JP2005291645A - ループ状ヒートパイプ及びその製造方法 - Google Patents
ループ状ヒートパイプ及びその製造方法 Download PDFInfo
- Publication number
- JP2005291645A JP2005291645A JP2004109011A JP2004109011A JP2005291645A JP 2005291645 A JP2005291645 A JP 2005291645A JP 2004109011 A JP2004109011 A JP 2004109011A JP 2004109011 A JP2004109011 A JP 2004109011A JP 2005291645 A JP2005291645 A JP 2005291645A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- heat pipe
- loop
- capillary force
- return pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【課題】 冷却効率のループ状ヒートパイプの提供を図る。
【解決手段】 蒸発部10と凝縮部11とこれらの内部に連通して設けられたパイプ12,13により、液状媒体を循環させて熱交換を行うループ状ヒートパイプにおいて、凝縮部11から蒸発部10に向けて配置される戻り管13は毛細管力を有する構造とし、液状媒体の滞留を防止する。
【選択図】 図1
【解決手段】 蒸発部10と凝縮部11とこれらの内部に連通して設けられたパイプ12,13により、液状媒体を循環させて熱交換を行うループ状ヒートパイプにおいて、凝縮部11から蒸発部10に向けて配置される戻り管13は毛細管力を有する構造とし、液状媒体の滞留を防止する。
【選択図】 図1
Description
本発明は、例えば、整流ダイオードのように発熱する電子部品等を冷却するためのループ状ヒートパイプの構造及びその製造方法に関する。
従来、整流ダイオード等のように発熱する電子部品を冷却するためのヒートパイプ式放熱器として、例えば、図8に示すようなものが知られている(例えば、特許文献1参照。)。
図8は、従来のループ状ヒートパイプを示すもので、このループ状ヒートパイプでは、蒸発部100と凝縮部101とこれらの内部に連通して設けられたパイプ102,103により、冷媒等の液状媒体を循環可能に構成している。
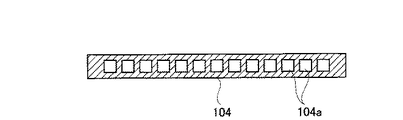
蒸発部100は、多穴管チューブ104により形成されている。この多穴管チューブ104は、熱伝導性の良好なアルミニウムにより形成されている。多穴管チューブ104には、図9に示すように、冷媒通路となる多数の穴部104aが平行に形成されている。
そして、多穴管チューブ104の端部がパッチエンド105により封止されている。多穴管チューブ104の両面は、受熱面104bとされ、電子部品106が装着されている。
一方、凝縮部101は、第1のタンク部材107と第2のタンク部材108との間に、コア部109を形成して構成されている。
第1のタンク部材107および第2のタンク部材108は、アルミニウムにより形成されている。コア部109は、多数のチューブ110の間にコルゲートフィン111を配置して構成されている。これらチューブ110およびコルゲートフィン111も、アルミニウムにより形成されている。
そして、第1のタンク部材107に、パイプ(送り管)102が接続されている。このパイプ102は、多穴管チューブ104の端部に連通して設けられている。また、第2のタンク部材108と多穴管チューブ104の端部に連通してもう一方のパイプ(戻り管)103が設けられている。
そして、このようなループ状ヒートパイプでは、その内部に封入された液状媒体が図8中に矢印で示すように、蒸発部100で蒸発気化し、パイプ(送り管)102を介して凝縮部101に送られ、凝縮部101内において冷却され凝縮し液体となり、パイプ(戻り管)103の内面を伝わり、蒸発部100内に降下する。
このような循環サイクルによって電子部品106を冷却している。
特開2002−246782号公報(図1)
しかしながら、このような従来のループ状ヒートパイプでは、パイプ102,103の内径が全体にわたって同一径に形成されているため、パイプ102,103の内径が小さいと、表面張力等により、パイプ102,103内に冷却され凝縮した液状媒体の滞留が生じ、液状媒体の蒸気流動が妨げられ放熱性能が低下するという問題があった。
そこで、本発明の目的は、毛細管力により、液状媒体の滞留を防止することのできるループ状ヒートパイプ及びその製造方法を提供することである。
請求項1に記載の発明は、蒸発部と凝縮部とこれらの内部に連通して設けられたパイプにより、液状媒体を循環させて熱交換を行うループ状ヒートパイプにおいて、前記凝縮部から前記蒸発部に向けて配置される戻り管は毛細管力を有する構造としたことを特徴としている。
請求項2に記載の発明は、請求項1記載のループ状ヒートパイプに関するもので、前記戻り管は、その内部に連通方向に向かって複数の溝部を有することを特徴としている。
請求項3に記載の発明は、請求項1または請求項2に記載のループ状ヒートパイプに関するもので、前記戻り管は、連通方向に向かって複数の溝形状を形成された板状部材を積層してなることを特徴としている。
請求項4に記載の発明は、請求項1〜3の何れかに記載のループ状ヒートパイプに関するもので、前記蒸発部と前記凝縮部とを略水平もしくは蒸発部よりも凝縮部が低い位置に配置されることを特徴としている。
また、請求項5に記載の発明は、ループ状ヒートパイプの製造方法であって、薄板に毛細管力を発生させるための溝部を形成し、前記溝部を有する薄板を複数枚積層し、これら複数枚積層した薄板を加熱して拡散接合させ、必要毛細管力を有する戻り管を形成したことを特徴としている。
請求項6に記載の発明は、ループ状ヒートパイプの製造方法であって、薄板に毛細管力を発生させるための溝部を形成し、前記溝部を有する薄板を前記溝部に直交する方向に向けて端部から巻き取り加工し、必要毛細管力を有する戻り管を形成したことを特徴としている。
本発明によれば、毛細管力のあるパイプを用いることにより、パイプ内の液状媒体の滞留を防止することのでき、冷却性能を安定して得ることができる。
また、その製造方法においては、板状部材への溝部形成後に積層結合もしくは巻き取り加工するので、安定した品質のパイプを提供することができる。
以下、本発明の実施の形態に係るループ状ヒートパイプの詳細を図面に基づいて説明する。まず、本発明を適用するループ状ヒートパイプの冷却システムの構成の概略を図1及び図2を用いて説明する。
[ループ状ヒートパイプによる冷却システムの概略構成1]
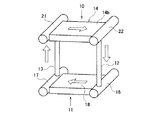
図1は、本発明のループ状ヒートパイプの1例を示している。このループ状ヒートパイプは、蒸発部10と凝縮部11とこれらの内部に連通して設けられたパイプ12,13により、冷媒等の液状媒体を循環させて可能に構成している。
図1は、本発明のループ状ヒートパイプの1例を示している。このループ状ヒートパイプは、蒸発部10と凝縮部11とこれらの内部に連通して設けられたパイプ12,13により、冷媒等の液状媒体を循環させて可能に構成している。
蒸発部10は、多穴管チューブ14により形成されている。この多穴管チューブ14は、熱伝導性の良好なアルミニウムにより形成されている。多穴管チューブ14には、前述の従来例と同様図9に示すように、冷媒通路となる多数の穴部が平行に形成されている。
そして、多穴管チューブ14の端部は第3のタンク部材21及び第4のタンク部材22が接続されている。多穴管チューブ14の両面は、受熱面14bとされ、電子部品15が装着されている(図示省略)。
一方、凝縮部11は、第1のタンク部材16と第2のタンク部材17との間に、コア部18を形成して構成されている。
第1のタンク部材16および第2のタンク部材17は、アルミニウムにより形成されている。コア部18は、上述の従来の構造同様に多数のチューブ(図示省略)の間にコルゲートフィン(図示省略)を配置して構成されている。これらチューブおよびコルゲートフィンも、アルミニウムにより形成されている。
そして、第1のタンク部材16に、パイプ12(送り管)が接続されている。このパイプ12(送り管)は、多穴管チューブ14の端部に設けた第3のタンク部材22に連通して設けられている。また、第2のタンク部材17と多穴管チューブ14の他方端部である第3のタンク部材21に連通してもう一方のパイプ13(戻り管)が設けられている。
このようなループ状ヒートパイプでは、蒸発部10に装着される電子部品から発生した熱量により蒸発部10内の冷媒が蒸発し、蒸発した冷媒が第4のタンク部材22,パイプ(送り管)12を通り第1のタンク部材16に流入する。
第1のタンク部材16に流入した冷媒は、コア部18を通り第2のタンク部17に流入する。そして、蒸発した冷媒は、コア部18を通る間に冷却され凝縮される。凝縮した冷媒は、第2のタンク部材17からパイプ(戻り管)13を通り、蒸発部10に再循環される。
[ループ状ヒートパイプによる冷却システムの概略構成2]
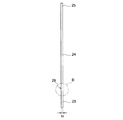
図2は、本発明のループ状ヒートパイプの異なる例を示している。このループ状ヒートパイプは、蒸発部10は略M字状に曲折されたパイプ14cからなっている。これは、上述の概略構成1とは異なり、直接電子部品16を蒸発部10に組み付けるのではなく、蒸発部10のパイプ14cを電子部品(図示省略)の近傍に配置して冷却を行うものであり、その他の構成は前記概略構成1と同様のため、ここでは説明を省略する。
図2は、本発明のループ状ヒートパイプの異なる例を示している。このループ状ヒートパイプは、蒸発部10は略M字状に曲折されたパイプ14cからなっている。これは、上述の概略構成1とは異なり、直接電子部品16を蒸発部10に組み付けるのではなく、蒸発部10のパイプ14cを電子部品(図示省略)の近傍に配置して冷却を行うものであり、その他の構成は前記概略構成1と同様のため、ここでは説明を省略する。
[パイプ(戻り管)の構成及びその製造方法]
本実施の形態のループ状ヒートパイプの構成では、蒸発部10が上、凝縮部11が下に形成されている。通常このような場合、蒸発した液状媒体は上方向に移動する特性があり、液状媒体の循環ができず滞留してしまう恐れがある。そこで、本実施の形態のパイプ(戻り管)13は、その内部に極細線によって形成された溝部を有して形成されている。これにより毛細管力で液状媒体を蒸発部10へ戻し、媒体を循環可能としている。
本実施の形態のループ状ヒートパイプの構成では、蒸発部10が上、凝縮部11が下に形成されている。通常このような場合、蒸発した液状媒体は上方向に移動する特性があり、液状媒体の循環ができず滞留してしまう恐れがある。そこで、本実施の形態のパイプ(戻り管)13は、その内部に極細線によって形成された溝部を有して形成されている。これにより毛細管力で液状媒体を蒸発部10へ戻し、媒体を循環可能としている。
以下、パイプ(戻り管)13の構成とその製造方法の例を図面と共に説明する。
図3は、戻り管13を構成する板状部材23を示し、図4は図3のA−A断面を、そして図5は図4のB部の拡大断面図を示している。
前記板状部材23は、その長手方向に連通し極細線の溝部26を形成する連通部24と側壁部25とからなっており、その一枚の板厚は後述するように複数枚を積層する関係上、非常に薄く設定されている(例t0=0.2mm)。
そして、図4及び図5に示すように、前記連通部24に相当する部分には、エッチング等により極細線の溝部26が形成されている(例t1,t2=0.2mm,t3=0.5mm)。
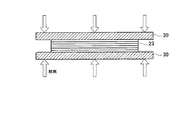
このように極細線の溝部26を形成した板状部材23は、図6に示すように、ジグ30,30で複数枚の板状部材23を挟み込んで結束させ、加熱して接合させる。この板状部材23,23間の接合には、主に拡散接合が用いられている。
拡散接合とは、接合材を加熱・加圧し、原子の拡散を利用して接合する接合方法であり、特に固相拡散接合は、母材自身を溶かさずに接合できるので、本実施形態のような小型・精密な接合に適している。
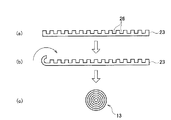
また、図7に示すように、極細線の溝部26を形成した板状部材23を巻き加工することで戻り管13を形成するようにしてもよい。この巻き加工による製造方法では、一枚の板状部材23からでも板状部材23を複数枚重ねても良いというメリットも有している。
以上のように、本実施形態の構造によれば、戻り管13の内部に極細線による溝部26を形成したので、毛細管力で液状媒体を積極的に循環させることができると言う大きな効果が得られる。
また、このように毛細管力によって循環効果の高い戻り管13を適用することで、蒸発部10を凝縮部11の上方に配置することもできる。
また、前述の製造方法によれば、戻り管13内部に形成する溝部26は、平板な板状部材23の状態でエッチング等により先に加工しているので、必要な毛細管力にあわせて溝の寸法を容易に変更する事ができ、極細線の加工性も向上することできる。
なお、本実施の形態では、戻り管13の毛細管力で液状媒体を蒸発部10へ戻し、媒体を循環させているが、より循環を促進させるため、一方弁を1または2カ所設けてもよい。
本発明は、ループ状ヒートパイプの他にも毛細管力の必要なパイプ構造及び製造方法の用途にも適用できる。
10 蒸発部
11 凝縮部
12 パイプ(送り管)
13 パイプ(戻り管)
23 板状部材
26 溝部
11 凝縮部
12 パイプ(送り管)
13 パイプ(戻り管)
23 板状部材
26 溝部
Claims (6)
- 蒸発部(10)と凝縮部(11)とこれらの内部に連通して設けられたパイプ(12,13)により、液状媒体を循環させて熱交換を行うループ状ヒートパイプにおいて、
前記凝縮部(11)から前記蒸発部(10)に向けて配置される戻り管(13)は毛細管力を有する構造としたことを特徴とするループ状ヒートパイプ。 - 前記戻り管(13)は、その内部に連通方向に向かって複数の溝部(26)を有することを特徴とする請求項1に記載のループ状ヒートパイプ。
- 前記戻り管(13)は、連通方向に向かって複数の溝形状(26)を形成された板状部材(23)を積層してなることを特徴とする請求項1または請求項2に記載のループ状ヒートパイプ。
- 前記蒸発部(10)と前記凝縮部(11)とを略水平もしくは蒸発部(10)よりも凝縮部(11)が低い位置に配置したことを特徴とする請求項1乃至請求項3のいずれか一項に記載されたループ状ヒートパイプ。
- 薄板(23)に毛細管力を発生させるための溝部(26)を形成し、
前記溝部(26)を有する薄板(23)を複数枚積層し、
これら複数枚積層した薄板(23)を加熱して拡散接合させ、
必要毛細管力を有する戻り管(13)を形成したことを特徴とするループ状ヒートパイプの製造方法。 - 薄板(23)に毛細管力を発生させるための溝部(26)を形成し、
前記溝部(26)を有する薄板(23)を前記溝部(26)に直交する方向に向けて端部から巻き取り加工し、
必要毛細管力を有する戻り管(13)を形成したことを特徴とするループ状ヒートパイプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109011A JP2005291645A (ja) | 2004-04-01 | 2004-04-01 | ループ状ヒートパイプ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109011A JP2005291645A (ja) | 2004-04-01 | 2004-04-01 | ループ状ヒートパイプ及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291645A true JP2005291645A (ja) | 2005-10-20 |
Family
ID=35324764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004109011A Pending JP2005291645A (ja) | 2004-04-01 | 2004-04-01 | ループ状ヒートパイプ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005291645A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008038898A1 (en) * | 2006-09-29 | 2008-04-03 | Electronics And Telecommunications Research Institute | Heat uniforming device for electronic apparatus |
| JP2010091257A (ja) * | 2008-10-03 | 2010-04-22 | Cpumate Inc | 導熱管の製造方法 |
| CN101090625B (zh) * | 2006-06-12 | 2010-06-09 | 财团法人工业技术研究院 | 具有雾化器的主动式环路型散热装置 |
| JP2013040702A (ja) * | 2011-08-12 | 2013-02-28 | T Rad Co Ltd | 冷却装置 |
| WO2013010038A3 (en) * | 2011-07-12 | 2013-03-07 | Flextronics Ap, Llc | Heat transfer system with integrated evaporator and condenser |
| WO2013102974A1 (ja) * | 2012-01-04 | 2013-07-11 | 日本電気株式会社 | 冷却装置 |
| KR101290652B1 (ko) * | 2011-04-20 | 2013-07-30 | 주식회사 에프에이치아이코리아 | 복수의 버퍼부가 구비된 펌프 타입 방열장치 및 이를 가지는 공조장치 |
| KR101314246B1 (ko) | 2011-12-05 | 2013-10-02 | 주식회사 에프에이치아이코리아 | 복수의 버퍼부가 구비된 캐필러리 타입 방열장치 및 이를 가지는 공조장치 |
| CN105914190A (zh) * | 2016-05-04 | 2016-08-31 | 厦门大学 | 一种实现材料热整流的热整流器件及其制备方法 |
| JP2016211842A (ja) * | 2015-05-12 | 2016-12-15 | ベンテラー・アウトモビールテヒニク・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 自動車の熱交換器システム |
| WO2018047534A1 (ja) * | 2016-09-09 | 2018-03-15 | 株式会社デンソー | 機器温調装置 |
-
2004
- 2004-04-01 JP JP2004109011A patent/JP2005291645A/ja active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101090625B (zh) * | 2006-06-12 | 2010-06-09 | 财团法人工业技术研究院 | 具有雾化器的主动式环路型散热装置 |
| KR100833497B1 (ko) | 2006-09-29 | 2008-05-29 | 한국전자통신연구원 | 전자기기용 열균일화 장치 |
| WO2008038898A1 (en) * | 2006-09-29 | 2008-04-03 | Electronics And Telecommunications Research Institute | Heat uniforming device for electronic apparatus |
| JP2010091257A (ja) * | 2008-10-03 | 2010-04-22 | Cpumate Inc | 導熱管の製造方法 |
| KR101290652B1 (ko) * | 2011-04-20 | 2013-07-30 | 주식회사 에프에이치아이코리아 | 복수의 버퍼부가 구비된 펌프 타입 방열장치 및 이를 가지는 공조장치 |
| GB2505848A (en) * | 2011-07-12 | 2014-03-12 | Flextronics Ap Llc | Heat transfer system with integrated evaporator and condenser |
| WO2013010038A3 (en) * | 2011-07-12 | 2013-03-07 | Flextronics Ap, Llc | Heat transfer system with integrated evaporator and condenser |
| GB2505848B (en) * | 2011-07-12 | 2018-07-11 | Flextronics Ap Llc | Heat transfer system with integrated evaporator and condenser |
| US9182177B2 (en) | 2011-07-12 | 2015-11-10 | Flextronics Ap, Llc | Heat transfer system with integrated evaporator and condenser |
| JP2013040702A (ja) * | 2011-08-12 | 2013-02-28 | T Rad Co Ltd | 冷却装置 |
| KR101314246B1 (ko) | 2011-12-05 | 2013-10-02 | 주식회사 에프에이치아이코리아 | 복수의 버퍼부가 구비된 캐필러리 타입 방열장치 및 이를 가지는 공조장치 |
| CN104040279A (zh) * | 2012-01-04 | 2014-09-10 | 日本电气株式会社 | 冷却装置 |
| JPWO2013102974A1 (ja) * | 2012-01-04 | 2015-05-11 | 日本電気株式会社 | 冷却装置 |
| EP2801781A4 (en) * | 2012-01-04 | 2015-11-25 | Nec Corp | COOLING SYSTEM |
| WO2013102974A1 (ja) * | 2012-01-04 | 2013-07-11 | 日本電気株式会社 | 冷却装置 |
| JP2016211842A (ja) * | 2015-05-12 | 2016-12-15 | ベンテラー・アウトモビールテヒニク・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 自動車の熱交換器システム |
| CN105914190A (zh) * | 2016-05-04 | 2016-08-31 | 厦门大学 | 一种实现材料热整流的热整流器件及其制备方法 |
| CN105914190B (zh) * | 2016-05-04 | 2018-06-26 | 厦门大学 | 一种实现材料热整流的热整流器件及其制备方法 |
| WO2018047534A1 (ja) * | 2016-09-09 | 2018-03-15 | 株式会社デンソー | 機器温調装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3451737B2 (ja) | 沸騰冷却装置 | |
| JP4557055B2 (ja) | 熱輸送デバイス及び電子機器 | |
| JP5157681B2 (ja) | 積層型冷却器 | |
| JP5664063B2 (ja) | 凝縮器 | |
| US11703287B2 (en) | Multi-channel thin heat exchanger and manufacturing method of the same | |
| JP2005291645A (ja) | ループ状ヒートパイプ及びその製造方法 | |
| WO2017195254A1 (ja) | ループヒートパイプ及びその製造方法並びに電子機器 | |
| JP6183100B2 (ja) | 蓄冷熱交換器 | |
| JP7206609B2 (ja) | 金属積層体及び金属積層体の製造方法 | |
| WO2017169410A1 (ja) | 熱交換器 | |
| JP2007278556A (ja) | 熱交換器 | |
| JP2011017516A (ja) | プレート積層型冷却装置及びその製造方法 | |
| JP2017180857A (ja) | 熱交換器 | |
| WO2023042880A1 (ja) | 沸騰式冷却器 | |
| JP2015059669A (ja) | 積層型熱交換器 | |
| JP2008036650A (ja) | 熱交換器の製造方法 | |
| JP2003247790A (ja) | 沸騰冷却装置 | |
| CN111854489A (zh) | 冷却装置 | |
| JPH08204075A (ja) | プレートフィン型素子冷却器 | |
| CN114127490B (zh) | 热交换器 | |
| JP6213807B2 (ja) | ヒートパイプ | |
| JP2010040958A (ja) | 冷却装置 | |
| JP5796666B2 (ja) | 凝縮器 | |
| JP7444703B2 (ja) | 伝熱部材および伝熱部材を有する冷却デバイス | |
| WO2019107184A1 (ja) | 熱輸送部材、及び蓄電モジュール |