JP2005020808A - リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 - Google Patents
リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 Download PDFInfo
- Publication number
- JP2005020808A JP2005020808A JP2003178326A JP2003178326A JP2005020808A JP 2005020808 A JP2005020808 A JP 2005020808A JP 2003178326 A JP2003178326 A JP 2003178326A JP 2003178326 A JP2003178326 A JP 2003178326A JP 2005020808 A JP2005020808 A JP 2005020808A
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- movable member
- yoke
- linear motor
- motor device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02G—HOT GAS OR COMBUSTION-PRODUCT POSITIVE-DISPLACEMENT ENGINE PLANTS; USE OF WASTE HEAT OF COMBUSTION ENGINES; NOT OTHERWISE PROVIDED FOR
- F02G2280/00—Output delivery
- F02G2280/10—Linear generators
Landscapes
- Compressor (AREA)
- Compressors, Vaccum Pumps And Other Relevant Systems (AREA)
- Manufacture Of Motors, Generators (AREA)
- Reciprocating, Oscillating Or Vibrating Motors (AREA)
Abstract
【解決手段】リニアモータ装置は、インナーヨーク30と、該インナーヨーク30の外側に配置されるアウターヨーク4と、インナーヨーク30とアウターヨーク4との間に移動可能に配置される部分を有しマグネット31を保持する可動部材32とを備え、マグネット31が装着された部分における可動部材32本体の厚みが0.2mm以上1.0mm未満である。リニア圧縮機およびスターリング冷凍機20は、上記のリニアモータ装置1を備える。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、リニアモータ装置およびその製造方法ならびに該リニアモータ装置を有するリニア圧縮機およびスターリング機関に関する。
【0002】
【従来の技術】
従来から、スターリング機関やリニア圧縮機において、ピストンを駆動する駆動手段としてリニアモータ装置が用いられている。該リニアモータ装置におけるピストン作動部の一例が、たとえば特開2002−155859号公報に開示されている。
【0003】
上記文献には、ピストンが締結されるピストン締結ボスと、該ピストン締結ボスと同心線上にお互い等間隔で配設される複数のマグネットと、ピストン締結ボスと複数のマグネットとを連結して一体化させ樹脂よりなる連結部材とを含むピストン作動部が記載されている。該ピストン作動部は、ピストン締結ボスと複数のマグネットとを射出成形機に装着した状態で樹脂を射出することにより成型される。
【0004】
【特許文献1】
特開2002−155859号公報
【0005】
【発明が解決しようとする課題】
上記文献に記載のピストン作動部では、マグネットがピストン作動部の外周に露出している。リニアモータ装置の作動時には、マグネットには外側に広がろうとする力が作用するので、この力によりマグネットがピストン作動部における装着位置から位置ずれあるいは脱落する場合がある。この場合には、磁気回路に損失が発生し、結果的にリニアモータ装置の動作効率が低下し得る。
【0006】
また、ピストン作動部の樹脂部にマグネットは装着されるが、該マグネットを装着した箇所の樹脂部(マグネット装着部)の厚みが薄ければ薄いほど磁気抵抗を低減することができ、リニアモータ装置の動作効率が向上する。
【0007】
しかし、上記文献に記載のピストン作動部は、インサート成形により作製されるので、ピストン作動部におけるマグネット保持部の厚みを1.0mm程度にまで薄くするのは困難であった。そのため、マグネット装着部近傍の磁気抵抗を効果的に低減することが困難となり、このこともリニアモータ装置の動作効率低下の一因となっていた。
【0008】
本発明は、上記の課題を解決するためになされたものであり、動作効率を向上することが可能となるリニアモータ装置およびその製造方法ならびに該リニアモータ装置を有するリニア圧縮機およびスターリング機関を提供することを目的とする。
【0009】
【課題を解決するための手段】
本発明に係るリニアモータ装置は、1つの局面では、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分をする可動部材とを備え、マグネットが装着された部分における可動部材の厚みが0.2mm以上1.0mm未満である。ここで、「可動部材の厚み」とは、マグネットの厚みを除いた可動部材本体の厚みをいう。
【0010】
上記のように可動部材の厚みを0.2mm以上1.0mm未満と薄くすることにより、可動部材におけるマグネット装着部の磁気抵抗を低減することができる。
【0011】
本発明に係るリニアモータ装置は、他の局面では、上述のインナーヨーク、アウターヨークおよび可動部材とを備え、可動部材に、マグネットの外側面を覆う外周部を設ける。
【0012】
このように可動部材にマグネットの外側面を覆う外周部を設けることにより、マグネット同士に外側に広がろうとする力が作用した場合でも、可動部材におけるマグネット装着位置からのマグネットの位置ずれあるいはマグネットの脱落を効果的に抑制することができる。
【0013】
本発明に係るリニアモータ装置は、さらに他の局面では、上述のインナーヨークおよびアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分を有する可動樹脂スリーブとを備える。そして、可動樹脂スリーブの外周部がマグネットの外側面を覆うように可動樹脂スリーブの内周側にマグネットを装着し、マグネットが装着された部分における可動樹脂スリーブの外周部の厚みを0.2mm以上1.0mm未満とする。
【0014】
本局面の場合には、マグネットが装着部における可動部材本体の厚みが薄いため磁気抵抗が低減し、かつマグネットの可動部材における装着位置からの位置ずれあるいは脱落をも抑制することができる。
【0015】
本発明に係るリニアモータ装置の製造方法は、1つの局面では、下記の各工程を備える。相対的に外径の大きい第1部分と、相対的に外径の小さい第2部分とを有するように樹脂製のスリーブを成形する。スリーブの第1部分の内周面にマグネットを装着する。マグネットの装着後に、上記の第1部分の外周面から該第1部分の厚みを減じることにより可動部材を作製する。インナーヨークとアウターヨークとの間に上記のマグネットが位置するように可動部材を配設する。
【0016】
このように樹脂製のスリーブに予め外径の大きい(厚い)部分を形成しておいて、この厚い部分にマグネットを装着することにより、マグネットを容易かつ確実に装着することができる。また、マグネットの装着後に上記の第1部分の厚みを減じることにより、マグネット装着部における可動部材本体の厚みを薄くすることができる。
【0017】
本発明に係るリニアモータ装置の製造方法は、他の局面では、下記の各工程を備える。相対的に外径の大きい(厚い)第1部分と、相対的に薄い第2部分とを有するように樹脂製のスリーブを成形すると同時に第1部分の内周面にマグネットを装着する。第1部分の外周面側から該第1部分の厚みを減じることにより可動部材を作製する。インナーヨークとアウターヨークとの間に上記のマグネットが位置するように可動部材を配設する。
【0018】
本局面の場合も、マグネットの装着後に上記の第1部分の厚みを減じているので、マグネット装着部における可動部材本体の厚みを薄くすることができる。それに加え、スリーブの成形とマグネットの装着とを同時に行なっているので、工程を簡略化することもできる。
【0019】
上記スリーブの成形工程は、好ましくは、第1部分の外周面が第2部分の外周面よりも外方に突出するようにスリーブを成形する工程を含む。また、第1部分の厚みを減じる工程は、好ましくは、第1部分の外周面に切削加工を施すことで第1部分の厚みを減じる工程を含む。
【0020】
上記のように予め第1部分の外周面が第2部分の外周面よりも外方に突出するようにスリーブを成形し、マグネットを装着した状態で第1部分の外周面に切削加工を施すことにより、マグネット装着部における可動部材の厚みを容易に薄くすることができる。
【0021】
本発明に係るリニア圧縮機は、1つの局面では、ケーシング内に設置されたシリンダと、該シリンダ内で往復動するピストンと、シリンダの周囲に設置されピストンを駆動するリニアモータ装置とを備える。そして、リニアモータ装置は、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、マグネットが装着された部分における可動部材の厚みが0.2mm以上1.0mm未満である。
【0022】
このようにリニアモータ装置の可動部材におけるマグネット装着部の厚みを薄くすることにより、可動部材におけるマグネット装着部の磁気抵抗を低減することができる。したがって、動作効率の優れたリニアモータ装置を備えたリニア圧縮機が得られる。
【0023】
本発明に係るリニア圧縮機は、他の局面では、上記のリニアモータ装置が、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、可動部材は、マグネットの外側面を覆う外周部を有する。
【0024】
このようにリニアモータ装置におけるマグネットの外側面を覆う外周部を可動部材に設けることにより、マグネットに対し可動部材の外周側に向かう方向の力が作用した場合においても、可動部材におけるマグネット装着位置からのマグネットの位置ずれあるいはマグネットの脱落を効果的に抑制することができる。したがって、動作効率の優れたリニアモータ装置を備えたリニア圧縮機が得られる。
【0025】
本発明に係るスターリング機関は、1つの局面では、ケーシング内に設置されたシリンダと、該シリンダ内で往復動するピストンおよびディスプレーサと、シリンダの周囲に設置されピストンをシリンダ内で往復動させるリニアモータ装置と、ディスプレーサを付勢するスプリングとを備える。そして、リニアモータ装置は、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、マグネットが装着された部分における可動部材の厚みが0.2mm以上1.0mm未満である。
【0026】
このようにリニアモータ装置の可動部材におけるマグネット装着部の厚みを薄くすることにより、可動部材におけるマグネット装着部の磁気抵抗を低減することができる。したがって、動作効率の優れたリニアモータ装置を備えたスターリング機関が得られる。
【0027】
本発明に係るスターリング機関は、他の局面では、上記のリニアモータ装置が、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、可動部材は、マグネットの外側面を覆う外周部を有する。
【0028】
このようにリニアモータ装置におけるマグネットの外側面を覆う外周部を可動部材に設けることにより、該可動部材におけるマグネット装着位置からのマグネットの位置ずれあるいはマグネットの脱落を抑制することができる。この場合にも、動作効率の優れたリニアモータ装置を備えたスターリング機関が得られる。
【0029】
【発明の実施の形態】
以下、図1〜図7を用いて、本発明の実施の形態について説明する。
【0030】
本発明の1つの実施の形態におけるリニアモータ装置は、インナーヨークと、該インナーヨークの外側に配置されるアウターヨークと、インナーヨークとアウターヨークとの間に配置されたコイル巻付体と、インナーヨークとアウターヨークとの間に位置してマグネット(典型的には永久磁石)が装着された部分を有する可動部材と、アウターヨークを挟持する環状の第1と第2クランプリングとを備える。
【0031】
インナーヨークは、たとえば内部にピストンを有するシリンダの外周上に配置される。アウターヨークは、第1と第2クランプリングにより挟持され、該第1と第2クランプリングの周方向に間隔をあけて配置される。アウターヨークは、たとえばリニアモータ装置の軸方向に並ぶように配置された複数のアウターヨークブロックで構成することができる。アウターヨークブロックは、互いに結合(固定)され、第1と第2クランプリングに保持される。該アウターヨークブロックは、たとえば複数枚の電磁鋼鈑を積層して作製することができる。
【0032】
アウターヨークブロックは、たとえば略U字形状を有しており、凸部をそれぞれ有する。この場合、第1と第2クランプリングに、アウターヨークブロックの該凸部を受け入れる凹部を設け、アウターヨークブロックの凸部を、第1と第2クランプリングの凹部内に嵌め込んで接合する。それにより、アウターヨークブロックを第1と第2クランプリングで保持することができる。
【0033】
コイル巻付体は、ボビンと、該ボビンに巻き付けられたコイルとを有する。コイル巻付体は、たとえばアウターヨークブロックで挟持されることでアウターヨークに保持される。しかし、コイル巻付体を第1と第2クランプリングで保持するようにしてもよい。
【0034】
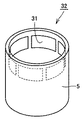
可動部材は、たとえば有底円筒状の形状を有し、先端にマグネットを有する。このマグネットは、インナーヨークとアウターヨーク間に配置される。図2と図3に可動部材の一例を示す。
【0035】
図2と図3に示すように、可動部材32は、可動部材本体を形成する樹脂スリーブ5と、該樹脂スリーブ5に装着された複数のマグネット31とを備える。マグネット31は、樹脂スリーブ5の周方向に、たとえば数mm程度の間隔をあけて配置される。樹脂スリーブ5の材料としては、たとえば耐熱性に優れたポリカーボネートあるいはこれにガラス繊維を混入したものを使用可能である。
【0036】
図3に示すように、マグネット31は、樹脂スリーブ5の内周部7に取り付けられる。該マグネット31は、接着剤などを用いて樹脂スリーブ5に取付けてもよく、インサート成形により樹脂スリーブ5の成形と同時に樹脂スリーブ5に装着するようにしてもよい。図3の例では、樹脂スリーブ5の内周面に露出するようにマグネット31を樹脂スリーブ5の内周側に装着している。
【0037】
図3に示すように、樹脂スリーブ5の外周部6は、マグネット31の外周面を覆う。リニアモータ装置の作動時には特に、マグネット31に外側に広がろうとする力が作用する。この場合に、樹脂スリーブ5の外周部6がマグネット31の外周面を覆うことにより、上記の力によってマグネット31の位置ずれや脱落が生ずるのを抑制することができる。それにより、リニアモータ装置の動作効率の低下を抑制することができ、結果的にリニアモータ装置の動作効率を向上することが可能となる。
【0038】
また、マグネット31が装着された部分における可動部材32の厚みである樹脂スリーブ5の外周部6の厚みtは、たとえば、0.2mm以上1.0mm未満程度である。好ましくは、0.2mm以上0.5mm以下程度であり、より好ましくは、0.2mm以上0.3mm以下程度である。このようにマグネット装着部における可動部材32の厚みを薄くすることにより、可動部材32におけるマグネット装着部の磁気抵抗を低減することができ、リニアモータ装置の動作効率を向上することが可能となる。
【0039】
第1と第2クランプリングの材料としては、たとえばポリカーボネートやポリブチレンテレフタレートなどの樹脂、あるいはこれらにガラス繊維を混入したものを使用可能である。なお、スターリング機関に使用する場合には、第1と第2クランプリングの材料として耐熱性に優れ吸湿量の少ない材料を使用することが好ましい。
【0040】
次に、本実施の形態におけるリニアモータ装置1の製造方法について、図4〜図6を用いて説明する。
【0041】
まず、上記のアウターヨークブロックと第1と第2クランプリングとをそれぞれ作製する。アウターヨークブロックは、電磁鋼鈑の積層材を加工して作製することができ、第1と第2クランプリングは、たとえば射出成形を用いて樹脂により成形可能である。また、コイルをボビンに巻き付けたコイル巻付体も別途作製しておく。
【0042】
これと並行して、可動部材も別途作製しておく。可動部材を作製するには、まず相対的に外径が大きくて肉厚の厚い第1部分と、相対的に外径が小さくて肉厚の薄い第2部分とを有するように樹脂製のスリーブを成形すると同時に第1部分の内周面にマグネットを装着する。このようにスリーブの成形とマグネットの装着とを同時に行うことにより、工程を簡略化することができる。
【0043】
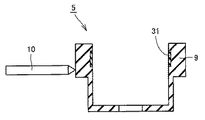
図4および図5に示す例では、図示しない金型内に予めマグネット31を設置した状態で樹脂を金型内に射出することにより、マグネット31を設置した部分に突出部(第1部分)9を有する樹脂スリーブ5を成型する。 なお、図4および図5に示す形状の樹脂スリーブ5を成形した後に、該樹脂スリーブ5に接着剤などを用いてマグネット31を装着するようにしてもよい。この場合には、比較的厚い部分にマグネット31を装着することとなるので、容易かつ確実にマグネット31を樹脂スリーブ5に装着することができる。
【0044】
次に、マグネット装着部における樹脂スリーブ5の厚みを減じる。たとえば、図6に示すように、切削工具10を用いて、樹脂スリーブ5の厚みの大きい部分である突出部9の外周面に切削加工を施し、突出部9の外周面から樹脂スリーブ5の厚みを減じる。
【0045】
上記のようにマグネット装着後にマグネット装着部における樹脂スリーブ5の厚みを減じることにより、図3に示すように、樹脂スリーブ5の外周部6の厚みtを、たとえば0.2mm〜0.3mm程度にまで薄くすることができる。このようにして可動部材32を作製することができる。
【0046】
他方、アウターヨークブロックの凸部を第1と第2クランプリングの凹部にそれぞれ嵌め込んだ状態で、アウターヨークブロックと、第1および第2クランプリングとを結合する。
【0047】
次に、アウターヨークブロック間にコイル巻付体を挟み込んだ状態で、第1と第2クランプリング間を連結する。その後、アウターヨークブロック間を接続する。たとえば、溶接によりアウターヨークブロックを選択的に溶着すればよい。
【0048】
次に、上記の第1と第2クランプリングで挟持された構造体の内側にインナーヨークと可動部材31とを設置する。可動部材32を設置する際には、インナーヨークとアウターヨークとの間に上記のマグネット31が位置するように可動部材32を配設する。
【0049】
以上の工程を経て本実施の形態におけるリニアモータ装置1を製造することができる。
【0050】
次に、上記のリニアモータ装置を備えた本発明の1つの実施の形態におけるスターリング機関について、図1を用いて説明する。なお、以下の説明では、本発明をスターリング機関の一例であるスターリング冷凍機に適用した場合について説明するが、スターリング冷凍機以外のスターリング機関にも本発明は適用可能である。
【0051】
図1に、本実施の形態におけるスターリング冷凍機20の概略構成を示す。図1に示すように、スターリング冷凍機20は、ケーシング21と、該ケーシング21に設置されたシリンダ22と、シリンダ22内で往復動するピストン23およびディスプレーサ24と、再生器25と、圧縮空間(第1作動空間)26と、膨張空間(第2作動空間)27と、放熱部(ウォームヘッド)28と、吸熱部(コールドヘッド)29と、ピストン駆動手段としての前述のリニアモータ装置1と、ピストン23を支持し所定の弾性力を付与する、板バネなどのピストンスプリング(第1スプリング)33と、ディスプレーサ24を支持し所定の弾性力を付与する、板バネなどのディスプレーサスプリング(第2スプリング)34と、ディスプレーサロッド35と、背圧空間36とを備える。
【0052】
リニアモータ装置1は、シリンダ22の周囲に設置され、インナーヨーク30と、該インナーヨーク30の外側に配置されるアウターヨーク4と、インナーヨーク30とアウターヨーク4との間に配置されたコイル巻付体8および可動部材32と、アウターヨーク4を挟持する第1と第2クランプリング2,3と、ピストンスプリング33やディスプレーサスプリング34を支持する支持部16とを有する。
【0053】
可動部材32の基本的な構造は、前述の場合と同様である。可動部材32は、有底円筒状の形状を有し、可動部材32の筒状部がインナーヨーク30を取り囲むように設置される。可動部材32の一端は、接続部材を介してピストン23と接続される。また、可動部材32の筒状部におけるマグネット装着部は、インナーヨーク30とアウターヨーク4との間に配置され、それによりマグネット31はインナーヨーク30とアウターヨーク4との間に配置される。
【0054】
可動部材32の基本的な構造は前述の場合と同様であるので、可動部材32におけるマグネット装着部の厚みをたとえば0.2mm〜0.3mm程度にまで薄くすることができ、可動部材32におけるマグネット装着部の磁気抵抗を低減することができる。したがって、動作効率の優れたリニアモータ装置を備えたスターリング機関が得られる。
【0055】
また、マグネット31の外側面を覆う外周部を可動部材32に設けることで、該可動部材32におけるマグネット装着位置からのマグネット31の位置ずれあるいはマグネット31の脱落を抑制することができる。このことも、動作効率の優れたリニアモータ装置を備えたスターリング機関の作製に効果的に寄与し得る。
【0056】
ケーシング21は、スターリング冷凍機20の外殻(外壁)を構成する部分であり、シリンダ22をはじめとする種々の部品が該ケーシング21内に組付けられる。図1の例では、ケーシング21は、単一の容器で構成されず、背圧空間36を規定するとともにリニアモータ装置1を受け入れるベッセル部分と、放熱部28、再生器25および吸熱部29の外壁部分とで主に構成される。該ケーシング21の内部には、ヘリウムガスや水素ガス、窒素ガスなどの作動媒体が充填される。
【0057】
シリンダ22は、略円筒状の形状を有し、該シリンダ22内において、ピストン23とディスプレーサ24とは同軸上に間隔をあけて配置され、このピストン23およびディスプレーサ24によってシリンダ22内の作動空間が圧縮空間26と膨張空間27とに区画される。圧縮空間26は主に放熱部28によって囲まれ、膨張空間27は主に吸熱部29によって囲まれている。
【0058】
圧縮空間26と膨張空間27との間には再生器25が配設されており、この再生器25を介してこれら両空間が連通する。それにより、スターリング冷凍機20内に閉回路が構成される。この閉回路内に封入された作動媒体が、ピストン23およびディスプレーサ24の動作に合わせて流動することにより、逆スターリングサイクルが実現する。
【0059】
ピストン23の一端はピストンスプリング33と接続される。該ピストンスプリング33とリニアモータ装置1により、シリンダ22内でピストン23を所望の振幅で周期的に往復動させることが可能となる。
【0060】
次に、本実施の形態におけるスターリング冷凍機20の動作について説明する。
【0061】
まず、リニアモータ装置1を作動させてピストン23を駆動する。より詳しくは、コイル巻付体8のコイルに通電し、可動部材32のマグネット31との間に推力が発生させる。この推力により可動部材32がシリンダ22の軸方向に沿って移動する。このとき可動部材32はピストン23と接続されているので、可動部材32とともにピストン23も、シリンダ22の軸方向に移動する。このようにしてリニアモータ装置1によって駆動されたピストン23は、ディスプレーサ24に接近し、圧縮空間26内の作動媒体(作動ガス)を圧縮する。
【0062】
ピストン23がディスプレーサ24に接近することにより、圧縮空間26内の作動媒体の温度は上昇するが、放熱部28によってこの圧縮空間26内に発生した熱が外部へと放出される。そのため、圧縮空間26内の作動媒体の温度はほぼ等温に維持される。すなわち、本過程は、逆スターリングサイクルにおける等温圧縮過程に相当する。
【0063】
ピストン23がディスプレーサ24に接近した後にディスプレーサ24は吸熱部29側に移動する。ピストン23によって圧縮空間26内において圧縮された作動媒体は再生器25内に流入し、さらに膨張空間27へと流れ込む。その際、作動媒体の持つ熱が再生器25に蓄熱される。すなわち、本過程は、逆スターリングサイクルの等容冷却過程に相当する。
【0064】
膨張空間27内に流入した高圧の作動媒体は、ディスプレーサ24がピストン23側へ移動することにより膨張する。これにより、膨張空間27内の作動媒体の温度は下降するが、吸熱部29によって外部の熱が膨張空間27内へと伝熱されるため、膨張空間27内はほぼ等温に保たれる。すなわち、本過程は、逆スターリングサイクルの等温膨張過程に相当する。
【0065】
その後、ディスプレーサ24がピストン23から遠ざかる方向に移動し始める。それにより、膨張空間27内の作動媒体は再生器25を通過して再び圧縮空間26側へと戻る。その際、再生器25に蓄熱されていた熱が作動媒体に与えられるため、作動媒体は昇温する。すなわち、本過程は、逆スターリングサイクルの等容加熱過程に相当する。
【0066】
この一連の過程(等温圧縮過程−等容冷却過程−等温膨張過程−等容加熱過程)が繰り返されることにより、逆スターリングサイクルが構成される。この結果、吸熱部29は徐々に低温になり、極低温を有するに至る。
【0067】
次に、本発明の1つの実施の形態におけるリニア圧縮機について図7を用いて説明する。
【0068】
図7に示すように、リニア圧縮機40は、ケーシング41内に設置されたシリンダ42と、該シリンダ42内で往復動するピストン43と、シリンダ42の周囲に設置されピストン43を駆動する上述のリニアモータ装置1と、ピストン42を付勢するピストンスプリング(板バネ)46と、シリンダを支持する支持機構部とを備える。
【0069】
リニアモータ装置1は、シリンダ42の周囲に設置され、インナーヨーク30と、該インナーヨーク30の外側に配置されるアウターヨーク4と、インナーヨーク30とアウターヨーク4との間に配置されたコイル巻付体8および可動部材32と、アウターヨーク4を挟持する第1と第2クランプリング2,3と、ピストンスプリング46を支持する支持部16とを有する。
【0070】
インナーヨーク30は、シリンダ42の外周を取り囲むように設けられ、該インナーヨーク30を取り囲むように円筒状の可動部材32を配置する。可動部材32の基本的な構造は、前述の場合と同様である。可動部材32は、ピストン43と接続され、先端にマグネット31を有する。該マグネット31をインナーヨーク30とアウターヨーク4との間に配置する。
【0071】
可動部材32の基本的な構造は、前述の場合と同様であるので、可動部材32におけるマグネット装着部の厚みを0.2mm〜0.3mm程度にまで薄くすることができ、可動部材32におけるマグネット装着部の磁気抵抗を低減することができる。したがって、動作効率の優れたリニアモータ装置を備えたリニア圧縮機が得られる。
【0072】
また、マグネット31の外側面を覆う外周部を可動部材32に設けることで、該可動部材32におけるマグネット装着位置からのマグネット31の位置ずれあるいはマグネット31の脱落を抑制することができる。このことも、動作効率の優れたリニアモータ装置を備えたリニア圧縮機の作製に効果的に寄与し得る。
【0073】
第1クランプリング2は、ピストンスプリング46を支持する支持部16を有する。該支持部16に取付けられた支持部材を介してピストンスプリング33が支持部16と接続される。
【0074】
シリンダ42は、ケーシング41内で支持機構部により支持されるが、該支持機構部は、図7の例では、ケーシング41の内部に固定される支持板49と、該支持板49上に搭載されシリンダ42を支持するコイルスプリング48とで構成される。
【0075】
また、シリンダ42の一端側にプレート47を介してヘッドカバー45を固定する。該ヘッドカバー45とピストン43の頭部との間に冷媒が圧縮される圧縮空間44が形成される。
【0076】
次に、上記の構造のリニア圧縮機の動作について説明する。まず、コイル巻付体8のコイルに通電すると、可動部材32のマグネット31との間に推力が発生し、この推力により可動部材32がシリンダ42の軸方向に沿って移動する。このとき可動部材32はピストン43と接続されているので、可動部材32とともにピストン43も、シリンダ42の軸方向に移動する。
【0077】
冷媒は、図示しない吸入管からケーシング41内に導入され、ヘッドカバー45およびプレート47内の通路を通過して圧縮空間44内に入る。この圧縮空間44内で、冷媒はピストン43により圧縮され、その後、図示しない吐出管を通って外部に吐出される。
【0078】
以上のように本発明の実施の形態について説明を行なったが、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【0079】
【発明の効果】
本発明によれば、リニアモータ装置の可動部材におけるマグネット装着部の磁気抵抗を低減することができるので、リニアモータ装置の動作効率を向上することができる。また、可動部材におけるマグネット装着位置からのマグネットの位置ずれあるいはマグネットの脱落を抑制することができるので、このこともリニアモータ装置の動作効率向上に寄与し得る。
【0080】
本発明のスターリング機関およびリニア圧縮機は、上記のような動作効率の優れたリニアモータ装置を備えるので、高性能なスターリング機関およびリニア圧縮機となり得る。
【図面の簡単な説明】
【図1】本発明の1つの実施の形態におけるスターリング冷凍機を示す断面図である。
【図2】本発明の1つの実施の形態におけるリニアモータ装置の可動部材を示す斜視図である。
【図3】図2に示す可動部材の断面図である。
【図4】本発明の1つの実施の形態におけるリニアモータ装置の製造工程の特徴的な第1工程を示す斜視図である。
【図5】図4に示す状態の可動部材の断面図である。
【図6】本発明の1つの実施の形態におけるリニアモータ装置の製造工程の特徴的な第2工程を示す断面図である。
【図7】本発明の1つの実施の形態におけるリニア圧縮機の断面図である。
【符号の説明】
1 リニアモータ装置、2 第1クランプリング、3 第2クランプリング、4 アウターヨーク、5 樹脂スリ−ブ、6 外周部、7 内周部、8 コイル巻付体、9 突出部、10 切削工具、16 支持部、20 スターリング冷凍機、21,41 ケーシング、22,42 シリンダ、23,43 ピストン、24 ディスプレーサ、25 再生器、26,44 圧縮空間、27 膨張空間、28 放熱部、29 吸熱部、30 インナーヨーク、31 マグネット、32 可動部材、33,46 ピストンスプリング、34 ディスプレーサスプリング、35 ディスプレーサロッド、36 背圧空間、40 リニア圧縮機、45 ヘッドカバー、47 プレート、48 コイルスプリング、49 支持板。
Claims (7)
- インナーヨークと、
前記インナーヨークの外側に配置されるアウターヨークと、
前記インナーヨークと前記アウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、
前記マグネットが装着された部分における前記可動部材の厚みが0.2mm以上1.0mm未満である、リニアモータ装置。 - インナーヨークと、
前記インナーヨークの外側に配置されるアウターヨークと、
前記インナーヨークと前記アウターヨークとの間に位置してマグネットが装着された部分を有する可動部材とを備え、
前記可動部材は、前記マグネットの外側面を覆う外周部を有する、リニアモータ装置。 - インナーヨークと、
前記インナーヨークの外側に配置されるアウターヨークと、
前記インナーヨークと前記アウターヨークとの間に位置してマグネットが装着された部分を有する可動樹脂スリーブとを備え、
前記可動樹脂スリーブの外周部が前記マグネットの外側面を覆うように前記可動樹脂スリーブの内周側に前記マグネットを装着し、
前記マグネットが装着された部分における前記可動樹脂スリーブの外周部の厚みが0.2mm以上1.0mm未満である、リニアモータ装置。 - 相対的に外径の大きい第1部分と、相対的に外径の小さい第2部分とを有するように樹脂製のスリーブを成形する工程と、
前記スリーブの第1部分の内周面にマグネットを装着する工程と、
前記マグネットの装着後に、前記第1部分の外周面から前記第1部分の厚みを減じることにより可動部材を作製する工程と、
インナーヨークとアウターヨークとの間に前記マグネットが位置するように前記可動部材を配設する工程と、
を備えた、リニアモータ装置の製造方法。 - 相対的に外径の大きい第1部分と、相対的に外径の小さい第2部分とを有するように樹脂製のスリーブを成形すると同時に前記第1部分の内周側にマグネットを装着する工程と、
前記第1部分の外周面側から前記第1部分の厚みを減じることにより可動部材を作製する工程と、
インナーヨークとアウターヨークとの間に前記マグネットが位置するように前記可動部材を配設する工程と、
を備えた、リニアモータ装置の製造方法。 - ケーシング内に設置されたシリンダと、
前記シリンダ内で往復動するピストンと、
前記シリンダの周囲に設置され、前記ピストンを往復動させる請求項1〜3のいずれかに記載のリニアモータ装置とを備えるリニア圧縮機。 - ケーシング内に設置されたシリンダと、
前記シリンダ内で往復動するピストンおよびディスプレーサと、
前記シリンダの周囲に設置され、前記ピストンを前記シリンダ内で往復動させる請求項1〜3のいずれかに記載のリニアモータ装置と、
前記ディスプレーサを付勢するスプリングとを備えるスターリング機関。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003178326A JP2005020808A (ja) | 2003-06-23 | 2003-06-23 | リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003178326A JP2005020808A (ja) | 2003-06-23 | 2003-06-23 | リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005020808A true JP2005020808A (ja) | 2005-01-20 |
| JP2005020808A5 JP2005020808A5 (ja) | 2005-10-27 |
Family
ID=34179990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003178326A Pending JP2005020808A (ja) | 2003-06-23 | 2003-06-23 | リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005020808A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006112150A1 (ja) * | 2005-03-30 | 2006-10-26 | Sharp Kabushiki Kaisha | リニア駆動装置 |
| JP2014521300A (ja) * | 2011-07-20 | 2014-08-25 | ワールプール・エシ・ア | リニアエンジンを備える圧縮機 |
| CN112815565A (zh) * | 2021-01-28 | 2021-05-18 | 宁波芯斯特林低温设备有限公司 | 一种斯特林制冷机 |
-
2003
- 2003-06-23 JP JP2003178326A patent/JP2005020808A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006112150A1 (ja) * | 2005-03-30 | 2006-10-26 | Sharp Kabushiki Kaisha | リニア駆動装置 |
| KR100887036B1 (ko) | 2005-03-30 | 2009-03-04 | 샤프 가부시키가이샤 | 리니어 구동 장치 |
| US7649285B2 (en) | 2005-03-30 | 2010-01-19 | Sharp Kabushiki Kaisha | Linear drive device |
| JP2014521300A (ja) * | 2011-07-20 | 2014-08-25 | ワールプール・エシ・ア | リニアエンジンを備える圧縮機 |
| CN112815565A (zh) * | 2021-01-28 | 2021-05-18 | 宁波芯斯特林低温设备有限公司 | 一种斯特林制冷机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3579416B1 (ja) | リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 | |
| US7775041B2 (en) | Stirling engine | |
| US7168248B2 (en) | Stirling engine | |
| CN100460781C (zh) | 斯特林发动机 | |
| JP4220517B2 (ja) | クーラーのピストン組立体 | |
| JP2007506024A (ja) | 往復動式圧縮機のモータ固定子固定装置及びその固定方法 | |
| JP3820588B2 (ja) | リング状永久磁石の固定構造 | |
| JP2005020808A (ja) | リニアモータ装置およびその製造方法、リニア圧縮機ならびにスターリング機関 | |
| KR100758067B1 (ko) | 전자식 작동기 및 스털링 기관 | |
| JP2004297858A5 (ja) | ||
| JP5098499B2 (ja) | 蓄冷型冷凍機用のリニア圧縮機 | |
| KR100512002B1 (ko) | 스터링 냉동기의 리니어 모터 장착구조 | |
| JP2001057767A (ja) | 電磁往復駆動機構 | |
| JP2950308B2 (ja) | スターリング冷凍機 | |
| JP2005037118A (ja) | スターリング機関 | |
| JP2001289525A (ja) | 振動型圧縮機 | |
| JPH05332626A (ja) | スターリング冷凍機のリニアモータ圧縮機 | |
| JP3989874B2 (ja) | リニア圧縮機およびこれを備えたスターリング機関 | |
| KR101054429B1 (ko) | 스터링 냉동기의 리니어 모터 장착구조 | |
| JP2000266421A (ja) | スターリングサイクル機関 | |
| WO2006085431A1 (ja) | スターリング機関用ピストン | |
| JP2950303B2 (ja) | 振動型圧縮機 | |
| JP2004092618A (ja) | 圧縮機 | |
| JP2004293829A (ja) | スターリングサイクル機関用駆動装置 | |
| JP2005042594A (ja) | スターリングサイクル機関 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050728 |
|
| A621 | Written request for application examination |
Effective date: 20050728 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070130 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20070206 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070605 |