JP2005237694A - 放射線治療用ボーラスの製造方法及び製造装置 - Google Patents
放射線治療用ボーラスの製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2005237694A JP2005237694A JP2004052203A JP2004052203A JP2005237694A JP 2005237694 A JP2005237694 A JP 2005237694A JP 2004052203 A JP2004052203 A JP 2004052203A JP 2004052203 A JP2004052203 A JP 2004052203A JP 2005237694 A JP2005237694 A JP 2005237694A
- Authority
- JP
- Japan
- Prior art keywords
- bolus
- container
- molding
- radiotherapy
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61N—ELECTROTHERAPY; MAGNETOTHERAPY; RADIATION THERAPY; ULTRASOUND THERAPY
- A61N5/00—Radiation therapy
- A61N5/10—X-ray therapy; Gamma-ray therapy; Particle-irradiation therapy
- A61N2005/1092—Details
- A61N2005/1096—Elements inserted into the radiation path placed on the patient, e.g. bags, bolus, compensators
Landscapes
- Radiation-Therapy Devices (AREA)
Abstract
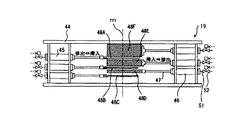
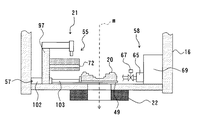
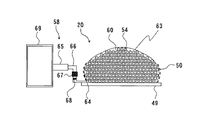
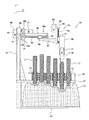
【解決手段】変形可能なビニール製カバー63を有するビニール製容器56内にポリエチレン球54及び空気60を封入した上で、そのビニール製容器56を鋳型装置55の押圧ピン71により外部から押圧して治療対象の患部に対応した形状に成型し、押圧した状態で真空ポンプ65を用いてビニール製容器56内の空気60を排出し、排出後に電磁弁67を閉塞してビニール製容器56を成型された患部に対応した形状に固定し、ボーラス20を構成する。
【選択図】 図11
Description
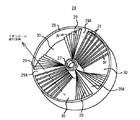
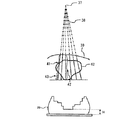
図10において、イオンビームの入射エネルギー,照射野径等から計算できる仮想的な粒子線源37から患部62へ向け放射状に複数の直線38を引き仮想的なイオンビーム通路とする。水等価厚計算部121は、イオンビームの各通路38に沿って体表39から患部62の深部末端(底面位置)までの点線で示す水等価厚41をX線CTにより測定されたCT値(位置座標値)により計算する。図10において点線で示した長さが計算された水等価厚に当たる。
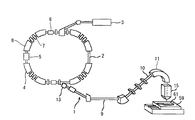
2 荷電粒子ビーム発生装置(放射線発生装置)
15 照射野形成装置(放射線照射装置)
54 ポリエチレン球(固体状物質;粒子状物質;第1の物質)
55 鋳型装置(成型装置)
56 ビニール製容器(プラスチック製容器)
57 移動装置
60 空気(流体状物質;流体;第2の物質)
64 出入孔
65 真空ポンプ(排出装置)
66 チューブ(流路)
67 電磁弁(弁装置)
71 押圧ピン
74 支持部材
77 回転サーボモータ(モータ)
78A,78B,78C X・Y・Z軸移動機構(モータ移動装置)
125 モータ駆動制御部(制御装置)
Claims (16)
- 変形可能な容器内に固体状物質及び流体状物質を封入し、
前記容器を外部より押圧して治療対象の患部に対応した形状に成型し、
押圧した状態で前記容器に設けた出入孔から前記流体状物質を排出し、
前記出入孔を閉塞して前記容器の形状を前記成型された患部に対応した形状に固定することを特徴とする放射線治療用ボーラスの製造方法。 - 変形可能なプラスチック製容器内に粒子状物質及び流体を封入し、
前記プラスチック製容器を外部より押圧して治療対象の患部に対応した形状に成型し、
押圧した状態で前記プラスチック製容器に設けた出入孔から前記流体を排出し、
前記出入孔を閉塞して前記プラスチック製容器の形状を前記成型された患部に対応した形状に固定することを特徴とする放射線治療用ボーラスの製造方法。 - 変形可能な容器内に第1の物質及び第2の物質を封入し、
前記容器を外部より押圧して治療対象の患部に対応した形状に成型し、
押圧した状態で、前記容器から前記第2の物質を排出して前記容器の内部圧力を減圧し、前記第1の物質間の摩擦を利用して前記第1の物質間の相対位置変動を抑制することにより、前記容器の形状を前記成型された患部に対応した形状に固定することを特徴とする放射線治療用ボーラスの製造方法。 - 前記容器を、治療対象の患部に対応した形状に固定した後に放射線進行位置に移動し、使用後には成型を行う成型位置に移動することを特徴とする請求項1記載の放射線治療用ボーラスの製造方法。
- 前記出入孔を開放して前記容器内に前記流体状物質を流入させることにより、前記容器形状の固定を解除することを特徴とする請求項1記載の放射線治療用ボーラスの製造方法。
- 前記容器内に前記第2の物質を流入させて前記第1の物質間の摩擦を低減することにより、前記容器形状の固定を解除することを特徴とする請求項3記載の放射線治療用ボーラスの製造方法。
- 前記容器の押圧は、格子状に配列された多数の押圧ピンを有する成型装置が前記押圧ピンを前記容器に対しそれぞれ所定の距離押し込むことにより行われることを特徴とする請求項6記載の放射線治療用ボーラスの製造方法。
- 前記成型装置による押圧ピンの押し込みは、治療対象である患者の治療計画情報を基に定められる患部形状情報に応じて行われることを特徴とする請求項7記載の放射線治療用ボーラスの製造方法。
- 固体状物質及び流体状物質を封入した変形可能な容器と、
前記容器を外部より押圧して治療対象の患部に対応した形状に成型する成型装置と、
前記流体状物質を前記容器に設けた出入孔から排出する排出装置と、
前記排出装置と前記出入孔とを接続する流路と、
前記流路に設けられ、前記流路を連通・遮断可能な弁装置と
を備えたことを特徴とする放射線治療用ボーラスの製造装置。 - 前記容器を放射線進行位置に移動すると共に、使用後には前記成型装置で成型を行うための成型位置に移動する移動装置を備えたことを特徴とする請求項9記載の放射線治療用ボーラスの製造装置。
- 前記成型装置は、格子状に配列され、前記容器に対して進退可能に支持された多数の押圧ピンを有していることを特徴とする請求項10記載の放射線治療用ボーラスの製造装置。
- 前記押圧ピンはこの押圧ピンを支持する支持部材が有するめねじ構造に螺合するおねじ構造を有しており、且つ、前記成型装置は前記押圧ピンを回転駆動させるためのモータを備えたことを特徴とする請求項11記載の放射線治療用ボーラスの製造装置。
- 前記成型装置は、前記モータを前記格子状に配列された押圧ピンのうちの所定の押圧ピンに対応する位置に移動させるモータ移動装置を備えたことを特徴とする請求項12記載の放射線治療用ボーラスの製造装置。
- 治療対象である患者の治療計画情報を基に定められる患部形状情報に応じ、前記モータ移動装置及び前記モータを制御する制御装置を備えたことを特徴とする請求項13記載の放射線治療用ボーラスの製造装置。
- 請求項9乃至請求項14のいずれかに記載の放射線治療用ボーラスの製造装置を備えたことを特徴とする放射線照射装置。
- 放射線を発生する放射線発生装置と、
請求項9乃至請求項14のいずれかに記載の放射線治療用ボーラスの製造装置を有し、前記放射線発生装置から放出された放射線を照射対象に照射する放射線照射装置とを備えたことを特徴とする放射線治療装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004052203A JP4255860B2 (ja) | 2004-02-26 | 2004-02-26 | 放射線治療用ボーラスの製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004052203A JP4255860B2 (ja) | 2004-02-26 | 2004-02-26 | 放射線治療用ボーラスの製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005237694A true JP2005237694A (ja) | 2005-09-08 |
| JP4255860B2 JP4255860B2 (ja) | 2009-04-15 |
Family
ID=35020041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004052203A Expired - Fee Related JP4255860B2 (ja) | 2004-02-26 | 2004-02-26 | 放射線治療用ボーラスの製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4255860B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013502965A (ja) * | 2009-08-31 | 2013-01-31 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 放射線治療計画に使用される補償器のための対話型のコンピュータを利用したエディタ |
| JP2014020800A (ja) * | 2012-07-12 | 2014-02-03 | Sumitomo Heavy Ind Ltd | 荷電粒子線照射装置 |
| EP2810693A4 (en) * | 2012-02-02 | 2015-07-15 | Samsung Life Public Welfare Foundation | METHOD AND DEVICE FOR PRODUCING A RADIATION INTENSITY SOIL |
| JP2016514521A (ja) * | 2013-03-26 | 2016-05-23 | イオンビーム アプリケーションズ, エス.エー. | 粒子線装置用アクセサリーホルダー |
| JP2024513987A (ja) * | 2021-04-13 | 2024-03-27 | ザ ニューヨーク プロトン センター | Flash放射線療法システム及び使用方法 |
-
2004
- 2004-02-26 JP JP2004052203A patent/JP4255860B2/ja not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013502965A (ja) * | 2009-08-31 | 2013-01-31 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 放射線治療計画に使用される補償器のための対話型のコンピュータを利用したエディタ |
| US10850119B2 (en) | 2009-08-31 | 2020-12-01 | Koninklijke Philips N.V. | Interactive computer-aided editor for compensators used in radiotherapy treatment planning |
| EP2810693A4 (en) * | 2012-02-02 | 2015-07-15 | Samsung Life Public Welfare Foundation | METHOD AND DEVICE FOR PRODUCING A RADIATION INTENSITY SOIL |
| US9927805B2 (en) | 2012-02-02 | 2018-03-27 | Samsung Life Public Welfare Foundation | Method and apparatus for manufacturing radiation intensity bolus |
| JP2014020800A (ja) * | 2012-07-12 | 2014-02-03 | Sumitomo Heavy Ind Ltd | 荷電粒子線照射装置 |
| JP2016514521A (ja) * | 2013-03-26 | 2016-05-23 | イオンビーム アプリケーションズ, エス.エー. | 粒子線装置用アクセサリーホルダー |
| JP2024513987A (ja) * | 2021-04-13 | 2024-03-27 | ザ ニューヨーク プロトン センター | Flash放射線療法システム及び使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4255860B2 (ja) | 2009-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4900610B2 (ja) | 放射線治療用ビームを形成するためのプログラマブル・粒子散乱体 | |
| CN103794261B (zh) | 粒子射线照射装置及粒子射线治疗装置 | |
| JP3643371B1 (ja) | 粒子線照射装置及び照射野形成装置の調整方法 | |
| JP3655292B2 (ja) | 粒子線照射装置及び荷電粒子ビーム照射装置の調整方法 | |
| US7801269B2 (en) | Method and apparatus for calibrating a radiation therapy treatment system | |
| JP2006280457A (ja) | 荷電粒子ビーム出射装置及び荷電粒子ビーム出射方法 | |
| JP2008012121A (ja) | 荷電粒子ビーム出射装置及び荷電粒子ビーム出射方法 | |
| JP4255860B2 (ja) | 放射線治療用ボーラスの製造方法及び製造装置 | |
| WO2018116354A1 (ja) | 放射線照射計画装置、臨床判断支援装置およびプログラム | |
| CN104023791B (zh) | 粒子射线照射装置及粒子射线治疗装置 | |
| KR101728512B1 (ko) | 공기압을 이용해 측정 오차가 감소 된 방사선량 측정용 물 팬텀 | |
| CN115702022A (zh) | 适形粒子治疗系统 | |
| JP3681382B2 (ja) | 粒子線照射装置及び荷電粒子ビーム照射装置の調整方法 | |
| JP6184544B2 (ja) | 治療計画装置及び粒子線治療装置 | |
| JP6129864B2 (ja) | 被照射物に入射する線量の決定装置 | |
| JP2005169083A (ja) | 粒子線照射装置及び照射野形成装置の調整方法 | |
| CN119215341A (zh) | 放疗装置、射线递送方法和计算机可读存储介质 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090128 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |