JP2005297322A - トグルクランプおよびトグルクランプを備える成形治具 - Google Patents
トグルクランプおよびトグルクランプを備える成形治具 Download PDFInfo
- Publication number
- JP2005297322A JP2005297322A JP2004115556A JP2004115556A JP2005297322A JP 2005297322 A JP2005297322 A JP 2005297322A JP 2004115556 A JP2004115556 A JP 2004115556A JP 2004115556 A JP2004115556 A JP 2004115556A JP 2005297322 A JP2005297322 A JP 2005297322A
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- clamp arm
- toggle
- article
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 25
- 230000006835 compression Effects 0.000 claims abstract description 17
- 238000007906 compression Methods 0.000 claims abstract description 17
- 229920005989 resin Polymers 0.000 claims description 47
- 239000011347 resin Substances 0.000 claims description 47
- 239000004615 ingredient Substances 0.000 claims 1
- 238000010521 absorption reaction Methods 0.000 abstract 1
- 230000001105 regulatory effect Effects 0.000 abstract 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 7
- 239000004626 polylactic acid Substances 0.000 description 7
- 238000002425 crystallisation Methods 0.000 description 4
- 230000008025 crystallization Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 238000007142 ring opening reaction Methods 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
【課題】クランプ圧力の微調整が可能で、且つ厚み誤差を吸収可能なトグルクランプを提供する。
【解決手段】トグルクランプ1のクランプアーム4は、一端にクランプアーム4からほぼ垂直に延びる出力ロッド20を備えており、出力ロッド20は、クランプ方向に伸縮するばね部材41を介して物品に接触する接触部35を有し、且つクランプ時におけるばね部材41の圧縮量を調節可能であることを特徴とする。ばね部材41のクランプ時の圧縮量を調節することによってクランプ圧力を所望の値とすることができる。ばねによって加えられる力(圧力)Fは、圧縮量に比例するため、従来のトグルクランプで接触部の位置を調節して圧力を調整する場合に比して、調整代が増幅されているため、微調整が容易である。また、ばね部材41の圧縮により物品の厚み誤差、例えば位置ずれを吸収してクランプすることができる。
【選択図】 図1
【解決手段】トグルクランプ1のクランプアーム4は、一端にクランプアーム4からほぼ垂直に延びる出力ロッド20を備えており、出力ロッド20は、クランプ方向に伸縮するばね部材41を介して物品に接触する接触部35を有し、且つクランプ時におけるばね部材41の圧縮量を調節可能であることを特徴とする。ばね部材41のクランプ時の圧縮量を調節することによってクランプ圧力を所望の値とすることができる。ばねによって加えられる力(圧力)Fは、圧縮量に比例するため、従来のトグルクランプで接触部の位置を調節して圧力を調整する場合に比して、調整代が増幅されているため、微調整が容易である。また、ばね部材41の圧縮により物品の厚み誤差、例えば位置ずれを吸収してクランプすることができる。
【選択図】 図1
Description
本発明は、物品を把持するためのトグルクランプに関し、特に、樹脂成形中に樹脂を把持するのに好適なトグルクランプ及び治具に関する。
近年、非石油資源に由来する材料の利用が進められており、例えば、熱可塑性樹脂においては生物資源からの大量生産が可能なポリ乳酸は、ポリエチレンやポリプロピレンなどの代替として注目されている。ポリ乳酸は、その成形、加工の点では上記従来の樹脂と同様にして利用できるが、製品における耐熱性が低いことが問題となる場合がある。この問題に対しては、製品中のポリ乳酸の結晶化度を向上させることによりある程度対処することができ、結晶化度を向上させるためにポリ乳酸を溶融状態から固化させるときに所定の温度に保持して結晶化を促す方法がある(例えば、特許文献1参照。)。
ポリ乳酸の結晶化処理は所定時間を要するため、成形体では、成形型から成形体を出して結晶化処理することが好ましいが、冷却時の樹脂の圧縮による変形を抑制するための対策が必要である。このため、例えば、成形体の外周をクランプによって押さえることが考えられるが、結晶化処理時、ポリ乳酸は軟化状態であるため、強い圧力でクランプすると成形品に跡が残ってしまう。したがって、クランプにおいてクランプ圧力の調整が必要となるが、軟化状態の樹脂、特に表皮が一体化されている樹脂に跡を残さないためには、例えば、150g/cm2以下という微小な単位での調整が必要となる。また、成形効率の観点から、成形体を精密に所定の位置におく手間がないことが好ましく、位置ずれやそれに伴う厚み誤差にも対応できる柔軟性を備えることが好ましい。なお、特許文献2に開示されているトグルクランプでは、出力ロッドがエアシリンダを介してクランプアームに取り付けされており、クランプされる部品の位置ずれ(厚み誤差)を解消してクランプ可能であるが、クランプ厚みによって把持圧力が大きく変化してしまう。
また、ポリ乳酸の結晶化処理において成形体を型から取り出して放置すると、自重による撓みにより変形してしまうおそれもある。
また、ポリ乳酸の結晶化処理において成形体を型から取り出して放置すると、自重による撓みにより変形してしまうおそれもある。
そこで、本発明では、クランプ圧力の微調整が可能で、且つ厚み誤差を吸収可能なトグルクランプを提供することを課題とする。
また、本発明では、軟化状態の成形体を良好に保持して変形を抑制できる成形治具を提供することを課題とする。
また、本発明では、軟化状態の成形体を良好に保持して変形を抑制できる成形治具を提供することを課題とする。
上記課題を解決するための手段として、本発明の第1発明は、ベース部材と、クランプアームと、操作レバーとを備えるトグルクランプであって、前記クランプアームは、一端に当該クランプアームからほぼ垂直に延びる出力ロッドを備えるとともに、他端でベース部材に回動自在に連結され、前記操作レバーは、一端が把持可能に形成されるとともに、他端側で前記ベース部材と前記クランプアームとに少なくとも一つのリンク機構を介して連結されてトグル機構を構成し、当該操作レバーの回動によって前記クランプアームが回動して物品をクランプ可能なクランプ位置とクランプが解除される解除位置とに切り替え可能に設けられており、前記出力ロッドは、クランプ方向に伸縮するばね部材を介して物品に接触する接触部を有し、且つクランプ時における前記ばね部材の圧縮量を調節可能であることを特徴とするトグルクランプを提供する。
この発明によれば、ばね部材のクランプ時の圧縮量を調節することによってクランプ圧力を所望の値とすることができる。特に、ばねによって加えられる力(圧力)Fは、ばね定数をk、圧縮量(ばね変形量)xとしたとき、F=kxと、圧縮量に比例する。このため、従来のトグルクランプで接触部の位置を調節して圧力を調整する場合に比して、調整代が増幅される。したがって、圧縮量の調整により、精密な、より小さい単位での圧力調整が可能であり、微調整も容易である。また、使用されるばね部材のばね定数により、種々のクランプ圧力を達成することができる。したがって、このトグルクランプでは、容易に且つより精密にクランプ圧力を調節できる。また、ばね部材の圧縮により物品の厚み誤差、例えば位置ずれを吸収してクランプすることができる。
また、本発明の第2発明は、第1発明において、前記接触部を、クランプアームの解除位置においてクランプ時とほぼ同じ位置に保持可能であることを特徴とする。
この発明によれば、物品をクランプしていない時にも、接触部がクランプ時とほぼ同じ位置に位置するため、クランプアームが解除位置からクランプ位置まで回動されるときに、接触部がより早い段階で物品に接触して擦れることを抑制して、物品を所定の位置でクランプすることができる。したがって、このトグルクランプでは、クランプ動作及びクランプ解除動作中に接触部が物品を損傷することが良好に回避される。
また、本発明の第3発明は、第1または第2発明において、前記出力ロッドは、前記ばね部材の一端が圧接される押え部と、押え部の前記クランプアームに対するクランプ方向の位置を調節可能な調節具とを有し、前記接触部は、板状のプレート部材に形成されるとともに、当該プレート部材から延びるシャフトを介してクランプアームに一体化され、前記ばね部材は、前記シャフトに通されて一端が前記押え部に、他端が前記プレート部材に圧接されるコイルばねに形成されていることを特徴とする。
この発明によれば、押え部のクランプに対する位置を調節することにより、クランプ時におけるばね部材の圧縮量を調節することができる。また、ばね部材はシャフトによって圧縮方向がガイドされており、物品にはプレート部材が接触するため、接触部により物品に均一なクランプ圧力が加えられる。したがって、このトグルクランプでは、簡単な構成で、且つ簡単な操作でクランプ圧力を調節することができる。
また、本発明の第4発明は、軟化状態の樹脂成形体の立体形状を維持して保持可能な成形治具であって、前記樹脂成形体の凹凸面とほぼ同一面を成すように延びる線条部材から構成され、この線条部材は水平で互いに直行する2方向において所定の間隔で位置している面受け部と、前記面受け部の外周に沿って配置され、前記線条部材との間で前記樹脂成形体をクランプする第1発明から第3発明のいずれかのトグルクランプとを備えることを特徴とする成形治具を提供する。
この発明によれば、面受け部は、線条部材で形成されているため、樹脂成形体との接触面積が軽減されて面受け部による温度規制が少なくなっている。また、線条部材は、保持される樹脂成形体の凹凸面と同一面を成し、且つ水平で互いに直行する2方向に所定の間隔で位置するため、より確実に樹脂成形体の自重によるたれや、冷却される場合の樹脂の収縮を抑制できる。そして、外周に設けられたトグルクランプは、クランプ圧力を微小に設定可能、且つ微調整が容易で、位置ずれによる厚み誤差を吸収できるため、軟化状態の樹脂成形体にクランプ跡が残らないクランプ圧力で良好に樹脂成形体を保持することができる。したがって、この成形治具では、軟化状態の樹脂成形体を所定の形状に良好に保持することができる。
この発明によれば、ばね部材のクランプ時の圧縮量を調節することによってクランプ圧力を所望の値とすることができる。特に、ばねによって加えられる力(圧力)Fは、ばね定数をk、圧縮量(ばね変形量)xとしたとき、F=kxと、圧縮量に比例する。このため、従来のトグルクランプで接触部の位置を調節して圧力を調整する場合に比して、調整代が増幅される。したがって、圧縮量の調整により、精密な、より小さい単位での圧力調整が可能であり、微調整も容易である。また、使用されるばね部材のばね定数により、種々のクランプ圧力を達成することができる。したがって、このトグルクランプでは、容易に且つより精密にクランプ圧力を調節できる。また、ばね部材の圧縮により物品の厚み誤差、例えば位置ずれを吸収してクランプすることができる。
また、本発明の第2発明は、第1発明において、前記接触部を、クランプアームの解除位置においてクランプ時とほぼ同じ位置に保持可能であることを特徴とする。
この発明によれば、物品をクランプしていない時にも、接触部がクランプ時とほぼ同じ位置に位置するため、クランプアームが解除位置からクランプ位置まで回動されるときに、接触部がより早い段階で物品に接触して擦れることを抑制して、物品を所定の位置でクランプすることができる。したがって、このトグルクランプでは、クランプ動作及びクランプ解除動作中に接触部が物品を損傷することが良好に回避される。
また、本発明の第3発明は、第1または第2発明において、前記出力ロッドは、前記ばね部材の一端が圧接される押え部と、押え部の前記クランプアームに対するクランプ方向の位置を調節可能な調節具とを有し、前記接触部は、板状のプレート部材に形成されるとともに、当該プレート部材から延びるシャフトを介してクランプアームに一体化され、前記ばね部材は、前記シャフトに通されて一端が前記押え部に、他端が前記プレート部材に圧接されるコイルばねに形成されていることを特徴とする。
この発明によれば、押え部のクランプに対する位置を調節することにより、クランプ時におけるばね部材の圧縮量を調節することができる。また、ばね部材はシャフトによって圧縮方向がガイドされており、物品にはプレート部材が接触するため、接触部により物品に均一なクランプ圧力が加えられる。したがって、このトグルクランプでは、簡単な構成で、且つ簡単な操作でクランプ圧力を調節することができる。
また、本発明の第4発明は、軟化状態の樹脂成形体の立体形状を維持して保持可能な成形治具であって、前記樹脂成形体の凹凸面とほぼ同一面を成すように延びる線条部材から構成され、この線条部材は水平で互いに直行する2方向において所定の間隔で位置している面受け部と、前記面受け部の外周に沿って配置され、前記線条部材との間で前記樹脂成形体をクランプする第1発明から第3発明のいずれかのトグルクランプとを備えることを特徴とする成形治具を提供する。
この発明によれば、面受け部は、線条部材で形成されているため、樹脂成形体との接触面積が軽減されて面受け部による温度規制が少なくなっている。また、線条部材は、保持される樹脂成形体の凹凸面と同一面を成し、且つ水平で互いに直行する2方向に所定の間隔で位置するため、より確実に樹脂成形体の自重によるたれや、冷却される場合の樹脂の収縮を抑制できる。そして、外周に設けられたトグルクランプは、クランプ圧力を微小に設定可能、且つ微調整が容易で、位置ずれによる厚み誤差を吸収できるため、軟化状態の樹脂成形体にクランプ跡が残らないクランプ圧力で良好に樹脂成形体を保持することができる。したがって、この成形治具では、軟化状態の樹脂成形体を所定の形状に良好に保持することができる。
本発明によれば、クランプ圧力の微調整が可能で、且つ厚み誤差を吸収可能なトグルクランプを提供することにより、種々の物品を所望のクランプ圧力で保持することができ、また、厚み誤差が吸収されるため、物品の設置精度を低めに設定することができる。
また、本発明では、軟化状態の成形体を良好に保持して変形を抑制できる成形治具を提供することにより、軟化状態の成形体を型から取り出して所望の処理、加工を施すことができる。
また、本発明では、軟化状態の成形体を良好に保持して変形を抑制できる成形治具を提供することにより、軟化状態の成形体を型から取り出して所望の処理、加工を施すことができる。
以下に本発明を実施するための最良の形態を図面を用いて説明する。
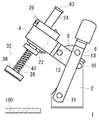
本発明の一実施形態に係るトグルクランプを、図1から図4を参照して説明する。トグルクランプ1は、ベース部材2と、それぞれ一端でベース部材2に回動自在に連結されたクランプアーム4と操作レバー6とを備えており、クランプアーム4と操作レバー6とがリンク8によって連結されている。
本発明の一実施形態に係るトグルクランプを、図1から図4を参照して説明する。トグルクランプ1は、ベース部材2と、それぞれ一端でベース部材2に回動自在に連結されたクランプアーム4と操作レバー6とを備えており、クランプアーム4と操作レバー6とがリンク8によって連結されている。
ベース部材2は、本実施形態では互いに平行に配置される2枚の板状部材で構成されている。ベース部材2の板状部材は、下端が互いに外側にほぼ同一面上を延びる固定部に形成されており、固定部からほぼ垂直に互いに平行に延びる部分は、固定部を底辺とする直角三角形状に形成されている。
クランプアーム4は、本実施形態では互いに平行に配置される2枚の板状部材で構成されている。クランプアーム4は、図1の方向における上面視において略Y字状に形成されており、各板状部材は、中間部分で対称的に曲げ成形されて、一端側における板状部材どうしの間隔が他端側における板状部材どうしの間隔よりも広くなるように形成されている。クランプアーム4のより幅広の端部には、後述する出力ロッド20が装着されている。また、クランプアーム4のより幅の狭い端部は、ベース部材2の2枚の板状部材の間に挿入されてベース部材2の上部、すなわち三角形状の頂点部分にボルト10等によって連結されている。クランプアーム4は、このボルト10を中心に回動可能となっている。
操作レバー6は、本実施形態では互いに平行な2枚の板状部材で構成されている。操作レバー6は、図1の方向における側面視において略Y字状に形成されており、各板状部材は中間部分で対称的に曲げ成形されて、一端における板状部材どうしの間隔が、他端側における板状部材どうしの間隔より小さくなるように形成されている。操作レバー6は、より幅広の部分においてベース部材2及びクランプアーム4の中間部分を挟んで互いに平行に配置されており、より幅広な一端でベース部材2の下部にボルト11等によって連結されている。操作レバー6は、このボルト11を中心に回動可能となっている。操作レバー6のより幅の狭い端部側では、2枚の板状部材が隣接しており、樹脂製のカバー7が被せられて把持部に形成されている。
操作レバー6とクランプアーム4とは、リンク8によって連結されており、これによりトグル機構が構成されている。リンク8は、互いに平行に配置される2枚の板状部材で構成されており、クランプアーム4の2枚の板状部材の間に位置している。図1に示すように、リンク8の一端は、クランプアーム4の中間部分にボルト12によって、他端は操作レバー6のクランプアームより上の部分にボルト13によって、それぞれ回動自在に連結されている。リンク8は、図1に示すようなクランプアーム4がほぼ水平に延びるクランプ位置において、操作レバー6の回動中心(ボルト11)とリンク8の各回動中心(ボルト12とボルト13)とがほぼ同一直線上に位置するように設定されている。
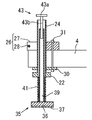
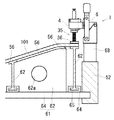
出力ロッド20は、クランプ時に鉛直に延びるようにクランプアーム4に固定されており、ばね部材41を介してクランプアーム4に取り付けられる接触部35を備えている。本実施形態の出力ロッド20は、押え部22を備えるシリンダ24と、調節具26と、接触部35と、ばね部材41と、ストッパ43とを備える。
シリンダ24は、いわゆるパイプであり、クランプアーム4の端部にクランプアーム4に対して垂直に延びるように調節具26によって固定されている。図1,2に示すように、シリンダ24の下端に、シリンダ24の外周から矩形板状に突出する押え部22が一体に設けられている。
調節具26は、押え部22のクランプ方向の位置を調節可能な部材であり、本実施形態では、シリンダ24を位置調節可能に固定する支柱クランプによって形成されている。調節具26は、シリンダ24の外周を包囲して締め付けることによりシリンダ24を固定でき、図1に示すように、一端が開放された開環リング27と開放端どうしを連結し所望の間隔まで締め付け可能な締め付けボルト28とを備える。調節具26は、クランプアーム4の上面に沿って配置され、クランプアーム4の下面に配置したワッシャ30とピン31とによってクランプアーム4に固定されている。
調節具26は、押え部22のクランプ方向の位置を調節可能な部材であり、本実施形態では、シリンダ24を位置調節可能に固定する支柱クランプによって形成されている。調節具26は、シリンダ24の外周を包囲して締め付けることによりシリンダ24を固定でき、図1に示すように、一端が開放された開環リング27と開放端どうしを連結し所望の間隔まで締め付け可能な締め付けボルト28とを備える。調節具26は、クランプアーム4の上面に沿って配置され、クランプアーム4の下面に配置したワッシャ30とピン31とによってクランプアーム4に固定されている。
接触部35は、図2に示すように、プレート部材36とプレート部材36から延びるシャフト39とを備えている。プレート部材36は、クランプ時に物品に接触する面を形成しており、本実施形態では正方形状の板によって形成されている。プレート部材36の物品接触面には、好ましくは干渉部材37が付与される。干渉部材37は、プレート部材36より柔軟な素材であり、編物、織物、不織布、圧延シートなど種々のシートを用いることができる。また、物品接触面が粗面に形成されていると、クランプ跡が形成された場合も目立ちにくい。例えば、発泡層とエンボス加工が施された表皮層とを備える表皮シートを用いることができる。シャフト39は、プレート部材36の物品と接触する面と反対の面から垂直に延びる長軸部材で、本実施形態ではシリンダ24の内径より小さい外径を有する管状に形成されている。接触部35は、シャフト39がシリンダ24内に挿入されており、ストッパ43によってシリンダ24内に保持される。
ストッパ43は、接触部35を出力ロッド20に一体化する部材であり、本実施形態では、シャフト39がシリンダ24から抜け落ちるのを防ぐ抜け止め部材によって形成されている。ストッパ43は、図2に示すように、頭部43aがシリンダ24の内径より大きい径を有するボルトによって形成されており、軸部43bに付与されている雄ねじ(図示せず)に対応する雌ねじ(図示せず)が接触部35のシャフト39の内面に形成されており、ねじ込みによって接触部35に固定されている。
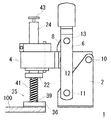
本実施形態におけるストッパ43は、シャフト39へのねじ込み量を変えることによって、ストッパ43の頭部43aからプレート部材36までの距離を変えることができる。このため、シリンダ24のクランプ方向の位置とは独立して接触部35、すなわちプレート部材36のクランプ方向の位置を調節することができ、クランプアームの解除位置においてクランプ時とほぼ同じ位置に保持することもできる。すなわち、図3に示すように、クランプが解除されている状態においても、接触部35のプレート部材36をクランプ時とほぼ同じ位置に配置することができる。この構成により、クランプ動作時に物品にプレート部材36の角が圧接されて物品が損傷することを防ぐことができ。なお、プレート部材36の解除状態における位置は、クランプ時よりも若干下方に突出する位置であると、物品にクランプ圧力を徐々に加えることができるとともに、物品の厚みが標準よりも薄い場合にもクランプすることができ、好ましい。
本実施形態におけるストッパ43は、シャフト39へのねじ込み量を変えることによって、ストッパ43の頭部43aからプレート部材36までの距離を変えることができる。このため、シリンダ24のクランプ方向の位置とは独立して接触部35、すなわちプレート部材36のクランプ方向の位置を調節することができ、クランプアームの解除位置においてクランプ時とほぼ同じ位置に保持することもできる。すなわち、図3に示すように、クランプが解除されている状態においても、接触部35のプレート部材36をクランプ時とほぼ同じ位置に配置することができる。この構成により、クランプ動作時に物品にプレート部材36の角が圧接されて物品が損傷することを防ぐことができ。なお、プレート部材36の解除状態における位置は、クランプ時よりも若干下方に突出する位置であると、物品にクランプ圧力を徐々に加えることができるとともに、物品の厚みが標準よりも薄い場合にもクランプすることができ、好ましい。
ばね部材41は、伸縮可能な部材であり、典型的にはコイルばねである。ばね部材41は、本実施形態では、接触部35のシャフト39に通されてプレート部材36の上面と押え部22との間で圧縮されている。
このトグルクランプ1を用いて物品をクランプするには、まず、押え部22の位置を調節してクランプ圧力を調節する。押え部22の位置は、装着されているばね部材41のばね定数から所望のばね部材41の圧縮量を求め、物品をクランプするときのプレート部材36の高さ位置から押え部22までの距離を、求めた圧縮量におけるばね部材41の長さとなるように調節する。また、このとき、押え部22の位置、すなわちシリンダ24の高さに合わせてストッパ43の位置を調節し、解除状態において、図3に示すように、クランプ時よりもわずかに接触部35が下方に突出するようにする。
次に、図3に示すように物品100をトグルクランプ1のクランプアーム4の下方に配置し、操作レバー6を図3に示す位置から図4に示す位置まで回動させる。これにより、クランプアーム4は、操作レバー6とリンク8とで形成されるトグル機構によって、クランプ位置に安定に保持される。クランプアーム4が回動すると、クランプ位置の直前で、物品100に接触部35が接触する。このとき、プレート部材36は、面接触に近い状態で物品100に軽く触れる。クランプ圧力は、この後クランプアーム4がクランプ位置に至るまで徐々に増加し、クランプ位置では、予め設定したクランプ圧力となりクランプが完了する。
このトグルクランプ1による物品100のクランプを解除する場合は、操作レバー6を図4に示す位置から図3に示す位置まで回動させることにより、クランプ動作のときと逆の動作が起こり、物品100のクランプを解除することができる。
このトグルクランプ1による物品100のクランプを解除する場合は、操作レバー6を図4に示す位置から図3に示す位置まで回動させることにより、クランプ動作のときと逆の動作が起こり、物品100のクランプを解除することができる。
このトグルクランプ1によれば、従来と同様のベース部材2、クランプアーム4、操作レバー6を用いて、クランプ圧力の調整代が大きく、簡単にクランプ圧力を細かく調整することができるトグルクランプとなっている。特に、ばね部材を介して接触部35を設けるとともに、接触部35を予めクランプ時とほぼ同じ位置までばね部材を圧縮させて保持することができるため、クランプ動作及びクランプ解除動作も従来と同様の方法でよく、簡単である。さらに、ばね部材によって物品100の厚み誤差を吸収してクランプすることも可能であるため、物品の設置もより精密な位置決めを必要とせず、簡単である。
また、ばね部材41を種々に変更することにより、様々な物品100への対応が可能であり、種々のクランプ圧力において精密な設定をしたり、柔軟性を持たせることができる。例えば、ばね定数が異なるばね部材41を用いることにより、同一のクランプにおいて10倍以上のクランプ圧力を発揮させることができる。また、例えば、ばね定数が小さく、比較的長いばね部材を用いることにより、厚み誤差が大きい物品100についても、厚みの違いによるクランプ圧力の変化をより小さくすることができる。
次に、本発明に係る成形治具の一実施の形態について、図5,6を参照して説明する。
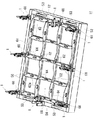
図5に示す成形治具51は、ほぼ平板状で、表面に複雑な凹凸形状を有する樹脂成形体101を軟化状態において、その形状を安定に維持して保持できるものである。成形治具51は、枠体52と、複数の線条部材61より成る面受け部54と、複数のトグルクランプ1とを備えている。
図5に示す成形治具51は、ほぼ平板状で、表面に複雑な凹凸形状を有する樹脂成形体101を軟化状態において、その形状を安定に維持して保持できるものである。成形治具51は、枠体52と、複数の線条部材61より成る面受け部54と、複数のトグルクランプ1とを備えている。
枠体52は、保持しようとする樹脂成形体101の外郭に沿う形状に形成され、線条部材61とトグルクランプ1とが所定の位置関係となるように設置される部材である。本実施形態では、枠体52は、長方形状の空間を備える枠に形成されており、各辺は、断面長方形の同一の材によって形成されている。
なお、図5において、枠体52の左右両対辺部分の上面には、持ち運び用の取っ手53が複数設けられている。
なお、図5において、枠体52の左右両対辺部分の上面には、持ち運び用の取っ手53が複数設けられている。
面受け部54は、図6に示すように、軟化状態の樹脂成形体101の凹凸面に沿って樹脂成形体101に接触して受ける部材であり、樹脂成形体101に接触する部位が線条56、すなわち細幅で所定方向に連続する形状となっている。樹脂成形体101に接触する線条56は、水平、すなわち重力を垂直に受ける面において互いに直行する2方向において所定の間隔で存在する。これにより、樹脂成形体101全体の重みをより均等に分散させて保持することができ、特定の部位のみに樹脂成形体101の荷重がより強くかかって面受け部54の跡が樹脂成形体101についたり、部分的にたれが発生したりすることを防ぐことができる。線条56の走行形態は、この条件において、特に限定されず、格子状や波状などに形成することができ、例えば、格子状では、格子の空間が正方形、長方形、平行四辺形、あるいは曲線を伴う種々の形状に設定することができる。
また、面受け部54は、限定されるものではないが、樹脂成形体101に接触しない部分は空隙とされることが好ましい。この構成により、面受け部54と樹脂成形体101との間の空間を良好に開放することができ、樹脂成形体101の面受け部54に接触する面とその反対の面での温度条件が面受け部54によって変化することを抑制することができる。したがって、面受け部54の線条56は、チューブや針金などの実質的に線状の部材や、厚み部分が線条56を構成するパネルなどによって形成されることが好ましい。
また、面受け部54は、限定されるものではないが、樹脂成形体101に接触しない部分は空隙とされることが好ましい。この構成により、面受け部54と樹脂成形体101との間の空間を良好に開放することができ、樹脂成形体101の面受け部54に接触する面とその反対の面での温度条件が面受け部54によって変化することを抑制することができる。したがって、面受け部54の線条56は、チューブや針金などの実質的に線状の部材や、厚み部分が線条56を構成するパネルなどによって形成されることが好ましい。
本実施形態では、面受け部54は、複数の線条部材61によって構成されている。線条部材61は、図6に示すように、パネル62と基台64とから構成されている。
パネル62は、下端が直線状に形成され、上端が、それぞれ取り付けられる枠体52の位置に対応する樹脂成形体101の凹凸面に沿う曲線に形成されている。パネル62は、上下両端の厚みが増大されているI字状に形成されており、これにより線条56を成す上端は、面で樹脂成形体101を受けることができる。また、下端は、基台64にはめ込まれて固定される接続部分に形成されている。なお、本実施形態のパネル62には、所定の間隔で貫通穴62aが設けられており、パネル62によって仕切られる空間どうしにおける空気の移動をよりスムーズにしている。
基台64は、図6に示すように、パネル62の下端部分をパネル面に沿うスライドによってはめ込むことができる溝65を備える長軸部材である。基台64は、図5に示すように、枠体52に囲まれた空間を通って両端が枠体52に固定されている。本実施形態では、基台64は、枠体の各対辺にまたがって所定の間隔で固定されており、枠体52の空間に格子を形成している。
パネル62は、下端が直線状に形成され、上端が、それぞれ取り付けられる枠体52の位置に対応する樹脂成形体101の凹凸面に沿う曲線に形成されている。パネル62は、上下両端の厚みが増大されているI字状に形成されており、これにより線条56を成す上端は、面で樹脂成形体101を受けることができる。また、下端は、基台64にはめ込まれて固定される接続部分に形成されている。なお、本実施形態のパネル62には、所定の間隔で貫通穴62aが設けられており、パネル62によって仕切られる空間どうしにおける空気の移動をよりスムーズにしている。
基台64は、図6に示すように、パネル62の下端部分をパネル面に沿うスライドによってはめ込むことができる溝65を備える長軸部材である。基台64は、図5に示すように、枠体52に囲まれた空間を通って両端が枠体52に固定されている。本実施形態では、基台64は、枠体の各対辺にまたがって所定の間隔で固定されており、枠体52の空間に格子を形成している。
トグルクランプ1は、上述したとおりの構成であるため、説明を省略する。トグルクランプ1は、所定の間隔で、枠体52の上面に取り付けられており、クランプ時に接触部35のプレート部材36に線条部材61が対向する位置及び高さに取り付けられている。本実施形態では、トグルクランプ1は、図6に示すように台座68を介して枠体52に取り付けられている。また、枠体52の長辺側、すなわち図5における左右方向に延びる辺では、線条部材61の交点に対応する位置に、設置されている。この構成は、樹脂成形体101にかかる圧力をより良好に分散させることができ、好ましい。
この成形治具51を使用するには、プレス成形あるいは射出成形等によって熱可塑性材料を成形して樹脂成形体を得、固化させた後でこの成形治具51の面受け部54の凹凸面に樹脂成形体101の凹凸面を密着させるように載置する。次に、予めクランプ圧力を調整しておいたトグルクランプ1において、操作レバー6を回動させてクランプアーム4をクランプ位置まで回動させる。これにより、樹脂成形体101の端部を複数のトグルクランプ1でクランプでき、樹脂成形体101の保持が完了する。
この状態で、例えば、所定の温度に保たれた炉に放置したり、成形体に修飾、加工などを施したりすることができる。そして、典型的には、樹脂成形体が固化するまで冷却した後、トグルクランプ1のクランプを解除することで、成形治具51より樹脂成形体101を取り外すことができる。
この状態で、例えば、所定の温度に保たれた炉に放置したり、成形体に修飾、加工などを施したりすることができる。そして、典型的には、樹脂成形体が固化するまで冷却した後、トグルクランプ1のクランプを解除することで、成形治具51より樹脂成形体101を取り外すことができる。
この成形治具51は、面受け部54で樹脂成形体101の凹凸面に密着して、樹脂成形体101の重量を良好に分散させて保持するため、樹脂成形体101にかかる荷重がより均一且つ良好に軽減され、その立体形状が安定に維持される。また、樹脂成形体101の外周端は、所定の間隔でトグルクランプ1によってクランプされるため、樹脂成形体101がタレ等の変形のために位置ずれしたり、冷却に伴う樹脂の収縮によって縮んだりすることが良好に抑制され、変形が抑制、軽減される。
特に、トグルクランプ1を用いることにより、より弱いクランプ圧力において、より精密にクランプ圧力を調整してのクランプが可能であるため、クランプ跡の発生を良好に抑制して確実に保持することができる。また、トグルクランプ1は、厚み誤差の吸収も可能であるため、面受け部54へ樹脂成形体101の凹凸面を密着させる程度のセッティングにおいても確実にクランプすることができる。
本発明は、上記実施形態に限定されず、種々の変更、改良が可能である。
トグルクランプのトグル機構、すなわち、ベース部材、操作レバー、クランプアームの構成は、公知の種々の形態とすることができ、例えば、クランプアームの端部はベース部材に連結され、操作レバーは、リンクを介してベース部材に連結され、操作レバーの端部とクランプアームの中間とが直接連結される構成であっても良い。
また、出力ロッドの形状は、上記実施形態に限定されない。例えば、接触部を有底円筒状に形成して、その内部にばね部材が配置される構成であっても良い。この場合において、例えば、接触部を解除状態においてもクランプ位置とほぼ同じ位置に保持する部材は、円筒状の接触部の外周面に形成された貫通穴に挿入されたボルトによって形成され、クランプアーム側に固定されて接触部内に位置するシリンダの外周に当たって締め付け固定する構成とすることができる。
また、例えば、本実施形態において、押え部22をシリンダ24とは独立して位置調節可能に設けても良い。この場合、ストッパ43は、接触部35のシャフト39に完全に固定して設けられていても良い。この場合、予め固定された状態において、解除状態において接触部35がクランプ位置とほぼ同じ位置に保持される長さ関係に調整しておくことにより、接触部35は解除状態においてもクランプ時とほぼ同じ位置に保持される。
トグルクランプのトグル機構、すなわち、ベース部材、操作レバー、クランプアームの構成は、公知の種々の形態とすることができ、例えば、クランプアームの端部はベース部材に連結され、操作レバーは、リンクを介してベース部材に連結され、操作レバーの端部とクランプアームの中間とが直接連結される構成であっても良い。
また、出力ロッドの形状は、上記実施形態に限定されない。例えば、接触部を有底円筒状に形成して、その内部にばね部材が配置される構成であっても良い。この場合において、例えば、接触部を解除状態においてもクランプ位置とほぼ同じ位置に保持する部材は、円筒状の接触部の外周面に形成された貫通穴に挿入されたボルトによって形成され、クランプアーム側に固定されて接触部内に位置するシリンダの外周に当たって締め付け固定する構成とすることができる。
また、例えば、本実施形態において、押え部22をシリンダ24とは独立して位置調節可能に設けても良い。この場合、ストッパ43は、接触部35のシャフト39に完全に固定して設けられていても良い。この場合、予め固定された状態において、解除状態において接触部35がクランプ位置とほぼ同じ位置に保持される長さ関係に調整しておくことにより、接触部35は解除状態においてもクランプ時とほぼ同じ位置に保持される。
また、トグルクランプ1は、特に、上述したような軟化状態の樹脂成形体101を保持する処理で用いられる成形治具に好適であるが、例えば、各種測定におけるサンプルの保持など他の用途に用いても良いことはもちろんである。特に、圧縮によって厚みが塑性変形する物品や、表面に跡がつきやすい物品、あるいは、感圧部材など、圧力によって剥離等する部材の保持にも良好に使用することができる。
1 トグルクランプ
2 ベース部材
4 クランプアーム
6 操作レバー
7 カバー
8 リンク
10,11,12,13 ボルト
20 出力ロッド
22 押え部
24 シリンダ
26 調節具
27 開環リング
28 締め付けボルト
30 ワッシャ
31 ピン
35 接触部
36 プレート部材
37 干渉部材
39 シャフト
41 ばね部材
43 ストッパ
43a 頭部
43b 軸部
51 成形治具
52 枠体
53 取っ手
54 面受け部
56 線条
61 線条部材
62 パネル
62a 貫通穴
64 基台
65 溝
68 台座
100 物品
101 樹脂成形体
2 ベース部材
4 クランプアーム
6 操作レバー
7 カバー
8 リンク
10,11,12,13 ボルト
20 出力ロッド
22 押え部
24 シリンダ
26 調節具
27 開環リング
28 締め付けボルト
30 ワッシャ
31 ピン
35 接触部
36 プレート部材
37 干渉部材
39 シャフト
41 ばね部材
43 ストッパ
43a 頭部
43b 軸部
51 成形治具
52 枠体
53 取っ手
54 面受け部
56 線条
61 線条部材
62 パネル
62a 貫通穴
64 基台
65 溝
68 台座
100 物品
101 樹脂成形体
Claims (4)
- ベース部材と、クランプアームと、操作レバーとを備えるトグルクランプであって、
前記クランプアームは、一端に当該クランプアームからほぼ垂直に延びる出力ロッドを備えるとともに、他端でベース部材に回動自在に連結され、
前記操作レバーは、一端が把持可能に形成されるとともに、他端側で前記ベース部材と前記クランプアームとに少なくとも一つのリンク機構を介して連結されてトグル機構を構成し、当該操作レバーの回動によって前記クランプアームが回動して物品をクランプ可能なクランプ位置とクランプが解除される解除位置とに切り替え可能に設けられており、
前記出力ロッドは、クランプ方向に伸縮するばね部材を介して物品に接触する接触部を有し、且つクランプ時における前記ばね部材の圧縮量を調節可能であることを特徴とする、トグルクランプ。 - 前記接触部を、クランプアームの解除位置においてクランプ時とほぼ同じ位置に保持可能である、請求項1に記載のトグルクランプ。
- 前記出力ロッドは、前記ばね部材の一端が圧接される押え部と、押え部の前記クランプアームに対するクランプ方向の位置を調節可能な調節具とを有し、
前記接触部は、板状のプレート部材に形成されるとともに、当該プレート部材から延びるシャフトを介してクランプアームに一体化され、
前記ばね部材は、前記シャフトに通されて一端が前記押え部に、他端が前記プレート部材に圧接されるコイルばねに形成されている、請求項1または2に記載のトグルクランプ。 - 軟化状態の樹脂成形体の立体形状を維持して保持可能な成形治具であって、
前記樹脂成形体の凹凸面とほぼ同一面を成すように延びる線条部材から構成され、この線条部材は水平で互いに直行する2方向において所定の間隔で位置している面受け部と、
前記面受け部の外周に沿って配置され、前記線条部材との間で前記樹脂成形体をクランプする請求項1から3のいずれかに記載のトグルクランプとを備えることを特徴とする成形治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115556A JP2005297322A (ja) | 2004-04-09 | 2004-04-09 | トグルクランプおよびトグルクランプを備える成形治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115556A JP2005297322A (ja) | 2004-04-09 | 2004-04-09 | トグルクランプおよびトグルクランプを備える成形治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297322A true JP2005297322A (ja) | 2005-10-27 |
Family
ID=35329465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004115556A Pending JP2005297322A (ja) | 2004-04-09 | 2004-04-09 | トグルクランプおよびトグルクランプを備える成形治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297322A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106975835A (zh) * | 2017-04-26 | 2017-07-25 | 广东锐军智能设备有限公司 | 一种超声波焊接机 |
| IT202100012104A1 (it) * | 2021-05-11 | 2022-11-11 | Leonardo Spa | Attrezzo di test per verificare il profilo di un componente strutturale e metodo per testare la conformita' di un profilo di un componente strutturale ad una specifica tolleranza |
| CN118357758A (zh) * | 2024-06-13 | 2024-07-19 | 中建五局第三建设(深圳)有限公司 | 零部件加工夹持装置及其操作方法 |
-
2004
- 2004-04-09 JP JP2004115556A patent/JP2005297322A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106975835A (zh) * | 2017-04-26 | 2017-07-25 | 广东锐军智能设备有限公司 | 一种超声波焊接机 |
| IT202100012104A1 (it) * | 2021-05-11 | 2022-11-11 | Leonardo Spa | Attrezzo di test per verificare il profilo di un componente strutturale e metodo per testare la conformita' di un profilo di un componente strutturale ad una specifica tolleranza |
| WO2022238915A1 (en) * | 2021-05-11 | 2022-11-17 | LEONARDO S.p.A | Test tool for checking the profile of a structural component and method for testing the conformity of a profile of a structural component to a specific tolerance |
| CN118357758A (zh) * | 2024-06-13 | 2024-07-19 | 中建五局第三建设(深圳)有限公司 | 零部件加工夹持装置及其操作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5441998B2 (ja) | マスク支持体、マスクアセンブリ、及びマスク支持体とマスクを含むアセンブリ | |
| TWI543858B (zh) | 退火方法、退火冶具及退火裝置 | |
| KR200480660Y1 (ko) | 풍력 터빈 블레이드 몰드 측면 형상 조절 장치 | |
| KR20160076702A (ko) | 리필마찰교반점용접 장비 일체형 시편 고정지그 | |
| JP2005297322A (ja) | トグルクランプおよびトグルクランプを備える成形治具 | |
| JP2013094793A (ja) | ホットプレス成形方法、及びホットプレス成形による成形品、並びに、ホットプレス用金型 | |
| JP6479598B2 (ja) | ガラス板の曲げ加工方法 | |
| PT2313918E (pt) | Método e aparelho para o processamento térmico de discos lásticos, em particular placas de moldagem | |
| CN108297440B (zh) | 超声微焊接压印用三维可调节夹具 | |
| JP6308598B2 (ja) | 板状金属材料の曲げ成形装置及び成形方法 | |
| KR101856683B1 (ko) | 블레이드 제조 장치 및 제조 방법 | |
| CN202741815U (zh) | 一种方形零件双边自动倒角装置 | |
| JP2002018527A (ja) | 曲げ加工法及び装置 | |
| JP2000158500A (ja) | 射出成形機の型締装置及び型締め方法 | |
| KR102051336B1 (ko) | 히트블럭과 금형의 평면간 밀착 장치 | |
| KR100524616B1 (ko) | 박판용접용 고정장치 | |
| CN210387079U (zh) | 一种j型手柄折弯工装夹具 | |
| KR20120009076A (ko) | 클램프용 높이조절구 | |
| US5026267A (en) | Apparatus for forming thermoplastic material | |
| JP3886335B2 (ja) | 熱線式加工機における加工模型の変形防止方法 | |
| CN213321835U (zh) | 一种片材热处理辅助装置 | |
| JP7751799B2 (ja) | シート供給装置、シート搬送システム、成形システム、シートを供給する方法及びシートを搬送する方法 | |
| JP2002307392A (ja) | 熱線式加工機の熱線保持具 | |
| CN205147608U (zh) | 激光微加工机床的薄片类零件弹性夹具 | |
| JP7373858B2 (ja) | プレスブレーキ用の型装置 |