JP2005297050A - 金属板の平坦化方法及びその平坦化装置 - Google Patents
金属板の平坦化方法及びその平坦化装置 Download PDFInfo
- Publication number
- JP2005297050A JP2005297050A JP2004120699A JP2004120699A JP2005297050A JP 2005297050 A JP2005297050 A JP 2005297050A JP 2004120699 A JP2004120699 A JP 2004120699A JP 2004120699 A JP2004120699 A JP 2004120699A JP 2005297050 A JP2005297050 A JP 2005297050A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- metal plate
- convex portion
- end side
- flattening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
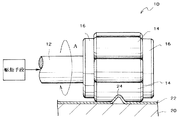
【解決手段】金属板22の一面側に突出する帯状凸部24を平坦化する際に、回転軸12を回転する駆動手段と、回転軸12の周囲に設けられ、帯状凸部24の一部分を徐々に押圧する押圧力と前記押圧力の解除とを交互に繰り返えして平坦化できるように、回転軸12と共に回転するローラ状部材14,14・・とを具備する工具10を用い、前記平坦化した部分を帯状凸部24の一端側から他端側の方向に逐次形成できるように工具10を移動することを特徴とする。
【選択図】 図1
Description
一方、廃棄金属板を再溶融することなく再利用できれば、従来の廃棄金属板を再溶融する方法に比較して、省エネルギーを図ることができる。
しかし、廃棄金属板は曲折されているものが多く、そのままでは再利用し難い。このため、曲折された廃棄金属板を平坦な金属板とすることによって、溶融することなく再利用を図ることができるものと期待できる。
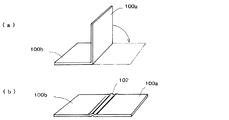
かかる帯状凸部は、図5(a)に示す様に、金属板の略中央部で90°曲げて形成した曲折片100a、100bを平坦化すると、曲折片100a、100bの境界に曲げぐせとしての帯状凸部102が形成される。その横断面形状を図6に示す。
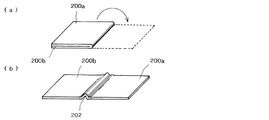
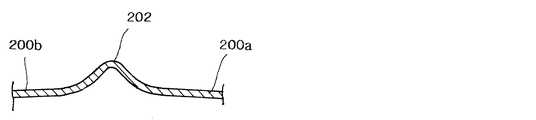
また、図7に示す様に、金属板の略中央部で180°曲げて積層した曲折片200a、200bを、180°開いて平坦化すると、曲折片200a、200bの境界に曲げぐせとしての帯状凸部202が形成される。この横断面形状を図8に示す。図8に示す帯状凸部202は、図6に示す帯状凸部102に比較して大きい。
かかる帯状凸部102,202が残存する金属板100,200は、そのままでは再利用することは困難であり、再溶融して平坦な金属板を形成してから利用しているのが現状である。
そこで、本発明の課題は、金属板の一端側から他端側に帯状に延びる帯状凸部を平坦化し、金属板を溶融することなく再利用し得る金属板の平坦化方法及びその平坦化装置を提供することにある。
しかし、プレス加工によって帯状凸部102,202の全体を一度に押し潰した押潰部分は、スプリングバックによって復形したり、皺や割れ目が形成され易く、平坦な金属板を形成することは極めて困難であることが判明した。
かかる現象は、帯状凸部102,202を押し潰す歪みが押潰部分に一度に蓄積することに因るものと推察される。
このため、本発明者等は、帯状凸部102,202を押し潰して平坦な金属板を形成するには、帯状凸部102,202の押潰部に歪みが一度に蓄積されないように、帯状凸部102,202の長手方向に沿って歪みを局部的に逐次加えていくこと、つまり帯状凸部102,202を少しづつ押圧して平坦化することが有効であると考え検討した結果、本発明に到達した。
かかる本発明において、帯状凸部を平坦化する際に、回転軸を回転する駆動手段と、前記回転軸の周囲に設けられ、前記帯状凸部の所定部分を徐々に押圧する押圧力と前記押圧力の解除とを交互に繰り返すことができるように、前記回転軸と共に回転する複数個のローラ状部材とを具備する工具を用い、平坦化部分を前記帯状凸部の一端側から他端側の方向に逐次形成できるように、前記工具及び/又は金属板を移動することによって、帯状凸部の平坦化を効率的に施すことができる。
更に、横断面形状が三角形状の帯状凸部の先端部近傍を、前記帯状凸部の底面側に移行するように前記帯状凸部を押圧し、前記帯状凸部を平坦化した部分を金属板の他の部分よりも厚肉化された厚肉部に形成できる。かかる厚肉部には、ネジ穴等を形成できる。
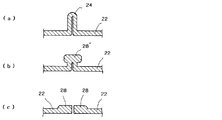
或いは、側壁部が略平行に形成された帯状凸部の先端部近傍を押圧して形成した、金属板の他の部分よりも厚肉化された厚肉の平坦部に対し、更に押圧と押圧力の開放とを繰り返して施し、前記厚肉の平坦部の中央部近傍で切断することによって、縁部が他部よりも厚肉の金属板を形成できる。
このため、帯状凸部の平坦化部分には、帯状凸部を押し潰す歪みが一度に蓄積され難く、平坦化部分がスプリングバックによって復形したり、皺や割れ目が形成される事態を回避できる。
その結果、曲折された廃棄金属板から平坦な金属板を得ることができ、廃棄金属板を再溶融することなく再利用を図ることができる。
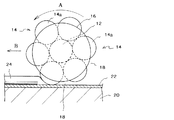
但し、図1に示す様に、駆動手段によって回転軸12が矢印A方向に回転すると、図2に示す様に、フランジ部材16,16に固定されているローラ状部材14,14・・は、個々に自転しないものの、工具10の全体は矢印A方向に回転する。
かかるローラ状部材14,14・・は、その一部がフランジ部材16,16の外周縁から突出するように、フランジ部材16,16に固定されている。
このため、フランジ部材16,16の外周縁から所定間隙を置いて円弧状突出部14a,14a・・が突出している。
図1及び図2に示す工具10は、その全体が図1及び図2に示す矢印A方向に回転しつつ、金属板22が載置される台20の載置面に沿って図2に示す矢印B方向に移動する。
かかる平坦化の際に、工具10は回転するため、図2に示す様に、帯状凸部24の一部分は、円弧状突出部14aの外周面に倣って徐々に押圧される。この押圧部は、工具10の回転によって円弧状突出部14a,14aの隙間18に至ったとき、円弧状突出部14aの外周面による押圧力は解除される。
押圧力が解除された帯状凸部24の押圧部は、工具10が回転しているため、次の円弧状突出部14aによって再度徐々に押圧され、押圧部の一部が平坦化される。かかる帯状凸部24の押圧部も、徐々に押圧される押圧と押圧力の解除とが交互に繰り返されて部分的に平坦化されるため、平坦化された部分には一度に歪みは蓄積されない。
この様にして形成された平坦部は、工具10が帯状凸部24の一端側から他端側方向(矢印B方向)に移動するため、平坦化部分は帯状凸部24の一端側から他端側方向に拡大できる。
かかる工具10による平坦化の際には、潤滑剤を用いることによって帯状凸部24の平坦化をスムーズに行うことができ好ましい。この潤滑油としては、非塩素系のものが、環境の観点から好ましい。
また、工具10の移動速度は、工具10の回転速度との関係で決定され、予め試験等によって、採用する工具10の回転速度と関係で最適移動速度を決定しておくことが好ましい。
更に、図1及び図2では、工具10を帯状凸部24の一端側から他端側方向に移動していたが、工具10を移動させずに金属板22が載置されている台20を移動してもよく、工具10及び台20を共に移動させてもよい。
尚、図1及び図2に示す工具10のローラ状部材14,14・・は、フランジ部材16,16に固定されているが、フランジ部材16,16に回転可能に装着してもよい。
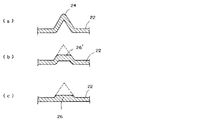
但し、帯状凸部24の形状によれば、図3(c)に示す様に、帯状凸部24を平坦化した部分を金属板22の他の部分よりも厚肉化された厚肉部26にも形成できる。
この場合、帯状凸部24としては、図3(a)に示す様に、横断面形状が三角形の形状の帯状凸部24を用いる。図3(a)に示す帯状凸部24は、図5(a)に示す様に、金属板22の略中央部で90°曲げて形成した曲折片の角部近傍をベンダー等で折り曲げて形成できる。
図3(a)に示す帯状凸部24の先端部近傍を、帯状凸部24の底面側に移行するように帯状凸部24を工具10の円弧状突出部14a,14a・・で押圧することによって、帯状凸部24の押圧部分が底面側に移行して厚肉部26′を形成する[図3(b)]。
更に、工具10の円弧状突出部14a,14a・・で押圧することによって、金属板22の他面側と面一となった厚肉部26を形成できる。形成した厚肉部26は、その表面は平坦面であって、ネジ穴等を形成できる。
更に、この厚肉の平坦部28′を工具10の円弧状突出部14a,14a・・によって押圧と押圧力の開放とを繰り返すことによって、図4(c)に示す様に、厚肉の平坦部28の中央部近傍で切断する。この様にして形成された金属板22では、その切断されて形成された端縁の近傍が、表面が平坦面で且つ金属板22の他の部分よりも厚肉に形成されており、ネジ穴等を形成できる。
この金属板22の帯状凸部24を図1及び図2に示す工具10を用いて平坦化処理を行った。
この際の、工具10の回転数は100rpmであり、工具10の帯状凸部24に沿っての移動速度は30mm/分であった。
また、台20の金属板22の載置面と工具10の円弧状突出部14a,14a・・とのクリアランスは、回転軸12の曲がり等を考慮して0mmとし、潤滑油として、18.2cStの非塩素系潤滑剤を用いた。
かかる条件下で帯状凸部24の平坦化処理した金属板22の処理面は、鏡面状の平滑面であった。この平坦化処理を施した処理部の厚さは、0.796mmであった。
平坦化処理前の帯状凸部24の厚さは、0.787mmであり、若干の増肉化がみられたが、ほぼ元の板厚に戻すことができた。
かかる形状の帯状凸部24が形成された金属板22を用いた他は、実施例1と同様にして帯状凸部24の平坦化処理を行った。
平坦化処理を施した金属板22の処理部は平坦面であったが、その厚さは0.991mmであり、処理前の帯状凸部24の厚さ0.786mmよりもかなり増肉化されている。
12 回転軸
14a 円弧状突出部
18 隙間
20 台
22 金属板
24 帯状凸部
26 厚肉部
28 平坦部
16,16 フランジ部材
Claims (5)
- 金属板の一面側に突出する凸部が、前記金属板の一端側から他端側に帯状に延びて形成された帯状凸部を平坦化する際に、
該帯状凸部の一部分を徐々に押圧する押圧力と前記押圧力の解除とを交互に繰り返して形成した平坦化部分を、前記帯状凸部の一端から他端の方向に逐次形成することを特徴とする金属板の平坦化方法。 - 帯状凸部を平坦化する際に、回転軸を回転する駆動手段と、前記回転軸の周囲に設けられ、前記帯状凸部の所定部分を徐々に押圧する押圧力と前記押圧力の解除とを交互に繰り返すことができるように、前記回転軸と共に回転する複数個のローラ状部材とを具備する工具を用い、
平坦化部分を前記帯状凸部の一端側から他端側の方向に逐次形成できるように、前記工具及び/又は金属板を移動する請求項1記載の金属板の平坦化方法。 - 横断面形状が三角形状の帯状凸部の先端部近傍を、前記帯状凸部の底面側に移行するように前記帯状凸部を押圧し、前記帯状凸部を平坦化した部分を金属板の他の部分よりも厚肉化された厚肉部に形成する請求項1又は請求項2記載の金属板の平坦化方法。
- 側壁部が略平行に形成された帯状凸部の先端部近傍を押圧して形成した、金属板の他の部分よりも厚肉化された厚肉の平坦部に対し、更に押圧と押圧力の開放とを繰り返して施し、前記厚肉の平坦部の中央部近傍で切断する請求項1又は請求項2記載の金属板の平坦化方法。
- 金属板の一面側に突出する凸部が、前記金属板の一端側から他端側に帯状に延びて形成された帯状凸部を平坦化する平坦化装置であって、
回転軸を回転する駆動手段と、前記回転軸の周囲に設けられ、前記帯状凸部の一部分を徐々に押圧する押圧力と前記押圧力の解除とを交互に繰り返えして平坦化できるように、前記回転軸と共に回転する複数個のローラ状部材とが設けられた工具と、
前記平坦化した部分を前記帯状凸部の一端側から他端側の方向に逐次形成できるように、前記工具及び/又は板状体を移動する移動手段とを具備することを特徴する金属板の平坦化装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120699A JP4505632B2 (ja) | 2004-04-15 | 2004-04-15 | 金属板の平坦化方法及びその平坦化装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120699A JP4505632B2 (ja) | 2004-04-15 | 2004-04-15 | 金属板の平坦化方法及びその平坦化装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297050A true JP2005297050A (ja) | 2005-10-27 |
| JP4505632B2 JP4505632B2 (ja) | 2010-07-21 |
Family
ID=35329227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004120699A Expired - Lifetime JP4505632B2 (ja) | 2004-04-15 | 2004-04-15 | 金属板の平坦化方法及びその平坦化装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4505632B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51107255A (ja) * | 1975-03-18 | 1976-09-22 | Daido Steel Co Ltd | Juseiatsuenkiniokeru sozaikotanbukanzenatsuenhojosochi |
| JPS60141313A (ja) * | 1983-12-29 | 1985-07-26 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延矯正装置及び該装置の使用方法 |
| JPS63138914U (ja) * | 1987-03-05 | 1988-09-13 | ||
| JPH10202318A (ja) * | 1997-01-23 | 1998-08-04 | Showa Alum Corp | 金属製形材の展開加工方法 |
-
2004
- 2004-04-15 JP JP2004120699A patent/JP4505632B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51107255A (ja) * | 1975-03-18 | 1976-09-22 | Daido Steel Co Ltd | Juseiatsuenkiniokeru sozaikotanbukanzenatsuenhojosochi |
| JPS60141313A (ja) * | 1983-12-29 | 1985-07-26 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延矯正装置及び該装置の使用方法 |
| JPS63138914U (ja) * | 1987-03-05 | 1988-09-13 | ||
| JPH10202318A (ja) * | 1997-01-23 | 1998-08-04 | Showa Alum Corp | 金属製形材の展開加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4505632B2 (ja) | 2010-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004167547A (ja) | 薄板の剪断加工方法 | |
| CN102773322B (zh) | 蜂窝金属板加工方法及加工装置 | |
| CN1448232A (zh) | 回转式设备及其相关方法 | |
| CN101405097A (zh) | 轴承组件 | |
| JP4505632B2 (ja) | 金属板の平坦化方法及びその平坦化装置 | |
| US5370028A (en) | Strip steel punching and indenting tool | |
| CN205097263U (zh) | 用于模切的间歇送料机 | |
| JP2002216775A (ja) | 二次電池の電極用集電体箔の成形方法および成形装置 | |
| JP3666558B2 (ja) | 穴明き箔の製造方法 | |
| US20050050939A1 (en) | Press, punch & die | |
| JP2006263768A (ja) | プレス加工装置、及びプレス加工方法 | |
| RU2483824C1 (ru) | Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и наружными эластичными слоями | |
| US20150059427A1 (en) | Die for reducing springback and process thereof | |
| JP2002361333A (ja) | プレス成形品のバリ取り方法及びバリ取用の押型 | |
| US20080156056A1 (en) | Method and Device for Producing a Knurl on the Suface of a Workpiece | |
| JP2008137073A (ja) | 金属材料の打ち抜き方法 | |
| RU2409444C2 (ru) | Способ чистовой вырубки с обжимкой | |
| KR100898739B1 (ko) | 레벨러 피더용 버 제거 장치 | |
| JP2009006357A (ja) | 打ち抜きプレス加工方法、及び打ち抜きプレス金型 | |
| JP2001121221A (ja) | 打抜きダイの製造方法及び打抜きダイ | |
| JP6030458B2 (ja) | かしめ装置 | |
| JP4204601B2 (ja) | プレス機及びプレス方法 | |
| CN114347163A (zh) | 冲孔模组及贴膜设备 | |
| KR100797294B1 (ko) | 권취 스크랩 폐기 장치 | |
| RU80371U1 (ru) | Штамп для пробивки отверстий |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4505632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| EXPY | Cancellation because of completion of term |