JP2005296960A - 金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 - Google Patents
金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 Download PDFInfo
- Publication number
- JP2005296960A JP2005296960A JP2004112358A JP2004112358A JP2005296960A JP 2005296960 A JP2005296960 A JP 2005296960A JP 2004112358 A JP2004112358 A JP 2004112358A JP 2004112358 A JP2004112358 A JP 2004112358A JP 2005296960 A JP2005296960 A JP 2005296960A
- Authority
- JP
- Japan
- Prior art keywords
- solder
- metal surface
- surface treatment
- metal
- electronic component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229910000679 solder Inorganic materials 0.000 title claims abstract description 103
- 239000002184 metal Substances 0.000 title claims abstract description 84
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims abstract description 28
- 239000004065 semiconductor Substances 0.000 title claims abstract description 24
- 239000012756 surface treatment agent Substances 0.000 title claims description 30
- 239000007767 bonding agent Substances 0.000 title claims description 28
- 238000004381 surface treatment Methods 0.000 title claims description 7
- 239000000463 material Substances 0.000 claims abstract description 23
- 239000000843 powder Substances 0.000 claims abstract description 23
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 13
- 238000006467 substitution reaction Methods 0.000 claims abstract description 6
- 238000004898 kneading Methods 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 10
- -1 acetic acid compound Chemical class 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 9
- 150000002366 halogen compounds Chemical class 0.000 claims description 8
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Natural products CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 claims description 6
- 239000011230 binding agent Substances 0.000 claims description 6
- 229910052759 nickel Inorganic materials 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 229910052737 gold Inorganic materials 0.000 claims description 4
- 150000002736 metal compounds Chemical class 0.000 claims description 4
- 229910052709 silver Inorganic materials 0.000 claims description 4
- 229910052718 tin Inorganic materials 0.000 claims description 4
- 229910052725 zinc Inorganic materials 0.000 claims description 4
- 229910017604 nitric acid Inorganic materials 0.000 claims description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 claims description 3
- 238000005476 soldering Methods 0.000 abstract description 7
- 239000007769 metal material Substances 0.000 abstract 2
- 239000004568 cement Substances 0.000 abstract 1
- 229940125782 compound 2 Drugs 0.000 abstract 1
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 239000010949 copper Substances 0.000 description 18
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 229910021591 Copper(I) chloride Inorganic materials 0.000 description 5
- OXBLHERUFWYNTN-UHFFFAOYSA-M copper(I) chloride Chemical compound [Cu]Cl OXBLHERUFWYNTN-UHFFFAOYSA-M 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000012190 activator Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229910020830 Sn-Bi Inorganic materials 0.000 description 1
- 229910018728 Sn—Bi Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images


Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【課題】 はんだが濡れない金属表面に、はんだが濡れる膜を簡単に形成できて被接合部材との接合性を高めることが可能な金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法を提供する。
【解決手段】 はんだが濡れない金属材11のはんだ付けに際し、該金属材の表面に、加熱された際に、該金属材を構成する金属成分と置換反応を起こす性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物2の粉末を含有する金属表面処理剤を塗布する。
【選択図】 図1
【解決手段】 はんだが濡れない金属材11のはんだ付けに際し、該金属材の表面に、加熱された際に、該金属材を構成する金属成分と置換反応を起こす性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物2の粉末を含有する金属表面処理剤を塗布する。
【選択図】 図1
Description
本発明は、金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法に関し、更に詳しくは、はんだ接合性の向上を図る技術に関する。
従来より電子部品をプリント基板などに接合する際には、基板上のランドにはんだペーストを印刷後、マウンターなどの搭載機で電子部品を搭載し、その後、リフロー炉内ではんだペースト(はんだ粉とフラックスとを混練して構成される)を溶融することによりはんだ付けを行っている。基板上のランドの金属表面には、空気中の酸素に触れて酸化膜が形成されており、この酸化膜は接合不良などの不都合を発生させることから、従来のはんだペースト内のフラックスには、酸化膜を除去するための活性剤が混合されている。この種のフラックスを有するはんだペーストにおいては、強固な接合が得られるように接合部に対する濡れ性の向上が望まれており、従来は、フラックスに含有する活性剤の含有量を変えるなどしてはんだ濡れ性を改善するようにしていた(例えば、特許文献1参照)。
しかしながら上記特許文献1の技術は、あくまでもはんだが濡れる性質を有する金属を接合対象とした場合に、はんだ濡れ性を改善することを目的としたものであった。したがって、例えばSUS材のように、はんだが全く濡れない金属に対して上記従来のはんだペーストを用いたとしても、濡れ性の改善どころか接合自体が不可能であった。この種のはんだが濡れない金属をはんだによって接合可能とするためには、はんだが濡れない金属の表面に、はんだが濡れやすい膜を形成し、その膜を用いてはんだ接合する方法が一つとして考えられる。このような膜形成に際しては、例えばスパッタ装置を用いて真空中で形成する方法が一般的に用いられるが、この方法は装置が大掛かりとなりコスト高となるなどの不都合があった。
本発明はこのような点に鑑みなされたもので、はんだが濡れない金属表面に、はんだが濡れる膜を簡単に形成できて被接合部材との接合性を高めることが可能な金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法を提供することを目的とする。
本発明に係る金属表面処理剤は、加熱された際に、母材を構成する金属成分と置換反応を起こす性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物の粉末が含有されてなるものである。
これにより、はんだが濡れない金属表面に、金属表面処理剤を塗布して加熱することで、簡単に、はんだ濡れ性の良い金属層を形成することができる。したがって、この金属層を用いてはんだ接合することにより、被接合部材との接合性を高めることが可能となる。
これにより、はんだが濡れない金属表面に、金属表面処理剤を塗布して加熱することで、簡単に、はんだ濡れ性の良い金属層を形成することができる。したがって、この金属層を用いてはんだ接合することにより、被接合部材との接合性を高めることが可能となる。
また、本発明に係る金属表面処理剤は、上記化合物の粉末と有機バインダーとが混練されてなるものである。
このように、金属表面処理剤は、化合物の粉末と有機バインダーとが混練されてペースト状に構成される。
このように、金属表面処理剤は、化合物の粉末と有機バインダーとが混練されてペースト状に構成される。
また、本発明に係る金属表面処理剤は、上記金属が、Cu,Sn,Ag,Au,Ni,Zn,Al又はCrの何れかであるものである。
また、本発明に係る金属表面処理剤は、上記化合物がハロゲン化合物、酢酸化合物、硝酸化合物又は硫酸化合物の何れかであるものである。
本発明に係る金属表面処理方法は、母材表面に金属表面処理剤を塗布した後、加熱装置内で加熱するものである。
このようにして、はんだが濡れない母材表面に、はんだ濡れ性の良い金属層を形成することができる。
このようにして、はんだが濡れない母材表面に、はんだ濡れ性の良い金属層を形成することができる。
本発明に係るはんだ接合剤は、上記の何れかの金属表面処理剤と、はんだ粉とを混練してなるものである。
このはんだ接合剤を用いてはんだ接合を行うことにより、はんだが濡れない母材金属であっても、被接合部材とのはんだ接合が可能となる。
このはんだ接合剤を用いてはんだ接合を行うことにより、はんだが濡れない母材金属であっても、被接合部材とのはんだ接合が可能となる。
本発明に係るはんだペーストは、上記の何れかの金属表面処理剤を含有してなるものである。
このはんだペーストを用いてはんだ接合を行うことにより、はんだが濡れない母材金属であっても、被接合部材とのはんだ接合が可能となる。
このはんだペーストを用いてはんだ接合を行うことにより、はんだが濡れない母材金属であっても、被接合部材とのはんだ接合が可能となる。
本発明に係る半導体電子部品の実装方法は、上記のはんだ接合剤を用いて半導体電子部品を配線基板上に接合するものである。
また、本発明に係る半導体電子部品の実装方法は、上記のはんだペーストを用いて半導体電子部品を配線基板上に接合するものである。
この実装方法によれば、半導体電子部品のリードにはんだ濡れ性を向上させるメッキが施されていなくても、上記のはんだ接合剤を用いることによりはんだ濡れ性が向上して良好な接合が可能となり、信頼性の高い半導体電子部品の実装が可能となる。
また、本発明に係る半導体電子部品の実装方法は、上記のはんだペーストを用いて半導体電子部品を配線基板上に接合するものである。
この実装方法によれば、半導体電子部品のリードにはんだ濡れ性を向上させるメッキが施されていなくても、上記のはんだ接合剤を用いることによりはんだ濡れ性が向上して良好な接合が可能となり、信頼性の高い半導体電子部品の実装が可能となる。
実施の形態1.
以下、本発明の実施の形態1に係る金属表面処理剤について説明する。
本実施の形態1の金属表面処理剤は、加熱された際に、母材を構成する金属成分と置換反応を生じる性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物の粉末が含有されてなるものである。
ここで、はんだとの濡れ性の良い金属とは、Cu,Sn,Ag,Au,Ni,Zn,Al又はCrなどが該当し、これら各金属は、はんだ濡れ性の良い金属として従来より知られたものである。また、化合物としては、例えばハロゲン化合物、酢酸化合物、硝酸化合物又は硫酸化合物などが該当する。本例の金属表面処理剤は、前記化合物の粉末と、例えばエポキシ樹脂、ポリエステル又はフェノールなどの有機バインダーとを混練して構成されており、ペースト状に構成されている。
以下、本発明の実施の形態1に係る金属表面処理剤について説明する。
本実施の形態1の金属表面処理剤は、加熱された際に、母材を構成する金属成分と置換反応を生じる性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物の粉末が含有されてなるものである。
ここで、はんだとの濡れ性の良い金属とは、Cu,Sn,Ag,Au,Ni,Zn,Al又はCrなどが該当し、これら各金属は、はんだ濡れ性の良い金属として従来より知られたものである。また、化合物としては、例えばハロゲン化合物、酢酸化合物、硝酸化合物又は硫酸化合物などが該当する。本例の金属表面処理剤は、前記化合物の粉末と、例えばエポキシ樹脂、ポリエステル又はフェノールなどの有機バインダーとを混練して構成されており、ペースト状に構成されている。
図1は、本発明の実施の形態1に係る金属表面処理剤による表面処理方法を説明する模式図である。本例ではSUS材を母材とし、特にSUS304とする場合を例に説明する。SUS304の組成は、Fe−18Cr−8Ni(74wt%のFeと18wt%のCrと8Ni)である。
SUS材10の表面に金属表面処理剤1を塗布する(図1(a))。金属表面処理剤1は、ここではCuをハロゲン化合物化した化合物(CuCl2 )2の粉末と有機バインダー3とを混練したものである。金属表面処理剤1を塗布した後、全体をリフロー炉等の加熱装置に挿入して加熱する(図示省略)。これによりSUS材10表面と金属表面処理剤1との間で以下に示す化学反応が生じる。
SUS材10の表面に金属表面処理剤1を塗布する(図1(a))。金属表面処理剤1は、ここではCuをハロゲン化合物化した化合物(CuCl2 )2の粉末と有機バインダー3とを混練したものである。金属表面処理剤1を塗布した後、全体をリフロー炉等の加熱装置に挿入して加熱する(図示省略)。これによりSUS材10表面と金属表面処理剤1との間で以下に示す化学反応が生じる。
すなわち、加熱されることによりSUS材10を構成するFe成分とハロゲン化合物(CuCl2 )2とが次式(1)で示すような置換反応を起こし、その結果、SUS材10の表面にCu層10aが析出される(図1(b))。
CuCl2 + Fe → Cu+FeCl2 ・・・ (1)
このように、SUS材10表面にCu層10aが形成される。このCu層10aは、はんだ濡れ性の良い金属層であることから、このCu層10aを利用して既存のはんだペーストを用いた接合が可能となる。
このように実施の形態1によれば、はんだが濡れない金属表面に、金属表面処理剤1を塗布して加熱することで、簡単に、はんだ濡れ性の良い金属層を形成することができる。したがって、この金属層を用いてはんだ接合することにより、被接合部材との接合性が高まり、良好な接合を行うことが可能となる。
なお、本例では、Cuのハロゲン化合物(CuCl2 )の粉末を含有した金属表面処理剤1を例に挙げて説明したが、本発明の金属表面処理剤に含有される化合物は、上述したように他にSn,Ag,Au,Ni,Zn,AlあるいはCrなどの化合物としても良く、例えばSnのハロゲン化合物(SnCl2 )としても良い。この場合、SUS材10表面にSn層が形成されることになる。このSn層も、はんだ濡れ性の良い金属層であるため、Cu層10aの場合と同様に、被接合部材との接合性が高まり、良好な接合を行うことが可能となる。
また、はんだが濡れない金属として、SUS材を例に挙げて説明したが、これに限られたものではなく、他に例えばFe系の金属(鋳鉄など)なども含まれる。このFe系の金属表面上にも、本発明の金属表面処理剤1を用いて同様に処理することで、はんだ濡れ性の良い金属層を形成することができる。
実施の形態2.
次に、実施の形態1の金属表面処理剤1とはんだ粉とを混練して構成したはんだ接合剤を用いてはんだ接合を実施する場合の処理工程を説明する。
次に、実施の形態1の金属表面処理剤1とはんだ粉とを混練して構成したはんだ接合剤を用いてはんだ接合を実施する場合の処理工程を説明する。
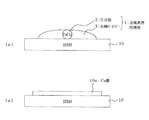
図2は、はんだ接合剤を用いてはんだ接合を実施する場合の処理工程を示す模式図である。なお、本例ではSUS材同士を接合する場合を例に説明する。
まず、SUS材11の表面に、金属表面処理剤1とはんだ粉4とを混練してなるはんだ接合剤20を塗布する(図2(a))。その上に接合対象のSUS材12を載置する(図2(b))。そして、その状態でリフロー炉等の加熱装置(図示せず)内に挿入して全体を加熱する(図示省略)。これにより、はんだ接合剤20が加熱されて溶解し、はんだ接合剤20とSUS材11,12のそれぞれの表面金属との間で上記(1)式で示したのと同じ化学反応が生じてCu層11a,12aが析出される。SUS材11,12表面に析出したCu層11a,12aは、はんだ濡れ性が良いため、このCu層11a,12aに、溶融したはんだ21が濡れ広がって(図2(c))、良好な接合が得られる。
まず、SUS材11の表面に、金属表面処理剤1とはんだ粉4とを混練してなるはんだ接合剤20を塗布する(図2(a))。その上に接合対象のSUS材12を載置する(図2(b))。そして、その状態でリフロー炉等の加熱装置(図示せず)内に挿入して全体を加熱する(図示省略)。これにより、はんだ接合剤20が加熱されて溶解し、はんだ接合剤20とSUS材11,12のそれぞれの表面金属との間で上記(1)式で示したのと同じ化学反応が生じてCu層11a,12aが析出される。SUS材11,12表面に析出したCu層11a,12aは、はんだ濡れ性が良いため、このCu層11a,12aに、溶融したはんだ21が濡れ広がって(図2(c))、良好な接合が得られる。
このように実施の形態2によれば、金属表面処理剤1とはんだ粉4とを混練してなるはんだ接合剤20を用いることにより、従来、はんだ濡れ性が無くはんだによる接合が不可能であった金属をはんだ接合することが可能となる。
実施の形態3.
次に、実施の形態2のはんだ接合剤20を用いた半導体電子部品の実装工程を説明する。なお、実装される半導体電子部品は、半導体チップを内部に樹脂封止した樹脂封止部の側面からリードが延出されたQFP等の構成のものであるとする。また、リードは42alloy等で構成されており、通常リードには、はんだ濡れ性を向上させるために例えばSn−Bi等のメッキが施されている。しかしながら、本例のはんだ接合剤20を用いる場合には、このメッキは不要となり、リードの構成金属そのものの表面に、直接、はんだ接合剤20を塗布してはんだ接合することになる。
次に、実施の形態2のはんだ接合剤20を用いた半導体電子部品の実装工程を説明する。なお、実装される半導体電子部品は、半導体チップを内部に樹脂封止した樹脂封止部の側面からリードが延出されたQFP等の構成のものであるとする。また、リードは42alloy等で構成されており、通常リードには、はんだ濡れ性を向上させるために例えばSn−Bi等のメッキが施されている。しかしながら、本例のはんだ接合剤20を用いる場合には、このメッキは不要となり、リードの構成金属そのものの表面に、直接、はんだ接合剤20を塗布してはんだ接合することになる。
図3は、半導体電子部品の実装工程を説明する模式図である。なお、リードはここでは42alloy(58wt%Fe−42wt%Ni)で構成されているものとする。
半導体電子部品30を実装する際には、まず、プリント配線基板41の金属ランド42(図3にはCu(銅)ランドを例示。他に例えばAuランドとしても良い)上に、はんだ接合剤20をスクリーン印刷等で供給/塗布する(図3(a))。そして、マウンターなどの搭載機でリード31を有する半導体電子部品30をプリント配線基板41上に搭載する(図3(b))。その後、この状態でリフロー炉等の加熱装置(図示せず)内に挿入する。これにより、はんだ接合剤20が溶解し、はんだ接合剤20とリード31のFe成分との間で上記(1)に示した化学反応が生じる。
半導体電子部品30を実装する際には、まず、プリント配線基板41の金属ランド42(図3にはCu(銅)ランドを例示。他に例えばAuランドとしても良い)上に、はんだ接合剤20をスクリーン印刷等で供給/塗布する(図3(a))。そして、マウンターなどの搭載機でリード31を有する半導体電子部品30をプリント配線基板41上に搭載する(図3(b))。その後、この状態でリフロー炉等の加熱装置(図示せず)内に挿入する。これにより、はんだ接合剤20が溶解し、はんだ接合剤20とリード31のFe成分との間で上記(1)に示した化学反応が生じる。
すなわち、加熱装置内で加熱されることにより、リード31のFe成分とはんだ接合剤20中のハロゲン化合物(CuCl2 )2が(1)式で示した置換反応を起こし、その結果、リード31表面にCu層31aが析出され、析出したCu層31aは、はんだ濡れ性が良いため、溶融したはんだ21がこのCu層31aに濡れ広がり(図3(c))、良好な接合が得られる。
以上説明したように、半導体電子部品30の実装に際し、前述したはんだ接合剤20を用いることにより、従来、はんだ濡れ性向上のためにリード31に設けられていたメッキが不要となりながらも、はんだ濡れ性が向上して良好な接合が可能となり、信頼性の高い半導体電子部品30の実装が可能である。
また、金属表面処理剤1中には、はんだ濡れ性の良い金属粉が化合物化されて含有されているので、その金属粉の酸化を防ぐことが可能である。したがって、金属粉の酸化による、はんだ接合剤20保存中の劣化やはんだ濡れ性の低下を防止でき、保存安定性が良く、良好なはんだ付けが可能なはんだ接合剤20を得ることができる。
なお、上記実施の形態では、金属表面処理剤1にはんだ粉4を混練してはんだ接合剤20を構成したが、はんだ粉とフラックスとが混練されてなる既存のはんだペーストに本例の金属表面処理剤1を混合させた構成としても良い。この場合も、上記と同様の作用効果を得ることが可能となる。
1 金属表面処理剤、3 有機バインダー、4 はんだ粉、10,11,12 SUS材、10a,11a,31a Cu層、20 はんだ接合剤、30 半導体電子部品、31 リード、41 プリント配線基板、42 金属ランド。
Claims (9)
- 加熱された際に、母材を構成する金属成分と置換反応を起こす性質を有する金属であって、且つはんだとの濡れ性が良い金属の化合物の粉末が含有されてなる金属表面処理剤。
- 前記化合物の粉末と有機バインダーとが混練されてなることを特徴とする請求項1記載の金属表面処理剤。
- 前記金属は、Cu,Sn,Ag,Au,Ni,Zn,Al又はCrの何れかであることを特徴とする請求項1又は請求項2記載の金属表面処理剤。
- 前記化合物がハロゲン化合物、酢酸化合物、硝酸化合物又は硫酸化合物の何れかであることを特徴とする請求項1乃至請求項3の何れかに記載の金属表面処理剤。
- 母材表面に請求項1乃至請求項4の何れかに記載の金属表面処理剤を塗布した後、加熱装置内で加熱することを特徴とする金属表面処理方法。
- 請求項1乃至請求項4の何れかに記載の金属表面処理剤と、はんだ粉とを混練してなるはんだ接合剤。
- 請求項1乃至請求項4の何れかに記載の金属表面処理剤を含有してなるはんだペースト。
- 請求項6記載のはんだ接合剤を用いて半導体電子部品を配線基板上に接合することを特徴とする半導体電子部品の実装方法。
- 請求項7記載のはんだペーストを用いて半導体電子部品を配線基板上に接合することを特徴とする半導体電子部品の実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112358A JP2005296960A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112358A JP2005296960A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005296960A true JP2005296960A (ja) | 2005-10-27 |
Family
ID=35329142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112358A Withdrawn JP2005296960A (ja) | 2004-04-06 | 2004-04-06 | 金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005296960A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012155820A (ja) * | 2011-01-28 | 2012-08-16 | Suncall Corp | ステンレス鋼への導電材料の接合方法、及びhdd用磁気ヘッドサスペンション |
| JP2014059951A (ja) * | 2013-11-05 | 2014-04-03 | Suncall Corp | 導電接合方法 |
| KR101623643B1 (ko) | 2013-11-29 | 2016-05-23 | 히타치 긴조쿠 가부시키가이샤 | 납재 부가 기재 및 납재 부가 기재의 제조 방법 |
-
2004
- 2004-04-06 JP JP2004112358A patent/JP2005296960A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012155820A (ja) * | 2011-01-28 | 2012-08-16 | Suncall Corp | ステンレス鋼への導電材料の接合方法、及びhdd用磁気ヘッドサスペンション |
| US8920887B2 (en) | 2011-01-28 | 2014-12-30 | Suncall Corporation | Method of bonding conductive material to stainless steel, and HDD magnetic head suspension |
| JP2014059951A (ja) * | 2013-11-05 | 2014-04-03 | Suncall Corp | 導電接合方法 |
| KR101623643B1 (ko) | 2013-11-29 | 2016-05-23 | 히타치 긴조쿠 가부시키가이샤 | 납재 부가 기재 및 납재 부가 기재의 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102596487B (zh) | 无铅焊料合金、接合用构件及其制造方法、以及电子部件 | |
| KR20140110926A (ko) | 접합 방법, 접합 구조체 및 그 제조 방법 | |
| CN101536620B (zh) | 在印刷线路板上形成焊料层的方法和浆料排放装置 | |
| JP4799997B2 (ja) | 電子機器用プリント板の製造方法およびこれを用いた電子機器 | |
| WO2006041068A1 (ja) | 電子部品の実装方法 | |
| CN100384309C (zh) | 焊接方法、通过该焊接方法连接的元件和连接结构 | |
| US20090129970A1 (en) | Pb free solder alloy | |
| JP4576270B2 (ja) | ハンダ回路基板の製造方法 | |
| TW590836B (en) | Method of mounting electronic parts with Sn-Zn solder free of Pb without reduction in bonding strength | |
| JP4576286B2 (ja) | 電子回路基板の製造方法および電子部品の実装方法 | |
| JP2001308144A (ja) | フリップチップ実装方法 | |
| JP2005021958A (ja) | 鉛フリーソルダペースト | |
| JP2002120086A (ja) | 無鉛はんだ及びその製造方法 | |
| JP2005296960A (ja) | 金属表面処理剤、金属表面処理方法、はんだ接合剤、はんだペースト及び半導体電子部品の実装方法 | |
| US7101782B2 (en) | Method of making a circuitized substrate | |
| CN101321441A (zh) | 使用了导电性涂料的印刷电路基板的回流焊方法 | |
| JP2005297011A (ja) | ソルダーペーストおよび半田付け物品 | |
| JP4368081B2 (ja) | チップ部品を実装した回路装置 | |
| JP2008042071A (ja) | 無電解めっき方法 | |
| JP2000176678A (ja) | クリームはんだ及びそれを用いた実装製品 | |
| JP5104716B2 (ja) | 電子装置の製造方法 | |
| JP2004283841A (ja) | ソルダペーストおよびソルダペースト用はんだ粉末の被覆方法 | |
| JP2005199289A (ja) | はんだペースト、半導体電子部品用バンプ、半導体電子部品及び半導体電子部品の実装方法 | |
| JPH05259632A (ja) | プリント配線板およびその製造方法 | |
| JP2011143445A (ja) | フラックス,はんだ及び基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070703 |