JP2005296967A - レーザ加工ヘッド - Google Patents
レーザ加工ヘッド Download PDFInfo
- Publication number
- JP2005296967A JP2005296967A JP2004112938A JP2004112938A JP2005296967A JP 2005296967 A JP2005296967 A JP 2005296967A JP 2004112938 A JP2004112938 A JP 2004112938A JP 2004112938 A JP2004112938 A JP 2004112938A JP 2005296967 A JP2005296967 A JP 2005296967A
- Authority
- JP
- Japan
- Prior art keywords
- side blow
- blow gas
- workpiece
- processing head
- laser processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003754 machining Methods 0.000 title abstract description 4
- 230000003287 optical effect Effects 0.000 claims abstract description 19
- 238000012545 processing Methods 0.000 claims description 34
- 239000002184 metal Substances 0.000 abstract description 19
- 239000007789 gas Substances 0.000 description 55
- 238000005520 cutting process Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 11
- 239000002923 metal particle Substances 0.000 description 8
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 229910001882 dioxygen Inorganic materials 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000009993 protective function Effects 0.000 description 1
Images



Landscapes
- Laser Beam Processing (AREA)
Abstract
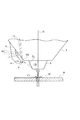
【解決手段】 レーザ集光用光学系と該レーザ集光用光学系の光軸Oと同軸にアシストガスを噴射するノズル3とを備えたレーザ加工ヘッド1において、該レーザ加工ヘッドにほぼ前記光軸と平行に、かつ被加工材Wの表面方向へサイドブローガスSGを噴出させるサイドブローガス噴出口11を設けると共に、該サイドブローガス噴出口から噴出したサイドブローガス流の方向を変更させる角度可変のサイドブローガス衝突板7を設け、前記サイドブローガス流の流線FLと前記光軸Oとの交差位置Pが前記被加工材表面から-10mm〜20mmの高さの範囲になるよう調整可能に設けたことを特徴とするレーザ加工ヘッド。
【選択図】 図1
Description
3 アシストガス噴射ノズル
5 サイドブローガス衝突板支持体
7 サイドブローガス衝突板
9 枢軸
11 サイドブローガスSGの噴出口
13 管路
15 溶融金属粒子
15’ 流動性を保持した溶融金属
15” 箔状付着物
17 ピアス穴
19 空気
FL サイドブローガスSGの流線
O 光軸
P 流線FLと集光レンズの光軸Oとの交差位置
SG サイドブローガス
W 被加工材
Claims (3)
- レーザ集光用光学系と該レーザ集光用光学系の光軸と同軸にアシストガスを噴射するノズルとを備えたレーザ加工ヘッドにおいて、該レーザ加工ヘッドにほぼ前記光軸と平行に、かつ被加工材の表面方向へサイドブローガスを噴出させるサイドブローガス噴出口を設けると共に、該サイドブローガス噴出口から噴出したサイドブローガス流の方向を変更させる角度可変のサイドブローガス衝突板を設け、前記サイドブローガス流の流線(FL)と前記光軸との交差位置(P)が前記被加工材表面から−10mm〜20mmの高さの範囲になるよう調整可能に設けたことを特徴とするレーザ加工ヘッド。
- 請求項1に記載のレーザ加工ヘッドにおいて、前記サイドブローガス衝突板の表面と前記被加工材の表面とがなす角度(θ)を0度以上45度以下の範囲に調整可能に設けたことを特徴とするレーザ加工ヘッド。
- 請求項1または請求項2に記載のレーザ加工ヘッドにおいて、前記サイドブローガス流のオンオフのタイミングを数値制御装置により自動制御すると共に、前記サイドブローガス流の圧力を手動または数値制御装置により自動制御することを特徴とするレーザ加工ヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112938A JP4656855B2 (ja) | 2004-04-07 | 2004-04-07 | レーザ加工ヘッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112938A JP4656855B2 (ja) | 2004-04-07 | 2004-04-07 | レーザ加工ヘッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005296967A true JP2005296967A (ja) | 2005-10-27 |
| JP4656855B2 JP4656855B2 (ja) | 2011-03-23 |
Family
ID=35329149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112938A Expired - Fee Related JP4656855B2 (ja) | 2004-04-07 | 2004-04-07 | レーザ加工ヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4656855B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107931838A (zh) * | 2017-12-16 | 2018-04-20 | 洛阳鹏起实业有限公司 | 激光焊接装置及其侧吹气保护结构、位置调节件 |
| JP2020040115A (ja) * | 2018-09-13 | 2020-03-19 | 三郷金属工業株式会社 | レーザー被膜剥離システム |
| CN116140835A (zh) * | 2023-02-21 | 2023-05-23 | 中国工程物理研究院激光聚变研究中心 | 一种激光微孔加工吹气装置 |
| DE102024114299A1 (de) * | 2024-05-22 | 2025-11-27 | TRUMPF Werkzeugmaschinen SE + Co. KG | Laserschneidkopf, Querblasdüse und Verfahren zum Einstechen |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06337200A (ja) * | 1993-04-01 | 1994-12-06 | Mitsubishi Heavy Ind Ltd | 飛しょう体のスラスタ |
| JPH08290285A (ja) * | 1995-04-19 | 1996-11-05 | Mitsubishi Electric Corp | レーザ加工方法 |
| JPH09277071A (ja) * | 1996-04-18 | 1997-10-28 | Nisshinbo Ind Inc | レーザ加工方法及び装置 |
| JPH11123578A (ja) * | 1997-10-22 | 1999-05-11 | Isuzu Motors Ltd | レーザ加工ヘッド |
| JPH11320171A (ja) * | 1998-05-13 | 1999-11-24 | Matsushita Electric Ind Co Ltd | レーザ照射による穿孔方法および穿孔装置 |
| JP2000084686A (ja) * | 1998-09-09 | 2000-03-28 | Tanaka Seisakusho Kk | レーザピアシング方法およびレーザ加工用ノズルおよびレーザ切断装置 |
| JP2001038473A (ja) * | 1999-07-27 | 2001-02-13 | Amada Co Ltd | 集塵装置 |
| JP2001287076A (ja) * | 2000-04-10 | 2001-10-16 | Tanaka Engineering Works Ltd | レーザ切断機のピアシング装置 |
-
2004
- 2004-04-07 JP JP2004112938A patent/JP4656855B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06337200A (ja) * | 1993-04-01 | 1994-12-06 | Mitsubishi Heavy Ind Ltd | 飛しょう体のスラスタ |
| JPH08290285A (ja) * | 1995-04-19 | 1996-11-05 | Mitsubishi Electric Corp | レーザ加工方法 |
| JPH09277071A (ja) * | 1996-04-18 | 1997-10-28 | Nisshinbo Ind Inc | レーザ加工方法及び装置 |
| JPH11123578A (ja) * | 1997-10-22 | 1999-05-11 | Isuzu Motors Ltd | レーザ加工ヘッド |
| JPH11320171A (ja) * | 1998-05-13 | 1999-11-24 | Matsushita Electric Ind Co Ltd | レーザ照射による穿孔方法および穿孔装置 |
| JP2000084686A (ja) * | 1998-09-09 | 2000-03-28 | Tanaka Seisakusho Kk | レーザピアシング方法およびレーザ加工用ノズルおよびレーザ切断装置 |
| JP2001038473A (ja) * | 1999-07-27 | 2001-02-13 | Amada Co Ltd | 集塵装置 |
| JP2001287076A (ja) * | 2000-04-10 | 2001-10-16 | Tanaka Engineering Works Ltd | レーザ切断機のピアシング装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107931838A (zh) * | 2017-12-16 | 2018-04-20 | 洛阳鹏起实业有限公司 | 激光焊接装置及其侧吹气保护结构、位置调节件 |
| JP2020040115A (ja) * | 2018-09-13 | 2020-03-19 | 三郷金属工業株式会社 | レーザー被膜剥離システム |
| CN116140835A (zh) * | 2023-02-21 | 2023-05-23 | 中国工程物理研究院激光聚变研究中心 | 一种激光微孔加工吹气装置 |
| DE102024114299A1 (de) * | 2024-05-22 | 2025-11-27 | TRUMPF Werkzeugmaschinen SE + Co. KG | Laserschneidkopf, Querblasdüse und Verfahren zum Einstechen |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4656855B2 (ja) | 2011-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6204475B1 (en) | Laser machining apparatus with transverse gas flow | |
| CN101318260B (zh) | 激光焊接头吹保护气装置 | |
| JP4162772B2 (ja) | レーザピアシング方法およびレーザ切断装置 | |
| CN105339129B (zh) | 借助激光束刺入金属工件中的方法 | |
| CN102896427B (zh) | 进行穿孔的激光加工方法及激光加工装置 | |
| US6492617B2 (en) | Piercing device for laser cutter | |
| CN101474724B (zh) | 一种对于转角的激光切割方法 | |
| JPH05329635A (ja) | 溶削方法及び装置 | |
| Samarjy et al. | Using laser cutting as a source of molten droplets for additive manufacturing: A new recycling technique | |
| JP3198095B2 (ja) | レーザ加工装置 | |
| JP4656855B2 (ja) | レーザ加工ヘッド | |
| JP2010234373A (ja) | レーザ加工用ノズル及びレーザ加工装置 | |
| JP6868316B1 (ja) | コーナー部整形装置及びコーナー部整形方法 | |
| CN102186625B (zh) | 用于无切割气体的激光熔化切割的方法 | |
| JP2001205472A (ja) | レーザ加工装置 | |
| JP3058845B2 (ja) | レーザ加工装置の出射端ノズル | |
| JP3749349B2 (ja) | レーザ加工方法及びレーザ加工機 | |
| JPH09136183A (ja) | レーザ加工装置及びその加工トーチ | |
| JP2008114275A (ja) | レーザ加工ヘッド及びレーザ加工方法 | |
| JP4194897B2 (ja) | レーザ加工方法およびレーザ加工装置 | |
| CN103464902B (zh) | 一种激光旋切加工大倾角小孔的喷嘴装置及加工方法 | |
| JPH10277766A (ja) | 高速ピアス穴加工方法および同加工方法に使用するレーザ加工ヘッド | |
| JP6162014B2 (ja) | レーザ加工ヘッド | |
| JP2004230413A (ja) | レーザ加工方法およびレーザ加工装置 | |
| JP2005125331A (ja) | 切断ノロの除去方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101215 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4656855 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |