JP2005292095A - 金属検出装置の自動感度チェック装置 - Google Patents
金属検出装置の自動感度チェック装置 Download PDFInfo
- Publication number
- JP2005292095A JP2005292095A JP2004111668A JP2004111668A JP2005292095A JP 2005292095 A JP2005292095 A JP 2005292095A JP 2004111668 A JP2004111668 A JP 2004111668A JP 2004111668 A JP2004111668 A JP 2004111668A JP 2005292095 A JP2005292095 A JP 2005292095A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- detection device
- search coil
- sensitivity
- endless strap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
- Geophysics And Detection Of Objects (AREA)
Abstract
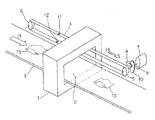
【解決手段】 金属異物を検出するためのループ状のサーチコイルと、被検査物品を載置して搬送する搬送コンベアを備え、該搬送コンベアが上記サーチコイルの中を貫通して設置されている構成の金属検出装置において、該搬送コンベアの近傍に上記サーチコイル中を貫通して周回する金属検出感度チェック用無端紐帯を設け、該無端紐帯には大小の金属テストピースが埋め込まれており、上記無端紐帯に埋め込まれた大小の金属テストピースが上記サーチコイルの中を貫通し周回することにより金属検出装置の金属検出感度をチェックする装置
【選択図】図1
Description
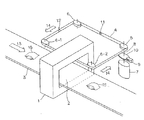
2 サーチコイルの中空部分
3 被検査物搬送コンベア
4 金属検出感度チェック用無端紐帯
5 駆動プーリ
6 プーリ
7 ステッピングモータ
8 軸
9 位置決め用センサ
10 位置決め機構
11 金属テストピース大
12 金属テストピース小13
15 被検査物
Claims (8)
- 金属異物を検出するための送信コイルと受信コイルとから成るループ状のサーチコイルと、被検査物を載置して搬送する搬送コンベアを備え、上記搬送コンベアが上記サーチコイルの中を貫通して設置されている構成の金属検出装置において、上記サーチコイルの中を貫通して設置されている上記搬送コンベアの近傍に、上記サーチコイルの中を貫通し周回する金属検出感度チェック用無端紐帯と、該無端紐帯用駆動装置とを設け、該無端紐帯には金属テストピースが埋め込まれており、上記無端紐帯に埋め込まれた上記金属テストピースが上記サーチコイルの中を貫通し周回することにより上記金属検出装置の感度を自動的にチェックする金属検出装置の自動感度チェック装置。
- 金属異物を検出するための送信コイルと受信コイルとから成るループ状のサーチコイルと、被検査物を載置して搬送する搬送コンベアを備え、上記搬送コンベアが上記サーチコイルの中を貫通して設置されている構成の金属検出装置において、上記サーチコイルの中を貫通して設置されている上記搬送コンベアの近傍に、上記サーチコイルのサーチコイル束の周囲を周回する無端紐帯と、該無端紐帯を周回駆動させる駆動装置とを設け、上記無端紐帯には金属テストピースが埋め込まれており、上記無端紐帯に埋め込まれた上記金属テストピースが上記サーチコイル束の周囲を周回移動することにより上記金属検出装置の感度を自動的にチェックする金属検出装置の自動感度チェック装置。
- 請求項1または2の何れかに記載の金属検出装置の自動感度チェック装置において、前記無端紐帯には大小の金属テストピースが埋め込まれている無端紐帯であることを特徴とする金属検出装置の自動感度チェック装置。
- 請求項1または2の何れかに記載の金属検出装置の自動感度チェック装置において、前記無端紐帯には複数の金属テストピースが埋め込まれている無端紐帯であることを特徴とする金属検出装置の自動感度チェック装置。
- 請求項1、2、3または4の何れかに記載の金属検出装置の自動感度チェック装置において、前記無端紐帯には種類の異なる金属テストピースが埋め込まれている無端紐帯であることを特徴とする金属検出装置の自動感度チェック装置。
- 請求項3、4または5の何れかに記載の金属検出装置の自動感度チェック装置において、前記無端紐帯には少なくとも大小のサイズに異ならせた複数種類のテストピースが、各々種類ごとに連続して埋め込まれている無端紐帯であることを特徴とする金属検出装置の自動感度チェック装置。
- 請求項1または2の何れかに記載の金属検出装置の自動感度チェック装置において、前記金属検出感度チェック用無端紐帯駆動装置はステッピングモータにより駆動されることを特徴とする金属検出装置の自動感度チェック装置。
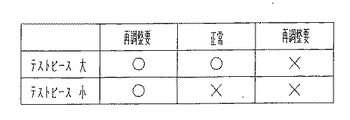
- 請求項1または2の何れかに記載の金属検出装置の自動感度チェック装置において、前記金属検出装置の自動感度チェック判定条件は、前記大小の金属テストピースが前記サーチコイル中を通過したとき、上記大小の金属テストピースの両方の通過を感知すれば感度の再調整を行い、上記大小の金属テストピースのうち大の金属テストピースの通過を感知しており上記小の金属テストピースの通過を感知しない場合を正常として、また上記大小の金属テストピースの両方の通過を感知しないときは感度の再調整を行い、判定の結果が上記正常になるまで自動感度チェック機能を繰り返すことを特徴とする金属検出装置の自動感度チェック装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111668A JP4293935B2 (ja) | 2004-04-06 | 2004-04-06 | 金属検出装置の自動感度チェック装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111668A JP4293935B2 (ja) | 2004-04-06 | 2004-04-06 | 金属検出装置の自動感度チェック装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005292095A true JP2005292095A (ja) | 2005-10-20 |
| JP4293935B2 JP4293935B2 (ja) | 2009-07-08 |
Family
ID=35325168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004111668A Expired - Fee Related JP4293935B2 (ja) | 2004-04-06 | 2004-04-06 | 金属検出装置の自動感度チェック装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4293935B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014155865A1 (ja) * | 2013-03-28 | 2014-10-02 | 日本電産サンキョー株式会社 | 異物検出装置および異物検出方法 |
| EP3321715A1 (en) * | 2016-11-11 | 2018-05-16 | Mettler-Toledo Safeline Limited | Method for testing a metal detection apparatus and metal detection apparatus |
| CN111674968A (zh) * | 2020-07-15 | 2020-09-18 | 唐山冀东启新水泥有限责任公司 | 一种皮带输送物料自动标记装置 |
| CN115279658A (zh) * | 2021-06-08 | 2022-11-01 | 吴根浩 | 烤及炒用鲶鱼的真空包装装置及利用该装置的包装方法 |
| DE102022110049A1 (de) | 2022-04-26 | 2023-10-26 | Minebea Intec Aachen GmbH & Co. KG | Vorrichtung sowie Verfahren zum Abscheiden von metallischen Gegenständen aus einem Förderstrom |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102609020B1 (ko) * | 2022-07-07 | 2023-12-01 | 주식회사 아이티팩토리 | 금속이물 자동검사장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02126180A (ja) * | 1988-11-04 | 1990-05-15 | Nikka Densoku Kk | 金属検出装置 |
| JPH03106410U (ja) * | 1990-02-14 | 1991-11-01 | ||
| JPH03291595A (ja) * | 1990-04-09 | 1991-12-20 | Toyoda Gosei Co Ltd | 金属検出装置の異常検出機構 |
| JPH1130672A (ja) * | 1997-07-10 | 1999-02-02 | Chichibu Onoda Cement Corp | 金属検出装置 |
| JP2005049300A (ja) * | 2003-07-31 | 2005-02-24 | Yamato Scale Co Ltd | 金属検出装置 |
-
2004
- 2004-04-06 JP JP2004111668A patent/JP4293935B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02126180A (ja) * | 1988-11-04 | 1990-05-15 | Nikka Densoku Kk | 金属検出装置 |
| JPH03106410U (ja) * | 1990-02-14 | 1991-11-01 | ||
| JPH03291595A (ja) * | 1990-04-09 | 1991-12-20 | Toyoda Gosei Co Ltd | 金属検出装置の異常検出機構 |
| JPH1130672A (ja) * | 1997-07-10 | 1999-02-02 | Chichibu Onoda Cement Corp | 金属検出装置 |
| JP2005049300A (ja) * | 2003-07-31 | 2005-02-24 | Yamato Scale Co Ltd | 金属検出装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014155865A1 (ja) * | 2013-03-28 | 2014-10-02 | 日本電産サンキョー株式会社 | 異物検出装置および異物検出方法 |
| EP3321715A1 (en) * | 2016-11-11 | 2018-05-16 | Mettler-Toledo Safeline Limited | Method for testing a metal detection apparatus and metal detection apparatus |
| US10444174B2 (en) | 2016-11-11 | 2019-10-15 | Mettler-Toledo Safeline Ltd. | Method for testing a metal detection apparatus and metal detection apparatus |
| CN111674968A (zh) * | 2020-07-15 | 2020-09-18 | 唐山冀东启新水泥有限责任公司 | 一种皮带输送物料自动标记装置 |
| CN115279658A (zh) * | 2021-06-08 | 2022-11-01 | 吴根浩 | 烤及炒用鲶鱼的真空包装装置及利用该装置的包装方法 |
| DE102022110049A1 (de) | 2022-04-26 | 2023-10-26 | Minebea Intec Aachen GmbH & Co. KG | Vorrichtung sowie Verfahren zum Abscheiden von metallischen Gegenständen aus einem Förderstrom |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4293935B2 (ja) | 2009-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4641092A (en) | Rotary probe apparatus for detecting flaws in a test object | |
| JP5297049B2 (ja) | 物品検査装置 | |
| US20200023410A1 (en) | Article sorting apparatus | |
| US9638668B2 (en) | Surface property inspection apparatus, surface property inspection system, and surface property inspection method | |
| JP4293935B2 (ja) | 金属検出装置の自動感度チェック装置 | |
| JP2008233099A (ja) | 金属検出装置 | |
| JP5906070B2 (ja) | 物品検査装置 | |
| CN106950604B (zh) | 金属探测设备、测试装置和用于优化金属探测设备的方法 | |
| JP4634646B2 (ja) | 物品取扱いシステム | |
| JP6910046B2 (ja) | 擬似不良品を用いて動作確認される検査装置 | |
| JP5498115B2 (ja) | 物品検査装置 | |
| KR102290888B1 (ko) | 방사능 및 금속이물 검출 장치 | |
| JP3846357B2 (ja) | 放射性ダストモニタ用濾紙リサイクル可否判定装置 | |
| KR20210116823A (ko) | 금속검출장치 및 중량계량부 일체형 이송컨베이어 | |
| KR20150104907A (ko) | 금속 검출기 컨베이어 시스템 | |
| JP2016085188A (ja) | スタッドボルト検査装置 | |
| EP2237309B1 (en) | Apparatus for chemically etching a workpiece | |
| KR20050053482A (ko) | 스프링의 형상 측정장치 | |
| JP4711300B2 (ja) | 物品検査装置 | |
| JP3993009B2 (ja) | 異物特定装置 | |
| KR200343547Y1 (ko) | 스프링의 형상 측정장치 | |
| CN114252934A (zh) | 一种可连续监测违禁物质的探测仪、探测系统及探测方法 | |
| EP4421538A1 (en) | Metal detection apparatus with a test device and test device | |
| CN218546704U (zh) | 一种危险品自动检测设备 | |
| KR101413023B1 (ko) | 나사 모재 검사 장치 및 그의 검사 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090407 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4293935 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150417 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |