含むことができる。
上記のように、前記ライナーは、セラミック材料(例えば、セラミック繊維および/またはセラミック板)を含むことができ、有益である。例えば、この種のライナー124は、スパッタセラミックコーティング、または熱膨張係数の低い任意のコーティング材料を堆積する際に有益に用いることができる。したがって、一実施形態において、セラミック材料を含むライナー124は、スパッタセラミックコーティング(例えば、誘電体膜)を堆積することに適したスパッタリングチャンバ100の選択された内部表面に隣接して配置される。この実施形態において、ライナー124のセラミック材料(例えば、セラミック繊維および/またはセラミック板)は、熱膨張係数が約12×10-6/°K未満であることが好ましい。この材料の熱膨張係数は、より好ましくは約8×10-6/°K未満、おそらく最適には約6×10-6/°K未満である。場合によって、前記熱膨張係数は、約1×10-6/°Kより大きく、この段落で述べた係数の最大値の一つより小さい。
図4は、本発明に係るライナー224のさらなる実施形態の断面図である。図4の実施形態において、ライナー224は、第一の対向層256と第二の対向層258との間に介在した中央芯材254を含む。第一の対向層256は、ライナー224の第一の主要な表面244の境界を定め、第二の対向層258は、ライナー224の第二の主要な表面246の境界を定める。(例えば、第一の対向層が、ライナーの第二の対向層258を形成している材料および/または芯材を形成している材料および/または第一の対向層を形成している材料の熱膨張係数と異なる熱膨張係数を有するスパッタ材料で被覆されている場合)芯材254は、第一の対向層256および第二の対向層258が異なる比率で伸縮することに自由に応じることができるよう、非剛性である(例えば、柔らかく柔軟である)ことが好ましい。いくつかの実施形態において、前記芯材は変形可能な芯材である。芯材254は、繊維性材料のマット(例えば、柔らかいマット)を含むことができ、有益である。中央芯材254は、所望されるのであれば、対向層256、258と異なる組成を有することができる。いくつかの実施形態において、対向層256、258は、中央芯材254に含まれる少なくとも一つの材料(例えば、所望の材料の繊維)を含む。例えば、ライナー224は、目の粗い一塊の繊維の内部に結合剤(例えば、珪酸ナトリウム)が到達することのないよう、前記一塊の繊維の表面を前記結合剤で処理することで製造することができる。したがって、芯材254は特定の繊維保持結合剤で処理されていない繊維を含むが、対向層256、258は、単に、この特定の結合剤で処理された表面領域であるかもしれない。
図5は、本発明に係るライナー324の他の実施形態の断面図である。この実施形態において、ライナー324は、複数の層を含む。例示したライナー324は、第一の層360および第二の層362により構成される。しかしながら、ライナー324は、任意の数の層を備えることができる。第一の層360は、ライナー324の第一の主要な表面または面344の境界を定め、第二の層362は、ライナー324の第二の主要な表面または面346の境界を定める。いくつかの実施形態において、二つの層360、362のうち少なくとも一方(好ましくは、第一の層360)は、非剛性の構造を有し、例えば、これにより、ライナー324がライナー上の縮合物の伸縮に直ちに応じることが可能となることが好ましい。例えば、層360、362の一方または両方は、繊維性材料の柔らかいマットで形成することができ、有益である。
前記ライナーは、所望の締め具を用いて、スパッタリングチャンバの選択された内部表面に隣接して搭載することができる。例えば、ネジ、ボルト、溝、座金、クリップ、クランプ、鉤と輪、および/またはその他の適切な締め具、あるいはその任意の組み合わせ等、一つ以上の従来の締め具を用いることができる。所望されるのであれば、(ガスが溜まることを回避するために設計された)従来の真空ボルトを用いることができる。締め具は、剛性材料(例えば、金属または金属合金)で形成されていることが好ましい。一実施形態において、前記締め具は、前記ライナーおよび/または前記スパッタ堆積する材料と実質的に同じ熱膨張係数を有する材料で形成されている。いくつかの実施形態において、前記締め具は、その表面にスパッタ材料が特によく付着することのできる材料で形成されている。例えば、スパッタ材料はアルミニウムに特によく付着することが知られている。したがって、ある好ましい実施形態において、前記ライナーは、アルミニウムを含む(例えば、アルミニウムにより境界を定められた少なくとも一つの露出面を有する)少なくとも一つの締め具を用いて搭載される。場合によって、前記ライナーは、アルミニウムを含む(例えば、含有する、または(実質的に)構成される)複数の締め具を用いて搭載される。例えば、アルミニウムは、粗化することが特に容易で、通常のスパッタ材料の多くが、直ちにアルミニウム化合物を形成するため、特に望ましい。
さらに、スパッタ材料は、(例えば、サンドブラスト、および/または所望の粗さを有するように初めに面を形成することにより)粗化された面に特によく付着することが知られている。したがって、(全てではないが)いくつかの実施形態において、前記締め具は一つ以上の粗面を有する。場合によって、各締め具は少なくとも一つの粗面を有する。これは、図9A〜9Bを参照すると、最もよく理解できるかもしれない。図中、例示した各締め具155、166は、粗面152、162である面151、161を有する。ここで、粗面152、162は、間隔を介して設けられた複数の山901および谷間905を有する。決して必須要件ではないが、例示した山901および谷間905は、その大きさ、形状および間隔が不規則である。
前記締め具の各粗面の表面粗さは、要求に応じて選択および変化させることができる。場合によって、平均表面粗さRaは、少なくとも約1ミクロン、好ましくは少なくとも約1.3ミクロン、おそらくより好ましくは少なくとも約1.75ミクロン、おそらく最適には少なくとも約2ミクロンである。ある実施形態において、平均表面粗さRaは少なくとも約3ミクロンである。ASME B46.1−2002について言及し、その全ての内容を本願に引用して援用する。場合によって、粗化は、締め具の露出面にのみ施されている。特に好ましい実施形態において、前記締め具は、アルミニウムで形成されており、各締め具は、少なくとも一つの露出した粗面を有する。
図8は、スパッタリングチャンバの内部表面にライナーを搭載するための、特に好ましいアセンブリを示している。図8の実施形態において、ライナー124は、スパッタリングチャンバの天井130に隣接して支持されている。例示した種類の締付けアセンブリは、チャンバの所望の面に隣接してライナーを搭載するために用いることができる。
引き続き図8を参照すると、ライナー124は、チャンバの天井130の内部表面131と少なくとも一つの締付けバー(例えば、複数の締付けバー)155との間に挟まれた構成で保持されている。所望されるのであれば、適切に成形された(例えば、矩形の)単一の締付けバーを備えることができる。チャンバの天井130の内部表面131は、その外周に沿って形成された複数の内部ネジ穴139を有する(例えば、境界を定める)ことが好ましい。各穴139は、相応する大きさの外部ネジ付き締め具166の受け入れに適していることが好ましい。ライナー124もまた、その外周に沿って形成され、間隔を介して設けられた複数の穴149を有する(例えば、境界を定める)ことが好ましい。ライナー124の穴149は、チャンバの天井130の穴と同じ間隔および位置に設けられていることが好ましい。したがって、ライナー124の穴149がチャンバの天井130の穴139と一直線に並ぶように、ライナー124がチャンバの天井130に接して配置可能であることが好ましい。そして、ライナー124の外周に沿って締付けバー155を配置することができる。各締付けバー155もまた、間隔を介して設けられた複数の穴159を有する(例えば、境界を定める)ことが好ましい。これらの穴159は、ライナー124の穴およびチャンバの天井130の穴と同じ間隔で設けられていることが好ましい。したがって、締付けバー155の穴159がライナー124の穴およびチャンバの天井130の穴と一直線に並ぶように、締付けバー155がライナー124の第一の主要な表面144に接して配置可能であることが好ましい。そして、ネジ付き締め具166は、締付けバー155およびライナー124の並んだ穴をチャンバの天井130の穴149まで貫通することができる。
締め具166は、ネジ、ボルト等とすることができる。締め具166は、任意の適切な材料、例えば、金属または金属合金等の剛性材料で作ることができる。場合によって、締め具166は、その露出面にスパッタ材料がよく付着できるように、随意に粗化したアルミニウムまたはその他の材料を含む、実質的に構成される、または形成される。上記のように、締め具166は、アルミニウムで形成されており、その一つ以上の面に粗化が施されていることがおそらく最適である。
好ましい実施形態において、締め具166は、外部ネジ付き軸167および拡大頭部168を有する。したがって、締め具の軸167がチャンバの天井130の穴139を進むと、締め具の拡大頭部168は、締付けバー155に対してのしかかり、そして、このバー155は、チャンバの天井に対してライナー124を挟んで保持する。ライナー124が締め具166からの制約を受けることなく伸縮できるよう、各締め具166のネジ付き軸177の外径は、ライナー124の穴149の内径よりも極めて小さいことが好ましい。締め具166は、随意に座金と共に用いられる。
随意の締付けバー155は、所望の材料で形成することができる。各バー155は、剛性材料(例えば、金属または金属合金)で形成することが好ましい。一実施形態において、各締付けバー155は、ライナー124および/またはスパッタ堆積する材料と実質的に同じ熱膨張係数を有する材料で形成されている。これは、前記締付けバーからのスパッタ材料の剥落を最小限に抑えるために好ましいかもしれない。各締付けバー155は、その露出面にスパッタ材料が特によく付着することができる材料で形成できる。したがって、ある実施形態において、各締付けバー155は、アルミニウムを含む、または(実質的に)構成される。場合によって、各締付けバーは、上記のように、少なくとも一つの粗面の境界を定めるアルミニウムを含む。各締付けバー155は、アルミニウムにより実質的に構成または形成されており、一つ以上の粗面を有することがおそらく最適である。
図6は、ライナー424がスパッタリングチャンバ400の天井464に隣接して搭載された、本発明の他の実施形態を示している。上記のように、天井から剥落する縮合物の薄片は、上向きの面によって捕らえられることなく、基板走行路に向かって降り落ちる傾向にあるため、スパッタリングチャンバの天井に隣接してライナーを搭載することは有益である。図6を参照すると分かるように、チャンバの側壁から剥落する縮合物の薄片は、側面シールド499(存在する場合)によって捕らえられる可能態が高い。
したがって、ある実施形態において、前記ライナーは、基板走行路の真上にあるチャンバの(選択された面の境界を定める)壁に隣接して搭載される(スパッタリングの間、基板が前記チャンバ内を搬送される時にこの壁の真下を通るように)。
前記ライナーとその下にある前記チャンバの壁との間に間隔を設けることが好ましいかもしれない。例えば、もし前記ライナーが前記チャンバの壁に直接に接して固定されていると、前記ライナーの多孔性によっては、前記ライナーが幾分ガスを溜めてしまうかもしれない。したがって、チャンバの脱ガスを容易にするため、前記ライナーは、その下にある前記チャンバの壁から間隔を介した位置に搭載されていると好ましいかもしれない。
したがって、図6の実施形態において、ライナー424は、スパッタリングチャンバ400の天井430から間隔を介して(例えば、天井430の下に吊り下げられて)設けられている。ライナー424は、拡大頭部468を有するボルト466を用いて(例えば、エーコンボルトを用いることができる)、例示した構成に保持されている。ボルトのネジ付き軸467は、それが通るライナーの穴449の直径よりも極めて小さい直径を有する。これにより、ライナー424は、ボルトからの制約を受けることなく自由に伸縮することができる。特に、ライナー424の穴449の直径が、締め具466の拡大頭部468の直径よりも実質的に大きい場合、ボルト466は、座金472(または、ライナーの穴の幅より大きな幅を有するその他の板)と共に用いることが有益である。例示したライナー424は、チャンバの天井430の下に吊り下げられているが、この種の搭載アセンブリは、もう一つの選択肢として、ライナー424をチャンバの天井430の内部表面431に直接に接して保持するために用いることができる。
図7は、スパッタリングチャンバ500が二つのライナー524を備えた本発明の実施形態を示している。例示したライナー524は、チャンバ500の天井530および(基板走行路の真上にある)側壁522のそれぞれに直接に接して支持されている。さらに詳細には、天井530上のライナー524の第二の主要な表面546は、天井530の内部表面531に接触している。同様に、側壁522上のライナー524の第二の主要な表面546は、側壁522の内部表面523に接触している。例示したライナー524は、それぞれ、図4を参照して説明したように、第一の対向層556および第二の対向層558の間に介在した中央芯材554を含む。しかしながら、これは決して必須要件ではない。例えば、もう一つの選択肢として、ライナー524の一方または両方を単層またはその他の数の層で形成することができる。図6に示したライナー424についても同様である。
本発明の方法は、図1を参照すると、最もよく理解できるかもしれない。一般的に、ライナー124は、任意の種類のスパッタリングチャンバにおいて用いることができる。ライナー124は、内部に制御(例えば、真空)環境を作り、維持できるスパッタリングチャンバにおいて用いることが好ましい。ライナー124は、チャンバ100の選択された内部表面に隣接して搭載される。チャンバ100のキャビティ102内にガス雰囲気を送り込む。この方法は、(酸素等の)活性雰囲気下で行われる反応性スパッタリング、または、(アルゴン等の)不活性雰囲気下で行われる非反応性スパッタリングを含むかもしれない。スパッタリングの間に用いられる雰囲気は、所望のスパッタリングガスを含むことができる。適切なガスは、例えば、アルゴン、酸素、窒素、ヘリウム、水素、ホウ素、およびその組み合わせである。ある実施形態において、スパッタリングの間、前記スパッタリングチャンバ内のガス雰囲気は、約140トール未満、おそらくより好ましくは.1トール未満の圧力である。一実施形態において、この圧力は、約1ミリトールから約1トールの間、おそらくより好ましくは約1ミリトールから約30ミリトールの間にある。
ある実施形態において、前記チャンバは、誘電体膜(例えば、透明誘電体膜)を堆積することに適している。このような実施形態のいくつかにおいて、前記ターゲットは、スパッタリング可能なセラミック材料を含み、および/または前記チャンバは、活性ガス雰囲気(例えば、酸素および/または窒素)を含み、前記ライナーは、複数のセラミック繊維を含む。
本発明の方法は、通常、チャンバ100内に電界を形成することで、ガススパッタリング雰囲気をイオン化し、キャビティ102内にプラズマを発生させることを含む。上記のように、これにより、帯電したプラズマイオンが、ターゲット136、138に衝撃を与え、ターゲットからターゲット材料140の粒子を放出させる。後方散乱が原因で、放出された粒子の全てが基板106上に堆積するわけではない。むしろ、これらの粒子の中には、チャンバ100の内部表面上に落ちたり、ライナー124上に堆積するものがある。したがって、スパッタリングの間、スパッタ材料のコーティングがライナー上に形成される(例えば、ライナーによって受け止められる)。
スパッタコーティング104は、本発明の精神と範囲から逸脱することなく、所望の材料とすることができる。多くの酸化物、窒化物等がそうであるように、様々な金属膜がスパッタリングにより堆積する。通常、スパッタリングにより堆積する金属膜は、例えば、銀、チタン、ニオブ、アルミニウム、ニッケル、クロム、ステンレス鋼およびニッケルクロムである。スパッタ酸化物は、例えば、酸化亜鉛、酸化チタン、酸化ニオブ、酸化スズ、酸化インジウムおよび酸化珪素である。スパッタ窒化物は、例えば、窒化珪素、窒化チタンおよび窒化ホウ素である。その他のスパッタ窒化物は、ステンレス鋼、クロム、ジルコニウム、タンタルおよびハフニウムの窒化物を含む。スパッタホウ化物は、例えば、ステンレス鋼、チタン、クロム、ジルコニウム、タンタルおよびハフニウムのホウ化物である。スパッタ炭化物は、例えば、ステンレス鋼、チタン、クロム、ジルコニウム、タンタルおよびハフニウムの炭化物である。
一般的に、金属膜は、より高い付着性を有する傾向にあるため、剥落という点で問題が少ない。しかしながら、金属膜が堆積する際に、ライナーを用いることができる。この種のいくつかの実施形態において、前記ライナーは、金属材料(すなわち、純金属またはステンレス鋼等の金属合金)で形成された繊維を含む。
したがって、ある方法において、前記スパッタリングチャンバは、金属または非金属(例えば、セラミック)であるかもしれないスパッタリング可能なターゲット材料を含んだターゲットを含む。場合によって、活性ガス(例えば、酸素および/または窒素)を前記スパッタリングキャビティに送り込み、その結果、前記ターゲットをスパッタリングすることで、金属または非金属の反応生成物(例えば、誘電体膜)を堆積させることができる。その他の場合において、不活性ガス中でセラミックターゲット材料をスパッタリングすることで、誘電体膜を堆積させる。
ある実施形態において、前記スパッタコーティングは、熱膨張係数が約12×10-6/°K未満、おそらくより好ましくは約10×10-6/°K未満である。これらの実施形態のいくつかにおいて、前記ライナーは、熱膨張係数が約12×10-6/°K未満、おそらくより好ましくは約10×10-6/°K未満の材料で構成される。前記ライナーの材料は、熱膨張係数が約1×10-6/°Kより大きく、この段落で述べた係数の最大値の一つ以上より小さい材料を含むことができる。前記コーティングは、セラミック材料であってもよく、その場合、前記ライナーは、セラミック材料(例えば、セラミック繊維および/またはセラミック板)を含むことができ、有益である。
本発明のライナーは、スパッタリングチャンバからオーバーコートが剥落することを低減する点において、特に有益である。したがって、本発明のライナーにより、コーティングガラスの製造業者は、特に経済的なスパッタ堆積工程を実現することができる。大型で工業規模のコータの生産性は、ターゲットの変更、チャンバのメンテナンスに要する中断時間、および、(例えば、ターゲットの変更に続いて)スパッタリングが再開される前に、コーティングチャンバを排気するために要する時間と直接関連がある。本発明のライナーは、これらの中断期間を削減する。その上、前記ライナーは、剥落の発生を低減するため、本発明のライナーを用いて製造したコーティングは、特に高品質である(例えば、特にピンホールおよび混入がない)。
上記のように、前記ライナーは、前記チャンバ内に取り外し可能に搭載されていることが好ましい。前記ライナーはまた、使い捨てであることが好ましい。したがって、スパッタリングチャンバがメンテナンスのために排気される度に、前記オーバーコートされた単数または複数のライナーを(随意に、ライナーを搭載するために用いられた締め具と共に)前記チャンバから取り外し、処分(およびスパッタリングが再開される前に交換)することができる。このようなライナーは、取り外し、洗浄および交換が必要な既存のワイヤシールドに比べ、洗浄の必要がない。反対に、本発明のライナーは、メンテナンス期間中に取り外し、単に新しいライナーと取り替えることができる。したがって、本発明のライナーおよび/または締め具は、随意に使い捨てとすることができる。同様に、本発明のある方法は、各ターゲットが変更されている間に前記ライナーおよび/または締め具を処分することを含む。したがって、いくつかの実施形態において、本発明は、前記ライナーを定期的に廃棄および交換する方法を含む。
本発明の開示において、各種材料の熱膨張係数について言及しておく。本明細書において「熱膨張係数」という語は、その周知の意味に基づき使用する。本明細書において「誘電体」という語は、任意の一つ以上の金属を含む任意の非金属(すなわち、純金属でも金属合金でもない)化合物を意味する。この定義には、例えば、任意の金属酸化物、金属窒化物、金属炭化物、金属硫化物、金属ホウ化物、金属フッ化物等、およびその任意の組み合わせ(例えば、酸窒化物)が含まれる。さらに、「金属」という語は、当然のことながら、全ての金属および半金属(すなわち、メタロイド)を含む。透明誘電体膜は、薄膜として堆積する時、実質的に透明である(例えば、可視光を通す)。
本発明の好ましいと考えられる実施形態について記載したが、当技術分野の当業者であれば、本発明の精神を逸脱することなく、その他の更なる変更および改良を成し得ることが分かるであろう。また、そのようなあらゆる変更および改良は、本発明の範囲内に含まれるものとする。
Claims (43)
- 基板上に薄膜を塗布するためのスパッタリングチャンバにおいて、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティと、前記スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタ材料を堆積することに適したターゲットと、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源とを有し、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを備え、前記ライナーが、さもなければ前記チャンバの選択された内部表面上に堆積してしまうであろう前記スパッタ材料のオーバーコートを受け止めることに適しており、前記ライナーが、前記オーバーコートの粒子が前記ライナーから実質的に剥落することなく、前記第一の熱膨張率で前記オーバーコートと共に伸縮することに適しているという改善をもたらすことを特徴とするスパッタリングチャンバ。
- 前記ライナーが、柔軟で柔らかいライナーである請求項1に記載のスパッタリングチャンバ。
- 前記ライナーが、繊維性材料のマットを含む請求項1に記載のスパッタリングチャンバ。
- 前記ライナーが、不織布繊維を含む請求項1に記載のスパッタリングチャンバ。
- 前記繊維が、実質的に無作為に織り合わせて配置されている請求項4に記載のスパッタリングチャンバ。
- 無作為に織り合わせた前記繊維が、複数の間隙の境界を定める請求項5に記載のスパッタリングチャンバ。
- 前記ライナーが、織り合わせた繊維布を含む請求項1に記載のスパッタリングチャンバ。
- 前記ライナーが、複数のセラミック繊維を含む請求項1に記載のスパッタリングチャンバ。
- 前記ライナーが、複数の耐火セラミック繊維を含む請求項8に記載のスパッタリングチャンバ。
- 前記ライナーが、複数の金属合金繊維を含む請求項1に記載のスパッタリングチャンバ。
- 前記ライナーが、複数のステンレス鋼繊維を含む請求項10に記載のスパッタリングチャンバ。
- 前記ライナーが、岩綿、スラグウールおよび繊維ガラスから成る群から選択される鉱滓綿を含む請求項1に記載のスパッタリングチャンバ。
- 前記選択された内部表面が、基板走行路の真上に位置する請求項1に記載のスパッタリングチャンバ。
- 前記選択された内部表面が、前記チャンバの天井により境界を定められている請求項13に記載のスパッタリングチャンバ。
- 前記選択された内部表面が、前記チャンバの天井により境界を定められた中央表面領域を含み、前記チャンバの天井の下に二つの回転ターゲットが搭載され、前記ターゲットが、前記ライナーが前記中央表面領域に隣接して前記チャンバ内でスパッタリングされた材料に対して露出するよう、間隔を介して設けられている請求項14に記載のスパッタリングチャンバ。
- 前記選択された内部表面が、前記チャンバの側壁である請求項13に記載のスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、
a)内部に制御環境を作ることのできるスパッタリングキャビティと、
b)前記スパッタリングキャビティ内に配置され、第一の熱膨張率を有するスパッタコーティングを堆積することに適したターゲットと、
c)前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源と、
d)前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーであって、さもなければ前記チャンバの選択された内部表面上に堆積してしまうであろう前記スパッタコーティングのオーバーコートを受け止めることに適しており、前記オーバーコートの粒子が、前記ライナーから実質的に剥落することなく、前記第一の熱膨張率で前記オーバーコートと共に伸縮することに適したライナーとを有することを特徴とするスパッタリングチャンバ。 - 前記選択された内部表面が、前記チャンバの天井により境界を定められており、前記選択された内部表面が、前記チャンバの天井により境界を定められた中央表面領域を含み、前記チャンバの天井の下に二つの回転ターゲットが搭載され、前記ターゲットが、前記ライナーが前記中央表面領域に隣接して前記チャンバ内でスパッタリングされた材料に対して露出するよう、間隔を介して設けられている請求項17に記載のスパッタリングチャンバ。
- 前記ターゲットが、スパッタリング可能なセラミック材料を含み、および/または前記チャンバが、活性ガス雰囲気を含み、前記ライナーが、複数のセラミック繊維を含む請求項17に記載のスパッタリングチャンバ。
- 前記ライナーが、前記チャンバ内でスパッタリングされた材料に対して露出した粗面を有する少なくとも一つのアルミニウムの締め具により、前記選択された内部表面に隣接して搭載されている請求項17に記載のスパッタリングチャンバ。
- 前記粗面が、少なくとも約1.3ミクロンの平均表面粗さRaを有する請求項20に記載のスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティを有し、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されており、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記ライナーが、繊維性材料のマットを含むことを特徴とするスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティを有し、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されており、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記ライナーが、不織布繊維を含むことを特徴とするスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部にスパッタリングガスを含む制御環境が作られたスパッタリングキャビティを有し、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、誘電体膜の堆積を容易にするため、前記スパッタリングガスに関連して選択されたスパッタリング可能なターゲット材料を含み、前記チャンバが、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源を含み、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーが、さもなければ前記チャンバの選択された内部表面上に堆積してしまうであろう前記誘電体膜のオーバーコートを捕らえることに適しており、前記ライナーが、複数のセラミック繊維を含むことを特徴とするスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティを有し、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されており、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記ライナーが、複数の金属合金繊維を含むことを特徴とするスパッタリングチャンバ。
- 前記ライナーが、複数のステンレス鋼繊維を含む請求項25に記載のスパッタリングチャンバ。
- 基板上に薄膜を塗布するための方法であって、
a)内部にスパッタリングガスを含む制御環境が作られたスパッタリングキャビティを有するスパタリングチャンバであって、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、スパッタ材料を堆積することに適しており、前記チャンバが、前記ターゲットに動作可能に接続され、前記ターゲットの少なくとも一部に電荷を印加する電源を含み、前記チャンバが、前記スパッタリングキャビティ内部で基板を支持する少なくとも一つの基板支持部を含み、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記ライナーが、繊維性材料のマットを含む、スパッタリングチャンバを提供する工程と、
b)前記ターゲットをスパッタリングし、前記基板上に前記スパッタ材料の膜を堆積することで、前記ライナー上に前記スパッタ材料のオーバーコートを堆積する工程とを含むことを特徴とする方法。 - 前記ライナーが、複数のセラミック繊維を含み、前記ターゲットが、前記膜を誘電体膜として堆積するため、前記スパッタリングガスに関連して選択されたスパッタリング可能な材料を含み、前記方法が、前記スパッタリングガスを前記スパッタリングキャビティに送り込む工程を含む請求項27に記載の方法。
- 前記ターゲットが、スパッタリング可能なセラミック材料を含み、および/または前記スパッタリングキャビティに送り込まれたスパッタリングガスが、活性ガスである請求項28に記載の方法。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティを有し、前記チャンバが、前記キャビティ内に配置されたターゲットを含み、前記ターゲットが、前記ターゲットの少なくとも一部に電荷を印加することに適した電源に動作可能に接続されており、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記ライナーが、複数の繊維を含むことを特徴とするスパッタリングチャンバ。
- 前記ライナーが、約300マイクロメータ未満の直径を有する複数の繊維を含む請求項30に記載のスパッタリングチャンバ。
- 前記直径が、約50マイクロメータ未満である請求項31に記載のスパッタリングチャンバ。
- 前記直径が、約30マイクロメータ未満である請求項32に記載のスパッタリングチャンバ。
- 前記ライナーが、複数の締め具を用いて、前記選択された内部表面に隣接して搭載されている請求項30に記載のスパッタリングチャンバ。
- 前記締め具が、少なくとも一つの細長い締付けバーを含み、前記ライナーが、前記締付けバーと前記チャンバの選択された内部表面との間に挟まれている請求項34に記載のスパッタリングチャンバ。
- 前記締め具が、アルミニウムを含む請求項34に記載のスパッタリングチャンバ。
- 前記締め具が、前記ライナーと実質的に同じ熱膨張係数を有する材料で形成されている請求項34に記載のスパッタリングチャンバ。
- 前記締め具が、それぞれ、前記チャンバ内でスパッタリングされた材料に対して露出した粗面を有する請求項34に記載のスパッタリングチャンバ。
- 基板上に薄膜を塗布するためのスパッタリングチャンバであって、前記チャンバが、内部に制御環境を作ることのできるスパッタリングキャビティを有し、前記チャンバが、前記チャンバの天井の下のキャビティ内に搭載された二つの回転ターゲットを含み、前記ターゲットが、各ターゲットの少なくとも一部に電荷を印加することに適した少なくとも一つの電源に動作可能に接続されており、前記チャンバが、前記チャンバの選択された内部表面に隣接して配置された取り外し可能なライナーを含み、前記選択された内部表面が、前記チャンバの天井により境界を定められた中央表面領域を含み、前記ライナーが、繊維性材料のマットを含み、前記二つのターゲットが、前記ライナーが前記中央表面領域に隣接して前記チャンバ内でスパッタリングされた材料に対して露出するよう、間隔を介して設けられており、前記ライナーが、前記チャンバ内でスパッタリングされた材料に対して露出した粗面を有する複数のアルミニウムの締め具により、前記選択された内部表面に隣接して搭載されていることを特徴とするスパッタリングチャンバ。
- 前記粗面が、少なくとも約1ミクロンの平均表面粗さRaを有する請求項39に記載のスパッタリングチャンバ。
- 前記平均表面粗さRaが、少なくとも約1.75ミクロンである請求項40に記載のスパッタリングチャンバ。
- 前記平均表面粗さRaが、少なくとも約2ミクロンである請求項41に記載のスパッタリングチャンバ。
- 前記アルミニウムの締め具が、少なくとも一つの細長いアルミニウムの締付けバーを含み、前記ライナーが、前記アルミニウムの締付けバーと前記チャンバの選択された内部表面との間に挟まれており、前記アルミニウムの締付けバーが、前記チャンバ内でスパッタリングされた材料に対して露出した主要な粗面を有する請求項39に記載のスパッタリングチャンバ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US46264303P | 2003-04-14 | 2003-04-14 | |
| PCT/US2004/011400 WO2004093121A1 (en) | 2003-04-14 | 2004-04-13 | Sputtering chamber comprising a liner |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006525431A true JP2006525431A (ja) | 2006-11-09 |
Family
ID=33299963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006509992A Withdrawn JP2006525431A (ja) | 2003-04-14 | 2004-04-13 | ライナーを含むスパッタリングチャンバ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20040256215A1 (ja) |
| EP (1) | EP1614139A1 (ja) |
| JP (1) | JP2006525431A (ja) |
| CA (1) | CA2519874A1 (ja) |
| WO (1) | WO2004093121A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010514936A (ja) * | 2006-12-28 | 2010-05-06 | エクスアテック、エル.エル.シー. | コーティングを安定化させるための方法及び装置 |
| JP2022086585A (ja) * | 2020-11-30 | 2022-06-09 | キヤノントッキ株式会社 | 搬送装置、および成膜装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050147742A1 (en) * | 2004-01-07 | 2005-07-07 | Tokyo Electron Limited | Processing chamber components, particularly chamber shields, and method of controlling temperature thereof |
| EP1675155B1 (de) * | 2004-12-24 | 2012-01-25 | HÜTTINGER Elektronik GmbH + Co. KG | Plasmaanregungssystem |
| US20070045111A1 (en) * | 2004-12-24 | 2007-03-01 | Alfred Trusch | Plasma excitation system |
| WO2006076345A2 (en) * | 2005-01-13 | 2006-07-20 | Cardinal Cg Company | Reduced maintenance sputtering chambers |
| JP4988327B2 (ja) * | 2006-02-23 | 2012-08-01 | ルネサスエレクトロニクス株式会社 | イオン注入装置 |
| JP5123820B2 (ja) * | 2008-10-27 | 2013-01-23 | 東京エレクトロン株式会社 | 基板処理装置の真空排気方法及び基板処理装置 |
| DE102009057375B3 (de) * | 2009-12-09 | 2011-05-26 | Roth & Rau Ag | ECR-Plasmaquelle mit einem Beschichtungsschutz und Anwendung des Beschichtungsschutzes |
| DE102010049017A1 (de) * | 2010-10-21 | 2012-04-26 | Leybold Optics Gmbh | Vorrichtung zum Beschichten eines Substrats |
| GB2486427B (en) * | 2010-12-14 | 2013-08-07 | Converteam Technology Ltd | A layered material for a vacuum chamber |
| WO2013039877A1 (en) * | 2011-09-12 | 2013-03-21 | First Solar, Inc. | Vapor transport deposition system and method employing removable shields |
| CN112159961A (zh) * | 2020-09-06 | 2021-01-01 | 湖北亿钧耀能新材股份公司 | 一种玻璃镀膜设备之溅射腔体 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1466241A (en) * | 1973-06-28 | 1977-03-02 | Zirconal Processes Ltd | Linings for furnaces or the like |
| US4166018A (en) * | 1974-01-31 | 1979-08-28 | Airco, Inc. | Sputtering process and apparatus |
| US4414786A (en) * | 1980-03-28 | 1983-11-15 | Frahme Carl E | Heat insulating module for high temperature chambers |
| IT1202010B (it) * | 1985-07-29 | 1989-02-02 | Ferdinando Trevisan | Cabina di verniciatura per l'applicazione di rivestimenti superficiali a partire da prodotti in polvere |
| JPH01152271A (ja) * | 1987-12-09 | 1989-06-14 | Toshiba Corp | スパッタ装置 |
| US5039265A (en) * | 1990-02-28 | 1991-08-13 | Vsi Corporation | Lightweight fastener |
| US5338422A (en) * | 1992-09-29 | 1994-08-16 | The Boc Group, Inc. | Device and method for depositing metal oxide films |
| JPH06188108A (ja) * | 1992-12-21 | 1994-07-08 | Canon Inc | 薄膜抵抗器の製造方法、成膜装置用防着板及び成膜装置 |
| US5472509A (en) * | 1993-11-30 | 1995-12-05 | Neomecs Incorporated | Gas plasma apparatus with movable film liners |
| JP2671835B2 (ja) * | 1994-10-20 | 1997-11-05 | 日本電気株式会社 | スパッタ装置とその装置を用いた半導体装置の製造方法 |
| US5614071A (en) * | 1995-06-28 | 1997-03-25 | Hmt Technology Corporation | Sputtering shield |
| US5968379A (en) * | 1995-07-14 | 1999-10-19 | Applied Materials, Inc. | High temperature ceramic heater assembly with RF capability and related methods |
| US5846332A (en) * | 1996-07-12 | 1998-12-08 | Applied Materials, Inc. | Thermally floating pedestal collar in a chemical vapor deposition chamber |
| US6444037B1 (en) * | 1996-11-13 | 2002-09-03 | Applied Materials, Inc. | Chamber liner for high temperature processing chamber |
| KR20000069523A (ko) * | 1997-01-16 | 2000-11-25 | 보텀필드 레인, 에프. | 기상 증착 요소 및 기상 증착 방법 |
| US5903009A (en) * | 1997-09-08 | 1999-05-11 | Eaton Corporation | Biased and serrated extension tube for ion implanter electron shower |
| US6120660A (en) * | 1998-02-11 | 2000-09-19 | Silicon Genesis Corporation | Removable liner design for plasma immersion ion implantation |
| US6129808A (en) * | 1998-03-31 | 2000-10-10 | Lam Research Corporation | Low contamination high density plasma etch chambers and methods for making the same |
| US6132566A (en) * | 1998-07-30 | 2000-10-17 | Applied Materials, Inc. | Apparatus and method for sputtering ionized material in a plasma |
| US6394023B1 (en) * | 2000-03-27 | 2002-05-28 | Applied Materials, Inc. | Process kit parts and method for using same |
| WO2002020864A2 (en) * | 2000-06-16 | 2002-03-14 | Applied Materials, Inc. | System and method for depositing high dielectric constant materials and compatible conductive materials |
| JP4563629B2 (ja) * | 2001-11-19 | 2010-10-13 | 株式会社エフ・ティ・エスコーポレーション | 対向ターゲット式スパッタ装置 |
| US6659331B2 (en) * | 2002-02-26 | 2003-12-09 | Applied Materials, Inc | Plasma-resistant, welded aluminum structures for use in semiconductor apparatus |
-
2004
- 2004-04-12 US US10/823,500 patent/US20040256215A1/en not_active Abandoned
- 2004-04-13 WO PCT/US2004/011400 patent/WO2004093121A1/en active Application Filing
- 2004-04-13 JP JP2006509992A patent/JP2006525431A/ja not_active Withdrawn
- 2004-04-13 EP EP04759501A patent/EP1614139A1/en not_active Withdrawn
- 2004-04-13 CA CA002519874A patent/CA2519874A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010514936A (ja) * | 2006-12-28 | 2010-05-06 | エクスアテック、エル.エル.シー. | コーティングを安定化させるための方法及び装置 |
| JP2022086585A (ja) * | 2020-11-30 | 2022-06-09 | キヤノントッキ株式会社 | 搬送装置、および成膜装置 |
| JP7213226B2 (ja) | 2020-11-30 | 2023-01-26 | キヤノントッキ株式会社 | 搬送装置、および成膜装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1614139A1 (en) | 2006-01-11 |
| CA2519874A1 (en) | 2004-10-28 |
| US20040256215A1 (en) | 2004-12-23 |
| WO2004093121A1 (en) | 2004-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006525431A (ja) | ライナーを含むスパッタリングチャンバ | |
| US9765635B2 (en) | Erosion and corrosion resistant protective coatings for turbomachinery | |
| US6613442B2 (en) | Boron nitride/yttria composite components of semiconductor processing equipment and method of manufacturing thereof | |
| JP2004526054A (ja) | 反応室壁上のダイヤモンド被膜及びその製造方法 | |
| EP0845545A1 (en) | Coated deposition chamber equipment | |
| EP2826057B1 (en) | Mini rotatable sputter devices for sputter deposition | |
| CN103038385A (zh) | 溅射成膜装置及防附着部件 | |
| US20180265968A1 (en) | Coating chamber for implementing of a vacuum-assisted coating process, heat shield, and coating process | |
| JP4617164B2 (ja) | 成膜装置 | |
| JP2011153373A (ja) | 薄膜形成装置、薄膜形成方法およびシールド部品 | |
| IL230169A (en) | Rainbow cathode investment | |
| JP3076768B2 (ja) | 薄膜形成装置用部材の製造方法 | |
| KR20140138665A (ko) | 진공 성막 장치 및 진공 성막 방법 | |
| JP5907977B2 (ja) | 基板の表面をコーティングする装置及び方法 | |
| JP7174508B2 (ja) | フィルタ装置および陰極アーク蒸発方法 | |
| JP2015101777A (ja) | 成膜装置 | |
| US20180237906A1 (en) | Process chamber shielding system and method | |
| US10792788B2 (en) | Optimized textured surfaces and methods of optimizing | |
| JP2009097063A (ja) | 真空成膜装置 | |
| JP2012255199A (ja) | ロータリースパッタリングカソード、及びロータリースパッタリングカソードを備えた成膜装置 | |
| JP2011228329A (ja) | ガス供給電極の製造方法 | |
| JP4975583B2 (ja) | 繊維強化複合材料の製造方法 | |
| JP4569813B2 (ja) | 真空蒸着装置 | |
| JP2004315948A (ja) | 薄膜形成装置用汚染防止装置 | |
| JPH05339706A (ja) | 真空蒸着めっき設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20081208 |