JP2005296728A - 包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 - Google Patents
包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 Download PDFInfo
- Publication number
- JP2005296728A JP2005296728A JP2004113249A JP2004113249A JP2005296728A JP 2005296728 A JP2005296728 A JP 2005296728A JP 2004113249 A JP2004113249 A JP 2004113249A JP 2004113249 A JP2004113249 A JP 2004113249A JP 2005296728 A JP2005296728 A JP 2005296728A
- Authority
- JP
- Japan
- Prior art keywords
- oxygen
- absorbing
- tape
- resin layer
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 92
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 57
- 229920005989 resin Polymers 0.000 claims abstract description 135
- 239000011347 resin Substances 0.000 claims abstract description 135
- 239000001301 oxygen Substances 0.000 claims abstract description 127
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 127
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 126
- 230000001877 deodorizing effect Effects 0.000 claims description 19
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000010030 laminating Methods 0.000 claims description 4
- 238000010521 absorption reaction Methods 0.000 abstract description 23
- 239000011358 absorbing material Substances 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 166
- 239000000463 material Substances 0.000 description 44
- 239000002250 absorbent Substances 0.000 description 34
- 230000002745 absorbent Effects 0.000 description 34
- -1 polypropylene Polymers 0.000 description 26
- 238000000034 method Methods 0.000 description 18
- 239000004743 Polypropylene Substances 0.000 description 16
- 229920001155 polypropylene Polymers 0.000 description 15
- 239000000470 constituent Substances 0.000 description 14
- 238000007789 sealing Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 10
- 229920005992 thermoplastic resin Polymers 0.000 description 9
- 239000004594 Masterbatch (MB) Substances 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 235000013305 food Nutrition 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- 239000004677 Nylon Substances 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 5
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 5
- 229920001778 nylon Polymers 0.000 description 5
- 239000005022 packaging material Substances 0.000 description 5
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- NMQFOKRWVOFTHP-UHFFFAOYSA-N cobalt;diphenylmethanone Chemical compound [Co].C=1C=CC=CC=1C(=O)C1=CC=CC=C1 NMQFOKRWVOFTHP-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 229920002589 poly(vinylethylene) polymer Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000006103 coloring component Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 229920013716 polyethylene resin Polymers 0.000 description 3
- 238000007666 vacuum forming Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229940123973 Oxygen scavenger Drugs 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 229940037003 alum Drugs 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 241001148470 aerobic bacillus Species 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000000746 allylic group Chemical group 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 125000001743 benzylic group Chemical group 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- CREMABGTGYGIQB-UHFFFAOYSA-N carbon carbon Chemical compound C.C CREMABGTGYGIQB-UHFFFAOYSA-N 0.000 description 1
- 150000001722 carbon compounds Chemical class 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 238000004332 deodorization Methods 0.000 description 1
- 230000003635 deoxygenating effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005281 excited state Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000012263 liquid product Substances 0.000 description 1
- 230000000813 microbial effect Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images


Landscapes
- Gas Separation By Absorption (AREA)
- Laminated Bodies (AREA)
- Packages (AREA)
- Disinfection, Sterilisation Or Deodorisation Of Air (AREA)
Abstract
【解決手段】酸素吸収性樹脂層2の片面2aが前記可視光線不透過層3と接する包装体熱接着用酸素吸収性テープ1、当該テープ1を内面側に貼り付けてなる酸素吸収性テープ付き包装体、及び当該包装体の製造方法であって、酸素吸収性テープ1は、酸素吸収性樹脂層2の片面2aが前記可視光線不透過層3と接して、酸素吸収性樹脂層2のもう方面2cが紫外線透過樹脂層4と接していてもよい。
【選択図】図3
Description
また、この紫外線透過樹脂層を熱接着層とすることもでき、これにより、包装体熱接着用酸素吸収性テープの熱接着性を向上させることができる。更には、熱接着する包装袋の材質に合わせて、紫外線透過樹脂層の材質を変えることができるため、ヒートシールが容易となり、汎用性が高まる。
また、テープが包装体に熱接着(ヒートシール)するようにしているため、包装体に対して簡便に貼付することができる。製造時の入れ忘れや、あるいは包装体の開封時に誤って外部に出てしまったりすることもない。
かかる本発明によれば、可視光線不透過層に対して脱臭成分を含有させるようにしているので、酸素吸収性テープに対して脱臭能を付与することができ、酸素吸収時におけるテープからの悪臭の発生を好適に防止することができる。
また、脱臭成分を酸素吸収性樹脂層に添加せずに脱臭させるので、酸素吸収能にも影響を与えることはない。
この本発明の包装体は、前記した本発明の包装体熱接着用酸素吸収性テープを内面に貼付してなるので、当該テープの奏する効果を好適に享受することができる。
また、被着される酸素吸収性テープの面積が小さいので、包装体のデザイン等に影響を与えることもない。
そして、包装体の構成材料自体を酸素吸収性材料で構成せず、小面積の酸素吸収性テープを被着するようにしているので、コストの削減を図ることができる。
前記の包装体熱接着用酸素吸収性テープに対して紫外線を照射して、当該酸素吸収性テープの紫外線透過樹脂層または酸素吸収性樹脂層とフィルムの内面を熱により接着し、フィルム周縁を熱接着して製袋することを特徴とする。
また、小面積の酸素吸収性テープを使用することにより、紫外線照射における照射設備を小型化することができ、これによっても製造コストの削減を図ることができる。
酸素吸収能を有する本発明の包装体熱接着用酸素吸収性テープを使用して酸素吸収性テープ付き包装体を得るようにしているので、前記した包装体を袋体とした場合と同様、酸素吸収性材料の製造ロスを極力少なくすることができ、製造コストの低減化を図ることができる。特に、蓋材に対して酸素吸収性テープを貼り付けるようにしているので、蓋材全体を酸素吸収性樹脂から構成する場合と比較して、蓋材打ち抜き時の酸素吸収性樹脂のロス分を大幅に低減することができる。
また、前記と同様に、小面積の酸素吸収性テープの使用により、紫外線照射における照射設備を小型化することができ、製造コストの削減を図ることができる。
[第1実施形態]
以下、本発明の実施の一形態を図面に基づいて説明する。
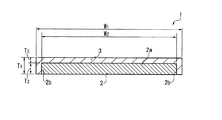
図1は、本発明の包装体熱接着用酸素吸収性テープの一形態を示した断面図である。図1中、1は酸素吸収性テープ、2は酸素吸収性樹脂層、3は可視光線不透過層、をそれぞれ示す。
脱臭成分の例としては、活性アルミナ、酸化亜鉛アルミナ、ゼオライト、二酸化ケイ素、活性炭、焼ミョウバン等が挙げられ、これらの脱臭剤の一種を単独で、または、二種類以上を組み合わせて使用することができる。
可視光線不透過層3に対する脱臭成分の添加量は、テープ1の加工条件や用途により決定すればよいが、一般に、可視光線不透過層3の全体に対して1〜15質量%であることが好ましい。
また、図1において、当該テープ1の厚さT1は、特に制限はないが、一般に、20〜200μmであることが好ましい。テープ1の厚さをかかる範囲にすることにより、一般的に、酸素吸収性能を備え、生産性、加工性、取り扱い性等に優れた酸素吸収性テープ1を得ることができるため好ましい。
(1)包装体熱接着用酸素吸収性テープ1を構成する酸素吸収性樹脂層2と可視光線不透過層3が、断面として酸素吸収性樹脂層2が可視光線不透過層3と接するようにしているので、酸素吸収能に優れることに加えて、酸素吸収性樹脂層2が蓋材等の包装体の内部側に接着するようにすれば、酸素吸収性テープ1を構成する酸素吸収性樹脂層2が酸素を吸収して褐変しても、かかる褐変を可視光線不透過層3が隠蔽することができる。従って、使用における外観上の違和感もない包装体熱接着用酸素吸収性テープ1を好適に提供することができる。
また、脱臭成分を酸素吸収性樹脂層2に添加せず可視光線不透過層3に添加して脱臭を図るので、酸素吸収能にも影響を与えないものである。
更には、この酸素吸収性テープ1は、従来の包装体の製袋時におけるヒートシール工程や、容器包装の蓋材のヒートシール工程などに容易に組み込むことが可能であるため、包装体の製造に影響を及ぼすこともない。そして、テープ自体の製造も簡便な手段が用いられており、一工程で行うことも可能であるため、テープ製造工程の簡略化や製造コストの削減にもつながる。
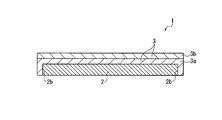
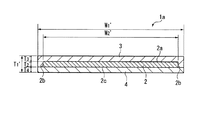
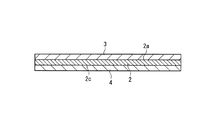
図3は、本発明の包装体熱接着用酸素吸収性テープの他の形態を示した断面図である。図3中、1aは包装体熱接着用酸素吸収性テープ、2は酸素吸収性樹脂層、3は可視光線不透過層、をそれぞれ示す。
なお、以下の説明では、既に第1実施形態で説明した部分又は部材と同様な部材等については、同一符号を付して、その説明を省略している。
また、この紫外線透過樹脂層4をヒートシール層とすることもでき、これにより、酸素吸収性テープ1aのヒートシール性を向上させることができる。
(4)包装体熱接着用酸素吸収性テープ1aを構成する酸素吸収性樹脂層2、可視光線不透過層3、紫外線透過樹脂層4が、断面として酸素吸収性樹脂層2の片面2aが可視光線不透過層3と接し、酸素吸収性樹脂層2のもう片面2cが紫外線透過樹脂層4と接する構成としているので、紫外線が酸素吸収性樹脂層2まで効率よく照射されることになる。
図5は、矩形状の2枚のフィルム11を貼り合わせて構成される袋体10に対して、前記した図3の包装体熱接着用酸素吸収性テープ1aをその内面に被着させた酸素吸収性テープ付き包装体である酸素吸収性テープ付き袋体5を示しており、(A)は斜視図、(B)は(A)のB−B断面図である。
(5)酸素吸収性テープ付き袋体5は、前記した包装体熱接着用酸素吸収性テープ1aを内面に貼り付けているので、前記した(1)〜(4)の効果を好適に享受した酸素吸収性テープ付き包装体となり、また、包装体の構成材料自体を酸素吸収性材料で構成せず、小面積の酸素吸収性テープ1aを被着するようにしているので、コストの削減を図ることができる。
また、小面積の酸素吸収性テープ1を使用することにより、紫外線照射における照射設備を小型化することができ、これによっても製造コストの削減を図ることができる。
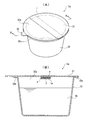
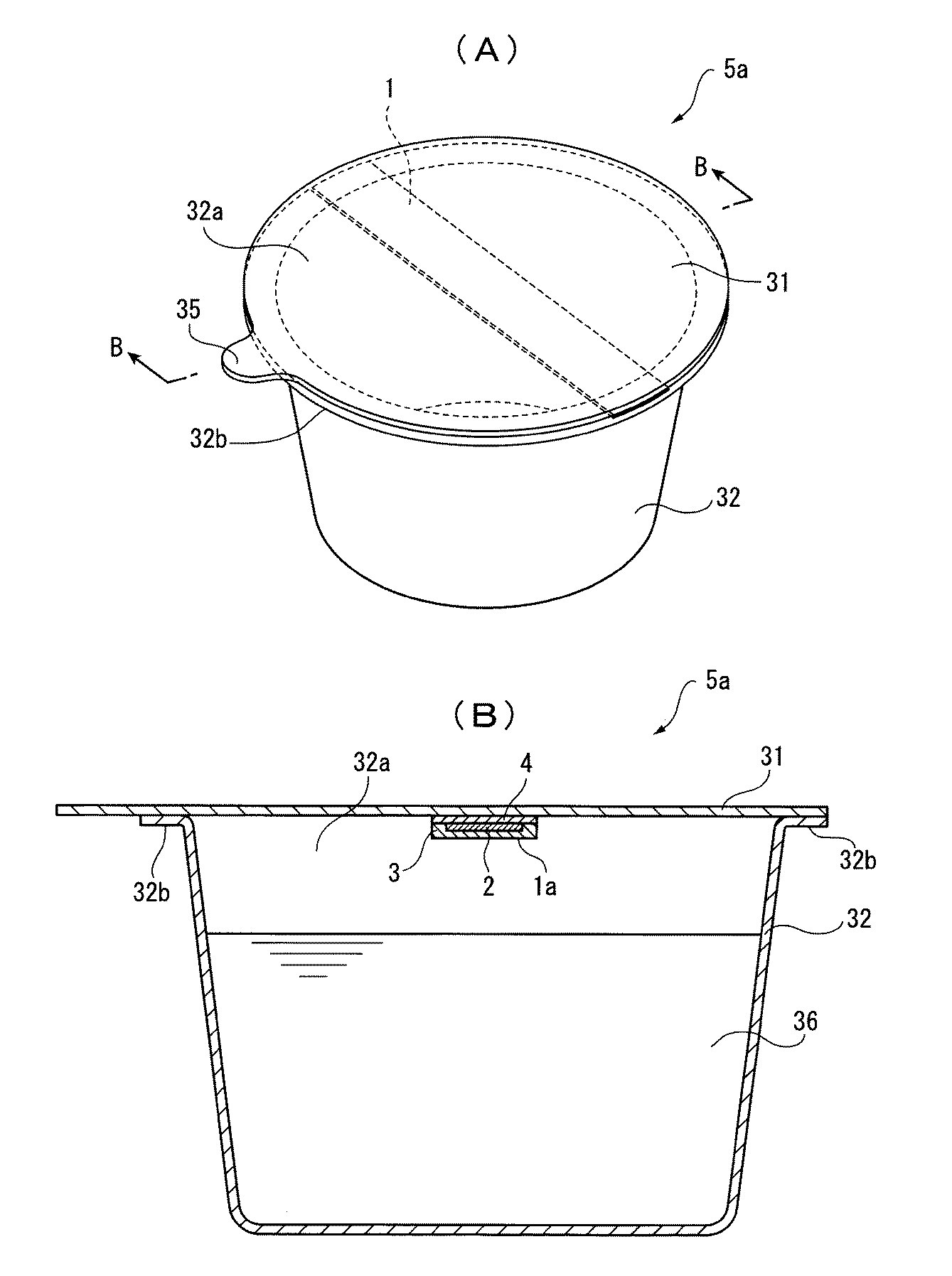
図6は、蓋材31と容器本体32より構成される蓋付き容器5aに対して、前記した第2実施形態の包装体熱接着用酸素吸収性テープ1aをその内面に被着させた酸素吸収性テープ付き包装体である酸素吸収性テープ付き包装容器5aを示しており、(A)は斜視図、(B)は(A)のB−B断面図である。
なお、図6の酸素吸収性テープ付き包装容器5aには、開封用のタブ35が形成されている。
なお、容器本体32は、真空成形法、圧空成形法、真空圧空成形法、プラグアシスト真空成形法等の各種熱成形方法を採用することにより、簡便に得ることができる。
まず、ロール巻きされた長尺の包装体熱接着用酸素吸収性テープ1aを、紫外線透過樹脂層4が上になるようにして繰り出していくとともに、上方の紫外線照射部41から紫外線を断続的に照射する。この紫外線照射により、酸素吸収性テープ1aを構成する酸素吸収性樹脂が励起される。
なお、酸素吸収性テープ1aを貼付する位置も、図5及び図6に示した位置には限定されず、これには限定されず、図5に示す袋体10や、図6に示す蓋材31や容器本体32の任意の位置に貼付することができる。
その他、本発明の実施における具体的な構造及び形状等は、本発明の目的を達成できる範囲で他の構造等としてもよい。
(A)包装体熱接着用酸素吸収性テープ1の製造:
シリンダ径30mmφである単軸押出機2台からなる多層異形共押出装置を用いて、下記の樹脂構成および仕様により、図1の断面形状からなる本発明の包装体熱接着用酸素吸収性テープ1を製造した。
1,2−ポリブタジエン90%とコバルトベンゾフェノン10質量%を含むポリエチレン系マスターバッチとからなる酸素吸収性樹脂を使用した。
ランダムポリプロピレン(RPP)(F−744NP:出光石油化学(株)製)96質量%と、60%酸化チタンマスターバッチ(PPM190078:東京インキ(株)製)4質量%との混合材料を用いた。
酸素吸収性テープ1の厚さT1: 50μm
酸素吸収性テープ1の幅W1: 50mm
酸素吸収性樹脂層2の厚さT2: 40μm
酸素吸収性樹脂層2の幅W2: 45mm
可視光線不透過層の厚さT3: 10μm
具体的条件を下記のとおりとして、前記(A)により得られた包装体熱接着用酸素吸収性テープを貼付した、図6に示される構成の本発明の酸素吸収性テープ付き包装容器5aを製造した。
アルミ蒸着ポリエチレンテレフタレート/延伸ナイロン(ポリアミド)/未延伸ポリプロピレン(CPP)シーラント(各層の厚さ 順に、12μm/15μm/50μm)の積層フィルム(総厚さ 77μm)を用いた。
ポリプロピレン/接着層/エチレン−ビニルアルコール共重合体(EVOH)/接着層/ポリプロピレン(各層の厚さ(接着層除く) 順に、280μm/40μm/280μm)の共押出シート(総厚さ 600μm)を公知のプラグアシスト真空成形により、展開倍率が2倍、口径が80mmφ、容量が80mlの容器本体32を製造した。
図7に示す構成の製造装置40を用いて、以下の(1)〜(4)に従い製造した。
(1)ボビン巻きされた長尺の酸素吸収性テープ1を、酸素吸収性樹脂層2が上になるようにして繰り出していくとともに、上方の紫外線照射部41(UV殺菌装置 GMT65060115(6):岩崎電気(株))により、照射条件を80mW・秒/cm2として紫外線を断続的に照射して包装体熱接着用酸素吸収性テープ1を構成する酸素吸収性樹脂が励起するようにした。なお、酸素吸収性テープ1の進行速度は、2m/分とした。
蓋材側: 金属ロール(温度 190℃)
酸素吸収性テープ側: シリコンラバーロール
なお、ヒートシール条件は、シール温度を210℃、シール圧力を1MPa、シール時間を1秒とした。
(A)包装体熱接着用酸素吸収性テープの製造1:
実施例1において、酸素吸収性テープの構成材料を下記のように変更した以外は、実施例1の(A)と同様な方法に従い、本発明の包装体熱接着用酸素吸収性テープ1を得た。
1,2−ポリブタジエン90%とコバルトベンゾフェノン10質量%を含むポリエチレン系マスターバッチとからなる酸素吸収性樹脂を使用した。
ランダムポリプロピレン(RPP)(F−744NP:出光石油化学(株)製)21質量%と、60%酸化チタンマスターバッチ(PPM190078:東京インキ(株)製)4質量%と、焼ミョウバン系脱臭剤(K2:大明化学工業(株)製)30質量%と、ランダムポリプロピレンを混練したマスターバッチ75質量%の混合材料を用いた。
前記(A)により得られた包装体熱接着用酸素吸収性テープ1を用いて、実施例1の(B)と同様な方法に従い、本発明の酸素吸収性テープ付き包装容器5aを製造した。
(A)包装体熱接着用酸素吸収性テープ1aの製造:
シリンダ径30mmφである単軸押出機3台からなる多層異形共押出装置を用いて、下記の樹脂構成および仕様により、図3の断面形状からなる本発明の包装体熱接着用酸素吸収性テープ1aを製造した。
1,2−ポリブタジエン90%とコバルトベンゾフェノン10質量%を含むポリエチレン系マスターバッチとからなる酸素吸収性樹脂を用いた。
ランダムポリプロピレン(RPP)(F−744NP:出光石油化学(株)製)96質量%と、60%酸化チタンマスターバッチ(PPM190078:東京インキ(株)製)4質量%との混合材料を用いた。
ランダムポリプロピレン(RPP)(F−744NP:出光石油化学(株)製))を用いた。
酸素吸収性テープ1aの厚さT1’: 70μm
酸素吸収性テープ1aの幅W1’: 50mm
酸素吸収性樹脂層2の厚さT2’: 50μm
酸素吸収性樹脂層2の幅W2’: 45mm
可視光線不透過層3の厚さT3’: 10μm
紫外線透過樹脂層4の厚さT4: 10μm
前記(A)によりにより得られた酸素吸収性テープ1aを用いて、実施例1の(B)と同様な方法に従い、本発明の酸素吸収性テープ付き包装容器5aを製造した。
(A)酸素吸収性テープの製造:
実施例1において、酸素吸収性テープの構成材料を下記のように変更した以外は、実施例1の(A)と同様な方法に従い、着色された可視光線不透過層を備えない酸素吸収性テープを得た。
1,2−ポリブタジエン90%とコバルトベンゾフェノン10質量%を含むポリエチレン系マスターバッチとからなる酸素吸収性樹脂を用いた。
ランダムポリプロピレン(RPP)(F−744NP:出光石油化学(株)製)を用いた。
前記(A)によりにより得られた酸素吸収性テープを用いて、実施例1の(B)と同様な方法に従い、酸素吸収性テープ付き包装容器を製造した。
前記により得られた実施例1〜4及び比較例1の酸素吸収性テープ付き包装体に対して、下記の条件により、(1)容器内の酸素濃度の測定を行い、比較・評価した。
また、実施例2及び実施例4の酸素吸収性テープ付き包装体については、(2)容器内の臭気の確認、を行った。
試験開始直後(0日後)、2日後、4日後、6日後の容器内の内容物上部の空間の酸素濃度を測定した。また測定終了後(6日後)のテープの色を目視で確認し、下記の評価条件により判定した。
なお、酸素濃度の測定は、Check Mate9900(PBI−dansensor社製)を用いた。
判 定 内 容
○ テープの色に違和感がなかった
× テープの色に違和感があった
実施例2,4の酸素吸収性テープ付き包装体を、温度を90℃としたウォーターバスの中に30分浸漬させた後、蓋を開けて、容器内の臭気を確認した。
また、実施例2及び実施例4の包装容器は、容器から発生する臭気も問題ないものであった。
一方、被着される酸素吸収性テープに可視光線不透過層を備えない比較例1の酸素吸収性テープ付き包装容器は、試験後テープの色が褐変し、外観に違和感があった。
2… 酸素吸収性樹脂層
3… 可視光線不透過層
4… 紫外線透過樹脂層
5… 酸素吸収性テープ付き包装袋
5a… 酸素吸収性テープ付き容器
10… 袋体
11… フィルム
12… ヒートシール部
31… 蓋材(蓋材用フィルム)
32… 容器本体
32a…開口部
32b…フランジ部
40… 製造装置
Claims (6)
- 酸素吸収性樹脂層と、可視光線不透過層からなる酸素吸収性テープであって、
前記酸素吸収性樹脂層の片面が前記可視光線不透過層と接していることを特徴とする包装体熱接着用酸素吸収性テープ。 - 酸素吸収性樹脂層と、可視光線不透過層と、紫外線透過樹脂層からなる酸素吸収性テープであって、
前記酸素吸収性樹脂層の一方の面が前記可視光線不透過層と接して、
前記酸素吸収性樹脂層の他方の面が前記紫外線透過樹脂層と接していることを特徴とする包装体熱接着用酸素吸収性テープ。 - 請求項1または請求項2に記載の包装体熱接着用酸素吸収性テープにおいて、
前記可視光線不透過層が脱臭成分を含有していることを特徴とする包装体熱接着用酸素吸収性テープ。 - 請求項1ないし請求項3の何れかに記載の包装体熱接着用酸素吸収性テープの紫外線透過樹脂層または酸素吸収性樹脂層を内面に貼り付けてなることを特徴とする酸素吸収性テープ付き包装体。
- 請求項4に記載の酸素吸収性テープ付き包装体を製造する方法であって、
包装体がフィルムを貼り合わせてなる袋体であり、
請求項1ないし請求項3の何れかに記載の酸素吸収性テープに対して紫外線を照射して、
当該酸素吸収性テープの紫外線透過樹脂層または酸素吸収性樹脂層とフィルムの内面を熱により接着し、
フィルム周縁を熱接着して製袋することを特徴とする酸素吸収性テープ付き包装体の製造方法。 - 請求項4に記載の酸素吸収性テープ付き包装体を製造する方法であって、
包装体が蓋材と開口部を有する容器本体からなる蓋付き容器であり、
請求項1ないし請求項3の何れかに記載の包装体熱接着用酸素吸収性テープに対して紫外線を照射して、
当該酸素吸収性テープの紫外線透過樹脂層または酸素吸収性樹脂層と蓋材の内面を熱により接着し、
蓋材の内面と容器本体の開口部に形成されたフランジ部とを熱接着することを特徴とする酸素吸収性テープ付き包装体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113249A JP2005296728A (ja) | 2004-04-07 | 2004-04-07 | 包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113249A JP2005296728A (ja) | 2004-04-07 | 2004-04-07 | 包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005296728A true JP2005296728A (ja) | 2005-10-27 |
Family
ID=35328926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004113249A Pending JP2005296728A (ja) | 2004-04-07 | 2004-04-07 | 包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005296728A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008001768A1 (fr) * | 2006-06-27 | 2008-01-03 | Idemitsu Unitech Co., Ltd. | Bande laminée, emballage, et procédé de production de bande laminée |
| JP2017218196A (ja) * | 2016-06-08 | 2017-12-14 | 凸版印刷株式会社 | フィルム製容器 |
-
2004
- 2004-04-07 JP JP2004113249A patent/JP2005296728A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008001768A1 (fr) * | 2006-06-27 | 2008-01-03 | Idemitsu Unitech Co., Ltd. | Bande laminée, emballage, et procédé de production de bande laminée |
| US8440293B2 (en) | 2006-06-27 | 2013-05-14 | Idemitsu Unitech Co., Ltd. | Laminated tape, package, and process for producing laminated tape |
| JP5249026B2 (ja) * | 2006-06-27 | 2013-07-31 | 出光ユニテック株式会社 | 積層テープ、包装体および積層テープの製造方法 |
| JP2017218196A (ja) * | 2016-06-08 | 2017-12-14 | 凸版印刷株式会社 | フィルム製容器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2598442C2 (ru) | Гибкий упаковочный материал | |
| US8012554B2 (en) | Bags having odor management capabilities | |
| US6113927A (en) | Package and packaging method for aqueous liquid materials | |
| US20060291756A1 (en) | Web materials with active agent for use in forming reclosable packages | |
| US20060110080A1 (en) | Packages and structures with selective dosing of active agent | |
| US5908676A (en) | Oxygen absorbing resin, deoxidizing multi-layer structure using resin, and packaging container | |
| US20050220375A1 (en) | Pakages with active agents | |
| JP2015508043A (ja) | 酸素吸収領域を有するフィルム | |
| US20060286356A1 (en) | Web materials with active agent | |
| JP3687720B2 (ja) | 酸素吸収多層フィルム及び酸素吸収包装容器 | |
| JP5261766B2 (ja) | 包装袋 | |
| JP2005296728A (ja) | 包装体熱接着用酸素吸収性テープ、酸素吸収性テープ付き包装体、及び当該包装体の製造方法 | |
| JP2014076852A (ja) | 薬剤包装用シート、および薬剤包装体 | |
| JP2006056526A (ja) | 加熱処理用脱酸素包装容器 | |
| JP2003335367A (ja) | 脱酸素性密封容器 | |
| JP4506241B2 (ja) | 密封容器の製造方法 | |
| JP2002201360A (ja) | 酸素吸収組成物、該組成物からなるフィルムまたはシート及び該組成物からなる層を有する酸素吸収積層フィルムまたはシート、該フィルムまたはシートからなる包装容器 | |
| JPH07219430A (ja) | ラベル型脱酸素剤 | |
| JP2018065575A (ja) | ブリスターパック用蓋材 | |
| JP5234245B2 (ja) | 包装袋 | |
| JP2002052655A (ja) | 酸素吸収性多層体及びこれを用いた低水分含有物品の保存方法 | |
| JP7630584B1 (ja) | 収納袋 | |
| JP2017214143A (ja) | ブリスターパック用積層体、及びそれを用いたブリスターパック | |
| JPH08258227A (ja) | 酸素吸収性容器の製造方法及びこの方法により得られる酸素吸収性容器 | |
| JP3943990B2 (ja) | 雰囲気改良性テープ付包装体および雰囲気改良性テープ付包装体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061219 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070703 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080610 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081021 |