JP2005299039A - ブラジャー - Google Patents
ブラジャー Download PDFInfo
- Publication number
- JP2005299039A JP2005299039A JP2004119615A JP2004119615A JP2005299039A JP 2005299039 A JP2005299039 A JP 2005299039A JP 2004119615 A JP2004119615 A JP 2004119615A JP 2004119615 A JP2004119615 A JP 2004119615A JP 2005299039 A JP2005299039 A JP 2005299039A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- brassiere
- core
- cup
- breast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 210000000481 breast Anatomy 0.000 claims abstract description 67
- 239000004744 fabric Substances 0.000 claims abstract description 41
- 210000000038 chest Anatomy 0.000 claims abstract description 28
- 238000000034 method Methods 0.000 claims abstract description 19
- 239000006260 foam Substances 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 32
- 238000000465 moulding Methods 0.000 claims description 25
- 239000006261 foam material Substances 0.000 claims description 22
- 230000002093 peripheral effect Effects 0.000 claims description 10
- 239000000853 adhesive Substances 0.000 claims description 9
- 230000001070 adhesive effect Effects 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000010030 laminating Methods 0.000 claims description 7
- 238000003475 lamination Methods 0.000 claims description 6
- 239000013518 molded foam Substances 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- 230000013011 mating Effects 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 238000009958 sewing Methods 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 24
- 238000005520 cutting process Methods 0.000 description 6
- 230000004927 fusion Effects 0.000 description 4
- 239000000306 component Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000009966 trimming Methods 0.000 description 3
- 229920002334 Spandex Polymers 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 239000004759 spandex Substances 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N urethane group Chemical group NC(=O)OCC JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 201000004624 Dermatitis Diseases 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 241001275902 Parabramis pekinensis Species 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images




Landscapes
- Corsets Or Brassieres (AREA)
Abstract
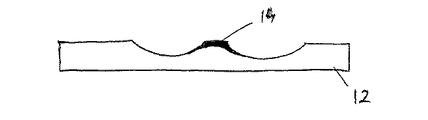
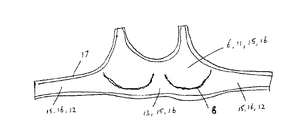
【解決手段】それぞれが人のブレストを支えるため、カップ形状の二つのブレストカップを含むブラジャーコアを備えているブラジャー。各ブレストカップは、チェストバンドに結合され、そのチェストバンドは、人のチェストまわりに伸び、そして、クリップを取り付ける末端部を有している。ファブリックの層は、ブラジャーのコアの各側に接着されている。その層は、連続的なシートからなり、その輪郭にブラジャーコアが形成される。
【選択図】図14
Description
ブラジャーアセンブリに使用される凹形のカップフォームを画定するために、少なくとも成形されたフォーム材料の第一のシートと、前記第一のシートに積層され、かつ、前記第一のシートに接着される(直接か、あるいは、間接かのいずれか)フォーム材料の第二のシートとのコア
を備えているブレストカップ構造にある。
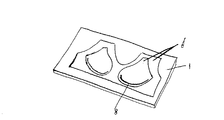
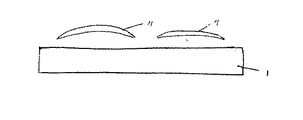
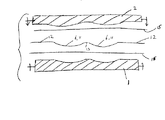
少なくとも一つのカップ形状の成形面を含む成形機械の一つの型部分にフォーム材料のシートを配置するステップと、
前記一つの型部分に向ってもう一つの型部分を合わせることによって前記成形機械を閉鎖するステップであり、前記もう一つの型部分が、前記第一の記述した成形面に対してほぼ相補的な形状の成形面を有し、そして、それらの間に、前記シート材料が位置決めされる、閉鎖するステップと、
その互いに合わせることは、それによって、熱と共同して、前記シートに不変のカップ形状をもたらす成形力に前記フォーム施し、
フォーム材料の第二のシートを前記フォーム材料の第一の記述したシートの主要表面の一つに積層するステップと、
を備えているブレストカップ構造を製造する方法にある。
二つの予め形成した(シームレスが好ましい)ブレストカップの形をとり、そして、ブラジャーコアを画定するために、各カップの下方領域において、各ブレストカップをチェストバンドに固定するステップと、
ファブリックの二つのシートの間に前記二つのブレストカップと前記チェストバンドとをサンドイッチし、そして、そのファブリックを前記コアに接着するステップと
を備えている。
それぞれが人のブレストを支えるために、カップ形状の二つのブレストカップを含むブラジャーコアであり、各ブレストカップが、チェストバンドに結合され、前記チェストバンドが、人のチェストまわりに伸びることが可能であり、そして、クリップを固定する末端部を有している、ブラジャーコアと、
前記ブラジャーコアの各側に接着されるファブリックの層であり、前記層それぞれが、連続的なシートからなり、その輪郭にブラジャーコアが形成される、ファブリックの層と
を備えているブラジャーにある。
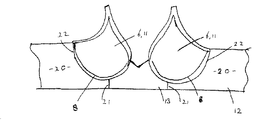
本発明のブレストカップ構造は、それぞれを三次元のカップ形状に形成されたフォーム材料の少なくとも第一の層と第二の層とによって画定されている。そのフォーム材料の第一の層および第二の層は、互いに接着され、そして、中間のワイヤ入りアセンブリを含むことができる。そのブレストカップ構造は、凹形の側と凸形の側とを有している。その凹形の側は、ブレストカップ構造を組み入れるブラジャーを着用する人の皮膚にもっとも近接する側である。もっとも好ましい形態において、ブレストカップ構造の凹形の側に供給されるフォームシート材料は、フォームのフラットな(ほぼ均一の厚さ)部片で作られている。この層に使用されるフォームは、ウレタンフォームであり、そして、ほぼ1mmから5mmの厚さであることが好ましい。ブレストカップ構造のフォームの第二の層は、凸形の側に位置され、そして、フォーム材料の部片からカットされることが好ましい薄く切られたフォームの部片から供給されることが好ましい。とはいえ、このフォームの第二のシートは、別の方法として、また、フラットなシートで作られることができる。とはいえ、それが、コアの第一のシートを画定するフラットなシートで作られるフォームに結合される前に、既にその三次元の形状に画定されるという点で、薄く切られたフォーム部片からの供給には利点がある。
ブラジャー構造
上文に記述されるようなブレストカップ構造は、ブラジャー構造全体に利用されることが可能である。もっとも好ましい形態において、そのブラジャーは、二つのブレストカップをチェストバンドコア12に結合して製造される。そのチェストバンドコア12は、各カップの周辺の部分に沿って縫い合わすことによってカップに結合される。そのコア自体は、ステッチライン21でインナゴア13に縫い付けられるストラップ領域から構成されている。これは、次に、縫い目22に沿ってブレストカップ構造に縫い付けられる。ブレストカップ構造とチェストバンドコアとが互いに結合されて、ブラジャーコアが画定される。
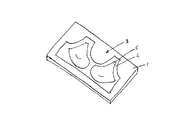
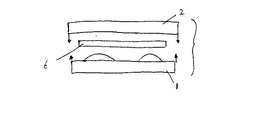
1 下方の型半割り 2 上方の型半割り 第二の型半割り
4 周辺領域 5 二つのミラーイメージのブレストカップレリーフ
6 ほぼ均一の厚さのフォームの第一のシート
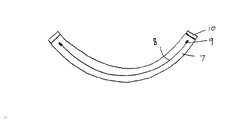
7 ワイヤケーシング 8 ワイヤ
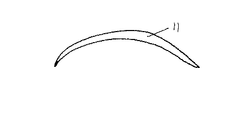
11 フォームの第二のシート 12 チェストバンドコア
13 インナゴア 14 フォーム領域
15 外側ファブリック材料の第二の層
16 ファブリック材料の第一の層
17 周辺マージン
20 ストラップ領域 21 ステッチライン 22 縫い目
Claims (24)
- ブレストカップ構造であって、
ブラジャーアセンブリに使用される凹形のカップフォームを画定するために、少なくとも成形されたフォーム材料の第一のシートと、前記第一のシートに積層され、かつ、前記第一のシートに接着される(直接か、あるいは、間接かのいずれか)フォーム材料の第二のシートとのコア
を備えている、ブレストカップ構造。 - 前記第一のシートおよび第二のシートが、同一の広がりをもつ、請求項1記載のブレストカップ。
- 前記第二のシートが、予め画定されたカップ形状にカットされる薄く切られたフォームの部片である、請求項1記載のブレストカップ。
- 前記成形されたフォーム材料の第一のシートが、1mmから5mmの厚さのフォーム材料のシートから形成されるオープンセルフォームである、請求項1記載のブレストカップ。
- ワイヤ入り構造が、前記第一のシートおよび第二のシートの中間に供給される、請求項1記載のブレストカップ。
- 前記ワイヤ入り構造が、剛性の細長い部材(メタルか、あるいは、プラスチックかのいずれか)と、前記剛性の細長い部材の少なくとも一部分まわりにケーシングとを備える、請求項5記載のブレストカップ。
- 前記ケーシングが、ファブリック材料である、請求項6記載のブレストカップ。
- 前記ケーシングが、接着剤によって、前記第一のシートおよび第二のシートの対面する表面の一つ、あるいは、それぞれに接着される、請求項6記載のブレストカップ。
- 前記ケーシングが、管状ソックス形状体であり、その中に、前記剛性の細長い部材が位置され、そのソックス形状体が、密閉した両末端部を有している、請求項6記載のブレストカップ。
- 前記各カップの第一のシートが、フォーム材料の単一のシートから生成される、請求項1記載の二つのブレストカップ。
- ブレストカップを製造する方法であって、
少なくとも一つのカップ形状の成形面を含む成形機械の一つの型部分にフォーム材料のシートを配置するステップと、
前記一つの型部分に向ってもう一つの型部分を合わせることによって前記成形機械を閉鎖するステップであり、前記もう一つの型部分が、前記第一の記述した成形面に対してほぼ相補的な形状の成形面を有し、そして、それらの間に、前記シート材料が位置決めされる、閉鎖するステップと、
その互いに合わせることは、それによって、熱と共同して、前記シートに不変のカップ形状をもたらす成形力に前記フォーム施し、
フォーム材料の第二のシートを前記フォーム材料の第一の記述したシートの主要表面の一つに積層するステップと
を備えている、ブレストカップ構造を製造する方法。 - 前記フォーム材料の第二のシートの前記第一の記述したシートへの前記積層は、前記第一のシートに近接して前記第二のシートを配置し、そして、前記第二のシートおよび前記第一のシートを互いに押圧する成形力を印加することによって達成され、そして、熱の印加および押圧の適切な滞留時間で、それによって、前記第一のシートおよび第二のシートを互いに接着する、請求項11記載の方法。
- 積層することが、前記第一の型半割りおよび第二の型半割りの使用によって達成される、請求項11記載の方法。
- 前記第一のシートおよび第二のシートを積層する前に、ワイヤ入り構造が、前記第一のシートおよび第二のシートの中間に供給される、請求項11記載の方法。
- 前記積層後、その第一のシートおよび第二のシートが、所望の周辺形状にトリミングされる、請求項11記載の方法。
- ブラジャーを作る方法であって、
二つの予め形成した(シームレスが好ましい)ブレストカップの形をとり、そして、ブラジャーコアを画定するために、各カップの下方領域において、各ブレストカップをチェストバンドに固定するステップと、
ファブリックの二つのシートの間に前記二つのブレストカップと前記チェストバンドとをサンドイッチし、そして、そのファブリックを前記コアに接着するステップと
を備えている、方法。 - 前記二つのシートのそれぞれが、接着剤によって、あるいは、接着成形によって前記ブラジャーコアの両側に固定される、請求項16記載の方法。
- 前記ファブリックシートの第一が、一つまたは前記第一の型部分の一つまたは複数の成形面に配置され、その後、前記ブラジャーコアが、前記ファブリックに配置され、その後、前記ファブリックシートの前記第二が、前記ブラジャーコア全体にわたり配置され、前記第一の成形部分のすべての層が、第二の成形部分によって互いに押圧され、前記コアと前記ファブリックシートとの間への熱の印加および/または接着剤により、その後、前記ファブリックを前記コアの外側表面に接着する、請求項16記載の方法。
- 前記ショルダーストラップおよび前記バッククラスプの前記接着が、超音波接合によって達成される、請求項16記載の方法。
- 前記チェストバンドおよび前記ブレストカップそれぞれが固定される前記領域において、前記第一のシート、前記第二のシートおよび前記チェストバンドのオーバーラップする部分があり、それに沿って、それらの間のステッチが、カップをバンドに結合する、請求項16記載の方法。
- ブラジャーであって、
それぞれが人のブレストを支えるために、カップ形状の二つのブレストカップを含むブラジャーコアであり、各ブレストカップが、チェストバンドに結合され、前記チェストバンドが、人のチェストまわりに伸びることが可能であり、そして、クリップを固定する末端部を有している、ブラジャーコアと、
前記ブラジャーコアの各側に接着されるファブリックの層であり、前記層それぞれが、連続的なシートからなり、その輪郭にブラジャーコアが形成される、ファブリックの層と
を備えている、ブラジャー。 - 前記ファブリックの層それぞれが、ブラジャーコアと同一の広がりをもつ、請求項21記載の方法。
- 前記ブラジャーが、その周辺において、超音波接合される、請求項21記載の方法。
- 請求項16記載の方法により作られる種類のブラジャー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119615A JP2005299039A (ja) | 2004-04-14 | 2004-04-14 | ブラジャー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119615A JP2005299039A (ja) | 2004-04-14 | 2004-04-14 | ブラジャー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005299039A true JP2005299039A (ja) | 2005-10-27 |
Family
ID=35330935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119615A Pending JP2005299039A (ja) | 2004-04-14 | 2004-04-14 | ブラジャー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005299039A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1872674A1 (en) * | 2006-06-30 | 2008-01-02 | Regina Miracle International Limited | Brassiere |
| JP2011157669A (ja) * | 2010-02-03 | 2011-08-18 | Bragel Internatl Inc | ブラジャー |
| WO2012121204A3 (ja) * | 2011-03-08 | 2012-11-08 | グンゼ株式会社 | カップ部を備えた女性用衣類及び女性用衣類の製造方法 |
| CN105015137A (zh) * | 2015-07-10 | 2015-11-04 | 苏州美山子制衣有限公司 | 拼接式模杯面布的制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS517120U (ja) * | 1974-07-02 | 1976-01-19 | ||
| JPS58192919U (ja) * | 1982-06-17 | 1983-12-22 | タキロン株式会社 | 女性用水着等の胸部整容芯材 |
| JPH0380719U (ja) * | 1989-12-11 | 1991-08-19 | ||
| JP2001200403A (ja) * | 2000-01-18 | 2001-07-27 | Triumph International (Japan) Ltd | バスト部パッド |
| WO2004002248A2 (en) * | 2002-07-01 | 2004-01-08 | Sara Lee Corporation | Methods of making cotton blend glue brassieres |
-
2004
- 2004-04-14 JP JP2004119615A patent/JP2005299039A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS517120U (ja) * | 1974-07-02 | 1976-01-19 | ||
| JPS58192919U (ja) * | 1982-06-17 | 1983-12-22 | タキロン株式会社 | 女性用水着等の胸部整容芯材 |
| JPH0380719U (ja) * | 1989-12-11 | 1991-08-19 | ||
| JP2001200403A (ja) * | 2000-01-18 | 2001-07-27 | Triumph International (Japan) Ltd | バスト部パッド |
| WO2004002248A2 (en) * | 2002-07-01 | 2004-01-08 | Sara Lee Corporation | Methods of making cotton blend glue brassieres |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1872674A1 (en) * | 2006-06-30 | 2008-01-02 | Regina Miracle International Limited | Brassiere |
| CN100506094C (zh) * | 2006-06-30 | 2009-07-01 | 维珍妮国际企业有限公司 | 胸罩 |
| JP2011157669A (ja) * | 2010-02-03 | 2011-08-18 | Bragel Internatl Inc | ブラジャー |
| WO2012121204A3 (ja) * | 2011-03-08 | 2012-11-08 | グンゼ株式会社 | カップ部を備えた女性用衣類及び女性用衣類の製造方法 |
| JP6081351B2 (ja) * | 2011-03-08 | 2017-02-15 | グンゼ株式会社 | カップ部を備えた女性用衣類及び女性用衣類の製造方法 |
| CN105015137A (zh) * | 2015-07-10 | 2015-11-04 | 苏州美山子制衣有限公司 | 拼接式模杯面布的制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6805610B2 (en) | Brassiere | |
| JP3119827U (ja) | 改良したブラジャー | |
| JP3162257U (ja) | クッション付きブラジャー | |
| US7179150B2 (en) | Brassiere | |
| JP3135406U (ja) | ブラジャー | |
| US6824444B2 (en) | Brassieres | |
| US8262434B2 (en) | Method of molding a breast-receiving cup for a garment | |
| EP1872674B1 (en) | Brassiere | |
| US20080090491A1 (en) | Uplift brassiere | |
| US20060281389A1 (en) | Brassiere | |
| JPS59216903A (ja) | ブラジャ−およびその製造方法 | |
| AU2005227875B2 (en) | Bra pad construction | |
| KR20130141423A (ko) | X 모양의 브래지어 지지물 및 이를 포함하는 브래지어 | |
| CA2587876C (en) | Spot fused foam cup | |
| US8888555B2 (en) | Method for joining fabric panels and manufacturing brassieres | |
| CN201076018Y (zh) | 一种模制的无缝胸罩 | |
| US7722432B2 (en) | Method for molding lofted material with decorative support panel and garment made | |
| CN101267751A (zh) | 多层单件式胸罩部件及其制造方法 | |
| JP2005299039A (ja) | ブラジャー | |
| JP3114959U (ja) | ブラジャー | |
| WO2007143928A1 (en) | Method for joining fabric panels and manufacturing brassieres | |
| TWI316848B (ja) | ||
| JP3134850U (ja) | ブラジャー | |
| CN101095558A (zh) | 改进的胸罩 | |
| HK1086456A (en) | An improved brassiere |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090908 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091127 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091225 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100118 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100511 |