JP2005297112A - 2軸孔加工方法 - Google Patents
2軸孔加工方法 Download PDFInfo
- Publication number
- JP2005297112A JP2005297112A JP2004115267A JP2004115267A JP2005297112A JP 2005297112 A JP2005297112 A JP 2005297112A JP 2004115267 A JP2004115267 A JP 2004115267A JP 2004115267 A JP2004115267 A JP 2004115267A JP 2005297112 A JP2005297112 A JP 2005297112A
- Authority
- JP
- Japan
- Prior art keywords
- shaft hole
- pallet
- reference surface
- downstream
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000005553 drilling Methods 0.000 title claims description 9
- 238000003754 machining Methods 0.000 claims abstract description 25
- 238000012937 correction Methods 0.000 claims abstract description 24
- 238000012545 processing Methods 0.000 claims description 37
- 238000011144 upstream manufacturing Methods 0.000 claims description 23
- 230000005540 biological transmission Effects 0.000 description 35
- 238000004364 calculation method Methods 0.000 description 8
- 238000003860 storage Methods 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000007175 bidirectional communication Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000006854 communication Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
Images








Landscapes
- Feeding Of Workpieces (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
【課題】予め設定されている角度精度が要求される2軸孔の加工精度を向上することができる2軸孔加工方法を提供する。
【解決手段】下流側ステージP2でパレット1の回転前にパレット1に設けられている基準ブロック4の第1基準面4eと第2基準面4b、及びワークWの第1軸孔H1の各座標位置を検出する。次に、パレット1を回転移動させた後に第1基準面4eと第2基準面4bの各座標位置を検出する。そして、これらの各座標位置に基づいてパレット1の回転停止位置を補正する補正値を算出し、その補正値を用いてパレット1を再度回転移動させて回転停止位置を補正した後にワークWに第2軸孔H2を穿設する。
【選択図】 図9
【解決手段】下流側ステージP2でパレット1の回転前にパレット1に設けられている基準ブロック4の第1基準面4eと第2基準面4b、及びワークWの第1軸孔H1の各座標位置を検出する。次に、パレット1を回転移動させた後に第1基準面4eと第2基準面4bの各座標位置を検出する。そして、これらの各座標位置に基づいてパレット1の回転停止位置を補正する補正値を算出し、その補正値を用いてパレット1を再度回転移動させて回転停止位置を補正した後にワークWに第2軸孔H2を穿設する。
【選択図】 図9
Description
本発明は、上流側ステージでパレットに取り付けられているワークに第1軸孔を加工形成し、ワークをパレットに取り付けた状態で上流側ステージから下流側ステージに搬送し、下流側ステージでワークに第2軸孔を加工形成する2軸孔加工方法に関する。
(第1従来技術)
例えば、互いに直交する2本の軸孔からなる直交軸孔をワークに形成する直交軸孔加工方法として、まず最初にワークが取り付けられたパレットをラインコンベアによって水平方向に搬送し、上流側ステージで第1の横型マシニングセンタによりワークに対して孔加工を施し、搬送方向に直交する方向に延在する第1軸孔を形成する。
例えば、互いに直交する2本の軸孔からなる直交軸孔をワークに形成する直交軸孔加工方法として、まず最初にワークが取り付けられたパレットをラインコンベアによって水平方向に搬送し、上流側ステージで第1の横型マシニングセンタによりワークに対して孔加工を施し、搬送方向に直交する方向に延在する第1軸孔を形成する。
次に、パレットを上流側ステージから下流側ステージに搬送し、下流側ステージで上下方向に延在する軸を回転中心としてパレットを90°回転させて、第2の横型マシニングセンタによりワークに対して孔加工を施し、第1軸孔に直交する第2軸孔を形成する直交軸孔加工方法がある。
(第2従来技術)
予め被加工物の寸法を回転させた寸法でプログラミングしておき、パレットのイケールに取り付けた被加工物のNCプログラミング原点をマシニングセンタの制御装置内の自動計測機能を用いて計測し、第1の原点とする。
予め被加工物の寸法を回転させた寸法でプログラミングしておき、パレットのイケールに取り付けた被加工物のNCプログラミング原点をマシニングセンタの制御装置内の自動計測機能を用いて計測し、第1の原点とする。
次に、パレットをパレット回転機構を用いて所定角度回転させて、移動した第1の原点を制御装置内の演算機能を用いて演算して第2原点とする。そして、第2原点を被加工物の加工原点としてマシニングセンタにより自動加工を行うことで、被加工物の傾斜面や傾斜穴を精度よく加工し、被加工物を任意の位置にセットできて作業負担を低減し、無人可動を可能とすることを目的とした加工方法が開示されている(例えば、特許文献1参照)。
(第3従来技術)
ワークの同軸反転加工を行う直前にパレット交換装置によりワーク搭載用パレットを校正用パレットに変換し、校正用パレットを180゜回転させ、校正用パレット上に固定した基準部材の中心位置を測定し、この測定結果に基づいてワーク回転軸の中心位置を検出することで、反転加工の際に、安定した高い同軸精度を得ることを目的とした加工方法が開示されている(例えば、特許文献2参照)。
ワークの同軸反転加工を行う直前にパレット交換装置によりワーク搭載用パレットを校正用パレットに変換し、校正用パレットを180゜回転させ、校正用パレット上に固定した基準部材の中心位置を測定し、この測定結果に基づいてワーク回転軸の中心位置を検出することで、反転加工の際に、安定した高い同軸精度を得ることを目的とした加工方法が開示されている(例えば、特許文献2参照)。
しかしながら、第1の従来技術の場合、下流側ステージでパレットを回転させるのみで第1軸孔との位置関係を考慮することなくワークに孔加工を施して第2軸孔を形成しているので、例えば、パレットに対して第1軸孔の軸心が正規の位置よりも回転方向に若干傾斜して配置されていた場合には、パレットを90°だけ正確に回転させても第1軸孔の軸心と第2軸孔の軸心とがなす角を直角とすることができず、高精度を有する直交軸孔を得ることができないという問題を有していた。
また、パレットに対して第1軸孔の軸心が正規の位置に配置されていたとしても、パレットの回転停止位置決め精度にバラツキがあると、第1軸孔の軸心と第2軸孔の軸心とがなす角を正確に直角とすることができず、高精度を有する直交軸孔を得ることができないという問題を有していた。
そして、第2の従来技術の場合、第1の原点、第2の原点を演算して、第2の原点を被加工物の加工原点とするため、加工開始までに長時間を要し、サイクルタイムが長くなるおそれがある。そして、演算処理が複雑となることから、高度の演算処理機能を必要とし、装置の価格高騰を招来するおそれがある。また、傾斜面や傾斜孔の加工に対処するための加工方法であり、直交穴の直角度精度を向上させることは困難である。
また、第3の従来技術の場合、180゜回転を90゜回転に変更することで直角度精度が要求される直交穴加工に適用できるが、ワークを搭載するパレットの他に校正用パレットを必要とし、また、ワークごとにワーク搭載用パレットと校正用パレットとのパレット交換作業が発生するため、加工開始まで時間がかかりサイクルタイムが長くなるという問題を有している。
本発明は、これらの点に鑑みなされたものであり、高度の位置精度及び直角度精度を有する直交軸穴を迅速かつ容易に得ることができる2軸孔加工方法を提供することを目的としたものである。
上記目的を達成するためになされた請求項1に記載の発明による2軸孔加工方法は、上流側ステージでパレットに取り付けられているワークに第1軸孔を加工形成し、ワークをパレットと共に上流側ステージから下流側ステージに搬送し、下流側ステージでワークに第2軸孔を加工形成する2軸孔加工方法において、上流側ステージでワークに第1軸孔加工機により第1軸孔を加工形成する第1ステップと、上流側ステージから下流側ステージに搬送されてきたパレットを下流側ステージに設けられている下流側パレット保持手段で保持する第2ステップと、パレットに形成されている第1基準面及び第2基準面の各座標位置と、ワークの第1軸孔の座標位置とをそれぞれ検出する第3ステップと、回転移動手段により下流側パレット保持手段を所定角度だけ回転移動させて予め設定されている回転停止位置に配置する第4ステップと、回転停止位置でパレットの第1基準面と第2基準面の各座標位置を検出する第5ステップと、回転移動前の第1基準面と第2基準面と第1軸孔の各座標位置、及び回転移動後の第1基準面と第2基準面の各座標位置に基づいて、回転移動手段による下流側パレット保持手段の回転停止位置を補正する補正値を算出する第6ステップと、算出した補正値に基づいて回転移動手段により下流側パレット保持手段を回転移動させる第7ステップと、第2軸孔加工機によりワークに第2軸孔を加工形成する第8ステップとを有することを特徴とする。
請求項2に記載の発明は、請求項1に記載の2軸孔加工方法において、第6ステップでは、回転移動前に検出した第1基準面、第2基準面、第1軸孔の各座標位置と、回転移動後に検出した第1基準面、第2基準面の各座標位置とに基づいて回転停止位置における前記第1軸孔の座標位置を算出し、回転停止位置における第1軸孔の軸心と第2軸孔加工機の軸心との間に形成される挟角を算出し、その挟角と予め設定されている基準角との角度差を算出し、その角度差に基づいて前記補正値を算出することを特徴とする。
請求項1の発明によると、上流側ステージで第1軸孔を加工形成した後、下流側ステージで第2軸孔加工機によりワークに第2軸孔を加工形成する前に、回転移動手段による下流側パレット保持手段の回転停止位置を補正し、補正後に第2軸孔を加工形成することによって、第1軸孔と第2軸孔が互いに高精度の角度で加工形成された2軸孔を得ることができる。
請求項2の発明は、第6ステップにおける補正値の算出方法の一例を具体的に示したものであり、これによれば、下流側パレット保持手段を回転移動させる前に検出した第1基準面、第2基準面、第1軸孔の各座標位置と、回転移動後に検出した第1基準面及び第2基準面とに基づいて、回転停止位置における第1軸孔の座標位置を求めることができる。そして、その回転停止位置における第1軸孔の軸心と第2軸孔加工機の軸心との挟角を得ることができる。
従って、この挟角を基準角と対比することによって、基準角に対する角度差を認識することができ、この角度差に基づいて回転移動手段による下流側パレット保持手段の回転停止位置を補正する補正値を容易に得ることができ、回転停止位置を迅速に補正することができる。従って、第1軸孔と第2軸孔との挟角が基準角に等しい正確な2軸孔をワークに迅速かつ容易に加工形成することができる。
次に、本発明の実施の形態について図に基づいて以下に説明する。
本実施の形態では、フロント横置き式エンジンを有する4輪駆動自動車のトランスミッションケースWをワークとしている。フロント横置き式エンジンを有する4輪駆動の自動車では、通常、左右の前車輪間に変速装置を収容するトランスミッションケースWが配置され、ファイナルリングギヤによって回転駆動されるトランスファドライブ軸、及びこのトランスファドライブ軸の動力を90°方向変換してプロペラ軸に伝動するために、このトランスファドライブ軸に対して直交する方向に延びるトランスファドリブン軸とが組み合わされて収容されている。トランスファドライブ軸とトランスファドリブン軸は、トランスミッションケースWに形成された直交軸孔Hの第1軸孔H1と第2軸孔H2にそれぞれ回転自在に支持されており、この第1軸孔H1と第2軸孔H2は、互いに高精度な直角度が要求される。本実施の形態では、第1軸孔H1と第2軸孔H2が互いに高精度な直角度を有する直交軸孔HをトランスミッションケースWに加工形成する2軸孔加工方法を例に説明する。
図1は、上流側ステージP1を示す斜視図、図2は、下流側ステージP2のターンテーブル10を回転移動する前の状態を示す斜視図、図3は、下流側ステージP2のターンテーブル10を回転移動させた後の状態を示す斜視図である。
図1〜図3に示す符号1は、トランスミッションケースWが取り付けられるパレットであり、符号2は、トランスミッションケースWの製造ラインに設けられているパレット搬送レールである。パレット搬送レール2は、製造ラインの上流側ステージP1と下流側ステージP2との間に亘って水平に配設され、互いに上下に離間して対をなし、平行に延在している。
パレット1は、一対のパレット搬送レール2に沿って上下方向に起立する略矩形の平板形状を有しており、パレット1の裏面部に設けられた係合爪3により各搬送レール2にそれぞれ係合して搬送レール2に沿って自在に移動できるように構成されている。
パレット1の正面部1Aには、トランスミッションケースWを正面部1Aの略中央位置に着脱自在に取り付ける取り付け手段(図示せず)が設けられており、トランスミッションケースWよりも移動方向前方位置には基準ブロック4が突設されている。
基準ブロック4は、正面部1Aに直交してパレット1の移動方向(図1で矢印F方向)に沿って延在する上面4a及び下面4cと、パレット1の移動方向に直交して延在する前面4b及び後面4dと、正面部1Aと平行に延在する頭頂面4eを有する立方体形状を有している。尚、本実施の形態では、図2に示すように、後述する下流側ステージP2に設けられているターンテーブル10の回転中心Lに沿って延在しかつ互いに直交する方向に延在する頭頂面4eと前面4bをそれぞれ第1基準面と第2基準面として設定している。
上流側ステージP1には、図1に示すように、パレット搬送レール2に沿って移動されるパレット1を予め設定された停止位置に停止させて保持する上流側パレット保持手段(図示せず)と、そのパレット1に取り付けられているトランスミッションケースWに対して、第1軸孔H1を加工形成するための第1軸孔加工機6が設けられている。第1軸孔加工機6は、本実施の形態では、横型マシニングセンタによって構成されており、パレット1の正面部1Aに対向する位置に配置され、パレット1の移動方向に沿って水平に延在するX1軸方向、パレット1の移動方向に直交して水平に延在するY1軸方向、パレット1の移動方向に直交して鉛直方向に延在するZ1軸方向に移動可能な多軸ヘッド6aを備え、多軸ヘッド6aをX1軸方向及びZ1軸方向に沿って移動させてトランスミッションケースWに対する第1軸孔H1の位置決めを行い、Y1軸方向に沿ってパレット1に接近する方向に移動させることによって、トランスミッションケースWに第1軸孔H1を加工形成するように構成されている。
下流側ステージP2には、図2に示すように、パレット搬送レール2に沿って移動されるパレット1を予め設定された停止位置で停止させて保持する下流側パレット保持手段11と、下流側パレット保持手段11を鉛直方向に延在する回転中心Lを中心として回転移動させる回転移動手段12を備えたターンテーブル10が設けられている。
下流側パレット保持手段11は、アクチュエータ11a(図4参照)を備えており、パレット搬送レール2に沿って搬送されてきたパレット1を下流側ステージP2の所定位置に停止させて保持し、また、その保持を解除して更に下流側に搬出することができるように構成されている。そして、回転移動手段12は、ステップモータ12a(図4参照)を備えており、下流側パレット保持手段11を回転移動させると共に、その回転停止位置を精密に制御することができるように構成されている。
また、下流側ステージP2には、パレット1に取り付けられているトランスミッションケースWに対して、第2軸孔H2を加工形成するための第2軸孔加工機13が設けられている。第2軸孔加工機13は、本実施の形態では、横型マシニングセンタによって構成されており、パレット1の正面部1Aに対向する位置に配置されている。第2軸孔加工機13は、パレット1の移動方向に沿って水平に延在するX2軸方向、パレット1の移動方向に直交して水平に延在するY2軸方向、パレット1の移動方向に直交して鉛直方向に延在するZ2軸方向に自在に移動可能なタッチセンサ13bを有しており、タッチセンサ13bをX2軸方向、Y2軸方向、Z2軸方向に移動させて基準ブロック4やトランスミッションケースWに当接させることにより下流側ステージP2にて予め設定されている基準座標軸に対する座標位置を検出することができるように構成されている。
また、第2軸孔加工機13は、X2軸方向、Y2軸方向、Z2軸方向に移動可能な多軸ヘッド13aを備えており、多軸ヘッド13aをX2軸方向及びZ2軸方向に沿って移動させてトランスミッションケースWに対する第2軸孔H2の位置決めを行い、Y2軸方向に沿ってパレット1に接近する方向に移動させることによって、トランスミッションケースWに第2軸孔H2を加工形成できるように構成されている。
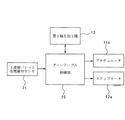
図4は、ターンテーブル10の制御系統を説明するブロック図である。ターンテーブル制御部20は、シーケンスプログラムコンピュータを中心として構成され、その入力側には下流側ステージP2へのパレット1の在席を検知する下流側パレット在席検知センサ31が接続され、出力側には、下流側パレット保持手段11のアクチュエータ11aと回転移動手段12のステップモータ12aが信号ケーブルを介してそれぞれ接続されている。また、第2軸孔加工機13に通信ケーブルを介して接続され、双方向通信可能な構成を有している。
ターンテーブル制御部20は、コンピュータに予め記憶されている制御プログラムに従い、下流側パレット在席検知センサ31からの検出信号や第2軸孔加工機13からの制御信号等に基づき、下流側ステージP2におけるパレット1の保持制御や回転停止位置の制御を行うように構成されている。
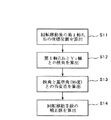
次に、2軸孔加工方法について図5のフローチャートを用いて以下に説明する。
まず最初に、上流側ステージP1でトランスミッションケースWに第1軸孔H1を加工形成すべく、トランスミッションケースWが取り付けられたパレット1をパレット搬送レール2の上流側から上流側ステージP1に搬入し、上流側パレット保持手段によって所定位置に保持し(図1参照)、トランスミッションケースWを第1軸孔加工機6に対向配置させる。
そして、多軸ヘッド6aをY1軸方向とZ1軸方向に移動させてトランスミッションケースWに対する第1軸孔H1の位置決めを行い、Y1軸方向に沿ってパレット1に接近する方向に移動させて、トランスミッションケースWに第1軸孔H1を加工形成する(ステップS1)。このステップが請求項1の第1ステップに相当する。
トランスミッションケースWに対する第1軸孔H1の加工形成が終了すると、上流側パレット保持手段によるパレット1の保持を解除して下流側ステージP2に搬送し、下流側パレット保持手段11によって下流側ステージP2の所定位置にパレット1を保持し(図2参照)、トランスミッションケースWを第2軸孔加工機13に対向配置させる(ステップS2)。このステップが請求項1の第2ステップに相当する。
下流側パレット保持手段11によりパレット1を保持すると、第2軸孔加工機13のタッチセンサ13bを基準ブロック4の第1基準面4eと第2基準面4b、及びトランスミッションケースWの第1軸孔H1に当接させて、これらの座標位置を検出する(ステップS3)。このステップが請求項1の第3ステップに相当する。
図6は、下流側ステージP2で回転移動前に第1基準面4e、第2基準面4b、第1軸孔H1の各座標位置を検出する方法を説明する図である。まず、図6(a)に示すように、タッチセンサ13bを第1基準面4eに対向させてY2軸方向に沿って接近移動させ、第1基準面4eに当接した座標位置を検出し、コンピュータの記憶手段に記憶させる。次に、図6(b)に示すように、タッチセンサ13bを第2基準面4bに対向させてX2軸方向に沿って接近移動させ、第2基準面4bに当接した座標位置を検出し、コンピュータの記憶手段に記憶させる。
それから、タッチセンサ13bを第1軸孔H1内に挿入し、第1軸孔H1の軸方向手前側と奥側でそれぞれX2軸方向に沿って接近移動させる。そして、第1軸孔H1に当接した座標位置を検出し、所定の演算処理により第1軸孔H1の座標位置を算出してコンピュータの記憶手段に記憶させる。
ターンテーブル制御部20は、回転移動前の第1基準面4e、第2基準面4b、第1軸孔H1の各座標位置を検出してコンピュータの記憶手段に記憶すると、回転移動手段12のステップモータ12aに所定の駆動信号を出力して下流側パレット保持手段11をパレット1と共に回転移動させ、図3に示すように、90°だけ左回りに回転移動させた回転停止位置に配置する(ステップS4)。このステップが請求項1の第4ステップに相当する。
そして、第2軸孔加工機13のタッチセンサ13bを基準ブロック4の第1基準面4eと第2基準面4bに当接させて、これらの座標位置を検出する(ステップS5)。このステップが請求項1の第5ステップに相当する。
図7は、下流側ステージP2で回転移動後に第1基準面4eと第2基準面4bの各座標位置を検出する方法を説明する図である。まず、図7(a)に示すように、タッチセンサ13bを第2基準面4bに対向させてY2軸方向に沿って接近移動させ、第2基準面4bに当接した座標位置を検出し、コンピュータの記憶手段に記憶させる。次に、図7(b)に示すように、タッチセンサ13bを第1基準面4eに対向させてX2軸方向に沿って接近移動させ、第1基準面4eに当接した座標位置を検出し、コンピュータの記憶手段に記憶させる。
ターンテーブル制御部20は、回転移動後における第1基準面4eと第2基準面4bの各座標位置の検出が終了すると、パレット1の回転停止位置を補正する補正値の算出を行う(ステップS6)。このステップが請求項1の第6ステップに相当する。
図8は、補正値算出方法を説明するフローチャートである。ここでは、まず最初に回転移動後の第1基準面4eと第2基準面4bの各座標位置に基づいて、回転移動後の第1軸孔H1の座標位置を算出する(ステップS11)。そして、回転移動後の第1軸孔H1の座標位置と第2軸孔加工機13の座標位置とを用いて、水平面上で第1軸孔H1の軸心と第2軸孔加工機13の軸心であるY2軸との間に形成される挟角γを算出する(ステップS12)。それから、予め設定されている基準角である90°と挟角γとの角度差δを算出する(ステップS13)。そして、その角度差を0°とするために、回転移動手段12による下流側パレット保持手段11の回転停止位置を補正する補正値を算出する(ステップS14)。
ターンテーブル制御部20は、上記補正値算出方法に基づいて補正値を算出すると、その補正値を用いて下流側パレット保持手段11の回転停止位置を補正する制御を行う(ステップS7)。このステップが請求項1の第7ステップに相当する。
図9及び図10は、下流側ステージP2で下流側パレット保持手段11の回転停止位置を補正する方法を説明する図である。まず最初に、図9に示す場合を例に説明すると、例えば、下流側ステージP2で回転移動前に基準ブロック4の第1基準面4eと第2基準面4b、及び第1軸孔H1の座標位置を検出した結果、図9(a)に示すように、トランスミッションケースWの第1軸孔H1が基準ブロック4の第1基準面4eに直交する方向に沿って延在するように加工形成されており、第1軸孔H1がY2軸方向に沿って配置されていたとする。
次いで、パレットを90°だけ回転移動させ、回転後の回転停止位置で第1基準面4eと第2基準面4bの座標位置を検出する。ここで、回転移動手段12の停止精度誤差等により、図9(b)に示すように、パレット1が90°よりも小さい角度だけ回転移動していた場合には、回転後の第1軸孔H1と第2軸孔加工機13のY2軸との間に形成される挟角γ1が90°よりも狭い角度となる。
従って、ターンテーブル制御部20は、その挟角γ1と予め設定されている角度である90°との角度差δ1を算出し、その角度差δ1を0°とするための補正値を算出し、ステップモータ12aに出力する。ステップモータ12aは、ターンテーブル制御部20から入力した補正値に基づいて、角度差δ1が0°となる方向に所定角度だけ下流側パレット保持手段11を回転移動させ、図9(c)に示すように、第2軸孔加工機13のY2軸が第1軸孔H1に対して直交する回転停止位置に配置する。
次に、図10に示す場合を例に説明すると、例えば、図10(a)に示すように、下流側ステージP2で回転前に基準ブロック4の第1基準面4eと第2基準面4b、及び第1軸孔H1の座標位置を検出する。ここでは、例えば、上流側ステージP1における第1軸孔H1のトランスミッションケースWに対する加工精度誤差等により、トランスミッションケースWの第1軸孔H1が、基準ブロック4の第1基準面4eに直交せず、傾斜して延在する方向に加工形成されていたとする。
次いで、パレットを90°だけ回転移動させ、回転後の回転停止位置で第1基準面4eと第2基準面4bの座標位置を検出する。ここで、回転移動手段12が下流側パレット保持手段11を正確に90°だけ回転移動させた場合、図10(b)に示すように、回転後の第1軸孔H1と第2軸孔加工機13のY2軸との間に形成される挟角γ2は90°よりも大きい角度となる。
従って、ターンテーブル制御部20は、その挟角γ2と予め設定されている角度である90°との角度差δ2を算出し、その角度差δ2を0°とするための補正値を算出し、ステップモータ12aに出力する。ステップモータ12aは、ターンテーブル制御部20から入力した補正値に基づいて、角度差δ2が0°となる方向に所定角度だけ下流側パレット保持手段11を回転移動させ、図10(c)に示すように、第2軸孔加工機13のY2軸が第1軸孔H1に対して直交する回転停止位置に配置する。
回転移動手段12により第2軸孔加工機13のY2軸が第1軸孔H1に対して直交する回転停止位置に下流側パレット保持手段11を配置すると、第2軸孔加工機13の多軸ヘッド13aをX2軸方向とZ2軸方向に移動させてトランスミッションケースWに対する第2軸孔H2の位置決めを行い、Y2軸に沿って接近移動させて第2軸孔H2をトランスミッションケースWに加工形成する(ステップS8)。このステップが請求項1の第8ステップに相当する。
以上の動作により、トランスミッションケースWに第1軸孔H1と第2軸孔H2とからなる高精度の直角度を有する直交軸孔Hを加工形成することができる。そして、トランスミッションケースWに直交軸孔Hを加工形成すると、回転移動手段12により下流側パレット保持手段11を回転移動させて、パレット搬送レール2に沿う回転停止位置に配置し、下流側ステージP2におけるパレット1の保持を解除し、パレット1を搬出する(ステップS9)。
上述の2軸孔加工方法によれば、下流側ステージP2で第2軸孔加工機13によりトランスミッションケースWに第2軸孔H2を加工形成する前に、回転移動手段12による下流側パレット保持手段11の回転停止位置を補正し、補正後にトランスミッションケースWに第2軸孔H2を加工形成するので、第1軸孔H1と第2軸孔H2が互いに高精度の直角度で直交する直交軸孔Hを得ることができ、直交軸孔Hの加工精度を向上させることができる。
特に、下流側パレット保持手段11を回転移動させる前に検出した第1基準面4e、第2基準面4b、第1軸孔H1の各座標位置と、回転移動後に検出した第1基準面4e及び第2基準面4bの各座標位置とに基づいて、回転停止位置における第1軸孔H1の座標位置を求め、その回転停止位置における第1軸孔H1の軸心と第2軸孔加工機13の軸心であるY2軸との挟角γを求めて、この挟角γを基準角である90°と対比することによって、その角度差δを認識することができ、角度差δに基づいて回転移動手段12による下流側パレット保持手段11の回転停止位置を補正する補正値を容易に得ることができ、回転停止位置を迅速に補正することができる。従って、第1軸孔H1と第2軸孔H2との挟角γが90°に等しい正確な直交軸孔HをトランスミッションケースWに迅速かつ容易に加工形成することができる。
尚、本発明は、上述の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。例えば、上述の実施の形態では、トランスミッションケースWに対して第1軸孔H1と第2軸孔H2の各軸心が互いに直交する直交軸孔Hを加工形成する場合を例に説明したが、予め設定されている角度であれば、いかなる角度であってもよく、また、第1軸孔H1の軸心と第2軸孔H2の軸心は必ず交差する必要はなく、上下方向に離間している場合であってもよい。
また、第1基準面4eと第2基準面4bは、回転移動前と回転移動後の座標位置を検出することによって、回転停止位置における第1軸孔H1の座標位置を算出することができればよく、必ずしも直角度を有する必要はない。
1 パレット
4 基準ブロック
4b 第2基準面
4e 第1基準面4e
6 第1軸孔加工機
10 ターンテーブル
11 下流側パレット保持手段
12 回転移動手段
12a ステップモータ
13 第2軸孔加工機
13a 多軸ヘッド
13b タッチセンサ
31 下流側パレット在席検知センサ
P1 上流側ステージ
P2 下流側ステージ
W トランスミッションケース(ワーク)
H 直交軸孔(2軸孔)
H1 第1軸孔
H2 第2軸孔
4 基準ブロック
4b 第2基準面
4e 第1基準面4e
6 第1軸孔加工機
10 ターンテーブル
11 下流側パレット保持手段
12 回転移動手段
12a ステップモータ
13 第2軸孔加工機
13a 多軸ヘッド
13b タッチセンサ
31 下流側パレット在席検知センサ
P1 上流側ステージ
P2 下流側ステージ
W トランスミッションケース(ワーク)
H 直交軸孔(2軸孔)
H1 第1軸孔
H2 第2軸孔
Claims (2)
- 上流側ステージでパレットに取り付けられているワークに第1軸孔を加工形成し、前記ワークを前記パレットと共に前記上流側ステージから下流側ステージに搬送し、該下流側ステージで前記ワークに第2軸孔を加工形成する2軸孔加工方法において、
前記上流側ステージで前記ワークに第1軸孔加工機により第1軸孔を加工形成する第1ステップと、
前記上流側ステージから前記下流側ステージに搬送されてきた前記パレットを前記下流側ステージに設けられている下流側パレット保持手段で保持する第2ステップと、
前記パレットに形成されている第1基準面及び第2基準面の各座標位置と、前記ワークの第1軸孔の座標位置とをそれぞれ検出する第3ステップと、
回転移動手段により前記下流側パレット保持手段を所定角度だけ回転移動させて予め設定されている回転停止位置に配置する第4ステップと、
前記回転停止位置で前記パレットの第1基準面と第2基準面の各座標位置を検出する第5ステップと、
回転移動前の第1基準面と第2基準面と第1軸孔の各座標位置、及び回転移動後の第1基準面と第2基準面の各座標位置に基づいて、回転移動手段による下流側パレット保持手段の回転停止位置を補正する補正値を算出する第6ステップと、
該算出した補正値に基づいて前記回転移動手段により下流側パレット保持手段を回転移動させる第7ステップと、
第2軸孔加工機により前記ワークに前記第2軸孔を加工形成する第8ステップと、
を有することを特徴とする2軸孔加工方法。 - 前記第6ステップでは、
前記回転移動前に検出した第1基準面、第2基準面、第1軸孔の各座標位置と、前記回転移動後に検出した前記第1基準面、前記第2基準面の各座標位置とに基づいて前記回転停止位置における前記第1軸孔の座標位置を算出し、
前記回転停止位置における第1軸孔の軸心と第2軸孔加工機の軸心との間に形成される挟角を算出し、
該算出した挟角と予め設定されている基準角との角度差を算出し、
該算出した角度差に基づいて前記補正値を算出することを特徴とする請求項1に記載の2軸孔加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115267A JP2005297112A (ja) | 2004-04-09 | 2004-04-09 | 2軸孔加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115267A JP2005297112A (ja) | 2004-04-09 | 2004-04-09 | 2軸孔加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297112A true JP2005297112A (ja) | 2005-10-27 |
Family
ID=35329280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004115267A Pending JP2005297112A (ja) | 2004-04-09 | 2004-04-09 | 2軸孔加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297112A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011240466A (ja) * | 2010-05-21 | 2011-12-01 | Honda Motor Co Ltd | 加工方法及び加工装置 |
| CN102266958A (zh) * | 2011-07-07 | 2011-12-07 | 上海交通大学 | 基于制孔设备坐标系确定的柔性导轨孔群加工方法 |
| CN111469125A (zh) * | 2020-04-01 | 2020-07-31 | 南京浦航机械科技开发有限公司 | 一种应用于曲面产品自动钻铆的孔位修正方法 |
| CN111702427A (zh) * | 2020-07-04 | 2020-09-25 | 无锡市高田机械有限公司 | 一种智能型自动变速箱加工及开发工艺 |
| CN114594729A (zh) * | 2022-02-17 | 2022-06-07 | 成都飞机工业(集团)有限责任公司 | 一种双面零件加工基准修正方法 |
| CN116586662A (zh) * | 2023-05-11 | 2023-08-15 | 上海电气上重铸锻有限公司 | 一种超大异形零件零度轴孔加工的基准设计方法 |
-
2004
- 2004-04-09 JP JP2004115267A patent/JP2005297112A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011240466A (ja) * | 2010-05-21 | 2011-12-01 | Honda Motor Co Ltd | 加工方法及び加工装置 |
| CN102266958A (zh) * | 2011-07-07 | 2011-12-07 | 上海交通大学 | 基于制孔设备坐标系确定的柔性导轨孔群加工方法 |
| CN111469125A (zh) * | 2020-04-01 | 2020-07-31 | 南京浦航机械科技开发有限公司 | 一种应用于曲面产品自动钻铆的孔位修正方法 |
| CN111702427A (zh) * | 2020-07-04 | 2020-09-25 | 无锡市高田机械有限公司 | 一种智能型自动变速箱加工及开发工艺 |
| CN114594729A (zh) * | 2022-02-17 | 2022-06-07 | 成都飞机工业(集团)有限责任公司 | 一种双面零件加工基准修正方法 |
| CN114594729B (zh) * | 2022-02-17 | 2024-03-15 | 成都飞机工业(集团)有限责任公司 | 一种双面零件加工基准修正方法 |
| CN116586662A (zh) * | 2023-05-11 | 2023-08-15 | 上海电气上重铸锻有限公司 | 一种超大异形零件零度轴孔加工的基准设计方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4291382B2 (ja) | 接触検知による取り付け誤差の自動補正機能を有する工作機械 | |
| JP6849631B2 (ja) | 作業ロボットシステムおよび作業ロボット | |
| US20150160049A1 (en) | Geometric error identification method of multi-axis machine tool and multi-axis machine tool | |
| US9782899B2 (en) | Calibration method for coordinate system of robot manipulator | |
| JP6586112B2 (ja) | 工作機械の誤差同定方法及び誤差同定システム | |
| CN107303644B (zh) | 机床上的对象物的位置计测方法及位置计测系统 | |
| JP6816060B2 (ja) | 作業ロボットシステムおよび作業ロボット | |
| JP2019136808A (ja) | 作業ロボットシステム | |
| JP2019086823A (ja) | 加工システム | |
| KR101809244B1 (ko) | 보정지그를 이용한 5축 치아가공기 원점 보정방법 | |
| CN112439984A (zh) | 等离子炬切割系统 | |
| JP6803043B2 (ja) | 工作機械の幾何誤差測定方法 | |
| JP2005297112A (ja) | 2軸孔加工方法 | |
| JP6647308B2 (ja) | 多関節ロボットのティーチングシステム | |
| JP2008073813A (ja) | マシニングセンタによる加工方法 | |
| JP4898290B2 (ja) | 測定機能付電動チャックを備えたワーク搬送装置 | |
| US20200206861A1 (en) | Method for determining the topography of a machine tool | |
| JP3660920B2 (ja) | 工作機械および加工方法 | |
| JP2007257606A (ja) | ツールの加工位置決め誤差補正方法 | |
| JP5118896B2 (ja) | 搬送ロボットシステム | |
| TWI389764B (zh) | 具有工作件之量測基準點設定功能的工具機 | |
| JP6245995B2 (ja) | ツールの先端位置検出方法及び検出装置 | |
| JP4847049B2 (ja) | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ | |
| JP2007054930A (ja) | 工具の位置決め方法及び装置 | |
| CN119038072B (zh) | 一种运输车定位装置及产品加工生产线 |