JP2004191802A - プリントラベルの製造方法 - Google Patents
プリントラベルの製造方法 Download PDFInfo
- Publication number
- JP2004191802A JP2004191802A JP2002361833A JP2002361833A JP2004191802A JP 2004191802 A JP2004191802 A JP 2004191802A JP 2002361833 A JP2002361833 A JP 2002361833A JP 2002361833 A JP2002361833 A JP 2002361833A JP 2004191802 A JP2004191802 A JP 2004191802A
- Authority
- JP
- Japan
- Prior art keywords
- label
- printed
- printing
- piece
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Printing Methods (AREA)
- Making Paper Articles (AREA)
Abstract
【課題】繊維製品の生産体系の一主流となっている少量多品種のラベル生産に柔軟に対応させるとともに、ラベル不良品の発生を極力抑止することを目的としている。
【解決手段】実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、さらに裁断したラベル片の所定個所を直ちに折り曲げる。得たラベル片は、直ちにまたは一定枚数を保管した後に、個々のラベル表面に有色インクで文字や図形などを印刷して所定の図柄層を形成し、文字や図形などを印刷するには、個々のラベル表面に蛍光顔料を含む有色インクで所定の図柄層を形成してもよい。
【選択図】 図4
【解決手段】実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、さらに裁断したラベル片の所定個所を直ちに折り曲げる。得たラベル片は、直ちにまたは一定枚数を保管した後に、個々のラベル表面に有色インクで文字や図形などを印刷して所定の図柄層を形成し、文字や図形などを印刷するには、個々のラベル表面に蛍光顔料を含む有色インクで所定の図柄層を形成してもよい。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、繊維製品の生産体系の一主流となっている少量多品種のラベル生産に柔軟に対応し、ラベル不良品の発生を極力抑止できるプリントラベルの製造方法に関する。
【0002】
【従来の技術】
ラベル製造工場において、図3に例示するようなプリントラベル1を製造するには、図1において、長寸の細幅生地2を高速走行させながら、所定のスクリーン印刷装置3で複数枚分同時に文字や図柄を印刷した後にロール4に巻き取るのが通例である。印刷済みのロール4は、図2に示すように、ヒートカット装置5でラベル片ごとに横方向に裁断され、ついで折曲げ装置6で両端または中央を折り返して個々のプリントラベル1となる。プリントラベル1は、写真製版を用いるスクリーン印刷の発達とともに短時間に大量の製造が可能になり、織ラベルの代わりにまたは品質や洗濯適性の表示マークなどとして各種の繊維製品に縫着されている。
【0003】プリントラベル1は、一般に、織ラベルに比べて薄くて使用色数が少なく、寸法の小さいものが多いけれども、短時間で必要枚数が製造できるうえに比較的安価であり、織ラベルと実質的に同等の美観のものも存在する。この種のプリントラベルは、繊維製品の多数回の洗濯によって図柄が消滅しないように、且つその生地が濃色の場合に隠ぺい力のあるインクが必要なので、その塗布インク量を多くすることが必要であり、このために塗布インク量を多くできるスクリーン印刷で製造している。
【0004】
【発明が解決しようとする課題】
従来のプリントラベル製造法は、図1に示すように、長寸の細幅生地2を高速走行させながら連続的に図柄を印刷しており、この際に細幅生地2を強く引っ張ることにより、該細幅生地に布地本来の特徴である伸びが発生しやすい。プリントラベル1が印刷走行中に多少でも伸長すれば、図3のような模様枠7またはそれに類似の図柄をラベル1に印刷していると、ラベル表面において模様枠7がずれてしまう。模様枠7のずれは、1mm程度であってもクレームの対象となり、ラベル印刷に際して非常の多くの印刷ロスを生じ、ラベルの製造コストを引き上げる原因となっている。
【0005】また、このラベル製造法では、長寸の細幅生地2を高速走行させながら連続印刷するため、細幅生地2の高速走行の開始から停止までの時間およびスクリーン枠の交換作業などを考慮すると、利益可能性のある1図柄のラベル印刷枚数は少なくても千枚近くになってしまう。このラベル製造法によって、1種類のラベルを数百枚程度で数回印刷すれば、スクリーン枠の頻繁な交換などのために高速に連続印刷できず、しかも大型で高価なスクリーン製作コストを償却できずに製造者側の赤字生産になる。
【0006】しかしながら、数百枚程度のラベル印刷は、高級オートクチュールの洋服やデザイナーズブランドの製品などについて必要であり、現在では繊維製品の一主流ともなっている。また、アパレルメーカーのようなユーザーでは、繊維製品のサンプル出荷の際にラベル発注があり、プリントラベルの生産は今後いっそう少量多品種に向かう傾向がある。
【0007】本発明は、実質的に無地の細幅生地に連続的に図柄を印刷するプリントラベル製造法に関する前記の問題点を改善するために提案されたものであり、少量多品種且つ少品種多量のラベル生産に柔軟に対応できる新規なプリントラベルの製造方法を提供することを目的としている。本発明の他の目的は、ラベル不良品の発生を極力抑止して印刷ロスを防ぐプリントラベルの製造方法を提供することである。本発明の別の目的は、オペレータの多数台管理が可能であるうえに、素材を選ばないプリントラベルの製造方法を提供することである。
【0008】
【課題を解決するための手段】
上記目的を達成するために、本発明の製造方法は、実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、得たラベル片を直ちにまたは一定枚数を保管した後に取り出す。さらに、緊張させた個々のラベル表面に、顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷して所定の図柄層を形成してから、該ラベル片の所定個所を折り曲げる。
【0009】この製造法では、テープ裁断ラインに対して複数の印刷ラインを環状または直線状に配列してラベル片を分配してもよい。また、図柄層を形成するには、個々のラベル片の大きさに応じた小さいスクリーン版を用いることが可能である。
【0010】本発明方法は、実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断するとともに、得た個々のラベル片の所定個所を折り曲げ、該ラベル片を直ちにまたは一定枚数を保管した後に取り出す。さらに、個々のラベル表面に通常の顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷し、所定の図柄層を形成する。裁断・折曲げ工程に対して複数の印刷ラインを環状または直線状に配列することが可能である。細幅生地の裁断および折曲げは、カットアンドホールド機で連続的に処理すると好ましい。
【0011】
【発明の実施の形態】
本発明に係るプリントラベルの製造方法では、図4に示すように、長尺の細幅生地11をまず公知の切断装置12によって1枚のラベル片15ごとに横方向に裁断する。細幅生地11は長尺であれば、ロール状でも単に重ねたものでもよい。裁断したラベル片15は、図4右側のように直ちに折曲げ装置13でラベル両端または中央を折り曲げても、図5のように文字や図柄の印刷後に折曲げ工程52でラベル両端または中央を折り曲げてもよい。横方向の裁断には公知のプレスカッタを用い、細幅生地11が合成繊維製であれば、ヒートカット装置を用いることができる。
【0012】素材である細幅生地11は、通常の天然・合成繊維製でも、ウレタン系繊維のようにストレッチ性のある繊維素材または比較的剛性の高い繊維素材であってもよい。また、細幅生地11には無地または数色の色糸を織り込んでもよく、その織柄については任意である。用いる細幅生地11は、公知の細幅織機で1本ずつ織成しても、合成繊維製の広幅織物であれば、機上に設置した多数本のヒートカッタで織成直後に縦方向に裁断して多数本同時に製造してもよい。
【0013】本発明方法において、裁断と折り曲げを同時に行う場合、図4に示す切断装置12と折曲げ装置13は、両者を組み合わせたカットアンドホールド機(商品名:ZFP、米国製)であってもよい。この工程において、例えば、細幅生地11をカットアンドホールド機のカッタ部で長さ60mmごとに寸断し、続いてカットアンドホールド機のホルダ部に送って両端辺5mmの位置で折り曲げる。
【0014】個々のラベル片15には、図5に例示するように、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17(図8参照)を形成する。図柄層17は、個々のラベルの大きさに応じた小さいスクリーン版で印刷して形成すればよく、スクリーン版が小さいことにより、印刷後に自動版洗浄機を用いて洗浄できる。図5に示す装置40では、ラベル片15を裁断および印刷工程の後にラベル両端または中央を折り曲げる。
【0015】本発明方法では、通常の有色インクを使用し、さらに光硬化性インクなどを用いてもよく、図10のように蛍光顔料を含む有色インクを用いて図柄層20をラベル21に形成してもよい。この有色インクは、一般にスクリーン印刷法で印刷する。この有色インクには隠蔽力の高い顔料及び展色材を含まず、クリアーな顔料及び展色材を用いることを要する。
【0016】図11に示すプリントラベル25は、その表面に通常の顔料を含むインクで図柄層26を設け、該図柄層のインクはカーボンブラックや酸化チタンなどの隠蔽力の高い顔料および展色材を含んでいてもよい。図柄層26の上側には、蛍光顔料を含むインクを塗布して別個の蛍光層28を形成してもよく、この場合に、蛍光層28は、ラベル表面のごく一部にまたはラベル25のほぼ全表面に設ける。本発明方法において、有色インクには白色インクを含み、蛍光顔料を含むインクには透明インクも包含する。
【0017】ラベル16の表面に図柄層17を形成するには、一般に、図柄の色数に応じて単数ないし複数台のスクリーン枠を環状配置する印刷・折曲げ装置(図5)または印刷装置18(図9)を用い、あるいはラベル片15の裁断・折り曲げラインに対して印刷装置を直線状に連続配置する。図柄が単色や2色程度であると、印刷装置を直線状に配置しても敷設面積は広くならない。
【0018】一般に、スクリーン印刷法によるラベル印刷工程は、細幅生地11の裁断および折曲げ工程に比べてかなり遅いので、ラベル片15を連続的に処理する場合には、印刷速度に裁断・折り曲げ工程の速度を合わせるかまたは複数の印刷ラインに分離し、1本のラベル切断ラインに対して複数の印刷ラインを配列させる。また、裁断・折曲げ工程に比べて印刷ライン数が少ない場合には、ラベル片15の裁断または折曲げ工程において一定枚数を保管してから、各印刷ラインに送り出してもよい。
【0019】
【実施例】
次に、本発明を実施例に基づいて説明する。本発明においてプリントラベルを製造するには、例えば、図4左側に示す公知の切断装置12とともに、図5に示すラベル印刷および折曲げ装置40を用いる。
【0020】本発明方法は、素材として無地の細幅生地11(図4)を使用し、これは一般にポリエステルなどの合成繊維製であってロール状に巻かれている。細幅生地11は、通常、細幅織機を用いて織成するけれども、広幅織物からの広幅布を帯状に裁断して製造してもよい。細幅生地11は、図4の切断装置12において、ヒートカットによって1枚のラベル片15ごとに横方向に裁断していく。裁断した直線状のラベル片15は、そのまま1枚ずつテーブル42上に送られ、切断装置12では印刷速度に合わせて裁断するので、約5秒で1枚程度の裁断速度である。
【0021】テーブル上のラベル片15は、搬送機(図示しない)によってキャリア44上に送られ、両端部を把持して緊張させてから、図5の矢印方向へ搬送して印刷および折曲げを行い、ついで該キャリアから取り出す。キャリア44は、楕円形環状のガイドレール(例えば、商品名:HMG、THK社製)46上を走行する搬送ラインを有し、この搬送ラインは幅30cm、長さ72cm程度の広さであり、該レールを1周するとラベル載置位置に戻る。レール46を1周する間に、印刷工程48、乾燥工程50および折曲げ工程52を通過し、取り出し工程54においてラインから出る。
【0022】図5に示すラベル搬送ラインにおいて、工程48,50,52,54は任意の位置に設定できるけれども、精確さを要求される印刷工程48および折曲げ工程52はライン直線部に設定すると好ましい。印刷工程48および乾燥工程50は、ラベルが1色だけの場合は48a,50aの1組だけでよく、図5では3色印刷が可能なように48b,50bおよび48c,50cを加えた3組を示している。
【0023】印刷工程48では、ラベル片15の表面に、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17(図8参照)を形成する。図柄層17は、小型のスクリーン枠を設置したスクリーン印刷機によって形成し、該スクリーン枠はラベル1枚が印刷可能な大きさであればよく、その製作は比較的容易である。乾燥工程50は、単にドライヤを設置すればよく、印刷工程48aから48b、48bから48cまでの間に塗布インクを乾燥する。
各印刷工程48a,48b,48cでは、同時に印刷作業を行うことが望ましく、常に同時印刷が可能なように各印刷工程の間隔とレール46上のキャリア数とを定める。
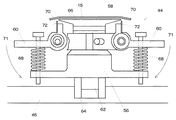
【0024】図6と図7には、装置40で用いるキャリア44の一例を示している。キャリア44は、下方の搬送台56と、上方のラベル載置台58と、前後端に配置する1対の旋回アーム60,60とを備える。搬送台56は、下端の把持部材62によってレール46上で摺動自在に取り付け、該把持部材における1対の対向フック部64,64でレール46を挟んでいる。ラベル載置台58は、搬送台56の上方に設置し、浅いV字形状に上方の左右へ拡がり、ラベル載置面66は平坦である。また、旋回アーム60はL字形側面を有し、圧縮バネ68の弾力に逆らって図5の矢印方向に回動可能である。
【0025】ラベル片15は、キャリア44上へ搬送された後に載置面66上へ押し出され、この際に載置面66を越えるラベル端部70,70は下方へ多少折れ曲がる。一方、載置面66への押圧と同時に、各アーム60の水平部71が図6の矢印方向へ押されて旋回し、係止爪72と載置面端部との間が開き、この間にラベル端部70が入り込む。ついでラベル押圧の解放により、アーム60,60が図6の実線位置を越えてさらに内方へ戻り、係止爪72によってラベル端部70を載置台58の下側に引き込むことにより、ラベル片15は緊張された状態になる。ラベル片15の長さや厚みが替わった場合には、載置台58を交換し且つアーム60,60を横方向にずらすことで対応できる。ラベル片15を大きく変更する場合には、キャリア44ごと交換してもよい。
【0026】緊張したラベル片15を取り付けたキャリア44は、印刷工程48a、48b、48cにおいて、ストッパ(図示しない)によって確実に位置決めして印刷ズレを防ぐ。ラベル片15に文字や図形などを印刷してから、キャリア44を折曲げ工程52へ移動させる。
【0027】折曲げ工程52において、1対の横V字形の爪部材(図示しない)でラベル片15の端部70,70を横方向から挟むとともに、1対の旋回アーム60,60をさらに内方へ旋回して端部70,70から外す。ついで載置台58を横水平方向の位置74へ引き出し、同位置から平坦なベッド(図示しない)を差し込み、前記の爪部材を横方向へ引き出すと同時に、上方のヒートプレス機76のスライダを加工させてラベル片15をヒートプレスして、折曲げ片30,30を形成したラベル16(図8)を得る。ヒートプレスの後に、平坦なベッドを引き出し、載置台58を戻してラベル16を載せる。
【0028】キャリア44が、取り出し工程54に移動すると、バキューム機などによってラベル16を取り出し、適当な箱に詰めていく。ラベル印刷および折曲げ装置40は、比較的低速の約5秒でプリントラベル1枚を製造して少量多品種のラベル生産に容易に対応し、24時間稼動させることはもとより、ロボットを用いて無人化することも可能である。
【0029】本発明の別の製造方法として、切断装置12は、図4の右側に示すヒートカット工程78を組み合わせて設置することが可能であり、切断装置12と折曲げ装置13の代わりに、公知のカットアンドホールド機(商品名:ZFP、米国製)を用いてもよい。素材である無地の細幅生地11は一般に合成繊維製であり、該生地をまずヒートカット装置12によって1枚のラベル片15ごとに横方向に裁断し、ついで折曲げ装置13で連続的にラベル両端または中央を折り返し、各ラベル16について折曲げ片30,30(図8)を形成する。
【0030】得たラベル16は、裁断および折り曲げ後に一定枚数を保管し、ついで図8のように個々のラベル表面に、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17を形成する。ラベル16の表面に図柄層17を形成するには、一般に、図柄の色数に応じて複数台のスクリーン枠31を環状配置する印刷装置18(図9)を用い、この印刷ラインは細幅生地11の裁断および折曲げラインに対して複数台設置する。
【0031】図9では、個々のラベル16は、コンベヤに載置されて矢印35の方向から送り込まれ、スクリーン印刷装置18において、各スクリーン枠31によって1色の印刷後に装置32で直ちに乾燥し、ついで次の色を印刷することにより、最終的に3色の印刷を行う。印刷装置18では、3台のスクリーン枠31を等間隔で環状に配置し、各スクリーン枠の後方に公知の乾燥装置32を配列している。スクリーン枠31の寸法は、個々のラベル16の平面形状に対応する大きさでよく、従来のスクリーン枠よりも小さい。印刷装置18において、個々のラベル16をターンテーブル36上で矢印37の方向へ搬送しながら印刷し、コンベヤに載置して矢印38の方向へ送り出す。
【0032】本発明方法では、個々のラベル16を1枚ずつ光電管などで位置決めしながら印刷することにより、従来のラベル製造法のような長寸の細幅生地11の高速走行がなく、布地の高速走行の際に発生する伸びが問題になることがない。ラベル16では、模様枠39のような図柄を印刷しても、その表面における印刷位置が正確であって模様枠39がずれずに美麗であり、ラベル印刷に際して不良品の発生を防ぐことができる。
【0033】図10に示すラベル21は、例えばポリエステル繊維製であり、そのラベル表面に蛍光顔料を含む有色インクでデザインやネームをスクリーン印刷して図柄層20を形成する。ラベル21に用いる生地22は、蛍光顔料の存在が検知できなくなるので、蛍光増白染料または蛍光増白剤で処理しないものを用いる。図柄層20における有色インクには、隠蔽力の高い顔料および展色材であるカーボンブラックや酸化チタンなどを含まず、スクリーンカラー分解用などのクリアーな顔料および展色材を用いる。したがって、有色インクは、多彩な着色が可能であるけれども一般に明色である。
【0034】図柄層20に添加される蛍光顔料は、例えば、硫化物または酸化物を主成分とする蛍燐光体顔料(根本特殊化学製)である。この蛍光顔料は、特定の励起光(例えば254nm、365nm)を有するランプの照射でのみ発光し、通常の太陽光や蛍光灯の照射では発光しない性質を有し、その添加量は一般にインク全量の約10〜20重量%であると好ましい。図柄層20の厚みは3〜5μmでも発色効果があるけれども、厚みを増すほど発色度を上げることができる。
【0035】図11に示すプリントラベル25は、生地33の表面に通常の顔料を含むインクでデザインやネームを印刷して図柄層26を形成し、図柄層26の上側に蛍光顔料を含むインクを塗布して別個の蛍光層28を形成する。
図柄層26のインクは、カーボンブラックや酸化チタンなどの隠蔽力の高い顔料および展色材を含んでいてもよく、黒色の図柄層26であっても蛍光層28に発色作用を維持できるので使用可能である。また、生地33の表面に通常の顔料を含むインクで図柄層26を設け、蛍光層28を生地33のほぼ全表面または縦方向に沿って形成してもよい。実際には、蛍光顔料を含むインクは高価であるので、蛍光層28を生地33のごく一部に設けるだけでよい。
【0036】プリントラベル21または25において、図柄層20または蛍光層28に含まれる特殊な蛍光顔料は、特定の励起光でのみ発光して通常の太陽光や蛍光灯では発光しない。この特定の励起光を発生する小型ランプは、十分に手持ちが可能であり、安価であるので小売業者の段階まで配布しても費用が大して嵩まない。このランプでプリントラベルを照射すると、図柄層20または蛍光層28が明確に発光するから、このラベルを付した繊維製品が真正品であるか否かを容易に確認できる。このラベルは、目視しただけでは特殊な蛍光顔料が塗布されていることが全く判らず、偽造者が同一のラベルを製造することは非常に困難である。
【0037】
【発明の効果】
本発明の製造方法は、1図柄のラベル印刷枚数を少なくして少量多品種のラベル生産に容易に応じることができ、数百枚程度のラベルを複数回印刷すれば印刷工程におけるロスが少なく、且つ大量の場合はラインを増やせばよく、版が小さいためコスト負担が軽減吸収されるので十分対応でき、顧客の納期希望にも容易に対応可能である。本発明の製造方法では、ラベルを1枚ずつ印刷していくから、従来のラベル製造法のように長寸の細幅生地を高速走行させる際に強く引っ張るようなことがなく、布地本来の特徴である伸びをラベル生地に発生させない。
このため、このラベルに模様枠のような図柄を印刷してもラベル表面において模様枠がずれることが解消して印刷ロスが生じず、製造コストを引き上げる要因となる不良品の発生を抑止できるので経済的である。
【0038】本発明方法では、個々のラベルの大きさに応じた小型のスクリーン版への交換が容易であり、小型のスクリーン版を用いると版製造コストが下がって短期間に償却できる。スクリーン版が小さいと、印刷後に自動版洗浄機を用いて自動洗浄が可能となり、作業所を美しく清掃できる。本発明方法のようにラベルを1枚ずつ印刷していくと、ラベルの検品作業が殆ど省け、さらに枚数管理もほぼ完璧になる。本発明方法は、ラベル1枚当たりの処理速度が遅いことでオペレータの多数台管理および高齢者の雇用が可能となり、ロボットによる自動制御が行いやすく、最終的にラベル製造工場における人員削減にも寄与できる。
【0039】本発明方法で製造されるラベルは、規格化がしやすいために受発注業務をIT化でき、コンピューター上で世界に市場を求めることが可能になり、用いる素材を選ばず、ストレッチ性のある繊維素材または比較的剛性の高い繊維素材も使用可能である。このラベルでは、白地に白柄のように図柄を生地と同色にでき、且つ従来の連続印刷ラベルにおける切り線の印刷が不要になり、この切り線が取り付けた薄地衣料の背中に透けて見えるというトラブルが発生しない。
【0040】本発明方法で製造したラベルは、通常のプリントラベルと同様にデザインやネームなどを表示し、該ラベルによって小売業者や一般消費者は商品の内容を確認できる。また、このラベルが模造されても、特殊な蛍光顔料を含む図柄層または蛍光層を形成していれば、偽造ラベルを用いた商品を容易に検出できる。このプリントラベルは、それを縫着する衣料品や身飾品に関して、偽造品が専門の取引業者でも外観から識別できないほど酷似していても、このラベルによってその偽造品を早期且つ確実に検出できる。
【図面の簡単な説明】
【図1】従来のラベル印刷装置を示す概略側面図である。
【図2】従来のラベル裁断および折曲げ装置を示す概略側面図である。
【図3】従来のプリントラベルを例示する斜視図である。
【図4】本発明方法に用いるラベル裁断装置を示す概略側面図である。
【図5】本発明方法に用いるラベル印刷および折曲げ装置を示す概略平面図である。
【図6】図5の装置に用いるラベルキャリアを一部切り欠いて示す概略正面図である。
【図7】図6のラベルキャリアの概略側面図である。
【図8】本発明で得たプリントラベルの一例を示す平面図である。
【図9】本発明方法に用いる他のラベル印刷装置の概略平面図である。
【図10】別のプリントラベルの概略断面図である。
【図11】さらに別のプリントラベルの概略断面図である。
【符号の説明】
11 細幅生地
12 切断装置
13 折曲げ装置
15 ラベル片
16 プリントラベル
40 ラベル印刷および折曲げ装置
【発明の属する技術分野】
本発明は、繊維製品の生産体系の一主流となっている少量多品種のラベル生産に柔軟に対応し、ラベル不良品の発生を極力抑止できるプリントラベルの製造方法に関する。
【0002】
【従来の技術】
ラベル製造工場において、図3に例示するようなプリントラベル1を製造するには、図1において、長寸の細幅生地2を高速走行させながら、所定のスクリーン印刷装置3で複数枚分同時に文字や図柄を印刷した後にロール4に巻き取るのが通例である。印刷済みのロール4は、図2に示すように、ヒートカット装置5でラベル片ごとに横方向に裁断され、ついで折曲げ装置6で両端または中央を折り返して個々のプリントラベル1となる。プリントラベル1は、写真製版を用いるスクリーン印刷の発達とともに短時間に大量の製造が可能になり、織ラベルの代わりにまたは品質や洗濯適性の表示マークなどとして各種の繊維製品に縫着されている。
【0003】プリントラベル1は、一般に、織ラベルに比べて薄くて使用色数が少なく、寸法の小さいものが多いけれども、短時間で必要枚数が製造できるうえに比較的安価であり、織ラベルと実質的に同等の美観のものも存在する。この種のプリントラベルは、繊維製品の多数回の洗濯によって図柄が消滅しないように、且つその生地が濃色の場合に隠ぺい力のあるインクが必要なので、その塗布インク量を多くすることが必要であり、このために塗布インク量を多くできるスクリーン印刷で製造している。
【0004】
【発明が解決しようとする課題】
従来のプリントラベル製造法は、図1に示すように、長寸の細幅生地2を高速走行させながら連続的に図柄を印刷しており、この際に細幅生地2を強く引っ張ることにより、該細幅生地に布地本来の特徴である伸びが発生しやすい。プリントラベル1が印刷走行中に多少でも伸長すれば、図3のような模様枠7またはそれに類似の図柄をラベル1に印刷していると、ラベル表面において模様枠7がずれてしまう。模様枠7のずれは、1mm程度であってもクレームの対象となり、ラベル印刷に際して非常の多くの印刷ロスを生じ、ラベルの製造コストを引き上げる原因となっている。
【0005】また、このラベル製造法では、長寸の細幅生地2を高速走行させながら連続印刷するため、細幅生地2の高速走行の開始から停止までの時間およびスクリーン枠の交換作業などを考慮すると、利益可能性のある1図柄のラベル印刷枚数は少なくても千枚近くになってしまう。このラベル製造法によって、1種類のラベルを数百枚程度で数回印刷すれば、スクリーン枠の頻繁な交換などのために高速に連続印刷できず、しかも大型で高価なスクリーン製作コストを償却できずに製造者側の赤字生産になる。
【0006】しかしながら、数百枚程度のラベル印刷は、高級オートクチュールの洋服やデザイナーズブランドの製品などについて必要であり、現在では繊維製品の一主流ともなっている。また、アパレルメーカーのようなユーザーでは、繊維製品のサンプル出荷の際にラベル発注があり、プリントラベルの生産は今後いっそう少量多品種に向かう傾向がある。
【0007】本発明は、実質的に無地の細幅生地に連続的に図柄を印刷するプリントラベル製造法に関する前記の問題点を改善するために提案されたものであり、少量多品種且つ少品種多量のラベル生産に柔軟に対応できる新規なプリントラベルの製造方法を提供することを目的としている。本発明の他の目的は、ラベル不良品の発生を極力抑止して印刷ロスを防ぐプリントラベルの製造方法を提供することである。本発明の別の目的は、オペレータの多数台管理が可能であるうえに、素材を選ばないプリントラベルの製造方法を提供することである。
【0008】
【課題を解決するための手段】
上記目的を達成するために、本発明の製造方法は、実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、得たラベル片を直ちにまたは一定枚数を保管した後に取り出す。さらに、緊張させた個々のラベル表面に、顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷して所定の図柄層を形成してから、該ラベル片の所定個所を折り曲げる。
【0009】この製造法では、テープ裁断ラインに対して複数の印刷ラインを環状または直線状に配列してラベル片を分配してもよい。また、図柄層を形成するには、個々のラベル片の大きさに応じた小さいスクリーン版を用いることが可能である。
【0010】本発明方法は、実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断するとともに、得た個々のラベル片の所定個所を折り曲げ、該ラベル片を直ちにまたは一定枚数を保管した後に取り出す。さらに、個々のラベル表面に通常の顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷し、所定の図柄層を形成する。裁断・折曲げ工程に対して複数の印刷ラインを環状または直線状に配列することが可能である。細幅生地の裁断および折曲げは、カットアンドホールド機で連続的に処理すると好ましい。
【0011】
【発明の実施の形態】
本発明に係るプリントラベルの製造方法では、図4に示すように、長尺の細幅生地11をまず公知の切断装置12によって1枚のラベル片15ごとに横方向に裁断する。細幅生地11は長尺であれば、ロール状でも単に重ねたものでもよい。裁断したラベル片15は、図4右側のように直ちに折曲げ装置13でラベル両端または中央を折り曲げても、図5のように文字や図柄の印刷後に折曲げ工程52でラベル両端または中央を折り曲げてもよい。横方向の裁断には公知のプレスカッタを用い、細幅生地11が合成繊維製であれば、ヒートカット装置を用いることができる。
【0012】素材である細幅生地11は、通常の天然・合成繊維製でも、ウレタン系繊維のようにストレッチ性のある繊維素材または比較的剛性の高い繊維素材であってもよい。また、細幅生地11には無地または数色の色糸を織り込んでもよく、その織柄については任意である。用いる細幅生地11は、公知の細幅織機で1本ずつ織成しても、合成繊維製の広幅織物であれば、機上に設置した多数本のヒートカッタで織成直後に縦方向に裁断して多数本同時に製造してもよい。
【0013】本発明方法において、裁断と折り曲げを同時に行う場合、図4に示す切断装置12と折曲げ装置13は、両者を組み合わせたカットアンドホールド機(商品名:ZFP、米国製)であってもよい。この工程において、例えば、細幅生地11をカットアンドホールド機のカッタ部で長さ60mmごとに寸断し、続いてカットアンドホールド機のホルダ部に送って両端辺5mmの位置で折り曲げる。
【0014】個々のラベル片15には、図5に例示するように、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17(図8参照)を形成する。図柄層17は、個々のラベルの大きさに応じた小さいスクリーン版で印刷して形成すればよく、スクリーン版が小さいことにより、印刷後に自動版洗浄機を用いて洗浄できる。図5に示す装置40では、ラベル片15を裁断および印刷工程の後にラベル両端または中央を折り曲げる。
【0015】本発明方法では、通常の有色インクを使用し、さらに光硬化性インクなどを用いてもよく、図10のように蛍光顔料を含む有色インクを用いて図柄層20をラベル21に形成してもよい。この有色インクは、一般にスクリーン印刷法で印刷する。この有色インクには隠蔽力の高い顔料及び展色材を含まず、クリアーな顔料及び展色材を用いることを要する。
【0016】図11に示すプリントラベル25は、その表面に通常の顔料を含むインクで図柄層26を設け、該図柄層のインクはカーボンブラックや酸化チタンなどの隠蔽力の高い顔料および展色材を含んでいてもよい。図柄層26の上側には、蛍光顔料を含むインクを塗布して別個の蛍光層28を形成してもよく、この場合に、蛍光層28は、ラベル表面のごく一部にまたはラベル25のほぼ全表面に設ける。本発明方法において、有色インクには白色インクを含み、蛍光顔料を含むインクには透明インクも包含する。
【0017】ラベル16の表面に図柄層17を形成するには、一般に、図柄の色数に応じて単数ないし複数台のスクリーン枠を環状配置する印刷・折曲げ装置(図5)または印刷装置18(図9)を用い、あるいはラベル片15の裁断・折り曲げラインに対して印刷装置を直線状に連続配置する。図柄が単色や2色程度であると、印刷装置を直線状に配置しても敷設面積は広くならない。
【0018】一般に、スクリーン印刷法によるラベル印刷工程は、細幅生地11の裁断および折曲げ工程に比べてかなり遅いので、ラベル片15を連続的に処理する場合には、印刷速度に裁断・折り曲げ工程の速度を合わせるかまたは複数の印刷ラインに分離し、1本のラベル切断ラインに対して複数の印刷ラインを配列させる。また、裁断・折曲げ工程に比べて印刷ライン数が少ない場合には、ラベル片15の裁断または折曲げ工程において一定枚数を保管してから、各印刷ラインに送り出してもよい。
【0019】
【実施例】
次に、本発明を実施例に基づいて説明する。本発明においてプリントラベルを製造するには、例えば、図4左側に示す公知の切断装置12とともに、図5に示すラベル印刷および折曲げ装置40を用いる。
【0020】本発明方法は、素材として無地の細幅生地11(図4)を使用し、これは一般にポリエステルなどの合成繊維製であってロール状に巻かれている。細幅生地11は、通常、細幅織機を用いて織成するけれども、広幅織物からの広幅布を帯状に裁断して製造してもよい。細幅生地11は、図4の切断装置12において、ヒートカットによって1枚のラベル片15ごとに横方向に裁断していく。裁断した直線状のラベル片15は、そのまま1枚ずつテーブル42上に送られ、切断装置12では印刷速度に合わせて裁断するので、約5秒で1枚程度の裁断速度である。
【0021】テーブル上のラベル片15は、搬送機(図示しない)によってキャリア44上に送られ、両端部を把持して緊張させてから、図5の矢印方向へ搬送して印刷および折曲げを行い、ついで該キャリアから取り出す。キャリア44は、楕円形環状のガイドレール(例えば、商品名:HMG、THK社製)46上を走行する搬送ラインを有し、この搬送ラインは幅30cm、長さ72cm程度の広さであり、該レールを1周するとラベル載置位置に戻る。レール46を1周する間に、印刷工程48、乾燥工程50および折曲げ工程52を通過し、取り出し工程54においてラインから出る。
【0022】図5に示すラベル搬送ラインにおいて、工程48,50,52,54は任意の位置に設定できるけれども、精確さを要求される印刷工程48および折曲げ工程52はライン直線部に設定すると好ましい。印刷工程48および乾燥工程50は、ラベルが1色だけの場合は48a,50aの1組だけでよく、図5では3色印刷が可能なように48b,50bおよび48c,50cを加えた3組を示している。
【0023】印刷工程48では、ラベル片15の表面に、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17(図8参照)を形成する。図柄層17は、小型のスクリーン枠を設置したスクリーン印刷機によって形成し、該スクリーン枠はラベル1枚が印刷可能な大きさであればよく、その製作は比較的容易である。乾燥工程50は、単にドライヤを設置すればよく、印刷工程48aから48b、48bから48cまでの間に塗布インクを乾燥する。
各印刷工程48a,48b,48cでは、同時に印刷作業を行うことが望ましく、常に同時印刷が可能なように各印刷工程の間隔とレール46上のキャリア数とを定める。
【0024】図6と図7には、装置40で用いるキャリア44の一例を示している。キャリア44は、下方の搬送台56と、上方のラベル載置台58と、前後端に配置する1対の旋回アーム60,60とを備える。搬送台56は、下端の把持部材62によってレール46上で摺動自在に取り付け、該把持部材における1対の対向フック部64,64でレール46を挟んでいる。ラベル載置台58は、搬送台56の上方に設置し、浅いV字形状に上方の左右へ拡がり、ラベル載置面66は平坦である。また、旋回アーム60はL字形側面を有し、圧縮バネ68の弾力に逆らって図5の矢印方向に回動可能である。
【0025】ラベル片15は、キャリア44上へ搬送された後に載置面66上へ押し出され、この際に載置面66を越えるラベル端部70,70は下方へ多少折れ曲がる。一方、載置面66への押圧と同時に、各アーム60の水平部71が図6の矢印方向へ押されて旋回し、係止爪72と載置面端部との間が開き、この間にラベル端部70が入り込む。ついでラベル押圧の解放により、アーム60,60が図6の実線位置を越えてさらに内方へ戻り、係止爪72によってラベル端部70を載置台58の下側に引き込むことにより、ラベル片15は緊張された状態になる。ラベル片15の長さや厚みが替わった場合には、載置台58を交換し且つアーム60,60を横方向にずらすことで対応できる。ラベル片15を大きく変更する場合には、キャリア44ごと交換してもよい。
【0026】緊張したラベル片15を取り付けたキャリア44は、印刷工程48a、48b、48cにおいて、ストッパ(図示しない)によって確実に位置決めして印刷ズレを防ぐ。ラベル片15に文字や図形などを印刷してから、キャリア44を折曲げ工程52へ移動させる。
【0027】折曲げ工程52において、1対の横V字形の爪部材(図示しない)でラベル片15の端部70,70を横方向から挟むとともに、1対の旋回アーム60,60をさらに内方へ旋回して端部70,70から外す。ついで載置台58を横水平方向の位置74へ引き出し、同位置から平坦なベッド(図示しない)を差し込み、前記の爪部材を横方向へ引き出すと同時に、上方のヒートプレス機76のスライダを加工させてラベル片15をヒートプレスして、折曲げ片30,30を形成したラベル16(図8)を得る。ヒートプレスの後に、平坦なベッドを引き出し、載置台58を戻してラベル16を載せる。
【0028】キャリア44が、取り出し工程54に移動すると、バキューム機などによってラベル16を取り出し、適当な箱に詰めていく。ラベル印刷および折曲げ装置40は、比較的低速の約5秒でプリントラベル1枚を製造して少量多品種のラベル生産に容易に対応し、24時間稼動させることはもとより、ロボットを用いて無人化することも可能である。
【0029】本発明の別の製造方法として、切断装置12は、図4の右側に示すヒートカット工程78を組み合わせて設置することが可能であり、切断装置12と折曲げ装置13の代わりに、公知のカットアンドホールド機(商品名:ZFP、米国製)を用いてもよい。素材である無地の細幅生地11は一般に合成繊維製であり、該生地をまずヒートカット装置12によって1枚のラベル片15ごとに横方向に裁断し、ついで折曲げ装置13で連続的にラベル両端または中央を折り返し、各ラベル16について折曲げ片30,30(図8)を形成する。
【0030】得たラベル16は、裁断および折り曲げ後に一定枚数を保管し、ついで図8のように個々のラベル表面に、通常の顔料を含む有色インクで文字や図形などを印刷して所定の図柄層17を形成する。ラベル16の表面に図柄層17を形成するには、一般に、図柄の色数に応じて複数台のスクリーン枠31を環状配置する印刷装置18(図9)を用い、この印刷ラインは細幅生地11の裁断および折曲げラインに対して複数台設置する。
【0031】図9では、個々のラベル16は、コンベヤに載置されて矢印35の方向から送り込まれ、スクリーン印刷装置18において、各スクリーン枠31によって1色の印刷後に装置32で直ちに乾燥し、ついで次の色を印刷することにより、最終的に3色の印刷を行う。印刷装置18では、3台のスクリーン枠31を等間隔で環状に配置し、各スクリーン枠の後方に公知の乾燥装置32を配列している。スクリーン枠31の寸法は、個々のラベル16の平面形状に対応する大きさでよく、従来のスクリーン枠よりも小さい。印刷装置18において、個々のラベル16をターンテーブル36上で矢印37の方向へ搬送しながら印刷し、コンベヤに載置して矢印38の方向へ送り出す。
【0032】本発明方法では、個々のラベル16を1枚ずつ光電管などで位置決めしながら印刷することにより、従来のラベル製造法のような長寸の細幅生地11の高速走行がなく、布地の高速走行の際に発生する伸びが問題になることがない。ラベル16では、模様枠39のような図柄を印刷しても、その表面における印刷位置が正確であって模様枠39がずれずに美麗であり、ラベル印刷に際して不良品の発生を防ぐことができる。
【0033】図10に示すラベル21は、例えばポリエステル繊維製であり、そのラベル表面に蛍光顔料を含む有色インクでデザインやネームをスクリーン印刷して図柄層20を形成する。ラベル21に用いる生地22は、蛍光顔料の存在が検知できなくなるので、蛍光増白染料または蛍光増白剤で処理しないものを用いる。図柄層20における有色インクには、隠蔽力の高い顔料および展色材であるカーボンブラックや酸化チタンなどを含まず、スクリーンカラー分解用などのクリアーな顔料および展色材を用いる。したがって、有色インクは、多彩な着色が可能であるけれども一般に明色である。
【0034】図柄層20に添加される蛍光顔料は、例えば、硫化物または酸化物を主成分とする蛍燐光体顔料(根本特殊化学製)である。この蛍光顔料は、特定の励起光(例えば254nm、365nm)を有するランプの照射でのみ発光し、通常の太陽光や蛍光灯の照射では発光しない性質を有し、その添加量は一般にインク全量の約10〜20重量%であると好ましい。図柄層20の厚みは3〜5μmでも発色効果があるけれども、厚みを増すほど発色度を上げることができる。
【0035】図11に示すプリントラベル25は、生地33の表面に通常の顔料を含むインクでデザインやネームを印刷して図柄層26を形成し、図柄層26の上側に蛍光顔料を含むインクを塗布して別個の蛍光層28を形成する。
図柄層26のインクは、カーボンブラックや酸化チタンなどの隠蔽力の高い顔料および展色材を含んでいてもよく、黒色の図柄層26であっても蛍光層28に発色作用を維持できるので使用可能である。また、生地33の表面に通常の顔料を含むインクで図柄層26を設け、蛍光層28を生地33のほぼ全表面または縦方向に沿って形成してもよい。実際には、蛍光顔料を含むインクは高価であるので、蛍光層28を生地33のごく一部に設けるだけでよい。
【0036】プリントラベル21または25において、図柄層20または蛍光層28に含まれる特殊な蛍光顔料は、特定の励起光でのみ発光して通常の太陽光や蛍光灯では発光しない。この特定の励起光を発生する小型ランプは、十分に手持ちが可能であり、安価であるので小売業者の段階まで配布しても費用が大して嵩まない。このランプでプリントラベルを照射すると、図柄層20または蛍光層28が明確に発光するから、このラベルを付した繊維製品が真正品であるか否かを容易に確認できる。このラベルは、目視しただけでは特殊な蛍光顔料が塗布されていることが全く判らず、偽造者が同一のラベルを製造することは非常に困難である。
【0037】
【発明の効果】
本発明の製造方法は、1図柄のラベル印刷枚数を少なくして少量多品種のラベル生産に容易に応じることができ、数百枚程度のラベルを複数回印刷すれば印刷工程におけるロスが少なく、且つ大量の場合はラインを増やせばよく、版が小さいためコスト負担が軽減吸収されるので十分対応でき、顧客の納期希望にも容易に対応可能である。本発明の製造方法では、ラベルを1枚ずつ印刷していくから、従来のラベル製造法のように長寸の細幅生地を高速走行させる際に強く引っ張るようなことがなく、布地本来の特徴である伸びをラベル生地に発生させない。
このため、このラベルに模様枠のような図柄を印刷してもラベル表面において模様枠がずれることが解消して印刷ロスが生じず、製造コストを引き上げる要因となる不良品の発生を抑止できるので経済的である。
【0038】本発明方法では、個々のラベルの大きさに応じた小型のスクリーン版への交換が容易であり、小型のスクリーン版を用いると版製造コストが下がって短期間に償却できる。スクリーン版が小さいと、印刷後に自動版洗浄機を用いて自動洗浄が可能となり、作業所を美しく清掃できる。本発明方法のようにラベルを1枚ずつ印刷していくと、ラベルの検品作業が殆ど省け、さらに枚数管理もほぼ完璧になる。本発明方法は、ラベル1枚当たりの処理速度が遅いことでオペレータの多数台管理および高齢者の雇用が可能となり、ロボットによる自動制御が行いやすく、最終的にラベル製造工場における人員削減にも寄与できる。
【0039】本発明方法で製造されるラベルは、規格化がしやすいために受発注業務をIT化でき、コンピューター上で世界に市場を求めることが可能になり、用いる素材を選ばず、ストレッチ性のある繊維素材または比較的剛性の高い繊維素材も使用可能である。このラベルでは、白地に白柄のように図柄を生地と同色にでき、且つ従来の連続印刷ラベルにおける切り線の印刷が不要になり、この切り線が取り付けた薄地衣料の背中に透けて見えるというトラブルが発生しない。
【0040】本発明方法で製造したラベルは、通常のプリントラベルと同様にデザインやネームなどを表示し、該ラベルによって小売業者や一般消費者は商品の内容を確認できる。また、このラベルが模造されても、特殊な蛍光顔料を含む図柄層または蛍光層を形成していれば、偽造ラベルを用いた商品を容易に検出できる。このプリントラベルは、それを縫着する衣料品や身飾品に関して、偽造品が専門の取引業者でも外観から識別できないほど酷似していても、このラベルによってその偽造品を早期且つ確実に検出できる。
【図面の簡単な説明】
【図1】従来のラベル印刷装置を示す概略側面図である。
【図2】従来のラベル裁断および折曲げ装置を示す概略側面図である。
【図3】従来のプリントラベルを例示する斜視図である。
【図4】本発明方法に用いるラベル裁断装置を示す概略側面図である。
【図5】本発明方法に用いるラベル印刷および折曲げ装置を示す概略平面図である。
【図6】図5の装置に用いるラベルキャリアを一部切り欠いて示す概略正面図である。
【図7】図6のラベルキャリアの概略側面図である。
【図8】本発明で得たプリントラベルの一例を示す平面図である。
【図9】本発明方法に用いる他のラベル印刷装置の概略平面図である。
【図10】別のプリントラベルの概略断面図である。
【図11】さらに別のプリントラベルの概略断面図である。
【符号の説明】
11 細幅生地
12 切断装置
13 折曲げ装置
15 ラベル片
16 プリントラベル
40 ラベル印刷および折曲げ装置
Claims (5)
- 実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、得たラベル片を直ちにまたは一定枚数を保管した後に取り出し、緊張させた個々のラベル表面に、顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷して所定の図柄層を形成してから、該ラベル片の所定個所を折り曲げるプリントラベルの製造方法。
- 実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断し、得たラベル片を直ちにまたは一定枚数を保管した後に取り出し、テープ裁断ラインに対して複数の印刷ラインを環状または直線状に配列してラベル片を分配し、個々のラベル片の大きさに応じた小さいスクリーン版を用いて、緊張させた個々のラベル表面に有色インクで文字や図形などを印刷して所定の図柄層を形成してから、該ラベル片の所定個所を折り曲げるプリントラベルの製造方法。
- 実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断するとともに、得た個々のラベル片の所定個所を折り曲げ、該ラベル片を直ちにまたは一定枚数を保管した後に取り出し、個々のラベル表面に通常の顔料および/または蛍光顔料を含む有色インクで文字や図形などを印刷して所定の図柄層を形成するプリントラベルの製造方法。
- 実質的に無地の細幅生地を1枚のラベル片ごとに横方向に裁断するとともに、得た個々のカット片の所定個所を折り曲げ、該ラベル片を直ちにまたは一定枚数を保管した後に、テープ裁断・折曲げラインに対して複数の印刷ラインを環状または直線状に配列してラベル片を分配し、個々のラベル片の大きさに応じた小さいスクリーン版を用いて文字や図形などを印刷して所定の図柄層を形成するプリントラベルの製造方法。
- 細幅生地の裁断工程および折曲げ工程をカットアンドホールド機で連続処理する請求項3または4記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002361833A JP2004191802A (ja) | 2002-12-13 | 2002-12-13 | プリントラベルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002361833A JP2004191802A (ja) | 2002-12-13 | 2002-12-13 | プリントラベルの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004191802A true JP2004191802A (ja) | 2004-07-08 |
Family
ID=32760444
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002361833A Pending JP2004191802A (ja) | 2002-12-13 | 2002-12-13 | プリントラベルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004191802A (ja) |
-
2002
- 2002-12-13 JP JP2002361833A patent/JP2004191802A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4597991B2 (ja) | プリントラベル作製用テープとテープ製造法 | |
| US20180286290A1 (en) | Label and method of manufacturing the same from recycled material | |
| US7465695B2 (en) | Method of manufacturing a printed textile ribbon | |
| US20060199733A1 (en) | Sublimation dying of textiles and other materials | |
| ITMO20110160A1 (it) | Supporto informativo. | |
| US6494362B1 (en) | ID labeled fabric and method of applying an ID label to fabric at its point of manufacture | |
| JP2017204264A (ja) | Rfidタグを備えたケアラベルおよびその製作方法 | |
| CN211036401U (zh) | 一种制品及生产用于鉴别数控染色工艺的人工制品的系统 | |
| US3962730A (en) | Removal of faulty material in the manufacture of non-metallic webs | |
| JP2004191802A (ja) | プリントラベルの製造方法 | |
| US20050153614A1 (en) | Compound fabric for embroidering | |
| JP2001211913A (ja) | スライドファスナー | |
| KR101502123B1 (ko) | 감온변색 테이프와 알에프아이디칩이 구비된 위조방지용 라벨 및 이의 제조방법 | |
| KR20150104367A (ko) | 날염 무늬를 갖는 양면 직물과 그 제조방법 및 그 제조용 제직빔 형성장치 | |
| JP2001255823A (ja) | 両面印刷テープとその製造法 | |
| JP2547100Y2 (ja) | 真正商品確認用の織ラベル | |
| US20050160957A1 (en) | Embroidery method | |
| JP2650151B2 (ja) | 真正商品確認用の織ラベル | |
| JP2986714B2 (ja) | 織ラベルの製造法 | |
| US20080168936A1 (en) | Production method and product made of fabric incorporating a tracking transponder | |
| GB2337724A (en) | Making applique items | |
| WO2023099822A1 (fr) | Procédé d'impression sur un textile de laize etroite | |
| JP2005226165A (ja) | Icタグを取付けた織物 | |
| JPH08328474A (ja) | 多層の織ラベル | |
| CN117721601A (zh) | 纺织品标签加工方法及纺织品 |