JP2005291085A - エンジン用チタン合金製バルブリフタおよびその製造方法 - Google Patents
エンジン用チタン合金製バルブリフタおよびその製造方法 Download PDFInfo
- Publication number
- JP2005291085A JP2005291085A JP2004107170A JP2004107170A JP2005291085A JP 2005291085 A JP2005291085 A JP 2005291085A JP 2004107170 A JP2004107170 A JP 2004107170A JP 2004107170 A JP2004107170 A JP 2004107170A JP 2005291085 A JP2005291085 A JP 2005291085A
- Authority
- JP
- Japan
- Prior art keywords
- valve lifter
- hardened layer
- titanium alloy
- valve
- vickers hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Valve-Gear Or Valve Arrangements (AREA)
Abstract
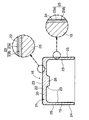
【解決手段】 バルブリフタ16は,筒状部19および端壁状部20を持ち,且つチタン合金よりなるバルブリフタ本体21と,動弁カムと摺動する摺動面を形成すべく,端壁状部20外面に形成された第1の硬化層23と,エンジン本体のガイド孔を摺動する摺動面を形成すべく,筒状部19外周面に形成された第2の硬化層25とを有する。第1の硬化層23のビッカース硬さH1 が500HV0.1<H1 ≦800HV0.1であり,第2の硬化層25のビッカース硬さH2 が300HV0.1≦H2 ≦500HV0.1である。
【選択図】 図2
Description
図3(a)に示すように,チタン合金よりなる丸棒から円盤形ビレット27を切出し,次いでそのビレット27に潤滑処理を施す。
ビレット27を鍛造温度Tfに加熱し,次いでそのビレット27に温間鍛造を施して,図3(b)に示すバルブリフタ本体用素材28を得る。その素材28は,シリンダヘッド4のガイド孔18内に挿入される筒部29およびその筒部29の一端を閉鎖して動弁カム17と対向する端壁部30を持つ。この場合,鍛造温度Tfは300℃≦Tf≦600℃に設定される。鍛造温度TfがTf<300℃では変形抵抗が高く,金型の負荷が大きい。一方,Tf>600℃では加熱中に表面に酸化膜が生じ,鍛造時にこの酸化膜に発生する亀裂を起点に割れが生じやすくなる。
バルブリフタ本体用素材28の筒部29外周面,端壁部30外面および筒部29の環状端面に機械加工を施して,図3(c)に示すように1次酸化処理にて生じる歪みを除去するのに十分な削り代を形成すべく,バルブリフタ完成寸法より外径を大きく設定した所定寸法に仕上げられたバルブリフタ本体用素材28を製作し,次いでそのバルブリフタ本体用素材28に洗浄処理を施す。
バルブリフタ本体用素材28を大気雰囲気下の加熱炉内に設置して,その素材28に,大気中にて加熱温度T1 をT1 ≧650℃に設定した1次酸化処理を施し,図4(d)に示すように,バルブリフタ素材28全面に1次酸化処理後の硬化層35を形成された第1中間体31を得る。この場合,1次酸化処理後の硬化層35は素材28の全面に形成された酸化膜35aと,酸化膜35aと素材28間に形成された拡散層35bとにより構成される。
第1中間体31をセンタレス研削装置に設置し,次いでその装置を作動させ,図4(e)に示すように,筒部29外周面側に存する削り代分だけ研削して第2中間体32を製作し,その後第2中間体32に洗浄処理を施す。
第2中間体32を前記の大気雰囲気下の加熱炉内に設置して,その第2中間体32に,大気中にて,加熱温度T2 を400℃<T2 <650℃に設定した2次酸化処理を施し,図4(f)に示すように,カム摺動面22およびバルブリフタ16の内面全体に第1の硬化層23を形成し,筒部29外周面に第2の硬化層25を形成する。第1の硬化層23は,1次酸化処理および2次酸化処理により形成された第1の酸化膜23aと,第1の酸化膜と素材間に形成される第1の拡散層23bとにより構成される。また,第2の硬化層25は2次酸化処理により形成された第2の酸化膜25aと,第2の酸化膜と素材間に形成される第2の拡散層25bとにより構成される。
(a)〜(c)工程:0.96wt%Fe,0.28wt%Oおよび不可避不純物を含む残部Tiよりなるチタン合金より構成された外径Da 26mm,高さHc 21mmのバルブリフタ素材28を製作.
(d)工程…1次酸化処理;加熱温度T1 ≧650℃.
(e)工程…センタレス研削条件:筒部29外周面側に存する削り代分だけ研削.
(f)工程…2次酸化処理:加熱温度T2 400℃<T2 <650℃.
〔B〕ビッカース硬さおよびひずみの測定
バルブリフタ16の各例について,第1および第2の硬化層23,25,つまりカム摺動面22および孔壁摺動面24のビッカース硬さ(HV0.1,試験荷重:0.9807N)H1 ,H2 をそれぞれ測定し,また第2の硬化層25を有する筒状部19のひずみ(第2の硬化層25外周面の真円度)Δrを測定した。
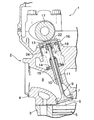
バルブリフタ16の各例を,図1のDOHC型エンジン1と同様の構造を有する,1000cc,4気筒エンジンに組込んで,低粘度の劣化エンジンオイルを用いて摩耗評価モードでモータリングテストを行い,バルブリフタ16のカム摺動面22および孔壁摺動面24における摩耗の有無ならびに相手部材である動弁カム17およびガイド孔18孔壁における摩耗の有無を調べた。この場合,動弁カム17はカム山部を鋳造時に冷し金により硬化させた鋳鉄(JIS FC300)より構成され,またシリンダヘッド4,つまりガイド孔18の孔壁はAl合金(JIS AC2B相当)より構成された。
表1は,1次酸化処理条件とセンタレス研削前の筒部29のひずみΔrを示す。

表4は,1次および2次酸化処理条件と2次酸化処理後の筒状部19のひずみΔrを示す。
表6は,1次および2次酸化処理条件と2次酸化処理後の筒状部19のひずみΔrを示す。〔D−3〕には例(5)に関するデータも掲載されている。
表8は,1次および2次酸化処理条件と2次酸化処理後の筒状部19のひずみΔrを示す。この〔D−4〕には例(16)に関するデータも掲載されている。
16…………バルブリフタ
17…………動弁カム
18…………ガイド孔
19…………筒状部
20…………端壁状部
22…………カム摺動面
23…………第1の硬化層
24…………孔壁摺動面
25…………第2の硬化層
28…………バルブリフタ素材
29…………筒部
30…………端壁部
31…………第1中間体
32…………第2中間体
Claims (5)
- 筒状部(19)およびその筒状部(19)の一端を閉鎖する端壁状部(20)を持ち,且つチタン合金よりなるバルブリフタ本体(21)と,動弁カム(17)と摺動する摺動面を形成すべく,前記端壁状部(20)外面に形成された第1の硬化層(23)と,エンジン本体(2)のガイド孔(18)を摺動する摺動面を形成すべく,前記筒状部(19)外周面に形成された第2の硬化層(25)とを有し,前記第1の硬化層(23)のビッカース硬さH1 が500HV0.1<H1 ≦800HV0.1であり,前記第2の硬化層(25)のビッカース硬さH2 が300HV0.1≦H2 ≦500HV0.1であることを特徴とするエンジン用チタン合金製バルブリフタ。
- 前記チタン合金は,0.30wt%≦Fe≦1.50wt%,0.20wt%≦O≦0.70wt%および不可避不純物を含む残部Tiよりなる,請求項1記載のエンジン用チタン合金製バルブリフタ。
- エンジン本体(2)のガイド孔(18)内に挿入される筒部(29)およびその筒部(29)の一端を閉鎖して動弁カム(17)と対向する端壁部(30)を持つチタン合金製バルブリフタ本体用素材(28)に,大気中にて1次酸化処理を施して,前記バルブリフタ本体用素材(28)全面に1次酸化処理後の硬化層(35)を形成された第1の中間体(31)を得る工程と,前記筒部(29)外周面に機械加工を施して第2中間体(32)を得る工程と,前記第2中間体(32)に,大気中にて2次酸化処理を施して,前記端壁部(30)外面に第1の硬化層(23)を形成し,前記筒部(29)外周面に第2の硬化層(25)を形成する工程とを用いて,前記第1の硬化層(23)のビッカース硬さH1 が500HV0.1<H1 ≦800HV0.1であり,前記第2の硬化層(25)のビッカース硬さH2 が300HV0.1≦H2 ≦500HV0.1であるチタン合金製バルブリフタを得ることを特徴とする,エンジン用チタン合金製バルブリフタの製造方法。
- 1次酸化処理を施す際の加熱温度T1 をT1 ≧650℃に設定し,2次酸化処理を施す際の加熱温度T2 を400℃<T2 <650℃に設定する,請求項3記載のエンジン用チタン合金製バルブリフタの製造方法。
- 前記チタン合金は,0.30wt%≦Fe≦1.50wt%,0.20wt%≦O≦0.70wt%および不可避不純物を含む残部Tiよりなる,請求項3または4記載のエンジン用チタン合金製バルブリフタの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107170A JP4292099B2 (ja) | 2004-03-31 | 2004-03-31 | エンジン用チタン合金製バルブリフタおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107170A JP4292099B2 (ja) | 2004-03-31 | 2004-03-31 | エンジン用チタン合金製バルブリフタおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005291085A true JP2005291085A (ja) | 2005-10-20 |
| JP4292099B2 JP4292099B2 (ja) | 2009-07-08 |
Family
ID=35324302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004107170A Expired - Fee Related JP4292099B2 (ja) | 2004-03-31 | 2004-03-31 | エンジン用チタン合金製バルブリフタおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4292099B2 (ja) |
-
2004
- 2004-03-31 JP JP2004107170A patent/JP4292099B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP4292099B2 (ja) | 2009-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0091097A1 (en) | Engine valve and method of producing the same | |
| CN101548120B (zh) | 阀装置 | |
| JP5311918B2 (ja) | スプリング・リテーナ及びスプリング・システム | |
| US20070227626A1 (en) | Valve train component for an internal combustion engine, and method of making same | |
| WO2005042931A1 (ja) | カムシャフトの製造方法、カムシャフト及びこれに用いるカムロブ材 | |
| JP4116983B2 (ja) | チタン製バルブスプリングリテーナ | |
| JP4292099B2 (ja) | エンジン用チタン合金製バルブリフタおよびその製造方法 | |
| US7628870B2 (en) | Heat treated valve guide and method of making | |
| JPH0821216A (ja) | エンジンバルブ | |
| JP5060083B2 (ja) | ピストンリングの製造方法 | |
| US7600499B2 (en) | Titanium alloy valve lifter | |
| US7308760B2 (en) | Method of making a valve lifter | |
| JP4208797B2 (ja) | ロッカーアームに使用する転がり軸受 | |
| US5918367A (en) | Method of producing valve lifter | |
| EP0711904B1 (en) | Sliding part and a method of producing thereof | |
| JPH0261308A (ja) | ロッカーアーム及びその製造方法 | |
| JP3795013B2 (ja) | 内燃機関の動弁機構用バルブリフター | |
| Maki et al. | Development of a high-performance TiA1 exhaust valve | |
| JP4870922B2 (ja) | コンロッド、エンジン、自動車両およびコンロッドの製造方法 | |
| JP2008215157A (ja) | エンジンバルブ | |
| JP2001329345A (ja) | 自己潤滑性を有する内燃機関用ピストンリング材およびピストンリング | |
| JPH09256821A (ja) | エンジンバルブ | |
| JPH11201136A (ja) | 自動車内燃機関用部品 | |
| JPH09217611A (ja) | 内燃機関用弁機構 | |
| JPH09195729A (ja) | チタン合金製ポペット弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080917 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |