JP2005132660A - Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method - Google Patents
Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method Download PDFInfo
- Publication number
- JP2005132660A JP2005132660A JP2003369522A JP2003369522A JP2005132660A JP 2005132660 A JP2005132660 A JP 2005132660A JP 2003369522 A JP2003369522 A JP 2003369522A JP 2003369522 A JP2003369522 A JP 2003369522A JP 2005132660 A JP2005132660 A JP 2005132660A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- reflective structure
- press
- molding
- optical element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/082—Construction of plunger or mould for making solid articles, e.g. lenses having profiled, patterned or microstructured surfaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/02—Press-mould materials
- C03B2215/08—Coated press-mould dies
- C03B2215/14—Die top coat materials, e.g. materials for the glass-contacting layers
- C03B2215/16—Metals or alloys, e.g. Ni-P, Ni-B, amorphous metals
- C03B2215/17—Metals or alloys, e.g. Ni-P, Ni-B, amorphous metals comprising one or more of the noble meals, i.e. Ag, Au, platinum group metals
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/41—Profiled surfaces
- C03B2215/412—Profiled surfaces fine structured, e.g. fresnel lenses, prismatic reflectors, other sharp-edged surface profiles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/66—Means for providing special atmospheres, e.g. reduced pressure, inert gas, reducing gas, clean room
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Optical Elements Other Than Lenses (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
【課題】高精度な無反射構造を有する光学素子を繰り返し成形することのできる光学素子の製造方法を提供する。
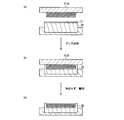
【解決手段】石英ガラス基板の表面に、円柱状のCrマスクを形成する。該石英ガラス基板の表面をドライエッチングし、表面に円錐型の無反射構造を形成する。該表面に、表面保護のためのIr-Rh合金膜を形成し、無反射構造成形用マスター金型を作製する。該マスター金型を用いて、離型のための離型剤が塗布された高融点ガラスをプレス成形し、冷却せずに該マスター金型をプレス成形した高融点ガラスから離型させる。高融点ガラスを冷却した後、離型剤を除去すると共に、表面保護のためのIr-Rh合金膜を形成して、無反射構造成形用レプリカ金型22を作製する。該レプリカ金型22を用いて、離型のための離型剤16が塗布された光学材料11をプレス成形し、冷却せずに該レプリカ金型22を光学材料11から離型させる。光学材料11を冷却した後、離型剤16を除去する。
【選択図】 図7An optical element manufacturing method capable of repeatedly molding an optical element having a highly accurate non-reflective structure is provided.
A cylindrical Cr mask is formed on the surface of a quartz glass substrate. The surface of the quartz glass substrate is dry etched to form a conical non-reflective structure on the surface. An Ir—Rh alloy film for surface protection is formed on the surface, and a master mold for forming an antireflection structure is produced. Using the master mold, the high melting point glass coated with a release agent for mold release is press-molded, and the master mold is released from the press-molded high melting point glass without cooling. After cooling the high melting point glass, the mold release agent is removed, and an Ir—Rh alloy film for surface protection is formed to produce a replica mold 22 for forming an antireflective structure. The replica mold 22 is used to press-mold the optical material 11 coated with the mold release agent 16 for mold release, and the replica mold 22 is released from the optical material 11 without cooling. After the optical material 11 is cooled, the release agent 16 is removed.
[Selection] Figure 7
Description
本発明は、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子を製造する方法、及び当該方法により製造された無反射構造を有する光学素子に関する。 The present invention relates to a method for manufacturing an optical element having a highly accurate non-reflective structure that does not cause pattern shift over a large area, and an optical element having a non-reflective structure manufactured by the method.
光学素子の表面反射を防止するために、光学素子の表面に無反射構造を形成する方法が提案されている。提案されている無反射構造は、サブミクロンピッチでアスペクト比が1以上の非常に微細な凹凸形状を有している。そして、このような微細な構造を形成する方法として、ドライエッチングを用いた微細加工法が提案されている。 In order to prevent surface reflection of the optical element, a method of forming a non-reflection structure on the surface of the optical element has been proposed. The proposed non-reflective structure has a very fine uneven shape with a submicron pitch and an aspect ratio of 1 or more. As a method for forming such a fine structure, a fine processing method using dry etching has been proposed.
一方、高精度な光学素子を、大量かつ安価に製造する有効な方法として、ガラスあるいは樹脂からなる光学材料(成形用素材)をプレス成形する方法が提案されている。 On the other hand, as an effective method for manufacturing a high-precision optical element in a large amount and at a low cost, a method of press-molding an optical material (molding material) made of glass or resin has been proposed.
加熱軟化したガラスあるいは樹脂からなる光学材料を、金型を用いてプレス成形する場合には、光学材料が金型から離型し難いため、金型の表面に特殊な離型膜を形成したり、成形ショットごとに離型剤を塗布したりして、離型が容易となるように工夫されている。特に、ガラスを光学材料として用いる場合には、金型の表面にかなり特殊なコーティングが施される。例えば、特許文献1には、WCを主成分とする超硬合金又はサーメットを金型材料として用い、当該金型材料を用いて作製した金型の表面に貴金属系保護膜をコーティングしたものが開示されている。そして、かかる構成の金型を用いることにより、プレス成形による光学素子の量産を可能とすることができる。また、特許文献2に記載の金型においては、窒化ホウ素、窒化クロム、炭化クロム、酸化クロム、炭化珪素、炭素、白金あるいは超硬合金からなる金型本体の光学機能面に10nm以下の膜厚を有する炭素膜を形成することにより、ガラスとの離型性が良好となるようにされている。
しかし、ドライエッチングを用いた微細加工法の場合、用いる光学材料によっては、エッチング後に表面が非常に荒れてしまったり、エッチングレートが非常に遅くなったりして、使用できる光学材料が限られてしまう。すなわち、使用できる光学材料は石英ガラス等に限定され、様々な光学常数で設計がなされる光学機器に用いられる多成分ガラスや樹脂を使用することはできない。このため、ドライエッチングを用いた微細加工法によって無反射構造を有する光学素子を作製しようとしても、所望の選択比が得られず、アスペクト比の大きい無反射構造を有する光学素子を得ることはできない。また、エッチングの再現性が低いために、歩留まりの低下や量産性の劣化を引き起こし、生産コストが著しく高くなるという問題もある。 However, in the case of a microfabrication method using dry etching, depending on the optical material to be used, the surface becomes very rough after etching or the etching rate becomes very slow, which limits the usable optical materials. . That is, the optical material that can be used is limited to quartz glass or the like, and it is not possible to use multicomponent glass or resin used in optical devices designed with various optical constants. For this reason, even if an optical element having a non-reflective structure is produced by a fine processing method using dry etching, a desired selectivity cannot be obtained, and an optical element having a non-reflective structure having a large aspect ratio cannot be obtained. . In addition, since the reproducibility of etching is low, there is a problem that the production cost is remarkably increased due to a decrease in yield and a decrease in mass productivity.
また、無反射構造を有する光学素子をプレス成形する場合、従来のプレス成形方法では、加熱軟化した光学材料を金型と接触させた状態(プレスした状態)で冷却すると、金型と光学材料との熱膨張率の差に起因して熱応力が発生し、その結果、光学材料に転写されるパターンの精度が低下してしまう。特に、金型の中心から外周に向けて距離が長くなるほど、光学材料に転写されるパターンのずれが大きくなるため、大面積に亘って、微細な凹凸パターンを正確に転写することはできない。このため、冷却せずに金型をプレス成形した光学材料から離型させる必要がある。 Further, when press-molding an optical element having a non-reflective structure, in the conventional press-molding method, when the heated and softened optical material is cooled in a state of being in contact with the mold (pressed state), the mold and the optical material are Thermal stress is generated due to the difference in coefficient of thermal expansion, and as a result, the accuracy of the pattern transferred to the optical material is lowered. In particular, as the distance from the center of the mold increases toward the outer periphery, the shift of the pattern transferred to the optical material increases, so that a fine uneven pattern cannot be accurately transferred over a large area. For this reason, it is necessary to release the mold from the optical material obtained by press molding without cooling.
ところが、特許文献1に記載されているWCを主成分とする超硬合金又はサーメットを金型材料として用いて作製した金型の表面に貴金属系保護膜をコーティングしたものを用いて、光学材料としてのガラスをプレス成形する場合、金型とガラスとの離型性はかなり良好であるが、冷却せずに金型をプレス成形したガラスから離型させることはできず、無反射構造を有する光学素子を精密に成形することはできない。また、特許文献2に記載されている炭素膜を形成した金型を用いると、冷却せずに離型させることはできるが、金型本体の材料を無反射構造の凹凸形状に加工することは非常に困難である。 However, as an optical material, a surface of a mold produced by using a cemented carbide or cermet mainly composed of WC described in Patent Document 1 as a mold material is coated with a noble metal-based protective film. When press-molding glass, the mold-to-glass releasability is quite good, but the mold cannot be released from the press-molded glass without cooling, and has an anti-reflective structure. The element cannot be molded precisely. In addition, if a mold having a carbon film described in Patent Document 2 is used, the mold can be released without cooling, but the material of the mold body can be processed into a concavo-convex shape with a non-reflective structure. It is very difficult.
さらに、プレス成形によって無反射構造を有する光学素子を製造する場合、成形に用いる金型のプレス面は光学素子の反転形状を有していなければならないが、光学素子の形状によっては反転形状を形成することが非常に困難な場合もある。例えば、マイクロレンズアレイ等の場合には、一般に、円柱形状のレジストパターンを形成した後、それを加熱軟化させ、表面張力によってレンズ形状を形成した後、ドライエッチングを行うが、このような方法では、凸面形状の形成は容易であるが、金型とする凹面形状の形成は非常に困難である。従って、凹面形状を有するマイクロレンズアレイ成形用金型を作製することは非常に困難であり、さらに、その金型に無反射構造を形成して、無反射構造を有するマイクロレンズアレイ成形用金型を得ることは、さらに困難を伴う。 Furthermore, when an optical element having a non-reflective structure is manufactured by press molding, the press surface of the mold used for molding must have the inverted shape of the optical element, but depending on the shape of the optical element, the inverted shape is formed. It can be very difficult to do. For example, in the case of a microlens array or the like, generally, after forming a cylindrical resist pattern, it is heated and softened, and after forming a lens shape by surface tension, dry etching is performed. The formation of the convex shape is easy, but the formation of the concave shape as a mold is very difficult. Therefore, it is very difficult to produce a microlens array molding mold having a concave shape, and furthermore, a microlens array molding mold having a nonreflective structure by forming a nonreflective structure on the mold. Is more difficult to obtain.
本発明は、従来技術における前記課題を解決するためになされたものであり、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子を繰り返し成形することが可能な無反射構造を有する光学素子の製造方法、及び当該方法により製造された無反射構造を有する光学素子を提供することを目的とする。 The present invention has been made to solve the above-described problems in the prior art, and it is possible to repeatedly mold an optical element having a high-precision non-reflective structure that does not cause pattern displacement over a large area. An object of the present invention is to provide a method for manufacturing an optical element having an antireflective structure, and an optical element having an antireflective structure manufactured by the method.
前記目的を達成するため、本発明に係る無反射構造を有する光学素子の第1の製造方法は、高温強度に優れ、耐熱性を有し、ドライエッチングによる表面荒れの少ない金型材料に無反射構造に対応するマスクを形成し、ドライエッチングすることによって前記金型材料の表面に前記無反射構造を形成した後、前記金型材料の表面に表面保護のための薄膜を形成して、無反射構造成形用マスター金型を作製し、前記無反射構造成形用マスター金型を用いて、離型のための離型剤を塗布した光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、前記離型剤を除去すると共に、前記ガラス材料の表面に表面保護のための薄膜を形成して、無反射構造成形用レプリカ金型を作製し、前記無反射構造成形用レプリカ金型を用いて、離型のための離型剤を塗布した前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、プレス成形した前記光学材料を冷却した後、前記離型剤を除去することを特徴とする。 In order to achieve the above object, the first method of manufacturing an optical element having an antireflection structure according to the present invention is excellent in high temperature strength, heat resistance, and non-reflection on a mold material with less surface roughness due to dry etching. After forming the non-reflective structure on the surface of the mold material by forming a mask corresponding to the structure and performing dry etching, a thin film for surface protection is formed on the surface of the mold material, and non-reflective A master mold for structural molding is produced, and using the non-reflective structural molding master mold, a glass material having higher heat resistance than an optical material coated with a release agent for mold release is press-molded, The non-reflective structure molding master mold is released from the press-molded glass material without cooling, and after the press-molded glass material is cooled, the mold release agent is removed and the surface of the glass material The optical material in which a thin film for surface protection is formed, a replica mold for forming an antireflective structure is manufactured, and a release agent for mold release is applied using the replica mold for forming an antireflective structure Removing the mold release agent after cooling the press-molded optical material, releasing the anti-reflective structure molding replica mold from the press-molded optical material without cooling. Features.
また、本発明に係る無反射構造を有する光学素子の第2の製造方法は、高温強度に優れ、耐熱性を有し、ドライエッチングによる表面荒れの少ない金型材料に無反射構造に対応するマスクを形成し、ドライエッチングすることによって前記金型材料の表面に前記無反射構造を形成した後、前記金型材料の表面に、離型のための薄膜として、炭素(C)膜又はチッ化硼素(BN)膜を形成して、無反射構造成形用マスター金型を作製し、前記無反射構造成形用マスター金型を用いて、光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、プレス成形した前記ガラス材料の表面に、離型のための薄膜として、炭素(C)膜又はチッ化硼素(BN)膜を形成して、無反射構造成形用レプリカ金型を作製し、前記無反射構造成形用レプリカ金型を用いて、前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、プレス成形した前記光学材料を冷却することを特徴とする。 The second method for manufacturing an optical element having an antireflective structure according to the present invention is a mask corresponding to an antireflective structure in a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching. After forming the nonreflective structure on the surface of the mold material by dry etching, a carbon (C) film or boron nitride is formed on the surface of the mold material as a thin film for mold release. (BN) A film is formed to produce a master mold for forming an anti-reflective structure, and using the master mold for forming an anti-reflective structure, a glass material superior in heat resistance than an optical material is press-molded, The master mold for forming the non-reflective structure is released from the glass material that has been press-molded without cooling, and after the glass material that has been press-molded is cooled, the surface of the glass material that has been press-molded is released for mold release. Thin A carbon (C) film or a boron nitride (BN) film is formed to produce a replica mold for forming an antireflective structure, and the optical material is pressed using the replica mold for forming the antireflective structure The non-reflective structure molding replica mold is molded and released from the press-molded optical material without cooling, and the press-molded optical material is cooled.
また、本発明に係る無反射構造を有する光学素子の第3の製造方法は、高温強度に優れ、耐熱性を有し、ドライエッチングによる表面荒れの少ない金型材料に無反射構造に対応するマスクを形成し、ドライエッチングすることによって前記金型材料の表面に前記無反射構造を形成した後、前記金型材料の表面に表面保護のための薄膜を形成して、無反射構造成形用マスター金型を作製し、前記無反射構造成形用マスター金型を用いて、不活性ガス中に、構成分子中に炭素(C)又はフッ素(F)を含む気体あるいは霧状の液体を混合した雰囲気中で、光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、プレス成形した前記ガラス材料の表面に表面保護のための薄膜を形成して、無反射構造成形用レプリカ金型を作製し、前記無反射構造成形用レプリカ金型を用いて、不活性ガス中に、構成分子中に炭素(C)又はフッ素(F)を含む気体あるいは霧状の液体を混合した雰囲気中で、前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、
プレス成形した前記光学材料を冷却することを特徴とする。
The third method for manufacturing an optical element having an antireflective structure according to the present invention is a mask corresponding to an antireflective structure in a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching. And forming the non-reflective structure on the surface of the mold material by dry etching, forming a thin film for surface protection on the surface of the mold material, and forming a master mold for forming the non-reflective structure In an atmosphere in which a mold is prepared and a gas containing a carbon (C) or fluorine (F) in a constituent molecule or a mist-like liquid is mixed in an inert gas using the master mold for forming an antireflective structure Then, the glass material superior in heat resistance than the optical material is press-molded, and the non-reflective structure molding master mold is released from the press-molded glass material without cooling, and the press-molded glass material is cold Then, a thin film for surface protection is formed on the surface of the press-molded glass material to produce a replica mold for forming the non-reflective structure, and the inert mold using the replica mold for forming the non-reflective structure is inactive. For molding the non-reflective structure without press-cooling the optical material in an atmosphere in which a gas containing carbon (C) or fluorine (F) in a constituent molecule or an atomized liquid is mixed in a gas. A replica mold is released from the press-molded optical material,
The press-molded optical material is cooled.
前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法においては、前記金型材料が、石英ガラス、シリコン、Ni合金、及び超硬合金上にSiO2 膜又はSi膜を形成したものからなる群から選ばれる1つであるのが好ましい。 In the first to third manufacturing methods of the optical element having the non-reflective structure according to the present invention, the mold material is made of SiO 2 film or Si film on quartz glass, silicon, Ni alloy, and cemented carbide. It is preferably one selected from the group consisting of those formed.
前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法においては、前記光学材料が多成分ガラス又は樹脂であるのが好ましい。 In the first to third manufacturing methods of the optical element having the nonreflective structure of the present invention, the optical material is preferably multicomponent glass or resin.
前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法においては、前記無反射構造に対応する前記マスクの材料が、Cr、Ni、Au及びCからなる群から選ばれる1つであるのが好ましい。 In the first to third manufacturing methods of the optical element having the nonreflective structure according to the present invention, the mask material corresponding to the nonreflective structure is selected from the group consisting of Cr, Ni, Au, and C. It is preferable that it is one.
前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法においては、前記無反射構造に対応する前記マスクが円柱状又は多角柱状のマスクであって、使用波長以下のピッチでアレイ状に形成されているのが好ましい。 In the first to third manufacturing methods of the optical element having the non-reflective structure according to the present invention, the mask corresponding to the non-reflective structure is a columnar or polygonal column mask, and has a pitch equal to or less than a use wavelength. It is preferably formed in an array.
前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法においては、前記無反射構造に対応する前記マスクにレジストを形成し、電子ビームリソグラフィ、X線リソグラフィ又は干渉露光を用いたフォトリソグラフィにより、前記レジストを、円形状又は多角形状であって、使用波長以下のピッチでアレイ状にパターニングし、ウェットエッチング又はドライエッチングにより、前記マスクを、円柱状又は多角柱状であって、使用波長以下のピッチでアレイ状に形成するのが好ましい。 In the first to third methods for manufacturing an optical element having a non-reflective structure according to the present invention, a resist is formed on the mask corresponding to the non-reflective structure, and electron beam lithography, X-ray lithography, or interference exposure is used. The resist is circular or polygonal by photolithography, and is patterned into an array with a pitch equal to or less than the wavelength used, and the mask is cylindrical or polygonal by wet etching or dry etching, It is preferable to form an array with a pitch equal to or shorter than the wavelength used.
前記本発明の無反射構造を有する光学素子の第1又は第3の製造方法においては、前記表面保護のための薄膜が、Pt、Pd、Ir、Rh、Os、Ru、Re、W及びTaからなる群から選ばれる少なくとも1種類の金属を含んでいるのが好ましい。 In the first or third method for manufacturing an optical element having a non-reflective structure according to the present invention, the thin film for surface protection is made of Pt, Pd, Ir, Rh, Os, Ru, Re, W, and Ta. It preferably contains at least one metal selected from the group consisting of:
前記本発明の無反射構造を有する光学素子の第1又は第3の製造方法においては、前記無反射構造に対応する前記マスクの材料が、X線リソグラフィ用レジストであるのが好ましい。また、この場合には、前記無反射構造成形用金型の表面形状が曲面であるのが好ましい。 In the first or third method for manufacturing an optical element having a nonreflective structure according to the present invention, the mask material corresponding to the nonreflective structure is preferably a resist for X-ray lithography. In this case, it is preferable that the surface shape of the non-reflective structure molding die is a curved surface.
前記本発明の無反射構造を有する光学素子の第1又は第3の製造方法においては、前記無反射構造に対応する前記マスクが、円錐状又は多角錐状のマスクであって、X線リソグラフィにより、使用波長以下のピッチでアレイ状に形成されているのが好ましい。また、この場合には、前記無反射構造成形用金型の表面形状が曲面であるのが好ましい。 In the first or third method for manufacturing an optical element having a non-reflective structure according to the present invention, the mask corresponding to the non-reflective structure is a conical or polygonal pyramid mask, and is obtained by X-ray lithography. It is preferably formed in an array with a pitch equal to or shorter than the wavelength used. In this case, it is preferable that the surface shape of the non-reflective structure molding die is a curved surface.
また、本発明に係る無反射構造を有する光学素子の構成は、前記本発明の無反射構造を有する光学素子の第1〜第3の製造方法により製造されたことを特徴とする。 In addition, the configuration of the optical element having the nonreflective structure according to the present invention is manufactured by the first to third manufacturing methods of the optical element having the nonreflective structure of the present invention.
本発明によれば、冷却せずに無反射構造成形用マスター金型をプレス成形したガラス材料から離型させることが可能になると共に、冷却せずに無反射構造成形用レプリカ金型をプレス成形した光学材料から離型させることが可能となるので、無反射構造成形用マスター金型とプレス成形されるガラス材料との熱膨張率の差に起因する熱応力の発生、及び無反射構造成形用レプリカ金型とプレス成形される光学材料との熱膨張率の差に起因する熱応力の発生をともに防止して、無反射構造成形用マスター金型→無反射構造成形用レプリカ金型→光学材料の順番で転写されるパターンの精度の劣化を抑えることができる。その結果、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子を、繰り返し成形することが可能となる。また、本発明によれば、無反射構造成形用マスター金型、無反射構造成形用レプリカ金型を用いたプレス成形により光学素子を製造するようにしたので、無反射構造を有する光学素子を再現性良く成形することができる。その結果、量産性が飛躍的に向上するので、生産コストを著しく低下させることが可能となる。 According to the present invention, it becomes possible to release the non-reflective structure molding master mold from the press-molded glass material without cooling, and press-molding the non-reflective structure molding replica mold without cooling. Because it is possible to release from the optical material, the generation of thermal stress due to the difference in thermal expansion coefficient between the master mold for forming the non-reflective structure and the glass material to be press-molded, and for forming the non-reflective structure Prevents the occurrence of thermal stress due to the difference in thermal expansion coefficient between the replica mold and the optical material to be press-molded. Master mold for non-reflective structure molding → Replica mold for non-reflective structure molding → Optical material It is possible to suppress the deterioration of the accuracy of the pattern transferred in this order. As a result, it is possible to repeatedly mold an optical element having a highly accurate non-reflective structure that does not cause pattern deviation over a large area. Also, according to the present invention, an optical element is manufactured by press molding using a non-reflective structure molding master mold and a non-reflective structure molding replica mold, so that an optical element having a non-reflective structure is reproduced. It can be molded with good performance. As a result, mass productivity is dramatically improved, and production costs can be significantly reduced.
さらに、本発明によれば、凸面形状のマスター金型を用いて、凹面形状のレプリカ金型を容易に作製することが可能となる。その結果、マイクロレンズアレイのように、円柱形状のレジストパターンを形成した後、それを加熱軟化させ、表面張力によってレンズ形状を形成した後、ドライエッチングを行って、凸面形状を形成する場合でも、凹面形状を有するマイクロレンズアレイ成形用金型を容易に作製することができる。従って、本発明によれば、マスター金型に無反射構造を形成することにより、無反射構造を有するマイクロレンズアレイ成形用金型を容易に得ることができるので、無反射構造を有する凸面形状のマイクロレンズアレイの成形が可能となる。 Furthermore, according to the present invention, it is possible to easily produce a concave replica mold using a convex master mold. As a result, like a microlens array, after forming a cylindrical resist pattern, heating and softening it, forming a lens shape by surface tension, and then performing dry etching to form a convex shape, A mold for forming a microlens array having a concave shape can be easily produced. Therefore, according to the present invention, by forming the non-reflective structure on the master mold, it is possible to easily obtain the microlens array molding mold having the non-reflective structure. Micro lens array can be molded.
以下、実施の形態を用いて本発明をさらに具体的に説明する。 Hereinafter, the present invention will be described more specifically using embodiments.
[第1の実施の形態]
本実施の形態においては、本発明の無反射構造を有する光学素子として、片面にピッチ0.15μm、高さ0.15μmの円錐型の微細構造を有する平板光学素子を例に挙げて説明する。
[First Embodiment]
In the present embodiment, as an optical element having a non-reflective structure of the present invention, a flat plate optical element having a conical microstructure with a pitch of 0.15 μm and a height of 0.15 μm on one side will be described as an example.
図1は無反射構造を有する光学素子のプレス成形用金型を作製するための無反射構造成形用マスター金型を示す断面図である。 FIG. 1 is a cross-sectional view showing a non-reflective structure molding master mold for producing a press molding mold of an optical element having a non-reflective structure.
図1中、1は20mm×20mm×5mmの石英ガラス基板である。石英ガラスは、高温強度に優れ、耐熱性を有し、ドライエッチングによる表面荒れの少ない材料である。石英ガラス基板1の表面(プレス面)には、ピッチ0.15μm、高さ0.15μmの円錐型の無反射構造2が形成されており、この無反射構造2が形成された石英ガラス基板1が無反射構造成形用マスター金型3として用いられる。
In FIG. 1, 1 is a quartz glass substrate of 20 mm × 20 mm × 5 mm. Quartz glass is a material having excellent high-temperature strength, heat resistance, and less surface roughness due to dry etching. A conical non-reflective structure 2 having a pitch of 0.15 μm and a height of 0.15 μm is formed on the surface (press surface) of the quartz glass substrate 1, and the quartz glass substrate 1 on which the non-reflective structure 2 is formed. Is used as the non-reflective structure forming
以下、無反射構造成形用マスター金型3の作製方法について、図2を参照しながら説明する。図2(a)に示すように、まず、石英ガラス基板1の表面(プレス面)を、高精密研削加工及び研磨加工によって平滑に加工した(Ra約2nm)。次いで、図2(b)に示すように、平滑に加工された石英ガラス基板1の表面(プレス面)に、スパッタリング法を用いて、Cr膜25を0.1μmの厚みで形成した。次いで、図2(c)に示すように、Cr膜25の表面に、スピンコート法を用いて、PMMAレジスト26を0.1μmの厚みで形成した。次いで、図2(d)に示すように、EB(電子ビーム)描画法を用いて、Cr膜25の表面に、PMMAレジストからなる直径0.15μmの円柱パターン27をピッチ0.15μmで形成した。次いで、図2(e)に示すように、Cr膜25をウェットエッチングすることにより、石英ガラス基板1の表面(プレス面)に、無反射構造2に対応するCrからなる円柱パターンをマスクとして形成した(Crマスク28)。このマスクは、使用波長以下のピッチでアレイ状に形成されている。次いで、図2(f)に示すように、円柱状のCrマスク28が形成された石英ガラス基板1を、RFドライエッチング装置の中に入れ、CHF3 +O2 ガスを用いて、石英ガラス基板1の表面をエッチングした。これにより、石英ガラス基板1と共にCrマスク28も僅かずつエッチングされ、幅が小さくなる。そして、Crマスク28が完全に無くなるまでエッチングすることにより、石英ガラス基板1の表面(プレス面)に、ピッチ0.15μm、高さ0.15μmの円錐型の無反射構造2が形成された。最後に、円錐型の無反射構造2が形成された石英ガラス基板1の表面(プレス面)に、スパッタリング法を用いて、表面保護のためのIr−Rh合金膜を0.05μmの厚みで形成した。以上により、無反射構造成形用マスター金型3が得られた。
Hereinafter, a method for producing the non-reflective structure forming
以下、上記のような構成を有する無反射構造成形用マスター金型3を用いて、無反射構造を有する光学素子をプレス成形するための無反射構造成形用レプリカ金型を作製する方法について、図3、図4を参照しながら説明する。図3は無反射構造成形用レプリカ金型の成形プロセスを示す工程図、図4は無反射構造成形用レプリカ金型のプレス成形方法を示す工程図である。
Hereinafter, a method for producing a non-reflective structure molding replica mold for press-molding an optical element having a non-reflective structure using the non-reflective structure
図3(a)に示すように、まず、チャンバー15で覆われ、雰囲気ガス導入口18からN2 ガスを導入した成形機の上ヘッド5に、上記した無反射構造成形用マスター金型3を上型6として固定し、当該上型6をプレスステージ8と共に所定の温度(ここでは、750℃)まで昇温した。また、予熱ステージ7も750℃まで昇温した。そして、光学材料よりも耐熱性に優れた15mm×15mm×1.0mmの高融点ガラスであるアルカリフリーガラス(転移点(Tg):625℃、屈伏点(At):696℃)20を下型10の上に載せ、当該高融点ガラス20が載せられた下型10を、チャンバー15の金型投入口12から成形機内に投入して、750℃に設定された予熱ステージ7で2分間加熱した。ここで、アルカリフリーガラス20の表面には、離型のためのチッ化硼素(BN)微粒子離型剤21が塗布されている(図4(a)参照)。
As shown in FIG. 3A, first, the above-mentioned non-reflective structure
次に、図3(b)に示すように、アルカリフリーガラス20が載せられた下型10を、予熱ステージ7から同じく750℃に設定されたプレスステージ8に搬送した。次いで、シリンダー13を下降させて、同じく750℃に設定され、かつ、上ヘッド5に固定された上型6により、アルカリフリーガラス20を2000Nの加圧力で2分間プレスした(図4(a)、(b)参照)。そして、冷却せずに(そのままの温度で)シリンダー13を上昇させることにより、上ヘッド5と共に上型6を上昇させて、上型6を、プレス成形したアルカリフリーガラス20から離型させた(図4(b)、(c)参照)。ここで、冷却せずに(高温のままで)、上型6を、プレス成形したアルカリフリーガラス20から離型させることができるのは、BN粒子とアルカリフリーガラス20とのぬれ性が悪いからである。すなわち、酸化物や金属では、冷却せずに(高温のままで)離型させることは不可能であるが、BN粒子(あるいはC粒子)は、アルカリフリーガラス20とのぬれ性が非常に悪いため、冷却せずに(高温のままで)離型させることができる。上型6がプレス成形された高融点ガラス20から離型すると、プレス成形された高融点ガラス20は下型10の上に載った状態となる。
Next, as shown in FIG.3 (b), the lower mold |
次に、図3(c)に示すように、プレス成形された高融点ガラス20が載せられた下型10を、プレスステージ8から400℃に設定された冷却ステージ9に搬送し、そこで2分間冷却した。
Next, as shown in FIG. 3 (c), the
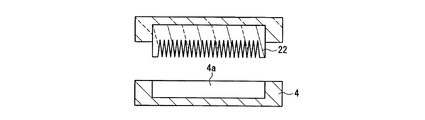
最後に、チャンバー15の金型取り出し口14から下型10と共にプレス成形された高融点ガラス20を外部に取り出し、プレス成形された高融点ガラス20を下型10から取り外した後、離型剤21を除去し、スパッタリング法を用いて、表面保護のためのIr−Rh合金膜を0.05μmの厚みで形成した。これにより、無反射構造成形用レプリカ金型22が得られた(図4(c)参照)。
Finally, the high
以下、上記のような構成を有する無反射構造成形用レプリカ金型22と下金型4を用いて、無反射構造を有する光学素子を製造する方法について説明する。図5は無反射構造を有する光学素子のプレス成形用金型を示す断面図、図6は無反射構造を有する光学素子の成形プロセスを示す工程図、図7は無反射構造を有する光学素子のプレス成形方法を示す工程図である。
Hereinafter, a method of manufacturing an optical element having a non-reflective structure using the non-reflective structure
図5中、22は無反射構造成形用レプリカ金型であり、下金型4は、以下のような構造を有している。すなわち、20mm×20mm×5mmのWCを主成分とする超硬合金の中央部分に、15mm×15mm×0.5mmの窪み4aが形成され、窪み4aが形成された表面には、スパッタリング法を用いて、表面保護のためのIr−Rh合金膜が0.5μmの厚みで形成されている。
In FIG. 5,
図6(a)に示すように、まず、チャンバー15で覆われ、雰囲気ガス導入口18からN2 ガスを導入した成形機の上ヘッド5に、上記した無反射構造成形用レプリカ金型22を上型6として固定し、当該上型6をプレスステージ8と共に所定の温度(ここでは、590℃)まで昇温した。また、予熱ステージ7も590℃まで昇温した。そして、上記した下金型4を下型10として用い、15mm×15mm×1.0mmのクラウン系の硼珪酸ガラス(転移点(Tg):501℃、屈伏点(At):549℃)を、光学材料11として下型10の上に載せ、光学材料11が載せられた下型10を、チャンバー15の金型投入口12から成形機内に投入して、590℃に設定された予熱ステージ7で3分間加熱した。ここで、光学材料11の表面には、離型のためのチッ化硼素(BN)微粒子離型剤16が塗布されている(図7(a)参照)。
As shown in FIG. 6A, first, the above-described non-reflective structure
次に、図6(b)に示すように、光学材料11が載せられた下型10を、予熱ステージ7から同じく590℃に設定されたプレスステージ8に搬送した。次いで、シリンダー13を下降させて、同じく590℃に設定され、かつ、上ヘッド5に固定された上型6により、光学材料11を1000Nの加圧力で3分間プレスした(図7(a)、(b)参照)。そして、冷却せずに(そのままの温度で)シリンダー13を上昇させることにより、上ヘッド5と共に上型6を上昇させて、上型6を、プレス成形された光学材料11から離型させた(図7(b)、(c)参照)。ここで、冷却せずに(高温のままで)、上型6を、プレス成形した光学材料11から離型させることができるのは、上記と同様の理由による。上型6がプレス成形された光学材料11から離型すると、プレス成形された光学材料11は下型10の上に載った状態となる。
Next, as shown in FIG. 6 (b), the
次に、図6(c)に示すように、プレス成形された光学材料11が載せられた下型10を、プレスステージ8から300℃に設定された冷却ステージ9に搬送し、そこで3分間冷却した。
Next, as shown in FIG. 6C, the
最後に、チャンバー15の金型取り出し口14から下型10と共にプレス成形された光学材料11を外部に取り出し、プレス成形された光学材料11を下型10から取り外した後、離型剤16を除去した。これにより、無反射構造を有する光学素子17が得られた(図7(c)参照)。
Finally, the
本実施の形態によれば、上記のように、冷却せずに上型6(無反射構造成形用マスター金型3)をプレス成形した高融点ガラス20から離型させることが可能になると共に、冷却せずに上型6(無反射構造成形用レプリカ金型22)をプレス成形した光学材料11から離型させることが可能となるので、上型6(無反射構造成形用マスター金型3)とプレス成形される高融点ガラス20との熱膨張率の差に起因する熱応力の発生、及び上型6(無反射構造成形用レプリカ金型22)とプレス成形される光学材料11との熱膨張率の差に起因する熱応力の発生をともに防止して、無反射構造成形用マスター金型3→無反射構造成形用レプリカ金型22→光学材料11の順番で転写されるパターンの精度の劣化を抑えることができる。その結果、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子17を、繰り返し成形することが可能となる。また、本実施の形態によれば、無反射構造成形用マスター金型3、無反射構造成形用レプリカ金型22を用いたプレス成形により光学素子17を製造するようにしたので、無反射構造を有する光学素子17を再現性良く成形することができる。その結果、量産性が飛躍的に向上するので、生産コストを著しく低下させることが可能となる。
According to the present embodiment, as described above, it is possible to release the upper mold 6 (the non-reflective structure molding master mold 3) from the press-molded high
尚、本実施の形態においては、高温強度に優れ、耐熱性を有し、ドライエッチングによる表面荒れの少ない金型材料として石英ガラスが用いられているが、金型材料としては必ずしも石英ガラスに限定されるものではなく、例えば、シリコン、Ni合金、超硬合金上にSiO2 膜又はSi膜を形成したもの等を金型材料として用いてもよい。 In this embodiment, quartz glass is used as a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching. However, the mold material is not necessarily limited to quartz glass. For example, silicon, a Ni alloy, a cemented carbide formed with a SiO 2 film or a Si film, or the like may be used as a mold material.
また、本実施の形態においては、光学材料11としてクラウン系の硼珪酸ガラスが用いられているが、光学材料としては必ずしもクラウン系の硼珪酸ガラスに限定されるものではなく、多成分ガラス又は樹脂であればよい。多成分ガラスとしては、硼珪酸ガラスの他にアルミノシリケ−トガラス、フリントガラス、リン酸ガラス等が用いられ、樹脂としてはアクリル、テフロン(デュポン社の登録商標)、ポリエチレン、ポリオレフィン等が用いられる。成形により無反射構造を形成するので、光学材料11として多成分ガラス又は樹脂を用いても、アスペクト比の大きい無反射構造を有する光学素子を得ることが可能となる。
In the present embodiment, a crown-type borosilicate glass is used as the
また、本実施の形態においては、表面保護のための薄膜としてIr−Rh合金膜が用いられているが、表面保護のための薄膜としては必ずしもIr−Rh合金膜に限定されるものではない。表面保護のための薄膜は、Pt、Pd、Ir、Rh、Os、Ru、Re、W及びTaからなる群から選ばれる少なくとも1種類の金属を含んでいればよい。離型剤16が光学材料11の表面に均一に塗布されていない場合、この表面保護のための薄膜がなければ、光学材料11が部分的に直接金型に接触し、完全に溶着して、まったく離型させることができなくなってしまう。そして、無理に離型させようとすると、光学材料11が割れてしまう。Ir−Rh合金膜等の表面保護のための薄膜は、これを防止するためのものである。
In this embodiment, an Ir—Rh alloy film is used as a thin film for surface protection, but the thin film for surface protection is not necessarily limited to an Ir—Rh alloy film. The thin film for surface protection should contain at least one metal selected from the group consisting of Pt, Pd, Ir, Rh, Os, Ru, Re, W and Ta. If the
また、本実施の形態においては、石英ガラス基板1の表面(プレス面)に、無反射構造2に対応する円柱状のCrマスクを形成するようにされているが、例えば、Ni、Au、C等の材料を用いてマスクを形成してもよく、また、多角柱状のマスクを形成してもよい。 In the present embodiment, a cylindrical Cr mask corresponding to the non-reflective structure 2 is formed on the surface (press surface) of the quartz glass substrate 1, but for example, Ni, Au, C The mask may be formed using a material such as, or a polygonal columnar mask may be formed.
また、本実施の形態においては、電子ビームリソグラフィを用いて、レジストを、円柱状又は多角柱状にパターニングしているが、X線リソグラフィ又は干渉露光を用いたフォトリソグラフィを用いて、レジストを、円柱状又は多角柱状にパターニングしてもよい。 In this embodiment mode, the resist is patterned into a columnar shape or a polygonal column shape by using electron beam lithography. However, the resist is formed into a circular shape by using X-ray lithography or photolithography using interference exposure. Patterning may be performed in a columnar shape or a polygonal columnar shape.
また、本実施の形態においては、ウェットエッチングすることにより、マスクを、円柱状又は多角柱状に形成しているが、ドライエッチングすることにより、マスクを、円柱状又は多角柱状に形成してもよい。 In this embodiment mode, the mask is formed in a columnar shape or a polygonal columnar shape by wet etching. However, the mask may be formed in a columnar shape or a polygonal columnar shape by dry etching. .
[第2の実施の形態]
本実施の形態においては、無反射構造を有する光学素子のプレス成形用金型を作製するための無反射構造成形用マスター金型として、上記第1の実施の形態とほぼ同様のものを用いた(図1参照)。本実施の形態の無反射構造成形用マスター金型3は、以下の点において、上記第1の実施の形態の無反射構造成形用マスター金型3と異なっている。すなわち、本実施の形態においては、無反射構造成形用マスター金型3を作製する際に、円錐型の無反射構造2が形成された石英ガラス基板1の表面(プレス面)に、表面保護のためのIr−Rh合金膜を形成する代わりに、離型のための炭素(C)膜を0.05μmの厚みで形成した。このため、本実施の形態においては、上記第1の実施の形態と異なり、プレス成形される高融点ガラスであるアルカリフリーガラス20の表面には、離型のための離型剤は塗布されない。
[Second Embodiment]
In the present embodiment, a non-reflective structure molding master mold for producing a press-molding mold for an optical element having a non-reflective structure is substantially the same as that in the first embodiment. (See FIG. 1). The non-reflective structure
また、本実施の形態においては、無反射構造を有する光学素子をプレス成形するための無反射構造成形用レプリカ金型として、上記第1の実施の形態とほぼ同様のものを用いた(図5の符号22参照)。本実施の形態の無反射構造成形用レプリカ金型22は、以下の点において、上記第1の実施の形態の無反射構造成形用レプリカ金型22と異なっている。すなわち、本実施の形態においては、無反射構造成形用レプリカ金型22を作製する際に、プレス成形されたアルカリフリーガラス20の表面(プレス面)に、離型のための炭素(C)膜を0.05μmの厚みで形成した。このため、本実施の形態においては、上記第1の実施の形態と異なり、プレス成形される光学材料11の表面には、離型のための離型剤は塗布されない。
Further, in the present embodiment, a replica mold for forming the non-reflective structure for press-molding the optical element having the non-reflective structure is the same as that in the first embodiment (FIG. 5). No. 22). The non-reflective structure
尚、無反射構造成形用マスター金型3を用いて、無反射構造を有する光学素子をプレス成形するための無反射構造成形用レプリカ金型を作製する方法、及び無反射構造成形用レプリカ金型22と下金型4を用いて、無反射構造を有する光学素子17を製造する方法は、上記第1の実施の形態と同様であるため(図3、図4、図6、図7参照)、ここでは説明を省略する。
A method for producing a non-reflective structure molding replica mold for press-molding an optical element having a non-reflective structure using the non-reflective structure
本実施の形態によっても、上記第1の実施の形態と同様の理由により、冷却せずに上型6(無反射構造成形用マスター金型3)をプレス成形したアルカリフリーガラス20から離型させることが可能になると共に、冷却せずに上型6(無反射構造成形用レプリカ金型22)をプレス成形した光学材料11から離型させることが可能となるので、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子17を、繰り返し成形することが可能となる。
Also in this embodiment, for the same reason as in the first embodiment, the upper mold 6 (the non-reflective structure forming master mold 3) is released from the press-formed alkali-
本実施の形態においては、無反射構造成形用マスター金型3を作製する際に、円錐型の無反射構造2が形成された石英ガラス基板1の表面(プレス面)に、離型のための薄膜として炭素(C)膜を形成するようにされており、また、無反射構造成形用レプリカ金型22を作製する際に、プレス成形された高融点ガラス20の表面(プレス面)に、離型のための薄膜として炭素(C)膜を形成するようにされているが、離型のための薄膜としては炭素(C)膜に限定されるものではなく、例えば、チッ化硼素(BN)膜であってもよい。
In the present embodiment, when the non-reflective structure
[第3の実施の形態]
本実施の形態においては、無反射構造を有する光学素子のプレス成形用金型を作製するための無反射構造成形用マスター金型として、上記第1の実施の形態と同様のものを用いた(図1参照)。
[Third Embodiment]
In the present embodiment, as the non-reflective structure molding master mold for producing the press molding mold of the optical element having the non-reflective structure, the same one as in the first embodiment is used ( (See FIG. 1).
また、本実施の形態においては、無反射構造を有する光学素子をプレス成形するための無反射構造成形用レプリカ金型として、上記第1の実施の形態とほぼ同様のものを用いた(図5の符号22参照)。本実施の形態の無反射構造成形用レプリカ金型22は、以下の点において、上記第1の実施の形態の無反射構造成形用レプリカ金型22と異なっている。すなわち、本実施の形態においては、無反射構造成形用レプリカ金型22の作製(成形)を、チャンバー15の雰囲気ガス導入口18から、N2 とCO2 (10vol.%)を成形機内に導入しながら、プレス成形されるアルカリフリーガラス20の表面には離型のための離型剤を塗布しないで行った。
Further, in the present embodiment, a replica mold for forming the non-reflective structure for press-molding the optical element having the non-reflective structure is the same as that in the first embodiment (FIG. 5). No. 22). The non-reflective structure
また、本実施の形態における、無反射構造を有する光学素子17の成形プロセスは、上記第1の実施の形態とほぼ同様である。本実施の形態の光学素子17の成形プロセスは、以下の点において、上記第1の実施の形態の光学素子17の成形プロセスと異なっている。すなわち、本実施の形態においては、無反射構造を有する光学素子17の成形を、チャンバー15の雰囲気ガス導入口18から、N2 とCO2 (10vol.%)を成形機内に導入しながら、プレス成形される光学材料11の表面には離型のための離型剤を塗布しないで行った。
In addition, the molding process of the optical element 17 having a non-reflective structure in the present embodiment is substantially the same as that in the first embodiment. The molding process of the optical element 17 of the present embodiment is different from the molding process of the optical element 17 of the first embodiment in the following points. That is, in the present embodiment, the optical element 17 having the non-reflective structure is molded while introducing N 2 and CO 2 (10 vol.%) From the
上記雰囲気中で、無反射構造成形用レプリカ金型22の作製(成形)、及び当該無反射構造成形用レプリカ金型22を用いた無反射構造を有する光学素子17の成形を行ったところ、10000ショット成形後も、光学材料11の15mm×15mmの領域全面に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子17を、繰り返し成形できることが分かった。
In the above atmosphere, production (molding) of the non-reflective structure
比較例として、N2 ガスのみを成形機内に導入しながら、同じ条件の下で、無反射構造成形用レプリカ金型22の作製(成形)、及び当該無反射構造成形用レプリカ金型22を用いた無反射構造を有する光学素子17の成形を行ったところ、無反射構造成形用マスター金型3とアルカリフリーガラス20との離型性、及び無反射構造成形用レプリカ金型22と光学材料11との離型性が悪く、アルカリフリーガラス20をプレスした後、冷却せずに(そのままの温度(750℃)で)無反射構造成形用マスター金型3をプレス成形したアルカリフリーガラス20から離型させることはできず、また、光学材料11をプレスした後、冷却せずに(そのままの温度(590℃)で)無反射構造成形用レプリカ金型22をプレス成形した光学材料11から離型させることはできなかった。この場合、温度を300℃以下まで下げると、無反射構造成形用マスター金型3がプレス成形したアルカリフリーガラス20から離型し、また、無反射構造成形用レプリカ金型22がプレス成形した光学材料11から離型するようになったので、冷却ステージ9で冷却した後、無反射構造を有する光学素子17を取り出して、その表面を観察した。その結果、中心部分では精密に無反射構造を有する光学素子パターンが形成されているが、中心から離れるにしたがってパターンのずれが大きくなり、外周近くでは無反射構造を有する光学素子パターンが二重になっていた。これは、無反射構造成形用マスター金型3、無反射構造成形用レプリカ金型22をそれぞれプレス成形したアルカリフリーガラス20、光学材料11から冷却しなければ離型させることができない光学素子の製造方法では、無反射構造成形用マスター金型3とプレス成形されるアルカリフリーガラス20との熱膨張率の差、及び無反射構造成形用レプリカ金型22とプレス成形される光学材料11との熱膨張率の差に起因してそれぞれ熱応力が発生し、無反射構造成形用マスター金型3及び無反射構造成形用レプリカ金型22が位置ずれを起こしてしまったからであると考えられる。従って、かかる製造方法では、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子を、繰り返し成形することは困難である。
As a comparative example, the non-reflective structure
これに対して、本実施の形態のように、N2 とCO2 (10vol.%)を成形機内に導入した場合には、プレス成形を行う温度のままで、無反射構造成形用マスター金型3、無反射構造成形用レプリカ金型22をそれぞれプレス成形したアルカリフリーガラス20、光学材料11から容易に離型させることが可能となる。ここで、冷却せずに(高温のままで)、無反射構造成形用マスター金型3、無反射構造成形用レプリカ金型22をそれぞれプレス成形したアルカリフリーガラス20、光学材料11から離型させることができるのは、金型の表面にCO2 ガスが吸着し、アルカリフリーガラス20、光学材料11とのぬれ性が悪くなるからである。その結果、無反射構造成形用マスター金型3とプレス成形される高融点ガラス20との熱膨張率の差、及び無反射構造成形用レプリカ金型22とプレス成形される光学材料11との熱膨張率の差に起因する熱応力の発生を防止して、光学材料11に転写されるパターンの精度を高めることができるので、上記したように、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子17を、繰り返し成形することが可能となる。
On the other hand, when N 2 and CO 2 (10 vol.%) Are introduced into the molding machine as in the present embodiment, the non-reflective structure molding master mold remains at the temperature at which press molding is performed. 3. The non-reflective structure forming
尚、本実施の形態においては、無反射構造成形用レプリカ金型22の作製(成形)、及び当該無反射構造成形用レプリカ金型22を用いた無反射構造を有する光学素子17の成形を、チャンバー15の雰囲気ガス導入口18から、N2 とCO2 (10vol.%)を成形機内に導入しながら行っているが、必ずしもかかる雰囲気に限定されるものではなく、窒素(N2 )やアルゴン(Ar)等の不活性ガス中に、構成分子中に炭素(C)又はフッ素(F)を含む気体あるいは霧状の液体を混合した雰囲気であればよい。例えば、N2 とCF4 (10vol.%)の混合ガス、あるいは、N2 ガスをエチレングリコール溶液の中に通した気体を成形機内に導入しながら、無反射構造を有する光学素子17の成形を行っても、上記と同様の効果を得ることができる。
In the present embodiment, fabrication (molding) of the non-reflective structure
[第4の実施の形態]
本実施の形態においては、本発明の無反射構造を有する光学素子として、ピッチ0.15μm、高さ0.15μmの円錐型の微細構造を有する、ピッチ50μm、中心高さ3μm、曲率半径100μmの凸面形状のマイクロレンズアレイを製造する場合について説明する。
[Fourth Embodiment]
In the present embodiment, the optical element having a non-reflective structure of the present invention has a conical microstructure with a pitch of 0.15 μm and a height of 0.15 μm, a pitch of 50 μm, a center height of 3 μm, and a radius of curvature of 100 μm. A case where a convex-shaped microlens array is manufactured will be described.
本実施の形態においては、無反射構造を有する光学素子のプレス成形用金型を作製するための無反射構造成形用マスター金型として、以下のようにして作製した金型を用いた。図8は本発明の第4の実施の形態で用いる無反射構造成形用マスター金型の元となる石英マイクロレンズアレイの作製方法を模式的に示す工程図、図9は本発明の第4の実施の形態で用いる無反射構造成形用マスター金型の作製方法を模式的に示す工程図である。 In the present embodiment, a mold manufactured as follows was used as a master mold for forming an antireflective structure for manufacturing a press mold for an optical element having an antireflective structure. FIG. 8 is a process diagram schematically showing a method for producing a quartz microlens array which is a base of a master mold for forming an antireflective structure used in the fourth embodiment of the present invention, and FIG. 9 is a fourth process of the present invention. It is process drawing which shows typically the preparation methods of the non-reflective structure shaping | molding master metal mold | die used in embodiment.
図8(a)に示すように、まず、無反射構造成形用マスター金型となる、20mm×20mm×5mmの石英ガラス基板29の表面を、高精密研削加工及び研磨加工によって平滑に加工した(Ra約2nm)。次いで、図8(b)に示すように、平滑に加工された石英ガラス基板29の表面に、スピンコート法を用いて、フォトレジスト30を3μmの厚みで形成した。次いで、図8(c)に示すように、フォトレジスト30が形成された石英ガラス基板29の表面に、ピッチ50μmの円形パターンが形成されたフォトマスクを介して、紫外線を照射した後、現像を行って、感光していない部分を除去することにより、円柱状のフォトレジストパターン31を形成した。次いで、図8(d)に示すように、フォトレジストが溶融する温度(200℃)に基板全体を加熱し、それぞれの円柱状のフォトレジストが表面張力によってマイクロレンズ形状になるまで、加熱溶融を行った。これにより、石英ガラス基板29の表面に半球状のフォトレジストパターン32が形成された。次いで、図8(e)に示すように、半球状のフォトレジストパターン32が形成された石英ガラス基板29を、冷却した後、RFドライエッチング装置の中に入れ、CHF3 +O2 ガスを用いて、石英ガラス基板29の表面をエッチングした。これにより、石英ガラス基板29の表面に、ピッチ50μm、高さ3μmのマイクロレンズアレイ33が形成され、石英マイクロレンズアレイ34が得られた。
As shown in FIG. 8A, first, the surface of a
続いて、以上のようにして作製した石英マイクロレンズアレイ34の表面に、図9の工程により、無反射構造を形成した。
Subsequently, a non-reflective structure was formed on the surface of the
図9(a)に示すように、まず、石英マイクロレンズアレイ34の表面に、スピンコート法を用いて、X線リソグラフィ用レジストであるPMMAレジスト35を0.5μmの厚みで形成した。次いで、図9(a)、(b)に示すように、X線36を照射しながらX線リソグラフィ用マスク37を高精度に移動させて現像することにより、石英マイクロレンズアレイ34の表面に、無反射構造に対応するマスク38として、PMMAレジストからなる直径0.15μm、高さ0.3μmの円錐状パターンをピッチ0.15μmで形成した。このマスク38は、使用波長以下のピッチでアレイ状に形成されている。次いで、図9(c)に示すように、PMMAレジストからなるマスク38が形成された石英マイクロレンズアレイ34を、RFドライエッチング装置の中に入れ、CHF3 +O2 ガスを用いて、石英マイクロレンズアレイ34の表面をエッチングした。これにより、石英マイクロレンズアレイ34の表面に、ピッチ0.15μm、高さ0.15μmの円錐型の無反射構造39が形成された。最後に、円錐型の無反射構造39が形成された石英マイクロレンズアレイ34の表面に、スパッタリング法を用いて、Cr膜を介して表面保護のためのIr−Rh合金膜を0.05μmの厚みで形成した。以上により、無反射構造成形用マスター金型40が得られた。
As shown in FIG. 9A, first, a PMMA resist 35, which is a resist for X-ray lithography, was formed to a thickness of 0.5 μm on the surface of the
尚、無反射構造成形用マスター金型40を用いて、無反射構造を有する光学素子としてのマイクロレンズアレイをプレス成形するための無反射構造成形用レプリカ金型を作製する方法、及び無反射構造成形用レプリカ金型と下金型を用いて、無反射構造を有する光学素子としてのマイクロレンズアレイを製造する方法は、上記第1の実施の形態と同様であるため(図3、図4、図6、図7参照)、ここでは説明を省略する。
A method for producing a non-reflective structure molding replica mold for press-molding a microlens array as an optical element having a non-reflective structure using the non-reflective structure
本実施の形態によっても、上記第1の実施の形態と同様の理由により、冷却せずに上型6(無反射構造成形用マスター金型40)をプレス成形したアルカリフリーガラス20から離型させることが可能になると共に、冷却せずに上型6(無反射構造成形用レプリカ金型)をプレス成形した光学材料11から離型させることが可能となるので、大面積に亘って、パターンずれの発生しない、高精度な無反射構造を有する光学素子としてのマイクロレンズアレイを、繰り返し成形することが可能となる。
Also in the present embodiment, for the same reason as in the first embodiment, the upper mold 6 (the non-reflective structure molding master mold 40) is released from the press-formed alkali-
以上のように、本実施の形態によれば、反転形状である凹面形状を有する金型を作製することが非常に困難であるマイクロレンズアレイ成形用金型を容易に作製することが可能となり、マイクロレンズアレイの表面に無反射構造を形成することが非常に容易になる。 As described above, according to the present embodiment, it becomes possible to easily produce a mold for forming a microlens array, which is very difficult to produce a mold having a concave shape that is an inverted shape, It becomes very easy to form an antireflection structure on the surface of the microlens array.
尚、本実施の形態においては、石英ガラス基板29の表面(プレス面)に、無反射構造に対応する円錐状のマスクを形成するようにされているが、必ずしもこの構成に限定されるものではなく、例えば、多角錐状のマスクを形成してもよい。
In the present embodiment, a conical mask corresponding to the non-reflective structure is formed on the surface (press surface) of the
1、29 石英ガラス基板
2、39 無反射構造
3、40 無反射構造成形用マスター金型
4 下金型
5 上ヘッド
6 上型
7 予熱ステージ
8 プレスステージ
9 冷却ステージ
10 下型
11 光学材料
12 金型投入口
13 シリンダー
14 金型取り出し口
15 チャンバー
16 離型剤
17 光学素子
18 雰囲気ガス導入口
20 高融点ガラス
21 離型剤
22 無反射構造成形用レプリカ金型
25 Cr膜
26、35 PMMAレジスト
27 円柱パターン
28 Crマスク
30 フォトレジスト
31 円柱状のフォトレジストパターン
32 半球状のフォトレジストパターン
33 マイクロレンズアレイ
34 石英マイクロレンズアレイ
36 X線
37 X線リソグラフィ用マスク
38 マスク
1, 29
Claims (13)
前記無反射構造成形用マスター金型を用いて、離型のための離型剤を塗布した光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、前記離型剤を除去すると共に、前記ガラス材料の表面に表面保護のための薄膜を形成して、無反射構造成形用レプリカ金型を作製し、
前記無反射構造成形用レプリカ金型を用いて、離型のための離型剤を塗布した前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、
プレス成形した前記光学材料を冷却した後、前記離型剤を除去する無反射構造を有する光学素子の製造方法。 A mask corresponding to the non-reflective structure is formed on a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching, and the non-reflective structure is formed on the surface of the mold material by dry etching. After forming, a thin film for surface protection is formed on the surface of the mold material, and a master mold for forming a non-reflective structure is manufactured,
Using the non-reflective structure molding master mold, a glass material having better heat resistance than an optical material coated with a release agent for mold release is press-molded, and the non-reflective structure is molded without cooling. After releasing the master mold from the press-molded glass material and cooling the press-molded glass material, the mold release agent is removed and a thin film for surface protection is formed on the surface of the glass material. Make a non-reflective structure molding replica mold,
Using the non-reflective structure molding replica mold, the optical material coated with a release agent for mold release is press-molded, and the non-reflective structure molding replica mold is press-molded without cooling. Release from optical material,
A method of manufacturing an optical element having a non-reflective structure in which the release agent is removed after the press-molded optical material is cooled.
前記無反射構造成形用マスター金型を用いて、光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、プレス成形した前記ガラス材料の表面に、離型のための薄膜として、炭素(C)膜又はチッ化硼素(BN)膜を形成して、無反射構造成形用レプリカ金型を作製し、
前記無反射構造成形用レプリカ金型を用いて、前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、
プレス成形した前記光学材料を冷却する無反射構造を有する光学素子の製造方法。 A mask corresponding to the non-reflective structure is formed on a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching, and the non-reflective structure is formed on the surface of the mold material by dry etching. After the formation, a carbon (C) film or a boron nitride (BN) film is formed on the surface of the mold material as a thin film for mold release, and a non-reflective structure molding master mold is manufactured.
From the glass material obtained by press-molding a glass material superior in heat resistance than an optical material using the non-reflective structure molding master mold, and press-molding the non-reflective structure molding master mold without cooling After the mold-released and press-molded glass material is cooled, a carbon (C) film or a boron nitride (BN) film is formed on the surface of the press-molded glass material as a thin film for mold release. , Making replica mold for non-reflective structure molding,
Using the non-reflective structure molding replica mold, the optical material is press-molded, and the non-reflective structure molding replica mold is released from the press-molded optical material without cooling,
A method for producing an optical element having a non-reflective structure for cooling the optical material formed by press molding.
前記無反射構造成形用マスター金型を用いて、不活性ガス中に、構成分子中に炭素(C)又はフッ素(F)を含む気体あるいは霧状の液体を混合した雰囲気中で、光学材料よりも耐熱性に優れたガラス材料をプレス成形し、冷却せずに前記無反射構造成形用マスター金型をプレス成形した前記ガラス材料から離型させ、プレス成形した前記ガラス材料を冷却した後、プレス成形した前記ガラス材料の表面に表面保護のための薄膜を形成して、無反射構造成形用レプリカ金型を作製し、
前記無反射構造成形用レプリカ金型を用いて、不活性ガス中に、構成分子中に炭素(C)又はフッ素(F)を含む気体あるいは霧状の液体を混合した雰囲気中で、前記光学材料をプレス成形し、冷却せずに前記無反射構造成形用レプリカ金型をプレス成形した前記光学材料から離型させ、
プレス成形した前記光学材料を冷却する無反射構造を有する光学素子の製造方法。 A mask corresponding to the non-reflective structure is formed on a mold material having excellent high temperature strength, heat resistance, and less surface roughness due to dry etching, and the non-reflective structure is formed on the surface of the mold material by dry etching. After forming, a thin film for surface protection is formed on the surface of the mold material, and a master mold for forming a non-reflective structure is manufactured,
Using an optical material in an atmosphere in which an inert gas is mixed with a gas or mist-like liquid containing carbon (C) or fluorine (F) in a constituent molecule, using the master mold for forming an antireflective structure The glass material with excellent heat resistance is press-molded, and the non-reflective structure molding master mold is released from the press-molded glass material without cooling, and the press-molded glass material is cooled and then pressed. Forming a thin film for surface protection on the surface of the molded glass material to produce a non-reflective structure molding replica mold,
Using the non-reflective structure molding replica mold, the optical material in an atmosphere in which an inert gas is mixed with a gas or mist-like liquid containing carbon (C) or fluorine (F) in a constituent molecule Press-molding, releasing the non-reflective structure molding replica mold from the optical material that has been press-molded without cooling,
A method for producing an optical element having a non-reflective structure for cooling the optical material formed by press molding.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003369522A JP2005132660A (en) | 2003-10-29 | 2003-10-29 | Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method |
| EP04793248A EP1679532A1 (en) | 2003-10-29 | 2004-10-29 | Optical element having antireflection structure, and method for producing optical element having antireflection structure |
| US10/975,929 US20050093210A1 (en) | 2003-10-29 | 2004-10-29 | Method for producing optical element having antireflection structure, and optical element having antireflection structure produced by the method |
| CNA2004800312474A CN1871530A (en) | 2003-10-29 | 2004-10-29 | Optical element having antireflection structure, and method for producing optical element having antireflection structure |
| PCT/JP2004/016147 WO2005040864A1 (en) | 2003-10-29 | 2004-10-29 | Optical device having antireflective structure and process for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003369522A JP2005132660A (en) | 2003-10-29 | 2003-10-29 | Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005132660A true JP2005132660A (en) | 2005-05-26 |
| JP2005132660A5 JP2005132660A5 (en) | 2006-12-14 |
Family
ID=34646848
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003369522A Pending JP2005132660A (en) | 2003-10-29 | 2003-10-29 | Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2005132660A (en) |
| CN (1) | CN1871530A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009019839A1 (en) * | 2007-08-09 | 2009-02-12 | Sharp Kabushiki Kaisha | Liquid crystal display unit |
| JP2010102312A (en) * | 2008-09-26 | 2010-05-06 | Sharp Corp | Optical element wafer and method for manufacturingthe same, optical element, optical element module, electronic element wafer module, electronic element module, and electronic information device |
| JP2011002853A (en) * | 2010-09-21 | 2011-01-06 | Sony Corp | Method for producing microfabricated body and etching device |
| USRE43694E1 (en) | 2000-04-28 | 2012-10-02 | Sharp Kabushiki Kaisha | Stamping tool, casting mold and methods for structuring a surface of a work piece |
| JP2013143473A (en) * | 2012-01-11 | 2013-07-22 | Panasonic Corp | Optical component, laser light source using the same, image display device and manufacturing method therefor |
| US8950880B2 (en) | 2011-12-19 | 2015-02-10 | Samsung Electronics Co., Ltd. | Lighting device and photographing system including the same |
| WO2017159411A1 (en) * | 2016-03-17 | 2017-09-21 | 旭硝子株式会社 | Glass plate and glass structure |
| JPWO2017159410A1 (en) * | 2016-03-17 | 2019-01-24 | Agc株式会社 | Glass plate and glass structure |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI547455B (en) * | 2011-04-15 | 2016-09-01 | Asahi Glass Co Ltd | Antireflective glass matrix |
| CN103090202B (en) * | 2011-10-27 | 2015-01-14 | 东莞市奥普特自动化科技有限公司 | Shadowless lighting device |
| CN107121715B (en) * | 2017-04-12 | 2019-08-23 | 苏州大学 | A kind of super surface perfect absorbeperfect absorber and preparation method thereof based on coupling Michaelis resonance |
| TWI737720B (en) * | 2017-04-28 | 2021-09-01 | 揚明光學股份有限公司 | Lens |
| CN107473177B (en) * | 2017-07-14 | 2020-07-14 | 华中科技大学 | A kind of manufacturing method of 3D three-dimensional micro-nano structure |
| US12287454B2 (en) | 2019-02-01 | 2025-04-29 | Institute of Microelectronics, Chinese Academy of Sciences | Method for fabricating anti-reflective layer on quartz surface by using metal-induced self-masking etching technique |
| CN111766649A (en) * | 2019-03-30 | 2020-10-13 | 华为技术有限公司 | Optical element, camera module, terminal and processing method of optical element |
| CN115826106A (en) * | 2022-10-26 | 2023-03-21 | 深圳大学 | Preparation method of anti-reflection micro lens array |
-
2003
- 2003-10-29 JP JP2003369522A patent/JP2005132660A/en active Pending
-
2004
- 2004-10-29 CN CNA2004800312474A patent/CN1871530A/en active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE44830E1 (en) | 2000-04-28 | 2014-04-08 | Sharp Kabushiki Kaisha | Stamping tool, casting mold and methods for structuring a surface of a work piece |
| USRE43694E1 (en) | 2000-04-28 | 2012-10-02 | Sharp Kabushiki Kaisha | Stamping tool, casting mold and methods for structuring a surface of a work piece |
| USRE46606E1 (en) | 2000-04-28 | 2017-11-14 | Sharp Kabushiki Kaisha | Stamping tool, casting mold and methods for structuring a surface of a work piece |
| US8405804B2 (en) | 2007-08-09 | 2013-03-26 | Sharp Kabushiki Kaisha | Liquid crystal display unit |
| RU2429514C1 (en) * | 2007-08-09 | 2011-09-20 | Шарп Кабусики Кайся | Liquid crystal display |
| CN101772726B (en) * | 2007-08-09 | 2012-01-11 | 夏普株式会社 | Liquid crystal display unit |
| WO2009019839A1 (en) * | 2007-08-09 | 2009-02-12 | Sharp Kabushiki Kaisha | Liquid crystal display unit |
| JPWO2009019839A1 (en) * | 2007-08-09 | 2010-10-28 | シャープ株式会社 | Liquid crystal display |
| JP2010102312A (en) * | 2008-09-26 | 2010-05-06 | Sharp Corp | Optical element wafer and method for manufacturingthe same, optical element, optical element module, electronic element wafer module, electronic element module, and electronic information device |
| JP2011002853A (en) * | 2010-09-21 | 2011-01-06 | Sony Corp | Method for producing microfabricated body and etching device |
| US8950880B2 (en) | 2011-12-19 | 2015-02-10 | Samsung Electronics Co., Ltd. | Lighting device and photographing system including the same |
| JP2013143473A (en) * | 2012-01-11 | 2013-07-22 | Panasonic Corp | Optical component, laser light source using the same, image display device and manufacturing method therefor |
| WO2017159411A1 (en) * | 2016-03-17 | 2017-09-21 | 旭硝子株式会社 | Glass plate and glass structure |
| JPWO2017159410A1 (en) * | 2016-03-17 | 2019-01-24 | Agc株式会社 | Glass plate and glass structure |
| JPWO2017159411A1 (en) * | 2016-03-17 | 2019-02-14 | Agc株式会社 | Glass plate and glass structure |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1871530A (en) | 2006-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20050093210A1 (en) | Method for producing optical element having antireflection structure, and optical element having antireflection structure produced by the method | |
| JP2005132660A (en) | Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method | |
| EP0580112B1 (en) | Manufacturing method of glass optical elements having a fine concave and convex pattern and of a press-molding die therefor | |
| US7662544B2 (en) | Method for manufacturing a master, master, method for manufacturing optical elements and optical element | |
| US20060290017A1 (en) | Method for transcribing patterns on resin body, method for manufacturing planar waveguide, and method for manufacturing micro-lens | |
| JP2009128538A (en) | Method for manufacturing antireflection structure | |
| JP4739729B2 (en) | Method for manufacturing member having antireflection structure | |
| JP2005132679A (en) | Manufacturing method of optical element having non-reflective structure, and optical element having non-reflective structure manufactured by the method | |
| JP2004359481A (en) | Method for manufacturing replica pattern for lens molding | |
| JP2009292703A (en) | Method for manufacturing die for forming optical element, and method for forming optical element | |
| JP4714627B2 (en) | Method for producing structure having fine uneven structure on surface | |
| JP4218372B2 (en) | Manufacturing method of mold for optical element | |
| JP2006171229A (en) | Non-reflective structure and optical element having non-reflective structure, manufacturing method thereof and mask used in the manufacturing method | |
| JP2020024243A (en) | Optical element with antireflection structure, method for manufacturing the same, method for manufacturing mold for manufacture, and imaging apparatus | |
| JP2009128541A (en) | Method for manufacturing antireflection structure | |
| JP4779866B2 (en) | Method for manufacturing antireflection structure | |
| JPH10337734A (en) | Mold and its manufacture | |
| JP2009128540A (en) | Method for manufacturing antireflection structure | |
| JPH05150103A (en) | Production of aspherical microlens array | |
| JP4094210B2 (en) | Manufacturing method of glass optical element and molding die for glass optical element used therefor | |
| US7344990B2 (en) | Method of manufacturing micro-structure element by utilizing molding glass | |
| JP2006235195A (en) | Method for manufacturing member having antireflection structure | |
| JP4554835B2 (en) | Mold for glass and method for producing glass molded product | |
| JPWO2008001935A1 (en) | Antireflection structure and manufacturing method thereof | |
| JP4382392B2 (en) | Manufacturing method of mold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061030 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090731 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091119 |