JP2005299945A - セラミック抵抗発熱体形成用の成形体及びセラミックヒーター - Google Patents
セラミック抵抗発熱体形成用の成形体及びセラミックヒーター Download PDFInfo
- Publication number
- JP2005299945A JP2005299945A JP2004112721A JP2004112721A JP2005299945A JP 2005299945 A JP2005299945 A JP 2005299945A JP 2004112721 A JP2004112721 A JP 2004112721A JP 2004112721 A JP2004112721 A JP 2004112721A JP 2005299945 A JP2005299945 A JP 2005299945A
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- diameter wire
- wire portion
- small
- heating element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Resistance Heating (AREA)
Abstract
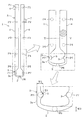
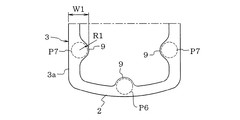
【構成】成形体1自身がU字形をなし、そのU字の折返し部2を含む先端寄り部位の直線部3aが小径線部3で、そのU字の両脚部4が大径線部5をなしているもので、その成形体1自身を射出成形後において成形型から突き出すための突き出しピンが、大径線部5の適所P1〜P5とともに小径線部3を突き出し可能に、小径線部3の適所に凸部9を設けた。
【選択図】 図1
Description
その成形体自身を射出成形後において成形型から突き出すための突き出しピンが、前記大径線部とともに前記小径線部を突き出し可能に、該小径線部の適所に凸部を設けたことを特徴とするセラミック抵抗発熱体形成用の成形体である。
その成形体自身を射出成形後において成形型から突き出すための突き出しピンが、前記大径線部とともに前記小径線部を突き出し可能に、該小径線部の適所に凸部を設けたことを特徴とするセラミック抵抗発熱体形成用の成形体である。
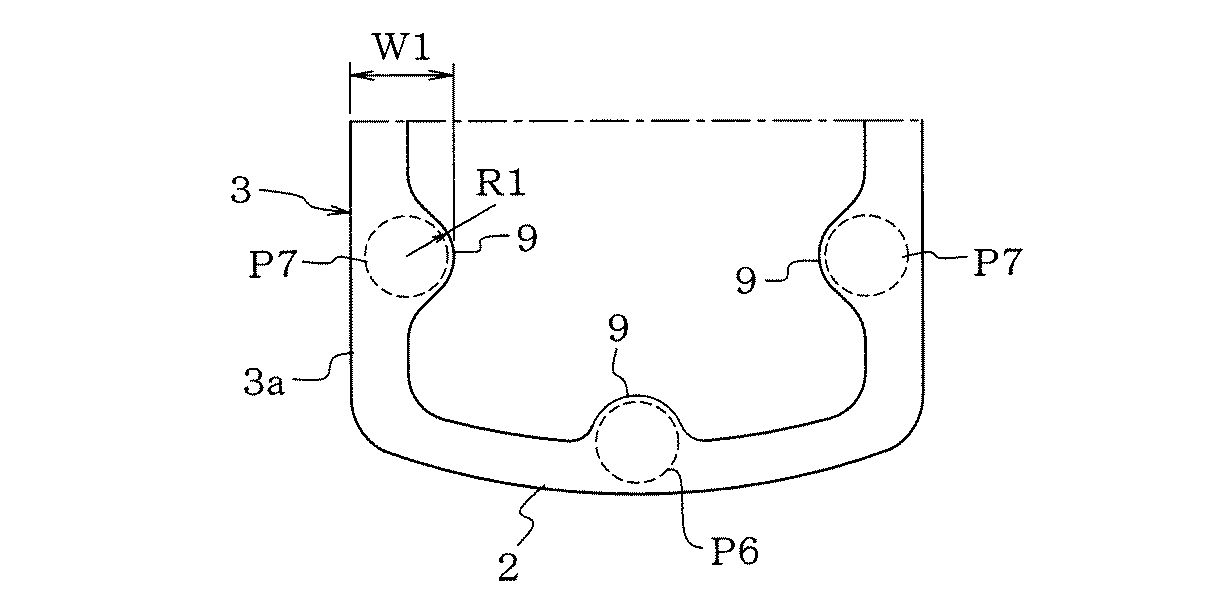
2 成形体の先端の折返し部
3 小径線部
4 成形体の脚部
5 大径線部
9 凸部
51,61 成形型
T1〜T7 突き出しピン
Claims (6)
- セラミック抵抗発熱体形成用の成形体であって、成形体自身が大径線部と小径線部とを備えかつその成形体が射出成形によって製造されるものにおいて、
その成形体自身を射出成形後において成形型から突き出すための突き出しピンが、前記大径線部とともに前記小径線部を突き出し可能に、該小径線部の適所に凸部を設けたことを特徴とするセラミック抵抗発熱体形成用の成形体。 - セラミック抵抗発熱体形成用の成形体であって、成形体自身がU字形をなし、そのU字の底部である先端の折返し部を含む両脚部の先端寄り部位が小径線部で、その小径線部を除く両脚部が大径線部をなし、かつその成形体が射出成形によって製造されるものにおいて、
その成形体自身を射出成形後において成形型から突き出すための突き出しピンが、前記大径線部とともに前記小径線部を突き出し可能に、該小径線部の適所に凸部を設けたことを特徴とするセラミック抵抗発熱体形成用の成形体。 - 前記凸部を、前記小径線部におけるU字の内側部位に設けたことを特徴とする請求項2に記載のセラミック抵抗発熱体形成用の成形体。
- 前記成形体は、前記小径線部及び前記大径線部とも、同じ抵抗を有する素材からなることを特徴とする請求項1〜3のいずれか1項に記載のセラミック抵抗発熱体形成用の成形体。
- 前記成形体は、前記小径線部を含む部位が高抵抗素材からなり、その他の部位が低抵抗素材からなる複合体としてなることを特徴とする請求項1〜3のいずれか1項に記載のセラミック抵抗発熱体形成用の成形体。
- 請求項1〜5のいずれか1項に記載のセラミック抵抗発熱体形成用の成形体を絶縁セラミック基体中に埋設状にして焼成してなることを特徴とするセラミックヒーター。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112721A JP4331041B2 (ja) | 2004-04-07 | 2004-04-07 | セラミック抵抗発熱体形成用の成形体及びその製造方法並びにセラミックヒーター |
| EP12196555.2A EP2570726B1 (en) | 2004-04-07 | 2005-04-06 | Ceramic heater, method of producing the same, and glow plug using this ceramic heater |
| PCT/JP2005/006788 WO2005098317A1 (ja) | 2004-04-07 | 2005-04-06 | セラミックヒータ及びその製造方法、並びにセラミックヒータを用いたグロープラグ |
| US11/578,102 US7705273B2 (en) | 2004-04-07 | 2005-04-06 | Ceramic heater, method of producing the same, and glow plug using a ceramic heater |
| EP05728784.9A EP1734304B1 (en) | 2004-04-07 | 2005-04-06 | Ceramic heater and manufacturing method thereof, and glow plug using ceramic heater |
| CN2005800120479A CN1942709B (zh) | 2004-04-07 | 2005-04-06 | 陶瓷加热器及其制造方法、以及使用陶瓷加热器的电热塞 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112721A JP4331041B2 (ja) | 2004-04-07 | 2004-04-07 | セラミック抵抗発熱体形成用の成形体及びその製造方法並びにセラミックヒーター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005299945A true JP2005299945A (ja) | 2005-10-27 |
| JP4331041B2 JP4331041B2 (ja) | 2009-09-16 |
Family
ID=35331695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112721A Expired - Lifetime JP4331041B2 (ja) | 2004-04-07 | 2004-04-07 | セラミック抵抗発熱体形成用の成形体及びその製造方法並びにセラミックヒーター |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4331041B2 (ja) |
| CN (1) | CN1942709B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110075000A (ko) * | 2008-10-28 | 2011-07-05 | 쿄세라 코포레이션 | 세라믹 히터 |
| JP2015103470A (ja) * | 2013-11-27 | 2015-06-04 | 日本特殊陶業株式会社 | セラミックヒータおよびグロープラグ |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100288747A1 (en) * | 2007-10-29 | 2010-11-18 | Kyocera Corporation | Ceramic heater and glow plug provided therewith |
| US20130284714A1 (en) * | 2010-10-27 | 2013-10-31 | Takeshi Okamura | Heater and glow plug provided with same |
| CN103781208B (zh) * | 2012-10-17 | 2016-04-20 | 昆山渝榕电子有限公司 | 加热装置的导电结构 |
| CN104961448B (zh) * | 2015-05-13 | 2017-01-11 | 谢海涛 | 一种布氏漏斗用陶瓷材料及其制备方法 |
-
2004
- 2004-04-07 JP JP2004112721A patent/JP4331041B2/ja not_active Expired - Lifetime
-
2005
- 2005-04-06 CN CN2005800120479A patent/CN1942709B/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110075000A (ko) * | 2008-10-28 | 2011-07-05 | 쿄세라 코포레이션 | 세라믹 히터 |
| KR101598013B1 (ko) * | 2008-10-28 | 2016-02-26 | 쿄세라 코포레이션 | 세라믹 히터 |
| US9288845B2 (en) | 2008-10-28 | 2016-03-15 | Kyocera Corporation | Ceramic heater |
| JP2015103470A (ja) * | 2013-11-27 | 2015-06-04 | 日本特殊陶業株式会社 | セラミックヒータおよびグロープラグ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1942709B (zh) | 2010-06-09 |
| CN1942709A (zh) | 2007-04-04 |
| JP4331041B2 (ja) | 2009-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101089678B1 (ko) | 세라믹 히터와 그 금형 | |
| JP5279447B2 (ja) | セラミックヒータ | |
| JP4331041B2 (ja) | セラミック抵抗発熱体形成用の成形体及びその製造方法並びにセラミックヒーター | |
| JP5377662B2 (ja) | セラミックヒータ | |
| JP5261369B2 (ja) | 多層加熱要素 | |
| JP2010210134A (ja) | セラミックヒータ及びグロープラグ | |
| CZ20022187A3 (cs) | Žhavicí kolík | |
| JP5249356B2 (ja) | シース型グロープラグに用いられるグロー管および該グロー管を製造するための方法 | |
| JP3799195B2 (ja) | セラミックヒータ | |
| JP6370754B2 (ja) | セラミックヒータおよびグロープラグ | |
| JP5643611B2 (ja) | セラミックヒータの製造方法、及び、グロープラグ | |
| JP2005510358A (ja) | 材料偏在部を具えた長手部材 | |
| JP4555641B2 (ja) | グロープラグ | |
| JP6620032B2 (ja) | セラミックヒータの製造方法及びグロープラグの製造方法 | |
| JP2018190663A (ja) | セラミックヒータの製造方法及びグロープラグの製造方法 | |
| JPH08199205A (ja) | Al焼結合金製コネクティングロッドの圧粉体 | |
| JP2017195078A (ja) | セラミックヒータおよびグロープラグ | |
| JP6071426B2 (ja) | セラミックヒータの製造方法 | |
| JP2008075823A (ja) | 焼結軸受の製造方法 | |
| JPH05177290A (ja) | 鍛造方法および鍛造金型 | |
| SK9242002A3 (en) | Pin heater | |
| JP2001121217A (ja) | 芯 型 | |
| JPH07100621B2 (ja) | β−アルミナ管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090617 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4331041 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |