JP2006289604A - 軸線方向に調和振動する構造部分ためのクランプ装置 - Google Patents
軸線方向に調和振動する構造部分ためのクランプ装置 Download PDFInfo
- Publication number
- JP2006289604A JP2006289604A JP2006105075A JP2006105075A JP2006289604A JP 2006289604 A JP2006289604 A JP 2006289604A JP 2006105075 A JP2006105075 A JP 2006105075A JP 2006105075 A JP2006105075 A JP 2006105075A JP 2006289604 A JP2006289604 A JP 2006289604A
- Authority
- JP
- Japan
- Prior art keywords
- spring
- clamping
- clamping device
- axial direction
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000008878 coupling Effects 0.000 claims description 7
- 238000010168 coupling process Methods 0.000 claims description 7
- 238000005859 coupling reaction Methods 0.000 claims description 7
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 230000036316 preload Effects 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 abstract 1
- 238000005553 drilling Methods 0.000 description 4
- 230000008602 contraction Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B37/00—Boring by making use of ultrasonic energy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
- B24B1/04—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes subjecting the grinding or polishing tools, the abrading or polishing medium or work to vibration, e.g. grinding with ultrasonic frequency
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/041—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs with cylinder saws, e.g. trepanning; saw cylinders, e.g. having their cutting rim equipped with abrasive particles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B7/00—Connections of rods or tubes, e.g. of non-circular section, mutually, including resilient connections
- F16B7/04—Clamping or clipping connections
- F16B7/0406—Clamping or clipping connections for rods or tubes being coaxial
- F16B7/0426—Clamping or clipping connections for rods or tubes being coaxial for rods or for tubes without using the innerside thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/38—Using magnetic fields
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/18—Mechanical movements
- Y10T74/18992—Reciprocating to reciprocating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Gripping On Spindles (AREA)
- Support Of The Bearing (AREA)
- Springs (AREA)
- Clamps And Clips (AREA)
Abstract
【課題】補助手段なしに解離可能で、かつ緩みづらいクランプ装置を得る。
【解決手段】互いに距離A離れる2個の振動結節点K間に定常縦波9の形式の周波数ωを有する調和振動で振動する2個の構造部分2a,2bを、その互いに突き合わせた平坦面3a,3bで連結するためのクランプ装置1において、クランプスリーブの形式とした軸線方向に延びるばね負荷ブリッジ4の一方の端部に少なくとも1個のクランプ手段5aを設け、この一方の端部におけるクランプ手段5aを、他方の端部における少なくとも1個の他のクランプ手段5bに対して、ばね手段6を介して軸線方向に弾性変位可能に連結し、このときクランプ手段5a,5bを互いに距離Aだけ離して配置し、各クランプ手段には、それぞれに対向する端部に対して軸線方向に指向する圧着可能な接触面7を設ける。好適には、ばね負荷ブリッジ4を、半径方向内側に構造部分2a,2bを収容するように形成したクランプスリーブとして構成する。
【選択図】図1
【解決手段】互いに距離A離れる2個の振動結節点K間に定常縦波9の形式の周波数ωを有する調和振動で振動する2個の構造部分2a,2bを、その互いに突き合わせた平坦面3a,3bで連結するためのクランプ装置1において、クランプスリーブの形式とした軸線方向に延びるばね負荷ブリッジ4の一方の端部に少なくとも1個のクランプ手段5aを設け、この一方の端部におけるクランプ手段5aを、他方の端部における少なくとも1個の他のクランプ手段5bに対して、ばね手段6を介して軸線方向に弾性変位可能に連結し、このときクランプ手段5a,5bを互いに距離Aだけ離して配置し、各クランプ手段には、それぞれに対向する端部に対して軸線方向に指向する圧着可能な接触面7を設ける。好適には、ばね負荷ブリッジ4を、半径方向内側に構造部分2a,2bを収容するように形成したクランプスリーブとして構成する。
【選択図】図1
Description
本発明は、軸線方向に調和振動する構造部分、とくに、超音波式コアドリルのクラウンビットのツールチャックのためのクランプ装置に関するものである。
2個の部材の既知の連結方法は、大まかに、ねじ連結、円錐連結またはクランプ連結に区分される。
軸線方向に調和振動する超音波式ツールのためのツールチャックに関して、ねじ連結のみならず円錐連結するものが記載されている。(例えば、特許文献1参照。)これら連結部は、縦方向に延びる定常波に関して、それぞれその振動の腹に配置する。というのも、これら振動の腹の位置において張力ノードが形成され、それゆえ最小の軸線方向引張応力および圧縮応力を生じる。しかし、超音波により軸線方向に調和振動する構造部材の場合、ねじもしくは円錐面において冷間溶着が起こることがあり、これは、特別なツールのような補助手段を使用することによってしか解離することはできない。
英国特許第2016350号明細書
2個のツール部分を連結するのに平坦面突き合わせクランプを使用するものがある。(例えば、特許文献2参照。)この場合、第1ツール部分の半径方向内側にあるコア領域において、端面が開放したバヨネット状の円錐内面を有するくり抜き(アンダーカット)で構成した中空空間を設け、このくり抜きに対して、圧入円錐体を有する第2ツール部分の圧入プラグ部を掛合させ、この圧入円錐体は、軸線方向の押圧力によって、双方のツール部分の、軸線方向外方の平坦面を、摩擦力により相互連結する。超音波の衝撃があると、このような圧入プラグ部は解離してしまう。
独国特許第4239373号明細書
本発明の目的は、軸線方向に調和振動する構造部分ためのよりよいクランプ装置を実現することにある。さらに、本発明の他の目的は、補助手段を使用することなく解離できるクランプ装置を得るにある。
本発明の目的は、基本的に、請求項1の特徴を有する発明によって達成することができる。従属項には、本発明の好適な実施例を示す。
本発明は、互いにある距離離れる2個の振動結節点間に定常縦波の形式のある周波数を有する調和振動で振動する2個の構造部分を、その互いに突き合わせた平坦面で連結するためのクランプ装置において、クランプスリーブの形式とした軸線方向に延びるばね負荷ブリッジの一方の端部に少なくとも1個のクランプ手段を設け、この一方の端部におけるクランプ手段を、他方の端部における少なくとも1個の他のクランプ手段に対して、ばね手段を介して軸線方向に弾性変位可能に連結し、このときクランプ手段を互いに前記距離だけ離して配置し、各クランプ手段には、それぞれに対向する端部に対して軸線方向に指向する圧着可能な接触面を設けたことを特徴とする。
本発明によれば、ばね負荷ブリッジのクランプ手段が構造部分における縦波定常波の振動結節点に配置されていることによって、振動結節点間で互いに突き合わせた構造部分の平坦面自体が、平面の通常の配置では振動の腹において振動振幅が最大となるにもかかわらず、ばね負荷ブリッジ自体が振動から守られ、これによって引張応力成分が振動エネルギーを伝達させる構造部分の連結を緩めようとする軸線方向応力振動が発生しない。にもかかわらず、実際上、平坦面に最小の軸線方向応力振動が発生するが、このような軸線方向応力振動は、ばね手段で生ずる予応力によって完全に圧縮領域にシフトされ、引張応力成分の発生を完全に回避できる。
ばね負荷ブリッジを部材を軸線方向外側から取り囲むクランプスリーブとして構成すると好適であり、この構成によれば、応力が周方向に均等に分布する。
ばね手段を、伸縮自在の折り畳み、伸縮自在の膨大化、断面縮小化、スリット付けなどの通常の構成手法によって形成し、ばね負荷ブリッジに一体化した柔軟な一部分とすると好適であり、この構成によれば、ばね負荷ブリッジが構造的にまた製造技術的に見て、簡単に一体形成できる。同様に、柔軟な素材からなる断面が小さいばね負荷ブリッジは、ばね手段を一体に内包しているものと見なすことができる。
代案として、ばね手段を磁気結合を発生する手段により構成すると好適であり、さらに、この磁気結合は電磁的結合とすると好適であり、この構成によれば、ばね手段において軸線方向応力振動による機械的な疲労が発生しない。加えて、特に電磁的結合は電流を遮断することによって、容易に解消することができる。
代案として、ばね手段を機械ばねとすると好適であり、クランプ手段の間に直接配置し技術上単純に予応力を加える引張ばねとして、または、軸線方向に部分的に重なる部分の間において互いに逆向きの力を発生するよう配置した圧縮ばねとして構成すると一層好適であり、この構成によれば、ばねの構造上の長さ自体が、クランプ手段の全長に付加されることがなくなる。
ばね手段をコイルばねとすると好適であり、この構成によれば、他のばね手段と比較してより広範囲にわたる線形弾性の伸縮領域を実現し、クランプ装置が対向接触面の軸線方向の間隔に対する公差に制約を受けなくなる。
代案として、ばね手段を皿ばねとすると好適であり、この構成によれば、他のばね手段と比較してより短い軸線方向のばね長で、より広範囲の伸縮領域を実現し、クランプ装置の全長を短縮できる。
クランプ手段を、少なくとも部分的に周方向に延在する裏側の接触面を有する環状に閉じたクランプリングとして構成すると好適であり、この構成によれば、接触力が周方向に互いに均一に分布することになる。同様に、これに対応して、少なくとも部分的に周方向に延在する裏側の接触面を備えるようなばね手段の構成は、一体に内包したばね手段と見なすことができる。
好適な実施例においては、ヨネット状の開口を有する少なくとも1個のクランプリングを構成し、前記開口の半径方向内方にカラーとして突出する領域に、前記接触面を形成する。この構成によれば、適合するバヨネット状の対向接触面を有する構造部分を、軸線方向にクランプリングを通過してクランプ装置内部に案内し、締め付けのためにひねることで位置決めすることができる。
好適な実施例においては、ばね負荷ブリッジを、クランプ手段を軸線方向に移動させる開放手段に連結し、これによってばね手段の予圧力に抗してクランプ手段が互いに軸線方向にさらに離間できるよう構成する。この構成によれば、クランプ装置を開放することができる。
好適な実施例においては、開放手段を外側から手操作できるように構成する。この構成によれば、手操作によりクランプ装置を補助手段なしに開放することができる。
好適な実施例においては、クランプ手段を開放手段に対して一体に構成し、前記開放手段は、随意に、転回して固定可能な偏心レバーとして構成し、周方向の偏心面により接触面を構成する。この構成によれば、構成部品の数を減らすことができる。
好適な実施例においては、ばね負荷ブリッジの端部を、クランプ手段によって、駆動手段を駆動させる装置の駆動手段に強固に連結し、ならびに、少なくとも部分的に調和振動して駆動するツールのためのツールチャックとして構成する。この構成によれば、ツールを解離可能に締め付けることができる。
好適な実施例においては、ツールチャックの開放手段を環状に閉じた開口リングとして構成し、この開口リングは、ばね負荷ブリッジの他方の端部に接触できるよう軸線方向に移動可能とし、かつばね負荷ブリッジの部分を移動させることができるようにし、このとき、随意に、前記開放リングを、外側から操作できる開放機構により移動可能とする。この構成によれば、人間工学的に手操作できるツールチャックを実現できる。
以下、図面につき本発明の好適な実施例を詳細に説明する。
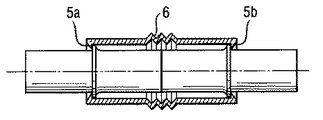
図1に示すように、互いに距離A離れる2個の振動結節点K間に定常縦波9の形式の周波数ωを有する調和振動で振動する2個の構造部分2a,2bを、その互いに突き合わせた平坦面3a,3bで連結するためのクランプ装置1には、クランプスリーブの形式とした軸線方向に延びるばね負荷ブリッジ4を設け、このクランプスリーブの一方の端部には、少なくとも1個のクランプ手段5aを設け、この一方の端部のクランプ手段5aを、他方の端部におけるクランプ手段5bに対して、ばね手段6を介して、図示の実施例では皿ばねとして構成したばね手段6に対して一体に形成したクランプ手段5bに対して軸線方向に弾性変位可能に連結する。このとき、クランプ手段5a,5bは、それぞれ対向する端部に対して軸線方向に指向する圧着可能な接触面7をにより構成し、両方の構造部分2a,2bにおいて適切に形成した対向接触面8をこの接触面7に当接させ、この対向接触面8は周波数ωの定常縦波9の振動結節点Kに位置する。このとき、平坦面3a,3bは振動の腹Bにおいて互いに突き合わさる。
図2aに示す第2実施例では、クランプ手段5a,5bの間におけるばね手段6を、部分的に伸縮自在な蛇腹を有するクランプスリーブとして構成する。
図2bに示す第3実施例では、クランプ手段5a,5bの間におけるばね手段6を、環状永久磁石の磁気結合力によって構成し、この環状永久磁石は、軸線方向の一方の側が開放された磁力線の流れを発生し、この磁力線により2個の部分からなるクランプスリーブを軸線方向に連結する。
図2cに示す改良型第4実施例では、クランプ手段5a,5bの間におけるばね手段6を、クランプスリーブの軸線方向にオーバーラップする部分を有する2個のクランプスリーブ間で各クランプスリーブに対して互いに逆向きの力を発生するよう配置した押圧コイルばねよりなる機械的ばねとして構成する。
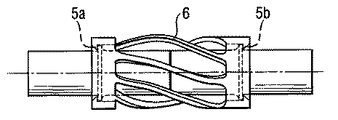
図2dに示す第5実施例では、クランプ手段5a,5bの間におけるばね手段6を、ねじれと膨らみを有する複数個のばねウェブ(細条)を射出成形により一体に形成したクランプスリーブとして構成する。
図2eに示す第6実施例では、クランプ手段5a,5bの間におけるばね手段6を、軸線方向の限定範囲でクランプスリーブの断面積を小さくすることによって構成する。さらに、クランプ手段5bは、外側から手操作により転回して固定可能な偏心レバーの形式とした開放手段10により構成し、開放手段の周方向の偏心面により接触面7を構成する。
図3aは、コアドリルの中空クラウンビットの形式である回転しかつ単振動調和振動で駆動するツール12のためのツールチャックとして構成したクランプ装置1の場合を示しており、このクランプ装置1は、ばねクランプブリッジ4の端部に、周波数ωを有する定常縦波9の振動結節点Kが位置するクランプ手段5bによって、ドリル装置14(図示の実施例では、回転に超音波を重畳させる手持ちコアドリル装置)の回転かつ振動する駆動手段13としっかりと連結する。駆動手段13の振動エネルギーをツール12に伝達するために用いる平面3a,3bは、このとき、振動の腹Bにおいて互いに突き合わせる。この図では、ツールチャックは締めた状態である。
図3bは、ツールチャックの緩めた状態を示し、開放手段10は環状の閉じた開口リングであり、この開口リングは、トグルレバーの形式とした外側から手操作できる開放機構15により、クランプスリーブの形式としたばねクランプブリッジ4の他方の端部とともに軸線方向に移動可能に接触させることができ、この部分を移動可能にする。この他方の端部に配置したクランプ手段5aは、ばね負荷ブリッジ4に対して一体に形成した環状の閉じたクランプリングにより構成し、このクランプリングはの半径方向内方に突出するカラー領域で周方向に部分的に設けたバヨネット状の開口16の裏面に接触面7を有するものとして構成する。接触面に適合するよう半径方向外方に突出するカラーを設けたバヨネット状の対向接触面8を有するコアドリルの中空クラウンビットの形式としたツール12は、軸線方向にクランプリングを経て軸線方向にクランプ装置1内に挿入し、ひねることによって締め付け位置にする位置決めすることができ、もしくはこの逆の動作で外すことができる。
図4には、コアドリルの中空クラウンビットの形式とした回転ならびに軸線方向の調和振動で駆動するツール12のためのツールチャックとして形成したクランプ装置を有する手持ちコアドリル装置として構成したドリル装置14を示し、このドリル装置14は、手持ち操作可能な装置ハウジング17に対して回転可能に配置した案内スリーブの形式としたクランプ手段5bを有し、この案内スリーブは、駆動手段13に対して相対回転不能に連結する。クランプ手段5bは、さらに、ばね手段6によりばね負荷ブリッジ4の他方の端部における他のクランプ手段5aに連結する。開口リングの形式とした軸線方向に移動可能な開口手段10に対して作用し、装置ハウジング17に回動可能に、設けたトグルレバーの形式とした、外側から手操作可能な開放機構15によって、クランプ手段5aは、ばね手段6の予圧力に抗して軸線方向に移動可能である。
1 クランプ装置
2a,2b 構造部分
3a,3b 平坦面
4 ばね負荷ブリッジ
5a,5b クランプ手段
6 ばね手段
7 接触面
8 対向接触面
9 縦波
10 開放手段
12 ツール
13 駆動手段
14 ドリル装置
15 開放機構
16 開口
17 装置ハウジング
ω 周波数
A 距離
B 振動の腹
K 振動結節点
2a,2b 構造部分
3a,3b 平坦面
4 ばね負荷ブリッジ
5a,5b クランプ手段
6 ばね手段
7 接触面
8 対向接触面
9 縦波
10 開放手段
12 ツール
13 駆動手段
14 ドリル装置
15 開放機構
16 開口
17 装置ハウジング
ω 周波数
A 距離
B 振動の腹
K 振動結節点
Claims (14)
- 互いに距離(A)離れる2個の振動結節点(K)間に定常縦波(9)の形式の周波数(ω)を有する調和振動で振動する2個の構造部分(2a,2b)を、その互いに突き合わせた平坦面(3a,3b)で連結するためのクランプ装置(1)において、
クランプスリーブの形式とした軸線方向に延びるばね負荷ブリッジ(4)の一方の端部に少なくとも1個のクランプ手段(5a)を設け、この一方の端部におけるクランプ手段(5a)を、他方の端部における少なくとも1個の他のクランプ手段(5b)に対して、ばね手段(6)を介して軸線方向に弾性変位可能に連結し、このときクランプ手段(5a,5b)を互いに距離(A)だけ離して配置し、各クランプ手段には、それぞれに対向する端部に対して軸線方向に指向する圧着可能な接触面(7)を設けたことを特徴とするクランプ装置。 - ばね負荷ブリッジ(4)を、半径方向内側に構造部分(2a,2b)を収容するように形成したクランプスリーブとして構成した請求項1記載のクランプ装置。
- ばね手段(6)を、ばね負荷ブリッジ(4)に一体の部分として構成した請求項1または2記載のクランプ装置。
- ばね手段(6)を、磁気結合を発生する手段により構成し、この磁気結合は、随意に、電磁的結合とした請求項1または2記載のクランプ装置。
- ばね手段(6)を、引きばねまたは押しばねとして構成した引張ばねもしくは圧縮ばねとして構成した機械ばねによって構成した請求項1または2記載のクランプ装置。
- ばねを、コイルばねによって構成した請求項5記載のクランプ装置。
- ばねを、皿ばねによって構成した請求項5記載のクランプ装置。
- クランプ手段(5a)を、少なくとも部分的に周方向に延在する裏側の接触面(7)を有する環状に閉じたクランプリングとして構成した請求項1〜7のうちいずれか一項に記載のクランプ装置。
- バヨネット状の開口(16)を有する少なくとも1個のクランプリングを構成し、前記開口の半径方向内方にカラーとして突出する領域に、前記接触面(7)を形成した請求項8記載のクランプ装置。
- ばね負荷ブリッジ(4)を、クランプ手段(5a,5b)を軸線方向に移動させる開放手段(10)に連結し、これによってばね手段(6)の予圧力に抗してクランプ手段(5a,5b)が互いに軸線方向にさらに離間できるよう構成した請求項1〜9のうちいずれか一項に記載のクランプ装置。
- 開放手段(10)を外側から手操作できるように構成した請求項10記載のクランプ装置。
- クランプ手段(5b)を開放手段(10)に対して一体に構成し、前記開放手段(10)は、随意に、転回して固定可能な偏心レバーとして構成し、周方向の偏心面により接触面を構成した請求項10または11記載のクランプ装置。
- ばね負荷ブリッジ(4)の端部を、クランプ手段(5b)によって、駆動手段(13)を駆動させる装置(14)の駆動手段(13)に強固に連結し、ならびに、少なくとも部分的に調和振動して駆動するツール(12)のためのツールチャックとして構成した請求項1〜12のうちいずれか一項に記載のクランプ装置。
- ツールチャックの開放手段(10)を環状に閉じた開口リングとして構成し、この開口リングは、ばね負荷ブリッジ(4)の他方の端部に接触できるよう軸線方向に移動可能とし、かつばね負荷ブリッジ(4)の部分を移動させることができるようにし、このとき、随意に、前記開放リングを、外側から操作できる開放機構(15)により移動可能とした請求項13記載のクランプ装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005000027A DE102005000027A1 (de) | 2005-04-06 | 2005-04-06 | Spannvorrichtung für axial harmonisch schwingende Bauteile |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006289604A true JP2006289604A (ja) | 2006-10-26 |
Family
ID=36763114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006105075A Withdrawn JP2006289604A (ja) | 2005-04-06 | 2006-04-06 | 軸線方向に調和振動する構造部分ためのクランプ装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7497277B2 (ja) |
| EP (1) | EP1710034B1 (ja) |
| JP (1) | JP2006289604A (ja) |
| AT (1) | ATE549117T1 (ja) |
| DE (1) | DE102005000027A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014017460A1 (ja) * | 2012-07-23 | 2014-01-30 | Ohnishi Kazumasa | 工具を備えた超音波振動体の支持構造 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9782835B2 (en) * | 2010-03-11 | 2017-10-10 | Edison Industrial Innovation, Llc | Tool attachment and through spindle coolant systems for use with ultrasonic machining modules |
| US9878377B2 (en) * | 2010-03-11 | 2018-01-30 | Edison Industrial Innovation, Llc | High-speed rotary electrical connector for use in ultrasonically assisted machining |
| US9669471B2 (en) * | 2010-03-11 | 2017-06-06 | Cumberland & Western Resources, Llc | Devices for isolating acoustic vibrations in metalworking systems |
| KR101521075B1 (ko) * | 2010-04-29 | 2015-05-18 | 에디슨 웰딩 인스티튜트, 인코포레이티드 | 휴대용 장치들과 함께 사용하는 초음파 기계가공 조립체 |
| CN104114019A (zh) * | 2012-02-17 | 2014-10-22 | 胡斯华纳有限公司 | 手持式马达驱动切割装置 |
| EP2923802A1 (de) * | 2014-03-25 | 2015-09-30 | HILTI Aktiengesellschaft | Riemenkühlung |
| CA2959409C (en) * | 2014-09-05 | 2019-02-19 | Edison Welding Institute, Inc. | Devices for isolating acoustic vibrations in metal working systems |
| EP4219082A1 (en) | 2017-07-31 | 2023-08-02 | Milwaukee Electric Tool Corporation | Rotary power tool |
| CN114542019B (zh) * | 2022-04-07 | 2022-11-25 | 中国地质大学(北京) | 非常规储层流体吸附运移驱替模拟测量装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE114672C (ja) | ||||
| US3481411A (en) * | 1968-02-19 | 1969-12-02 | Black & Decker Mfg Co | Sonic tool with means for reducing noise level |
| US3511323A (en) * | 1968-02-23 | 1970-05-12 | Black & Decker Mfg Co | Sonic tool with generally undamped mounting of nodal portion of transducer |
| GB2016350B (en) | 1978-02-20 | 1982-05-26 | Citizen Watch Co Ltd | Ultrasonic cutting tool |
| SU986752A1 (ru) * | 1981-04-30 | 1983-01-07 | Ростовский-На-Дону Ордена Трудового Красного Знамени Институт Сельскохозяйственного Машиностроения | Ультразвукова колебательна система |
| DE3862474D1 (de) * | 1987-02-04 | 1991-05-29 | Taga Electric Co Ltd | Ultraschallschneidvorrichtung. |
| US5599146A (en) | 1991-12-03 | 1997-02-04 | Komet Praezisionswerkzeuge Robert Breuning Gmbh | Tool coupling with a radially elastically expandable coupling sleeve and a shaft with a clamping body |
| JPH07100753A (ja) * | 1993-09-30 | 1995-04-18 | Taga Electric Co Ltd | 回転加工装置及びその回転工具及びその装置本体 |
| DE10114672A1 (de) * | 2001-03-23 | 2002-09-26 | Hesse & Knipps Gmbh | Ultraschallschwinger |
| DE10162636A1 (de) * | 2001-12-20 | 2003-07-03 | Hilti Ag | Ultraschallkernbohrkrone |
-
2005
- 2005-04-06 DE DE102005000027A patent/DE102005000027A1/de not_active Ceased
-
2006
- 2006-01-30 AT AT06101033T patent/ATE549117T1/de active
- 2006-01-30 EP EP06101033A patent/EP1710034B1/de not_active Not-in-force
- 2006-03-31 US US11/396,130 patent/US7497277B2/en not_active Expired - Fee Related
- 2006-04-06 JP JP2006105075A patent/JP2006289604A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014017460A1 (ja) * | 2012-07-23 | 2014-01-30 | Ohnishi Kazumasa | 工具を備えた超音波振動体の支持構造 |
| CN104470664A (zh) * | 2012-07-23 | 2015-03-25 | 大西一正 | 装备刀具的超声波振动体的支承结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1710034A1 (de) | 2006-10-11 |
| ATE549117T1 (de) | 2012-03-15 |
| DE102005000027A1 (de) | 2006-10-12 |
| US7497277B2 (en) | 2009-03-03 |
| EP1710034B1 (de) | 2012-03-14 |
| US20060229132A1 (en) | 2006-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006289604A (ja) | 軸線方向に調和振動する構造部分ためのクランプ装置 | |
| JP3650158B2 (ja) | 振動部材装着装置及び振動部材を装着する方法 | |
| JP6143672B2 (ja) | 捩りソノトロード、超音波溶接装置及び超音波により溶接された接続を実現する方法 | |
| JP5960367B2 (ja) | ドロップインアンカーの取付工具 | |
| CN103562473B (zh) | 连接装置 | |
| US10279396B2 (en) | Machining toolholder | |
| JP2005517529A (ja) | 振動要素のためのマウント | |
| KR101577088B1 (ko) | 선형 초음파 혼을 위한 공진 노드식 마운트 | |
| US20100006235A1 (en) | Ultrasonic Welding Device | |
| US20060144906A1 (en) | Ultrasonic welder with high-Q tool | |
| US20100282821A1 (en) | Ergonomic horn | |
| JP2006212692A (ja) | 超音波接合方法およびその装置 | |
| JPH05240395A (ja) | 金属製の緊締接続装置 | |
| EP1281907A2 (en) | Sleeve-type pipe joint with axially compressed packing ring | |
| JP2007321488A (ja) | セグメントの継手構造 | |
| JP2016220400A (ja) | ステータコアへのコイル装着方法及び装着構造、並びにステータコア | |
| JP4677584B2 (ja) | 振動姿態変換ホーン | |
| JP4572690B2 (ja) | 超音波接合方法、および超音波接合装置 | |
| WO2006036036A1 (en) | Half-wavelength ultrasonic vibration system of single support type | |
| JP6080361B2 (ja) | 接合部構造 | |
| JP2014507289A (ja) | 質量体の振動運動を発生させるための方法及び装置 | |
| KR102515531B1 (ko) | 초음파 공진체의 체결 구조 및 초음파 가공 장치 | |
| JP5455075B2 (ja) | 押輪用心出し具 | |
| KR102107343B1 (ko) | 조립이 용이한 원터치식 철근 커플러 | |
| JP2000093894A (ja) | 超音波振動用共振器の支持装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20090707 |