JP2006082191A - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- JP2006082191A JP2006082191A JP2004270467A JP2004270467A JP2006082191A JP 2006082191 A JP2006082191 A JP 2006082191A JP 2004270467 A JP2004270467 A JP 2004270467A JP 2004270467 A JP2004270467 A JP 2004270467A JP 2006082191 A JP2006082191 A JP 2006082191A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cutting tool
- coated cutting
- group
- outer layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000010410 layer Substances 0.000 claims abstract description 124
- 239000011247 coating layer Substances 0.000 claims abstract description 27
- 239000000463 material Substances 0.000 claims abstract description 24
- 150000001875 compounds Chemical class 0.000 claims abstract description 12
- 229910052751 metal Inorganic materials 0.000 claims abstract description 12
- 239000002184 metal Substances 0.000 claims abstract description 12
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 7
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 7
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 5
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 5
- 230000000737 periodic effect Effects 0.000 claims abstract description 5
- 239000000758 substrate Substances 0.000 claims description 14
- 229910052718 tin Inorganic materials 0.000 claims description 13
- 229910052719 titanium Inorganic materials 0.000 claims description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 9
- 229910052738 indium Inorganic materials 0.000 claims description 9
- 229910052742 iron Inorganic materials 0.000 claims description 9
- 229910052725 zinc Inorganic materials 0.000 claims description 9
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 7
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 7
- 229910052737 gold Inorganic materials 0.000 claims description 7
- 239000010931 gold Substances 0.000 claims description 7
- 229910052709 silver Inorganic materials 0.000 claims description 7
- 239000004332 silver Substances 0.000 claims description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 4
- 229910052760 oxygen Inorganic materials 0.000 claims description 4
- 239000001301 oxygen Substances 0.000 claims description 4
- 229910052720 vanadium Inorganic materials 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 3
- 229910000997 High-speed steel Inorganic materials 0.000 claims description 3
- 239000000919 ceramic Substances 0.000 claims description 3
- 239000011195 cermet Substances 0.000 claims description 3
- 229910003460 diamond Inorganic materials 0.000 claims description 3
- 239000010432 diamond Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 22
- 238000000576 coating method Methods 0.000 abstract description 20
- 239000011248 coating agent Substances 0.000 abstract description 19
- 238000005240 physical vapour deposition Methods 0.000 abstract description 12
- 230000003647 oxidation Effects 0.000 abstract description 10
- 238000007254 oxidation reaction Methods 0.000 abstract description 10
- 150000002739 metals Chemical class 0.000 abstract description 3
- 239000010408 film Substances 0.000 description 81
- 238000004544 sputter deposition Methods 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000008020 evaporation Effects 0.000 description 8
- 238000001704 evaporation Methods 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- 230000002159 abnormal effect Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229910010038 TiAl Inorganic materials 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 238000001755 magnetron sputter deposition Methods 0.000 description 4
- 150000004767 nitrides Chemical class 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000007733 ion plating Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000012811 non-conductive material Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910006404 SnO 2 Inorganic materials 0.000 description 2
- 229910008482 TiSiN Inorganic materials 0.000 description 2
- 235000005811 Viola adunca Nutrition 0.000 description 2
- 240000009038 Viola odorata Species 0.000 description 2
- 235000013487 Viola odorata Nutrition 0.000 description 2
- 235000002254 Viola papilionacea Nutrition 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- QRXWMOHMRWLFEY-UHFFFAOYSA-N isoniazide Chemical compound NNC(=O)C1=CC=NC=C1 QRXWMOHMRWLFEY-UHFFFAOYSA-N 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 229910010037 TiAlN Inorganic materials 0.000 description 1
- -1 TiCN Inorganic materials 0.000 description 1
- 244000172533 Viola sororia Species 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images
Landscapes
- Physical Vapour Deposition (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
【解決手段】 本発明は、基材上にコーティング層を備える表面被覆切削工具であって、前記コーティング層は、前記基材側から内層および外層をこの順で備え、該内層は、周期律表4a族に属する金属、5a族に属する金属、6a族に属する金属、AlおよびSiからなる群より選択される1種以上の元素と、炭素、窒素および酸素からなる群より選択される1種以上の元素との化合物から構成され、前記外層は、導電性を有する酸化物膜から構成される表面被覆切削工具を提供する。
【選択図】 なし
Description
本発明の表面被覆切削工具において、コーティング層は、内層および外層から構成される。
本発明において、内層は、周期律表4a、5aおよび6a族に属する金属、ならびにAlおよびSiからなる群より選択される1種以上の元素と、炭素、窒素および酸素からなる群より選択される1種以上の元素との化合物から構成される。上記の条件を満たす化合物であれば、硬度が高い点で特性を共通するので、本発明における内層として適用した場合に、本発明が奏する同様の効果を得ることができる。
外層は、導電性を有する酸化物膜から構成される。外層が酸化物膜で構成されることにより、高速切削時に切削温度が上昇しても優れた耐熱性、耐酸化性を得ることができるため、工具寿命の安定化、長寿命化を図ることができる。
本発明において、コーティング層における内層および/または外層には1〜7GPaの範囲内の圧縮残留応力を有する。当該範囲の圧縮残留応力を有することで耐欠損性に優れた工具とすることができるためである。圧縮残留応力が1GPaより小さいと耐欠損性向上の効果が小さく、逆に7GPaより大きいと切削中の衝撃で膜が自己破壊するおそれがある。
本発明において、上記外層は、導電性を有する。膜の導電性を特定することは難しいが、4端子法により比抵抗として測定できる。外層膜の比抵抗は0.1Ω・cm以下が好ましく、より好ましくは0.01Ω・cm以下である。このような比抵抗を有すると、異常放電現象が起こりにくく安定した成膜が可能であり、成膜後の治具への付着物の除去処理についても毎バッチおこなうなどの必要性がなく好ましい。
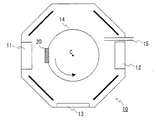
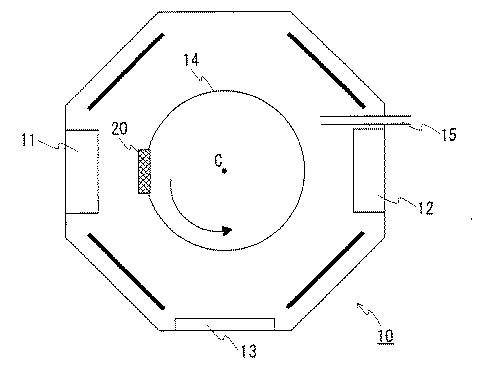
圧縮残留応力を有するコーティング層を基材上に被覆するには、物理蒸着法を用いることが好適である。すなわち、本発明では、内層および外層の双方を物理蒸着法により形成することが好ましい。物理蒸着法には、スパッタリング法、イオンプレーティング法などがあるが、優れた平滑性と密着性のため、特に原料元素のイオン化率が高いアンバランスドマグネトロンスパッタ法(神戸製鋼所技報 Vol.50 No.2(2000)参照、以下、アンバランストマグネトロンスパッタ法(UBMスパッタ法)と呼ぶ)、デュアルマグネトロンスパッタ法やカソードアークイオンプレーティングが適している。
本発明における外層が透明な膜であると好ましい。これは、外層が透明であると、外層に接する内層膜を金、銀、銅、赤紫、青紫などの美しい色調の膜とすることで、本発明の工具全体として美しい外観にすることができ、さらに外観品質を高めることができ、商品価値を高めることができるためである。ここで、本発明において透明とは、内部の層の色彩を視認できる程度にその層が透けていることをいう。また、赤紫にはピンクやオレンジ色の色調も含む。
外層が透明な膜でない場合も外層上に金、銀、銅、赤紫、青紫などの美しい色調の膜を最外層として被覆することで外観品質を高めることができる。本手法は公知技術としてのCVD工具などにおいて、アルミナ上のTiN膜被覆などで実用化されている方法である。
本発明において、コーティング層の合計膜厚は1.0μm以上10μm以下であると、良好な耐摩耗性を示すために好ましい。合計膜厚が1.0μm未満であると、コーティング層の耐摩耗性効果が発揮されにくく、10μmを越えると、コーティング層が欠損したり、剥離し易くなるため好ましくない。最外層を具える場合も、上記合計膜厚の範囲を満たすことが好ましい。
本発明において、基材は、WC基超硬合金、サーメット、高速度鋼、セラミックス、立方晶型窒化硼素焼結体、およびダイヤモンド焼結体のいずれかから構成されるものであることが望ましい。公知の組成のものを利用してもよい。
ISO規格:型番CNMG120408形状、M20超硬合金(Co:8質量%)からなる旋削加工用刃先交換チップ基材に表1に示すコーティング層を被覆した刃先交換チップを作製した。
上記実施例4の被覆膜の外層に0.5μmのTiSiCN膜(SUJ2に対する摩擦係数が0.2で赤紫色)を被覆した以外は、実施例4と同一の試料を実施例7として作製した。なお、実施例7において、実施例4のコーティングを行った直後にコーティング治具の付着物除去を実施せずにアーク蒸発源を用いてTiSiCNのコーティングを行ったが、異常な放電現象もなく正常にコーティングを行うことができた。
上記実施例6の外層膜ZnO−50vol%SnO2の代わりにAl2O3を被覆した以外は実施例6と同様に切削工具を作製し、比較例7の切削工具とした。次いで、上述と同様に、比較例7の工具の切削試験を行ったところ、切削性能は16パス切削可能と優れたものであったが、比較例7の膜を被覆した直後、コーティング治具の付着物除去を行わずに実施例1の工具の被覆を再度行ったところ、最内層被覆時に異常放電が発生し、成膜を正常に実施することができなかった。これは、Al2O3の比抵抗が1010Ω・cmより大きく、外層膜が導電性を有さないためであると考えられる。
Claims (9)
- 基材上にコーティング層を備える表面被覆切削工具であって、
前記コーティング層は、前記基材側から内層および外層をこの順で備え、
前記内層は、周期律表4a族に属する金属、5a族に属する金属、6a族に属する金属、AlおよびSiからなる群より選択される1種以上の元素と、炭素、窒素および酸素からなる群より選択される1種以上の元素との化合物から構成され、
前記外層は、導電性を有する酸化物膜から構成される、表面被覆切削工具。 - 前記内層および外層は、それぞれ圧縮残留応力を有することを特徴とする、請求項1に記載の表面被覆切削工具。
- 前記外層は透明であることを特徴とする、請求項1または2に記載の表面被覆切削工具。
- 金色、銀色、銅色、赤紫色、青紫色および虹色からなる群より選択される外観を呈することを特徴とする、請求項1〜3のいずれかに記載の表面被覆切削工具。
- 前記導電性を有する酸化物膜は、Zn、In、Sn、Ti、FeまたはVのうちの少なくとも1つの元素の酸化物を含むことを特徴とする、請求項1〜4のいずれかに記載の表面被覆切削工具。
- 前記コーティング層は、外層の外側にさらに最外層を備え、該最外層は、金色、銀色、銅色、赤紫色および青紫色からなる群より選択される外観を呈することを特徴とする、請求項1〜5のいずれかに記載の表面被覆切削工具。
- 前記最外層の膜が潤滑性を有することを特徴とする、請求項6に記載の表面被覆切削工具。
- 前記残留圧縮応力は1〜7GPaの範囲内であることを特徴とする、請求項2に記載の表面被覆切削工具。
- 前記基材は、WC基超硬合金、サーメット、高速度鋼、セラミックス、立方晶型窒化硼素焼結体、またはダイヤモンド焼結体のいずれかから構成されることを特徴とする、請求項1〜8のいずれかに記載の表面被覆切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004270467A JP4812274B2 (ja) | 2004-09-16 | 2004-09-16 | 表面被覆切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004270467A JP4812274B2 (ja) | 2004-09-16 | 2004-09-16 | 表面被覆切削工具 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010257964A Division JP5226060B2 (ja) | 2010-11-18 | 2010-11-18 | 表面被覆切削工具の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006082191A true JP2006082191A (ja) | 2006-03-30 |
| JP4812274B2 JP4812274B2 (ja) | 2011-11-09 |
Family
ID=36161104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004270467A Expired - Fee Related JP4812274B2 (ja) | 2004-09-16 | 2004-09-16 | 表面被覆切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4812274B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008168421A (ja) * | 2006-12-15 | 2008-07-24 | Sandvik Intellectual Property Ab | 被覆された超硬合金エンドミル |
| JP2008183671A (ja) * | 2007-01-30 | 2008-08-14 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| WO2011089858A1 (ja) * | 2010-01-25 | 2011-07-28 | 株式会社神戸製鋼所 | 半導体検査装置用コンタクトプローブピンの基材上にタングステン含有ダイヤモンドライクカーボン皮膜を製造する方法 |
| WO2012008128A1 (ja) * | 2010-07-15 | 2012-01-19 | 株式会社神戸製鋼所 | 半導体検査装置用プローブピン、その製造方法及び半導体検査方法 |
| JP2012247287A (ja) * | 2011-05-27 | 2012-12-13 | Kobe Steel Ltd | 半導体検査装置用プローブピン及びその製造方法 |
| JP2014181388A (ja) * | 2013-03-19 | 2014-09-29 | Nippon Coating Center Kk | 金属製品 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5226060B2 (ja) * | 2010-11-18 | 2013-07-03 | 住友電工ハードメタル株式会社 | 表面被覆切削工具の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60238481A (ja) * | 1984-05-14 | 1985-11-27 | Sumitomo Electric Ind Ltd | 多重層被覆超硬合金 |
| JPH05177413A (ja) * | 1991-12-26 | 1993-07-20 | Sumitomo Electric Ind Ltd | 被覆サーメット切削工具及びその製造方法 |
-
2004
- 2004-09-16 JP JP2004270467A patent/JP4812274B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60238481A (ja) * | 1984-05-14 | 1985-11-27 | Sumitomo Electric Ind Ltd | 多重層被覆超硬合金 |
| JPH05177413A (ja) * | 1991-12-26 | 1993-07-20 | Sumitomo Electric Ind Ltd | 被覆サーメット切削工具及びその製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008168421A (ja) * | 2006-12-15 | 2008-07-24 | Sandvik Intellectual Property Ab | 被覆された超硬合金エンドミル |
| JP2008183671A (ja) * | 2007-01-30 | 2008-08-14 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| WO2011089858A1 (ja) * | 2010-01-25 | 2011-07-28 | 株式会社神戸製鋼所 | 半導体検査装置用コンタクトプローブピンの基材上にタングステン含有ダイヤモンドライクカーボン皮膜を製造する方法 |
| JP2011149897A (ja) * | 2010-01-25 | 2011-08-04 | Kobe Steel Ltd | 半導体検査装置用コンタクトプローブピンの基材上にタングステン含有ダイヤモンドライクカーボン皮膜を製造する方法 |
| WO2012008128A1 (ja) * | 2010-07-15 | 2012-01-19 | 株式会社神戸製鋼所 | 半導体検査装置用プローブピン、その製造方法及び半導体検査方法 |
| JP2012037506A (ja) * | 2010-07-15 | 2012-02-23 | Kobe Steel Ltd | 半導体検査装置用プローブピン、その製造方法及び半導体検査方法 |
| JP2012247287A (ja) * | 2011-05-27 | 2012-12-13 | Kobe Steel Ltd | 半導体検査装置用プローブピン及びその製造方法 |
| JP2014181388A (ja) * | 2013-03-19 | 2014-09-29 | Nippon Coating Center Kk | 金属製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4812274B2 (ja) | 2011-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6222675B2 (ja) | 表面被覆切削工具、およびその製造方法 | |
| US6962751B2 (en) | Amorphous carbon coated tools and method of producing the same | |
| US8075744B1 (en) | Layered coated cutting tool | |
| US8709583B2 (en) | PVD coated tool | |
| EP2276874B1 (en) | A coated cutting tool and a method of making thereof | |
| JP5190971B2 (ja) | 被膜、切削工具および被膜の製造方法 | |
| IL178030A (en) | Surface-coated cutting tool | |
| JP6583763B1 (ja) | 表面被覆切削工具、及びその製造方法 | |
| JP4072155B2 (ja) | 表面被覆切削工具およびその製造方法 | |
| JP2005344148A (ja) | 耐摩耗性被膜およびこれを用いた表面被覆切削工具 | |
| CN112368094B (zh) | 表面被覆切削工具及其制造方法 | |
| JP4398224B2 (ja) | 耐摩耗性部材 | |
| EP2959994A1 (en) | Surface-coated cutting tool and process for producing same | |
| JP5416429B2 (ja) | 表面被覆切削工具 | |
| CN116438325A (zh) | 切削工具用硬质涂膜 | |
| JP4812274B2 (ja) | 表面被覆切削工具 | |
| JP5226060B2 (ja) | 表面被覆切削工具の製造方法 | |
| JP3719709B2 (ja) | 非晶質カーボン被覆工具およびその製造方法 | |
| JP3962300B2 (ja) | 酸化アルミニウム被覆工具 | |
| JP3718664B2 (ja) | 非晶質カーボン被覆工具およびその製造方法 | |
| CN115418607B (zh) | 含三氧化二铬氧化物层的复合涂层切削刀具 | |
| JP3719708B2 (ja) | 非晶質カーボン被覆工具およびその製造方法 | |
| JP2004066361A (ja) | 表面被覆切削工具 | |
| CN114761606B (zh) | 其上形成有硬质涂膜的切削工具 | |
| JP4080481B2 (ja) | 表面被覆切削工具およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20070420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100709 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101118 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20101130 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20101228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110712 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4812274 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |