JP2005295789A - インナーロータ型モータ用のステータユニット、インナーロータ型モータ用のステータユニットの製造方法及びそのステータユニットを備えるインナーロータ型モータ - Google Patents
インナーロータ型モータ用のステータユニット、インナーロータ型モータ用のステータユニットの製造方法及びそのステータユニットを備えるインナーロータ型モータ Download PDFInfo
- Publication number
- JP2005295789A JP2005295789A JP2005051002A JP2005051002A JP2005295789A JP 2005295789 A JP2005295789 A JP 2005295789A JP 2005051002 A JP2005051002 A JP 2005051002A JP 2005051002 A JP2005051002 A JP 2005051002A JP 2005295789 A JP2005295789 A JP 2005295789A
- Authority
- JP
- Japan
- Prior art keywords
- pole
- type motor
- stator unit
- inner rotor
- rotor type
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000000034 method Methods 0.000 title claims description 19
- 238000004804 winding Methods 0.000 claims abstract description 84
- 230000002093 peripheral effect Effects 0.000 claims abstract description 66
- 238000001746 injection moulding Methods 0.000 claims description 10
- 239000012212 insulator Substances 0.000 claims description 6
- 238000005516 engineering process Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000005389 magnetism Effects 0.000 description 2
- 239000006223 plastic coating Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Permanent Magnet Type Synchronous Machine (AREA)
- Brushless Motors (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】 インナーロータ型モータ用のステータユニットで相巻線の巻線と製造を極力簡易に且つ製造工程の時間を抑制する。
【解決手段】 環状の外周側部材42と複数の極部材44を備え、極部材44が、外周側部材42から内周方向側に延伸されると共に外周側部材42と各々結合できるように各々分離独立して形成され、複数の極部材44を囲うように支持構造部46が形成され、支持構造部46により間断無く結合される極部材構造体48が形成され、極部材構造体48は、外周側部材42との結合前に、外周側から線を巻きつけ可能であることを特徴とするインナーロータ型モータ用のステータユニット。
【選択図】 図2
【解決手段】 環状の外周側部材42と複数の極部材44を備え、極部材44が、外周側部材42から内周方向側に延伸されると共に外周側部材42と各々結合できるように各々分離独立して形成され、複数の極部材44を囲うように支持構造部46が形成され、支持構造部46により間断無く結合される極部材構造体48が形成され、極部材構造体48は、外周側部材42との結合前に、外周側から線を巻きつけ可能であることを特徴とするインナーロータ型モータ用のステータユニット。
【選択図】 図2
Description
本発明は、モータに具備されるステータユニット及びそのステータユニットの製造方法に関する。
本発明は、主に、ブラシレス直流モータあるいはインナーロータ型モータとして実施される永久磁石型モータに適用される。但し、本発明は、これらの分野に限定されるものではなく、あらゆる種類のモータ及び発電機に適用することができる。
インナーロータ型モータは、ロータシャフトに取り付けられる1つ又は複数の永久磁石を含むロータユニットと、例えば、積層された複数の金属薄板から成り、環状の保磁子(ヨーク)及びこの環状の保磁子から内周方向側に延伸(突出)される極片(ポール)が配列されたステータユニットを備える。極片(ポール)には、相巻線(ステータ巻線)が取り付けられる。又、ロータユニットは、ステータユニットと同軸になるように挿入される。
従来の公知のインナーロータ型モータの問題点は、ステータの内周方向側に配置された極部材への線の巻線を複雑でなく(容易に)できない点である。この問題に対処するために、従来技術でも、ハンマ形状の間に位置される巻溝にニードルで線を通すことができる、いわゆるニードル方式の巻線機が開発されている。このニードル方式の巻線機を用いることにより、線は好適に巻溝に通すことができるものの、技術的には高コスト及び高工数であり、巻線作業が遅く、例えばフライヤ巻線機による方法より巻線率が劣っている。
それ故、従来技術では、複数の部材によって構成されるステータ体から成るステータユニットが開発された。その場合のステータ体は、保磁子を備え、個々の部材には磁極が設けられている。このように複数の部材によって構成されるステータ体の場合には、各々の磁極は、個別に巻線された後に保磁子と結合される。
従来技術においても、複数の部材から構成されるステータユニットが公知であり、そのステータユニットでは、個別のステータ極又は極部材が、ステータの保磁子を環状の構造になるように支持している。このように複数の部材により構成されるステータは、例えば、下記特許文献1〜11に開示されている。
このようにステータ体を、複数の部材から構成させ、各々の部材に極部材を含ませることの利点は、予め巻線された相巻線を取り付けられるように各極部材を構成できる点である。ステータユニットを構成する上記複数の部材は、各極部材に相巻線が取り付けられた後に、配列されて互いに結合され、ステータ保磁子と一体となって環状のステータを構成する。
このように複数の部材から成るステータ体に相巻線を取り付ける方法は、ニードル方式の巻線機を用いて従来の一体型ステータ(インナーロータ型モータ用)に相巻線を巻線する方法よりも遥かに容易である。この予め巻線された相巻線を極部材に取り付ける方法では、製造工程が1工程増加し、そして、極部材をステータ体に結合させる必要が生じるが、予め巻線された相巻線をステータに使用できることから、従来の技術と比較して遥かに容易で速い作業ができることになる。
特許文献12には、ステータを回転軸に対称に配置させるために、プラスチックのフレームでステータを保持する方法が開示されている。又、特許文献13には、個々の極部材が、コアリング上に配置されてフック型の突起物により保持され、全体的にプラスチックの被覆により結合されるステータが開示されている。この場合、極部材に巻線体あるいはあらかじめ巻線された巻線を取り付けることができる。次いで、極部材に保磁子が取り付けられる。コアリングは、ステータの耐水性を有する内周方向側磁路を構成している。
しかしながら、複数の部材で構成されるステータユニットの場合、これらの複数の部材を互いに相対的に位置決めした上で結合しなければならないという問題が生じる。更に、1つの相巻線を複数の極部材に跨らせる必要がある場合には、同時に複数の極部材に巻線することになり、これは容易ではない。
本発明は、上記した課題を解決するためになされたもので、相巻線の巻線と製造を極力簡易に且つ製造工程の時間を抑制できるインナーロータ型モータ用のステータユニットを提供することを目的とする。
上記した課題は、請求項1に述べられている特徴を有するインナーロータ型モータ用ステータユニットによって解決される。
すなわち、上記した課題を解決するため、本発明のインナーロータ型モータ用のステータユニットは、環状の外周側部材と複数の極部材を備え、該極部材が、前記外周側部材から内周方向側に延伸されると共に前記外周側部材と各々結合できるように各々分離独立して形成されるインナーロータ型モータ用のステータユニットであって、複数の前記極部材を囲うように支持構造部が形成され、該支持構造部により間断無く結合される極部材構造体が形成され、該極部材構造体は、外周側部材との結合前に、外周側から線を巻きつけ可能であることを特徴とする。
すなわち、上記した課題を解決するため、本発明のインナーロータ型モータ用のステータユニットは、環状の外周側部材と複数の極部材を備え、該極部材が、前記外周側部材から内周方向側に延伸されると共に前記外周側部材と各々結合できるように各々分離独立して形成されるインナーロータ型モータ用のステータユニットであって、複数の前記極部材を囲うように支持構造部が形成され、該支持構造部により間断無く結合される極部材構造体が形成され、該極部材構造体は、外周側部材との結合前に、外周側から線を巻きつけ可能であることを特徴とする。
本発明では、極部材が外周側部材から内周方向側に延伸される形態のインナーロータ型モータ用のステータユニットを、相巻線の巻線と製造を極力簡易に且つ製造工程の時間を抑制させて製造することができる。
以下に、図面を参照して、本発明のモータの好適な実施形態を詳細に説明する。
(第1実施形態)
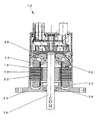
図1は、従来技術の電気転流式直流モータを示す縦方向の断面図である。
図1で符号10が付される直流モータは、ステータ用金属薄板積層体12と、ステータ巻線(相巻線)14を有するステータを備えている。
図1は、従来技術の電気転流式直流モータを示す縦方向の断面図である。
図1で符号10が付される直流モータは、ステータ用金属薄板積層体12と、ステータ巻線(相巻線)14を有するステータを備えている。
ステータの内側には、ロータシャフト16と、このロータシャフト16に取り付けられたロータ用環状鉄保磁子18と、永久磁石20を有するロータが配置されている。尚、永久磁石20は、複数の部材により構成されていても良いし、1つの環として構成されていても良い。
ステータ及び上記ロータは、モータを固定するためのフランジ24及び26を含むハウジング22に囲まれている。又、ロータシャフト16は、フランジ24及び26に組み込まれた2つの軸受28及び30を介して回転自在に軸支及び保持される。
図1に示される直流モータ10と類似する構造を有する直流モータは、例えば、関連性が想定される独国特許出願第10051403.0号、及び、第10130130.8号に更に詳細に開示されている。特記すべきは、本実施形態によるモータの内部構成は、図1に示されているモータと類似させて構成されても、図1のモータとは全く別なように構成されても良いという点と、本実施形態が、公知の異なるインナーロータ型モータの構造として適用されても、これから開発されるインナーロータ型モータの構造に適用されても良いという点である。尚、図1に示されているモータは、本発明の背景を説明するために引用した従来のモータの例に過ぎない。図1に示されているモータの上部に位置する電気部品及び電子部品は、本発明では重要な要素ではないため本明細書では説明しないが、詳細については、独国特許出願第10130130.8号を参照されたい。
図1に示されているステータ体では、相巻線14が内側から巻線される。このためには通常いわゆるニードル方式の巻線機が用いられ、それにより、ステータ巻線(相巻線)14の各巻線を、極部材とステータ体の間の巻溝に通すことができる。但し、このようなニードル方式の巻線機は、複雑に構成されており、巻線作業も遅い。
そのような問題を解決するために、本実施形態では、以下の図2から図4に示すステータの改善した構成を提案している。
次に、本発明を実施するための好適な実施形態を、図2、図3及び図4に基づいて詳しく説明する。
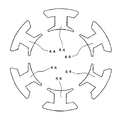
図2は、本発明の実施形態のステータユニットを示す横方向の断面図である。図3は、図2のステータユニットにおける極部材構造体のみを示す横方向の部分断面図である。図4は、図3の極部材構造体における極部材のみを示す横方向の部分断面図である。
図2は、本発明の実施形態のステータユニットを示す横方向の断面図である。図3は、図2のステータユニットにおける極部材構造体のみを示す横方向の部分断面図である。図4は、図3の極部材構造体における極部材のみを示す横方向の部分断面図である。
図2において符号40で示されているステータユニットは、特に、ステータ用環状保磁子42である環状の外周側部材、及び、そのステータ用環状保磁子42に圧入された複数の極部材44を備えている。この図2の構造が適用されて、インナーロータ型モータに具備されるステータユニット40が形成される。ここで、極部材44及びステータ用環状保磁子42は、望ましくは、ステータ用金属薄板積層体の形態が適用されて構成される。尚、極部材44には、プラスチック製の支持構造部46が射出成形されており、これにより、図3に示されるように、形態の自己保持が可能である切れ目のない極部材構造体48が形成される。支持構造部46は、極部材構造体48を形成させるだけでなく、極部材44及び極部材44上に巻きつけられた相巻線50の絶縁体として機能する。
本発明を実施するための好適な実施形態では、ステータユニット40は以下のように形成される。先ず、各々の極部材44を、図4に示されるように環状に配列して射出成形金型に挿入する。次いで、極部材44の周囲にプラスチックを薄く被覆することにより支持構造部46を形成する。このように形成することで、図3に示されるように、各極部材44が結合されて、切れ目のない極部材構造体48が形成される。プラスチックの被覆の厚さは、通常、例えば、0.5mm前後の寸法となる。
次いで、極部材構造体48に外周側から相巻線50が巻線される。その際には、フライヤ式の巻線技術を用いることが好ましい。尚、相巻線50の線は、極部材構造体48の外周側から、極部材44の間に形成された巻溝52に通すようにする。上記したように、本実施形態の方法を用いることで、極部材44に相巻線50を、非常に高速で、且つ、技術的に容易に巻線することができる。
次いで、相巻線50が巻線された極部材構造体48を、ステータ用環状保磁子42と結合させる。この際には、例えば、極部材44を、ステータ用環状保磁子42に圧入させる。この場合に、支持構造部46は除去される必要はなく、それどころか、極部材44と相巻線50との間の絶縁体として機能させることができる。
本実施形態によるステータユニット40は、例えば、磁性を有するステータ用環状保磁子、あるいは、モータのハウジング部として形成される環状の外周側部材42と、外周側部材42と結合される分離独立した部材として形成される極部材44とから構成される。それらの分離独立した部材は、1つ又は複数の極部材44を備えており、外周側部材42と結合される。このようにして、最終的な形態を備えたステータユニット40が形成される。
本実施形態では、プラスチック製の支持構造部46は、複数の極部材44に射出成形されることで形成される。こうすることで、複数の極部材44を一体化させたものが形成される。以下、これを極部材構造体48と称する。この極部材構造体48は、選択された極部材44のサブグループのみを含むように構成しても良いし、ステータユニット40に属する全ての極部材44を含むように構成しても良い。
尚、支持構造部46は、極部材構造体48がその形態を自己保持できると共に外周側部材42との結合前に外周側から巻線可能であるように、各極部材44に射出成形されて形成される。支持構造部46をこのように形成させることで、極部材構造体48は、従来のインナーロータ型モータ及び複数の部材から構成されるステータ体では適用不可能であった公知のフライヤ式の巻線技術を用いて巻線することが可能になる。そのために、本実施形態では、ステータユニット40の製造の過程において、支持構造部46によって内側部分から担持あるいは保持される環状の極部材構造体48を形成する。この場合、各々の極部材44の間に形成された巻溝52に外周側から到達可能であるので、上記したフライヤ式の巻線技術による巻線が可能となる。
次に、極部材44の外周部は、例えば、ステータ用環状保磁子である外周側部材42と結合される。尚、この結合の際には、極部材44が、外周側部材42に対して内周方向側に延伸(突出)されるように結合させる。この結合に際しては、支持構造部46を除去させる必要はない。むしろ、この支持構造部46は、極部材44と相巻線50との間の絶縁体として機能させれば良い。
本実施形態の構造は、アウターロータ型モータ用の高速で比較的容易な巻線技術を用いて、ステータユニット40に、巻線させることができる。
本実施形態では、極部材構造体48を囲う外周側部材42と複数の極部材44を結合させて組み立てるだけにもかかわらず、極部材構造体48に形成された巻溝52に外周側から到達できるため、公知のアウタロータ型モータ用の巻線技術により巻線することができる、複数の部材から構成されるインナーロータ型モータ用のステータユニット40を提供できる。
本実施形態では、ステータユニット40に属する複数の極部材44が各々分離独立した部材として形成され、さらに、複数の極部材44に支持構造部46が射出成形により形成され、さらにその射出成形により内周方向側で間断無く結合される極部材構造体48が形成されるインナーロータ型モータ用ステータユニット40の製造方法が提供される。その際に、極部材構造体48には、相巻線50が極部材44の外周側から巻線され、その後に極部材構造体48は、環状の外周側部材42と結合される。尚、このように結合させることで、極部材44は、外周側部材42から内周方向側に延伸される。尚、極部材構造体48は、望ましくは、フライヤ式の巻線技術により巻線される。本実施形態では、極部材構造体48は、望ましくは、外周側部材42に圧入される。
本実施形態のインナーロータ型モータ用ステータユニット40は、環状の外周側部材(ステータ用環状保磁子)42と、各々分離独立して形成されてステータ用環状保磁子42と結合された極部材44とを備え、極部材44が外周側部材42から内周方向側に突出し、間断無く結合されていてステータ用環状保磁子42との結合に先立って外周側から相巻線50の線を巻線できる極部材構造体48を形成できるように、支持構造部46が、複数の極部材44に射出成形されて形成されている。
すなわち、本実施形態のインナーロータ型モータは、上記したステータユニット40を備え、そのステータユニット40は、ステータ用環状保磁子を構成する環状の外周側部材42と、各々分離独立している構造部品である複数の極部材44により形成される。
極部材44は、外周側部材42から内周方向側に延伸されると共に外周側部材42と各々結合できるように各々分離独立して形成される。極部材44は、極部材44とその上に巻かれる相巻線50との間の絶縁体として支持構造部46を形成できるように、支持構造部46中に埋設される。極部材44には、相巻線50の線が外周側から巻線される。
支持構造部46は、極部材構造体48の内周方向側部分を間断無く結合させて極部材構造体48が環状になるように、複数の極部材44を囲うように射出成形されて形成される。又、支持構造部46は、外周側部材42から内周方向側に極部材44が延伸されるように、極部材44にプラスチック材が射出成形されて形成される。又、支持構造部46は、環状である極部材構造体48の内側において各々分離独立した極部材44を結合させる。
極部材構造体48は、極部材44が支持構造部46により間断無く結合されて形成され、極部材構造体48中の極部材44には、極部材構造体48が外周側部材42と結合される前に、相巻線50の線が外周側から巻線される。極部材構造体48は、極部材44が外周側部材42から内周方向側に延伸されるように、環状の外周側部材42に圧入されて結合される。極部材構造体48は、全ての極部材44に射出成形して支持構造部46を形成させることによって、フライヤ式の巻線技術により巻線可能であるように環状に形成される。
このように本実施形態のステータユニットでは、各々分離独立した部材である複数の極部材44間を内周側で間断無く結合させる支持構造部46を射出成形により形成させて構成されるステータユニット40を提供できる。又、複数の極部材44とステータ用環状保持子(外周側部材)42とが結合される前段階では外周側に極部材44が延伸される極部材構造体48が形成される。又、極部材構造体48の極部材44間に形成された巻溝に外周側から到達できることから、アウターロータ型モータの巻線技術として公知であるフライヤ式の巻線技術を用いて相巻線50を巻線できる。又、巻線後の極部材構造体48は、外周側部材(ステータ用環状保持子)42に圧入できるので、極部材44が外周側部材42から内周方向側に延伸される形態のインナーロータ型モータ用のステータユニット40を、相巻線50の巻線と製造が極力簡易で、製造工程の時間を抑制させて製造することができる。
本願明細書、図面及び請求項に開示した特徴は、単独であろうと任意の組み合わせであろうと本発明における様々な実施形態の実現に寄与するものである。又、本発明は、上記した実施形態に限られるものではなく、多種多様の改良を加えることが可能である。特に、上記した極部材構造体48は、全数の使用される極部材44を含んでいる必要はなく、例えば、極部材構造体48を全数ではない複数の極部材44から構成させ、それらを外周側部材42と結合させる前に、相巻線50を外周側から巻線するようにしてもよい。又、外周側部材42は、複数の部材により構成させるようにしても良い。又、極部材構造体48と外周側部材42の結合方法も、先に説明した方法に限定されているのではなく、接着、もしくは、リベットによる結合方法を用いてもよい。当該分野に関して専門知識を有する者は、本発明の趣旨から逸脱することなく、上記以外にも様々な実施形態を想起することができるであろう。
10 直流モータ
12 ステータ用金属薄板積層体
14 ステータ巻線(相巻線)
16 ロータシャフト
18 ロータ用環状鉄保磁子
20 永久磁石
22 ハウジング
24、26 フランジ
28、30軸受
40 ステータユニット
42 外周側部材(ステータ用環状保磁子)
44 極部材
46 支持構造部
48 極部材構造体
50 相巻線(ステータ巻線)
52 巻溝
12 ステータ用金属薄板積層体
14 ステータ巻線(相巻線)
16 ロータシャフト
18 ロータ用環状鉄保磁子
20 永久磁石
22 ハウジング
24、26 フランジ
28、30軸受
40 ステータユニット
42 外周側部材(ステータ用環状保磁子)
44 極部材
46 支持構造部
48 極部材構造体
50 相巻線(ステータ巻線)
52 巻溝
Claims (12)
- 環状の外周側部材と複数の極部材を備え、
該極部材が、前記外周側部材から内周方向側に延伸されると共に前記外周側部材と各々結合できるように各々分離独立して形成されるインナーロータ型モータ用のステータユニットであって、
前記複数の前記極部材を囲うように支持構造部が形成され、
該支持構造部により間断無く結合される極部材構造体が形成され、
該極部材構造体は、前記外周側部材との結合前に、外周側から線を巻きつけ可能である
ことを特徴とするインナーロータ型モータ用のステータユニット。 - 前記支持構造部が、全ての前記極部材に射出成形して形成されることによって、前記極部材構造体は、フライヤ式の巻線技術により巻線可能であるように環形状に形成される
ことを特徴とする請求項1に記載のインナーロータ型モータ用のステータユニット。 - 前記支持構造部は、環状である前記極部材構造体の内側において各々分離独立した前記極部材を結合させる
ことを特徴とする請求項2に記載のインナーロータ型モータ用のステータユニット。 - 前記極部材構造体は、前記外周側部材に圧入される
ことを特徴とする請求項1又は2に記載のインナーロータ型モータ用のステータユニット。 - 前記極部材は、前記支持構造部が前記極部材とその上に巻かれる相巻線との間の絶縁体として形成されるように、前記支持構造部中に埋設される
ことを特徴とする請求項1〜4の何れか1項に記載のインナーロータ型モータ用のステータユニット。 - 前記支持構造部は、プラスチック材が射出成形された部品である
ことを特徴とする請求項1〜5の何れか1項に記載のインナーロータ型モータ用のステータユニット。 - 前記外周側部材は、ステータ用環状保磁子を構成する
ことを特徴とする請求項1〜6の何れか1項に記載のインナーロータ型モータ用のステータユニット。 - ステータユニットが、各々分離独立している構造部品である複数の極部材により形成され、
支持構造部が、極部材構造体の内周方向側部分を間断無く結合させて環状になるように、複数の極部材に射出成形されて形成され、
前記極部材構造体の前記極部材が、前記相巻線の線が外周側から巻線され、
前記極部材構造体が、前記極部材が前記外周側部材から内周方向側に延伸されるように、環形状の前記外周側部材に結合される
ことを特徴とするインナーロータ型モータ用のステータユニットの製造方法。 - 前記極部材構造体が、フライヤ式の巻線技術により線が巻線される
ことを特徴とする請求項8に記載のインナーロータ型モータ用のステータユニットの製造方法。 - 前記極部材構造体が、前記外周側部材に圧入される
ことを特徴とする請求項8又は9に記載のインナーロータ型モータ用のステータユニットの製造方法。 - 前記支持構造部が、前記支持構造部が前記極部材とその上に巻かれる相巻線との間の絶縁体として形成されるように、前記極部材に射出成形して形成される
ことを特徴とする請求項8〜10の何れか1項に記載のインナーロータ型モータ用のステータユニットの製造方法。 - 請求項1から7の何れか1項に記載のステータユニットを備える
ことを特徴とするインナーロータ型モータ。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004016119 | 2004-04-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005295789A true JP2005295789A (ja) | 2005-10-20 |
Family
ID=34934105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005051002A Withdrawn JP2005295789A (ja) | 2004-04-01 | 2005-02-25 | インナーロータ型モータ用のステータユニット、インナーロータ型モータ用のステータユニットの製造方法及びそのステータユニットを備えるインナーロータ型モータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005295789A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007259609A (ja) * | 2006-03-24 | 2007-10-04 | Hitachi Appliances Inc | モータ |
| KR101838542B1 (ko) * | 2017-06-02 | 2018-03-14 | (재)대구기계부품연구원 | 파권코일 스테이터 및 스테이터 조립방법 |
-
2005
- 2005-02-25 JP JP2005051002A patent/JP2005295789A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007259609A (ja) * | 2006-03-24 | 2007-10-04 | Hitachi Appliances Inc | モータ |
| KR101838542B1 (ko) * | 2017-06-02 | 2018-03-14 | (재)대구기계부품연구원 | 파권코일 스테이터 및 스테이터 조립방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4649951B2 (ja) | モータおよび電機子の製造方法 | |
| US9634533B2 (en) | Motor with a stator having four separate corner bobbins/insulators and molded resin insulation around tooth completely enclosing the coil and manufacturing method thereof | |
| JP2004517597A (ja) | 電気機械のための構成エレメント | |
| JP5771958B2 (ja) | ポンプ装置 | |
| JP2007074776A (ja) | 回転電機 | |
| JP4883327B2 (ja) | ギャップワインディング形モータ | |
| CA2499164A1 (en) | An electrical motor/generator having a number of stator pole cores being larger than a number of rotor pole shoes | |
| JP7000650B2 (ja) | モータ | |
| JP2014045634A (ja) | ロータ及びこのロータを備える回転電機 | |
| US20150091404A1 (en) | Rotor for rotating electric machine, rotating electric machine, and magnetizing apparatus for rotating electric machine | |
| US20130285483A1 (en) | Axial flux permanent magnet motor | |
| WO2007083724A1 (ja) | ギャップワインディング形モータ | |
| JP4673825B2 (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 | |
| KR101904872B1 (ko) | 축방향 공극형 모터 | |
| JP2003284306A (ja) | 薄型ブラシレスdcモータ | |
| JP2010148225A (ja) | 回転電機 | |
| JP2008236978A (ja) | クローポールモータ | |
| JP2005295789A (ja) | インナーロータ型モータ用のステータユニット、インナーロータ型モータ用のステータユニットの製造方法及びそのステータユニットを備えるインナーロータ型モータ | |
| JP2006271142A (ja) | 回転機 | |
| JP2010011621A (ja) | 回転電機用エンドプレート | |
| JP2005065417A (ja) | 永久磁石式同期電動機 | |
| JP2005295790A (ja) | 多相モータ用ステータユニット及びインナーローラ型モータ | |
| JP7543229B2 (ja) | アキシャルギャップ型回転電機のステータコア、アキシャルギャップ型回転電機のステータ製造方法 | |
| KR102872324B1 (ko) | 자속 집중형 회전자 및 회전자의 착자 장치 | |
| US20130002059A1 (en) | Switched reluctance motor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20080513 |