JP2004165692A - Method for manufacturing semiconductor device - Google Patents
Method for manufacturing semiconductor device Download PDFInfo
- Publication number
- JP2004165692A JP2004165692A JP2004001105A JP2004001105A JP2004165692A JP 2004165692 A JP2004165692 A JP 2004165692A JP 2004001105 A JP2004001105 A JP 2004001105A JP 2004001105 A JP2004001105 A JP 2004001105A JP 2004165692 A JP2004165692 A JP 2004165692A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- plating film
- lead
- bath
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Landscapes
- Electroplating Methods And Accessories (AREA)
- Lead Frames For Integrated Circuits (AREA)
Abstract
Description
本発明は、リードフレームに、少なくとも2層のメッキ膜を形成する半導体装置の製造方法に関する。 The present invention relates to a method for manufacturing a semiconductor device in which at least two plating films are formed on a lead frame.
従来の半導体装置では、導電性基体の表面に、例えば、Sn単体から成る第1メッキ膜と、Ag、Bi、Cu、In、Znの中から選ばれる少なくとも1種類を含有するSn合金から成る第2メッキ膜が形成されている。そして、第1メッキ膜の半田付け温度が、第2メッキ膜の半田付け温度よりも高く、半田付け性に優れた構造が開示されている(例えば、特許文献1参照)。 In a conventional semiconductor device, a first plating film made of, for example, Sn alone and a Sn alloy made of a Sn alloy containing at least one selected from Ag, Bi, Cu, In, and Zn are formed on the surface of a conductive substrate. Two plating films are formed. Then, a structure in which the soldering temperature of the first plating film is higher than the soldering temperature of the second plating film and excellent in solderability is disclosed (for example, see Patent Document 1).
また、従来の多層メッキ鋼板の製造方法では、不溶性陽極を用いた電気ブリキラインに関し、Snメッキの上に、種類の異なる金属を重ねて連続メッキする外観均一性に優れた多層メッキ鋼板の製造方法が開示されている(例えば、特許文献2参照)。 Further, in the conventional method for producing a multilayer plated steel sheet, a method for producing a multilayer plated steel sheet having excellent appearance uniformity in which different types of metals are successively plated on Sn plating with respect to an electric tin plate using an insoluble anode. Is disclosed (for example, see Patent Document 2).
以下に、メッキ装置に関し、図6から図9を参照とし説明する。 Hereinafter, the plating apparatus will be described with reference to FIGS.
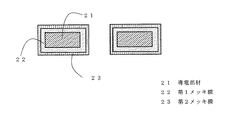
図7は、図6に示した半導体リードフレームにおけるA−A断面図である。例えば、導電部材21はCu系合金またはFe−Ni系合金で構成されている。そして、それらの導電部材21の表面には、異なる材料の2層のメッキ膜が施されている。 FIG. 7 is a cross-sectional view taken along the line AA of the semiconductor lead frame shown in FIG. For example, the conductive member 21 is made of a Cu-based alloy or an Fe-Ni-based alloy. The surfaces of the conductive members 21 are plated with two layers of different materials.
図8は、自動メッキ装置全体のレイアウトである。先ず、アルカリ電解洗浄浴槽31において、導電部材21表面の前処理が行われ、半田メッキ皮膜の密着性や半田付け性を阻害する有機性の汚染物質が除去される。次に、導電部材21は、水洗用浴槽32で洗浄された後、化学エッチング浴槽33において、化学エッチング処理(基本的には酸化―還元反応を利用した処理)が行われる。 FIG. 8 is a layout of the entire automatic plating apparatus. First, in the alkaline electrolytic cleaning bath 31, a pretreatment is performed on the surface of the conductive member 21 to remove organic contaminants that hinder the adhesion and solderability of the solder plating film. Next, after the conductive member 21 is washed in the washing bath 32, a chemical etching process (basically, a process using an oxidation-reduction reaction) is performed in the chemical etching bath 33.
次に、導電部材21は、水洗用浴槽34において洗浄された後、酸活性化浴槽35で、水洗用浴槽34で付着した酸化膜が除去される。次に、水洗用浴槽36において洗浄された後、半田メッキ装置37で、メッキ処理が施される。半田メッキ液は強酸性のため、メッキ処理後のメッキ膜表面は酸性になっている。そのような表面では時間の経過とともに、メッキ膜が変色し、半田付け性が劣化する。そのため、水洗用浴槽38、中和処理浴槽39において、メッキ膜表面に残留する酸を中和し、吸着している有機物を除去する。その後、導電部材21は、水洗用浴槽40、湯洗用浴槽41で洗浄され、乾燥装置42で、乾燥される。
Next, after the conductive member 21 is washed in the
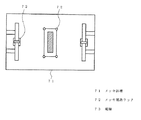
図9は、図8に示した化学エッチング浴槽33のB−B方向における断面図である。 FIG. 9 is a cross-sectional view of the chemical etching bath 33 shown in FIG.
この化学エッチング浴槽33の働きは、上述した通りである。ここでは、このメッキ装置における仕組みについて説明する。このメッキ装置では、横送り式プッシャー331と搬送レール332は、共に上下方向に可動できるようになっている。そして、それらの可動範囲の上限位置および下限位置が決められており、その間を繰り返し動いている。吊り下げ用フック333は、作業目的に応じ、適した間隔で搬送レール332に掛けられる。通常は、隣り合った浴槽のセンター間の距離である。そして、メッキされる導電部材21を吊っているメッキ補助ラック334は、この吊り下げ用フック333に掛けられ、このメッキ装置にセットされる。
The function of the chemical etching bath 33 is as described above. Here, the mechanism of the plating apparatus will be described. In this plating apparatus, both the lateral
次に、横送り式プッシャー331について述べる。横送り式プッシャー331間の距離は、基本的には、隣り合った浴槽のセンター間の距離とほぼ等しい。そして、この横送り式プッシャー331は、1本のアームに設置されており、作業方向へ吊り下げ用フック333を1スパン送ると、その分戻るようになっている。そして、この横送り式プッシャー331は、搬送レール332が上限位置で、吊り下げ用フック333を1スパン送り、搬送レール332が下限位置で、その分横送り式プッシャー331が戻るようになっている。また、搬送レール332は、上下方向には動くが進行方向には動かない。この作業の繰り返しにより、このメッキ装置は機能している。
リードフレーム等の導電部材表面に、例えば、Sn金属とBi金属とのようにイオン化傾向の異なる合金メッキ膜を形成する場合、イオン化傾向の大きいBiが優先的に析出されてしまう。そして、この現象により、第1メッキ膜の表面は、非平滑な析出粒子で皮膜形成され、第1メッキ膜の表面に、第2メッキ膜を形成した場合にも、該析出粒子により、非平滑なメッキ膜表面が形成されてしまう。 When an alloy plating film having a different ionization tendency, such as Sn metal and Bi metal, is formed on the surface of a conductive member such as a lead frame, Bi having a high ionization tendency is preferentially deposited. Due to this phenomenon, the surface of the first plating film is formed with non-smooth deposited particles, and even when the second plating film is formed on the surface of the first plating film, the surface of the first plating film becomes non-smooth due to the deposited particles. This results in the formation of a plating film surface.
メッキ処理が施されたリードフレームの表面が、非平滑なメッキ膜表面の状態で、例えば、リードの曲げ加工が行われると、該析出粒子が脱落し、脱落した粒子がリード間に付着する。そして、リードに通電端子を当接し、ICの良否判定する工程では、リード間に付着した粒子により、不良と判定されてしまうという問題があった。 If, for example, the lead is bent in a state where the surface of the lead frame subjected to the plating treatment is a non-smooth plating film surface, the precipitated particles fall off, and the dropped particles adhere between the leads. Then, in the step of contacting the current-carrying terminals with the leads and determining the quality of the IC, there was a problem that particles adhering between the leads were determined to be defective.
本発明は、上記した従来の課題に鑑みてなされたもので、本発明の半導体装置の製造方法では、CuまたはFe−Niを主材料とするリードにSn金属を主金属材料とする第1のメッキ膜を形成し、リード最表面には前記Sn金属とBi金属との合金から成る第2のメッキ膜を形成し、前記リードを導電手段に固着する半導体装置の製造方法において、前記第1のメッキ膜は、前記Sn金属に対して0〜1重量%程度の前記Bi金属を含むことを特徴とする。従って、本発明の半導体装置の製造方法では、第1メッキ膜層を形成するメッキ液に関し、Snに対して0〜1重量%程度のBiが含まれるようにすることで、メッキ膜表面に形成される析出粒子を抑制することができる。 SUMMARY OF THE INVENTION The present invention has been made in view of the above-mentioned conventional problems, and in a method of manufacturing a semiconductor device according to the present invention, a first lead made mainly of Cu or Fe-Ni is made of Sn metal as a main metal material. A method of manufacturing a semiconductor device in which a plating film is formed, a second plating film made of an alloy of the Sn metal and the Bi metal is formed on the outermost surface of the lead, and the lead is fixed to conductive means. The plating film includes the Bi metal in an amount of about 0 to 1% by weight based on the Sn metal. Therefore, in the method of manufacturing a semiconductor device according to the present invention, the plating solution for forming the first plating film layer is formed on the plating film surface by including about 0 to 1% by weight of Bi with respect to Sn. Deposited particles can be suppressed.
また、本発明の半導体装置の製造方法では、CuまたはFe−Niを主材料とするリードを用意し、前記リードに回路装置を電気的に接続し、前記リードの一部が露出するように封止体により封止し、前記リードを導電手段に固着する半導体装置の製造方法において、前記リードの表面には、Sn金属を主金属材料とし、前記Sn金属に対して0〜1重量%程度のBi金属が含まれる第1のメッキ膜が形成され、最表面には前記Sn金属と前記Bi金属との合金から成る第2のメッキ膜が形成されることを特徴とする。従って、本発明の半導体装置の製造方法では、第1メッキ膜層を形成するメッキ液に関し、Snに対して0〜1重量%程度のBiが含まれるようにすることで、メッキ膜表面に形成される析出粒子を抑制することができる。そして、リードの曲げ加工等での析出粒子の脱落を防止し、IC判定での誤認を低減させることができる。 In the method of manufacturing a semiconductor device according to the present invention, a lead mainly composed of Cu or Fe-Ni is prepared, a circuit device is electrically connected to the lead, and sealing is performed so that a part of the lead is exposed. In the method of manufacturing a semiconductor device in which the lead is fixed to a conductive means by sealing with a stopper, Sn metal is used as a main metal material on the surface of the lead, and about 0 to 1% by weight based on the Sn metal. A first plating film containing Bi metal is formed, and a second plating film made of an alloy of the Sn metal and the Bi metal is formed on the outermost surface. Therefore, in the method of manufacturing a semiconductor device according to the present invention, the plating solution for forming the first plating film layer is formed on the plating film surface by including about 0 to 1% by weight of Bi with respect to Sn. Deposited particles can be suppressed. Then, it is possible to prevent the precipitated particles from falling off due to bending of the lead or the like, and to reduce false recognition in IC determination.
第1の効果としては、このメッキ装置は、メッキ液が両浴槽間を移動される機能を有する。そのことにより、1本の搬送レールで連続して単層のまたは複数の組み合わせのメッキ膜を形成することができる。そして、導電部材に形成するメッキ膜が変わるごとにメッキ液を交換することがなくなり、メッキ装置を一時停止することがない。このことにより、1本の搬送レールで連続して、導電部材に複数の組み合わせのメッキ膜を形成することができる。そのため、作業時間を大幅に短縮させることができ、かつ、メッキ液を入れ換える手間を省くことができる。また、同一の浴槽でのメッキ液の入れ換えのとき、それぞれのメッキ液どうしが混入することがなくなる。そのため、メッキ液の管理およびメッキ浴槽、メッキ用設備などのメンテナンスにおける労力も大幅に減らすことができる。 As a first effect, this plating apparatus has a function of moving a plating solution between both bathtubs. As a result, a single-layer or a combination of a plurality of plating films can be formed continuously by one transport rail. Further, the plating solution is not changed every time the plating film formed on the conductive member is changed, and the plating apparatus is not temporarily stopped. Thereby, a plurality of combinations of plating films can be formed on the conductive member continuously by one transfer rail. For this reason, the working time can be greatly reduced, and the labor for replacing the plating solution can be omitted. Further, when the plating solutions are exchanged in the same bathtub, the respective plating solutions do not mix with each other. Therefore, the labor for managing the plating solution and for maintaining the plating bath, plating equipment, and the like can be significantly reduced.
第2の効果としては、本発明のメッキ方法でメッキ作業を行うことにより、表面積等の異なる様々な導電部材に対して、強い電流密度の大部分を導電部材から逃がしてメッキすることができる。そのことにより、表面積やデザイン等の異なる導電部材に対して、使用するメッキ液の好適な範囲内の電流密度で、メッキ処理を行うことができる。更に、メッキ液内の電界がコントロールされ、導電部材の全ての表面に、より均一に電流密度がかかるようになる。その結果、様々な導電部材に対してメッキ膜厚およびメッキ膜組成分布の最適化と均一性のとれたメッキ膜を形成できるようになる。 As a second effect, by performing the plating operation by the plating method of the present invention, it is possible to release most of the strong current density from the conductive member to various conductive members having different surface areas and the like. As a result, it is possible to perform a plating process on conductive members having different surface areas and designs with a current density within a suitable range of a plating solution to be used. Further, the electric field in the plating solution is controlled, so that the current density is uniformly applied to all surfaces of the conductive member. As a result, it is possible to optimize a plating film thickness and a plating film composition distribution and form a uniform plating film for various conductive members.
第3の効果としては、導電材質の部材で構成された4本の主柱から成る直方体の形をしたメッキ補助ラックを使用する。そのことで、表面積等の異なる様々な導電部材に対しても高品質なメッキ膜を形成することができる。 As a third effect, a plating auxiliary rack having a rectangular parallelepiped shape composed of four main pillars made of a conductive material is used. Thus, a high-quality plating film can be formed on various conductive members having different surface areas and the like.
第4の効果としては、Cu単体、Cu合金またはFe―Ni合金のような導電部材の表面に複数層のメッキ膜が施される半導体装置の製造方法において、第1メッキ膜がSn−Biの金属材料、特に、微量のBiが混入するSnを主金属材料とするメッキ液を用いてメッキ膜が形成される。そのことで、第1メッキ膜の表面には析出粒子が発生しないか、または、発生しても極微細な析出粒子である良好なメッキ膜を有する半導体装置の製造方法を実現することができる。 As a fourth effect, in a method of manufacturing a semiconductor device in which a plurality of plating films are formed on the surface of a conductive member such as Cu alone, a Cu alloy, or an Fe—Ni alloy, the first plating film is formed of Sn—Bi. A plating film is formed using a metal material, in particular, a plating solution containing Sn as a main metal material mixed with a trace amount of Bi. This makes it possible to realize a method of manufacturing a semiconductor device having no plating particles generated on the surface of the first plating film or having a favorable plating film that is extremely fine precipitated particles even if it occurs.
先ず、第1の実施の形態として、図1、図2および図7を参照し、メッキ前処理ラインとメッキラインとを有するメッキ装置を説明する。メッキラインには複数のパターンのメッキ膜層を形成するためのメッキ浴槽を有し、そのメッキ浴槽にはそれぞれメッキ液収納浴槽を設けたことを特徴とする。 First, as a first embodiment, a plating apparatus having a plating pretreatment line and a plating line will be described with reference to FIGS. 1, 2, and 7. FIG. The plating line has a plating bath for forming a plating film layer of a plurality of patterns, and the plating bath is provided with a plating solution storage bath.
図1は、本発明であるメッキ装置を実施するためのメッキラインの機能を簡略に示したレイアウトである。このメッキラインでは、プレディップ浴槽43、第1メッキ浴槽44、第2メッキ浴槽45、第3メッキ浴槽46、水洗用浴槽47が搬送レール42の下に設置される。そして、横送り式プッシャー41により1ピッチずつ送られ、それらの浴槽を用いて導電部材21(図4参照)にメッキ膜を形成する。この機構は、従来と同様である。 FIG. 1 is a layout schematically showing the functions of a plating line for implementing a plating apparatus according to the present invention. In this plating line, a pre-dip bath 43, a first plating bath 44, a second plating bath 45, a third plating bath 46, and a washing bath 47 are provided below the transport rail 42. Then, they are fed one pitch at a time by a lateral feed type pusher 41, and a plating film is formed on the conductive member 21 (see FIG. 4) using these bathtubs. This mechanism is the same as the conventional one.
本発明は、メッキ浴槽に対応して必要なだけメッキ液収納浴槽を設置する形態である。例えば、図1に示したように、第1メッキ浴槽44には、メッキ液収納浴槽を設置しない。第2メッキ浴槽45には、第1メッキ液収納浴槽49を設置し、第3メッキ浴槽46には、第2メッキ液収納浴槽50を設置する。この場合、作業スペースを効率的に活用するためにも、また、メッキ液収納時、メッキ液が短時間に収納できるようにメッキ浴槽の下にメッキ液収納浴槽(以下、メッキ液収納浴槽を収納浴槽と呼ぶ。)を設置した。そのことにより、このメッキラインにおいて、1本の搬送レールで、導電部材21に、連続して複数の組み合わせのメッキ膜を形成することができることに特徴を有する。
The present invention is a mode in which a plating solution storage bath is provided as necessary in accordance with a plating bath. For example, as shown in FIG. 1, the first plating bath 44 does not include a plating solution storage bath. In the second plating bath 45, a first plating
図2は、本発明であるメッキ装置を実施するためのメッキラインの機能を簡略に示したレイアウトである。このメッキラインでは、プレディップ浴槽53、第1メッキ浴槽54、第2メッキ浴槽55、第3メッキ浴槽56、水洗用浴槽57が搬送ライン52の下に設置される。そして、横送り式プッシャー51により1ピッチずつ送られ、それらの浴槽を用いて導電部材21にメッキ膜を形成する。
FIG. 2 is a layout schematically showing the function of a plating line for implementing the plating apparatus according to the present invention. In this plating line, a pre-dip bath 53, a first plating bath 54, a second plating bath 55, a
そして、全てのメッキ浴槽に対して収納浴槽を設置している。例えば、図2では、第1メッキ浴槽54に第1収納浴槽59を、第2メッキ浴槽55に第2収納浴槽60を、第3メッキ浴槽56に第3収納浴槽61を、それぞれ設置する。この場合も、図1を用いて上述したように、メッキ浴槽の下に収納浴槽を設置した。そのことにより、このメッキラインでは、連続して複数の組み合わせのメッキ膜を、使用用途に応じて形成することができることに特徴を有する。
And, storage tubs are installed for all plating tubs. For example, in FIG. 2, a first storage bath 59 is provided in the first plating bath 54, a second storage bath 60 is provided in the second plating bath 55, and a third storage bath 61 is provided in the
第1の形態について具体的に述べる。このメッキラインの搬送の仕組みは上記した図9と同様である。例えば、この図1のメッキラインでは、第1メッキ浴槽44にはSnのメッキ液が入れられ、第2メッキ浴槽45にはSn―Biのメッキ液が入れられ、第3メッキ浴槽46にはSn―Agのメッキ液が入れられている。そして、これらのメッキ浴槽は、メッキされた導電部材21の使用用途に応じて必要なメッキ浴槽が選択される。一方、必要でないメッキ浴槽では、浴槽内のメッキ液は、収納浴槽へと移動される。しかし、この形態では、Snのメッキ液が入った第1メッキ浴槽44には、常に、メッキ液が入れられ、導電部材21は、このSnのメッキ液に浸漬される。この結果、導電部材21にSnの単層のメッキ膜が形成されたり、1層目がSnで2層目がSn―BiまたはSn―Agのメッキ膜が形成される。なおリード材の構造は、図7と同じであるので符号を共通とした。 The first mode will be specifically described. The mechanism of transport of this plating line is the same as in FIG. 9 described above. For example, in the plating line of FIG. 1, the first plating bath 44 contains a Sn plating solution, the second plating bath 45 contains a Sn—Bi plating solution, and the third plating bath 46 contains Sn. -Ag plating solution is contained. A necessary plating bath is selected from these plating baths according to the intended use of the plated conductive member 21. On the other hand, in an unnecessary plating bath, the plating solution in the bath is moved to the storage bath. However, in this embodiment, the plating solution is always put in the first plating bath 44 containing the Sn plating solution, and the conductive member 21 is immersed in the Sn plating solution. As a result, a single-layer Sn plating film is formed on the conductive member 21, or a Sn-Bi or Sn-Ag plating film is formed on the first layer of Sn and the second layer. The structure of the lead material is the same as that of FIG.
第1に、導電部材21にSn単層の第1メッキ膜22のみを形成するケースについて述べる。ここでは、Snのメッキ液が入れられた第1メッキ浴槽44には、常に、Snのメッキ液が入っており、導電部材21には、Snのメッキ膜が形成される。まず、上記したメッキ前処理ラインで処理された導電部材21は、プレディップ浴槽43で表面の水酸膜の除去を行い、第1メッキ浴槽44のSnのメッキ液へと浸漬する。そして、その間に第2メッキ浴槽45および第3メッキ浴槽46では、導電部材21にメッキ膜を形成しないので、浴槽内のメッキ液は第1収納浴槽49および第2収納浴槽50へと移動する。第1メッキ浴槽44でSnのメッキ膜を形成した導電部材21は、第2メッキ浴槽45、第3メッキ浴槽46へと搬送される。しかし、それらのメッキ浴槽45、46には、メッキ液が入っていないためメッキ膜は形成されない。次に、水洗用浴槽47で、メッキ膜を形成した導電部材21の表面を洗浄する。この結果、導電部材21にSnの単層メッキ膜が形成される。
First, a case in which only the
第2に、導電部材21に第1メッキ膜22および第2メッキ膜23を形成するケースについて述べる。先ず、第1メッキ浴槽44には、常に、Snのメッキ液が入っているため、導電部材21にはSnの第1メッキ膜22が形成される。そして、その導電部材21の使用用途に応じて、第2メッキ膜23を形成するメッキ浴槽を選択する。ここで、最初にSn―Biの第2メッキ膜23を形成する場合は、第3メッキ浴槽46のSn―Agのメッキ液を第2収納浴槽50に移動させる。そして、Sn―Agの第2メッキ膜を形成する場合は、第2メッキ浴槽45のSn―Biのメッキ液を第1収納浴槽49に移動させ、第3メッキ浴槽46へ第2収納浴槽50からSn―Agのメッキ液を戻す。この結果、導電部材21には、SnとSn―BiまたはSnとSn―Agの2層のメッキ膜が形成される。
Second, a case where the
ここで、図1のメッキ装置では、第1メッキ浴槽44のメッキ液の金属材料はSnであり、第2メッキ浴槽45のメッキ液の金属材料はSn―Biであり、第3メッキ浴槽46のメッキ液の金属材料はSn―Agである。そして、それらの金属とそれを溶かす溶剤を除いた溶液が同一の液構成であるため、導電部材21に連続してメッキ膜を形成することができる。しかし、液構成の異なるメッキ液で導電部材21にメッキ膜を形成する場合もある。このときは、メッキ浴槽間に純水を入れたメッキ浴槽を用意し、メッキされた導電部材21の表面を洗浄することで、異なるメッキ液同士が混ざるのを防止する。そして、この純水が必要でないときは、メッキ液収納浴槽に入れておく。このことにより、メッキ液の液構成に関係なく1本の搬送レールで連続して複数の組み合わせのメッキ膜を導電部材21に形成することができる。 Here, in the plating apparatus of FIG. 1, the metal material of the plating solution in the first plating bath 44 is Sn, the metal material of the plating solution in the second plating bath 45 is Sn-Bi, and the metal material of the third plating bath 46 is Sn-Bi. The metal material of the plating solution is Sn-Ag. Since the solution except for the metal and the solvent for dissolving the metal has the same composition, a plating film can be formed continuously on the conductive member 21. However, the plating film may be formed on the conductive member 21 using plating solutions having different liquid compositions. At this time, a plating bath containing pure water is prepared between the plating baths, and the surfaces of the plated conductive members 21 are washed to prevent mixing of different plating solutions. When the pure water is not needed, it is put in a plating solution storage bath. Thus, a plurality of combinations of plating films can be continuously formed on the conductive member 21 by one transport rail regardless of the composition of the plating solution.
第2の形態について具体的に述べる。例えば、この図2の半田メッキラインでは、第1メッキ浴槽54にはSnのメッキ液が収納され、第2メッキ浴槽55にはSn:Bi=98(重量%):2(重量%)のメッキ液が収納され、第3メッキ浴槽56にはSn:Bi=43(重量%):57(重量%)のメッキ液が収納されている。そして、これらのメッキ浴槽は、導電部材21の使用用途に応じて必要なメッキ浴槽が選択され、必要でないメッキ浴槽のメッキ液は収納浴槽へと移動する。この結果、導電部材21にSnまたはSn:Bi=98(重量%):2(重量%)単層のメッキ膜が形成されたり、1層目がSnで2層目がSn:Bi=43(重量%):57(重量%)の2層のメッキ膜が形成されたり、1層目がSn:Bi=98(重量%):2(重量%)で2層目がSn:Bi=43(重量%):57(重量%)の2層のメッキ膜などが形成されたりする。
The second embodiment will be specifically described. For example, in the solder plating line of FIG. 2, the first plating bath 54 contains a plating solution of Sn, and the second plating bath 55 has a plating ratio of Sn: Bi = 98 (% by weight): 2 (% by weight). The
この形態では、導電部材21に第1メッキ膜22を形成するためにSn:Bi=98(重量%):2(重量%)のメッキ液を使用することができる。このとき、メッキ液に数%程度のBiを含むことにより、第1メッキ膜22では、ウイスカー(針状結晶)の発生が、顕著に抑制される。
In this embodiment, a plating solution of Sn: Bi = 98 (% by weight): 2 (% by weight) can be used to form the
よって、本発明では、メッキ液構成の異なる複数のメッキ液が入れられたメッキ浴槽と、そのメッキ浴槽に必要に応じて、または、全てに収納浴槽が設置される。そして、導電部材21の使用用途に応じて、メッキ液は上下の両浴槽に移動させられる。その結果、1本の搬送レールで連続して、複数の組み合わせのメッキ膜を形成することができる。 Therefore, in the present invention, a plating bath containing a plurality of plating solutions having different plating solution configurations, and a storage bath installed in the plating bath as needed or all. Then, the plating solution is moved to both the upper and lower baths according to the intended use of the conductive member 21. As a result, a plurality of combinations of plating films can be continuously formed on one transfer rail.
つまり、連続して1本の搬送レールで複数の組み合わせのメッキ膜を導電部材21に形成することができる。このことにより、従来では、メッキ膜の組み合わせに応じてメッキ装置を一時停止させていたが、本発明では、浴槽内のメッキ液を入れ換える必要がなくなる。この結果、作業時間を大幅に短縮させることができ、かつ、メッキ液を入れ換える手間を省くことができる。また、従来では、同一の浴槽でのメッキ液の入れ換えのとき、それぞれのメッキ液同志が混入する。しかし、本発明では、上述したように、液構成が同じである。その為、メッキ液の混入があっても、液構成の変化が抑制でき、メッキ液の管理およびメッキ浴槽、メッキ用設備などのメンテナンスにおける労力も大幅に減らすことができる。 That is, a plurality of combinations of plating films can be continuously formed on the conductive member 21 by one transport rail. Thus, conventionally, the plating apparatus is temporarily stopped in accordance with the combination of the plating films, but in the present invention, there is no need to replace the plating solution in the bathtub. As a result, the working time can be greatly reduced, and the labor for replacing the plating solution can be omitted. Further, conventionally, when the plating solutions are exchanged in the same bathtub, the respective plating solutions are mixed. However, in the present invention, as described above, the liquid composition is the same. Therefore, even if a plating solution is mixed, a change in the composition of the solution can be suppressed, and labor for managing the plating solution and maintaining a plating bath, plating equipment, and the like can be greatly reduced.
他にも、1本の搬送レールで連続して複数の組み合わせのメッキ膜を形成できる。例えば、第1メッキ浴槽ではメッキ液を第1収納浴槽に移動させ、第2および第3メッキ浴槽でメッキ膜を形成する場合や第1および第2メッキ浴槽では、メッキ液を第1および第2収納浴槽に移動させ、第3メッキ浴槽のみで単層のメッキ膜を形成する場合などがある。また、隣り合ったメッキ浴槽に同一組成のメッキ液を入れることにより、導電部材21に厚いメッキ膜を形成することができる。 In addition, a plurality of combinations of plating films can be continuously formed on one transfer rail. For example, in the first plating bath, the plating solution is moved to the first storage bath, and when the plating film is formed in the second and third plating baths, or in the first and second plating baths, the plating solution is transferred to the first and second plating baths. There is a case where a single-layer plating film is formed only in the third plating bath by moving to the storage bath. In addition, a thick plating film can be formed on the conductive member 21 by putting plating solutions of the same composition into adjacent plating baths.
いずれの場合にしても、上記したように、メッキ液が両浴槽間を移動させられることにより、1本の搬送レールで連続して複数の組み合わせのメッキ膜を形成することが可能である。 In any case, as described above, by moving the plating solution between both bathtubs, it is possible to continuously form a plurality of combinations of plating films on one transport rail.
上記したように、半田メッキの場合を例として説明してきたが、このメッキ装置は半田メッキに限らず利用することができる。例えば、Snメッキ、Cuメッキ、Niメッキなどがある。これらの場合にも、このメッキ装置を用いて1本の搬送レールで連続して導電部材21に複数の組み合わせのメッキ膜を形成することができる。 As described above, the case of solder plating has been described as an example, but this plating apparatus can be used not only for solder plating. For example, there are Sn plating, Cu plating, and Ni plating. Also in these cases, it is possible to form a plurality of combinations of plating films on the conductive member 21 continuously using one transport rail by using this plating apparatus.
次に、図3、図4および図7を用いて、4本の主柱を有し、直方体構造であるメッキ補助ラックおよびこのメッキ補助ラックを用いたメッキ方法について記載する。 Next, a plating auxiliary rack having four main pillars and a rectangular parallelepiped structure and a plating method using the plating auxiliary rack will be described with reference to FIGS.
図3は、本発明であるメッキ方法を実施するためのメッキ補助ラックを簡単に表したレイアウトである。そして、図4は、図3に示したメッキ補助ラック72に設置された導電部材21(図7参照)が、メッキ浴槽71に浸漬されているレイアウトである。ここで、電気メッキでは、主に導電部材21を陰極にするため、電極73がアノード73の場合として説明する。
FIG. 3 is a layout simply showing a plating auxiliary rack for performing the plating method of the present invention. FIG. 4 shows a layout in which the conductive member 21 (see FIG. 7) installed in the plating auxiliary rack 72 shown in FIG. 3 is immersed in the
本発明では、導電部材21にメッキ膜を形成するとき、4本の主柱から成る直方体のメッキ補助ラック72を用いる。そのことにより、表面積等の異なる様々な導電部材21に対しても、より均一に電流密度がかかるようになることに特徴を有する。 In the present invention, when forming a plating film on the conductive member 21, a rectangular parallelepiped plating auxiliary rack 72 composed of four main columns is used. This is characterized in that the current density can be applied more uniformly to various conductive members 21 having different surface areas and the like.
具体的に言うと、メッキ液は、メッキ作業を行うときそれぞれのメッキ液に適した電流密度の範囲がある。その適した範囲内の電流密度でメッキ作業を行うことで、高品質のメッキ膜を形成することができる。そして、4本の主柱から成る直方体のメッキ補助ラック72に導電部材21を設置して、このメッキ補助ラック72と一緒に、メッキ浴槽71のメッキ液に浸漬する。このメッキ補助ラック72は、導電材から形成されているため、導電部材21と一体で陰極を形成する。そして、図4にも示したように、導電部材21は、メッキ補助ラック72のセンターに位置するように設置するので、メッキ補助ラック72の主柱は、アノード73と導電部材21の間に位置することになる。そのことで、大部分の電流密度の強い部分は、メッキ補助ラック72の主柱へと向かう。一方、それ以外の電流密度の弱いところで、導電部材21にメッキ膜を形成するようになる。その結果、表面積の大きい導電部材21や表面積の小さい導電部材21等、表面積の異なる様々な導電部材21に対して、均一なメッキ膜厚で、均一なメッキ膜組成分布のメッキ膜を形成することができる。
Specifically, the plating solution has a current density range suitable for each plating solution when performing the plating operation. By performing the plating operation at a current density within the appropriate range, a high-quality plating film can be formed. Then, the conductive member 21 is placed on a rectangular parallelepiped plating auxiliary rack 72 composed of four main columns, and is immersed in the plating solution in the
例えば、表面積の大きい導電部材21にメッキ膜を形成する場合がある。表面積が大きい場合、導電部材21の中央部と端部では、電流密度のかかり方にも差がある。しかしながら、上記したように、メッキ補助ラック72の主柱が導電部材21とアノード73との間に入ることにより、メッキすべき部分が、電流密度の強い部分を避けることができる。その結果、アノード73に近い導電部材21の中心の部分とアノード73に遠い導電部材21の端部では、電流密度の差が小さくなる。そして、この導電部材21の表面には均一な膜厚で、均一メッキ膜組成のメッキ膜が形成される。
For example, a plating film may be formed on the conductive member 21 having a large surface area. When the surface area is large, there is also a difference in how the current density is applied between the center and the end of the conductive member 21. However, as described above, since the main pillar of the plating auxiliary rack 72 enters between the conductive member 21 and the
また、Pbフリーメッキである一層目がSnで、二層目がSn―Biのメッキ膜が形成される場合がある。このとき、二層目のSn―Biのメッキ膜は、約1〜5μmの範囲でメッキされる。ここで、メッキ補助ラック72を使用せずにメッキを行う。この場合、上述した電気メッキ特性により、薄いSn―Biのメッキ膜では特に導電部材21の端部と中央部ではメッキ膜厚のばらつきが生じる。あるいは、導電部材21の中央部では、メッキ膜が形成されない部分が生じてしまう。しかし、メッキ補助ラック72を用いることで、導電部材21の表面には、均一な膜厚で、均一メッキ膜組成のメッキ膜が形成される。 Further, there may be a case where a Pb-free plating film is formed in which the first layer is Sn and the second layer is Sn-Bi. At this time, the second Sn—Bi plating film is plated in a range of about 1 to 5 μm. Here, plating is performed without using the plating auxiliary rack 72. In this case, due to the above-described electroplating characteristics, a variation in the plating film thickness occurs in the thin Sn—Bi plating film, particularly at the end and the center of the conductive member 21. Alternatively, a portion where the plating film is not formed occurs at the center of the conductive member 21. However, by using the plating auxiliary rack 72, a plating film having a uniform thickness and a uniform plating film composition is formed on the surface of the conductive member 21.
ここで、本発明のメッキ装置について説明する。このメッキ装置では、導電材質の部材からなるメッキ補助ラック72を用いる。このメッキ補助ラック72は、4本の主柱から成り、直方体形状をしている。そして、このメッキ補助ラック72は、導電部材21を中心部に設置し、導電部材21とアノード73との間に位置しメッキ膜を形成するのを補助する。そのとき、メッキ補助ラック72は導電部材21と一体に陰極を形成し、均一な膜厚で均一メッキ膜組成のメッキ膜が形成されるようにメッキ液内の電界調整を補助する。
Here, the plating apparatus of the present invention will be described. In this plating apparatus, a plating auxiliary rack 72 made of a conductive material is used. The plating auxiliary rack 72 is composed of four main pillars and has a rectangular parallelepiped shape. The plating auxiliary rack 72 has the conductive member 21 installed at the center and is located between the conductive member 21 and the
つまり、メッキ補助ラック72を用いて導電部材21にメッキ膜を形成することにより、メッキ膜厚およびメッキ膜組成分布の最適化と均一性のとれたメッキ膜を形成できるようになる。 That is, by forming a plating film on the conductive member 21 using the plating auxiliary rack 72, it is possible to optimize the plating film thickness and the plating film composition distribution and to form a uniform plating film.
また、上記したように、電極73がアノードの場合の実施例について説明したが、電極73がカソードの場合でも、同様に、導電部材21にメッキ膜を形成することができる。
Further, as described above, the embodiment in which the
最後に、図5から図7を用いて、半導体装置に用いられるリードのメッキ方法について記載する。 Finally, a method for plating leads used in a semiconductor device will be described with reference to FIGS.
まず、Cu単体、Cu合金またはFe―Ni合金のような導電部材21の表面にメッキされる第1メッキ膜22において、主金属材料がSn単体からなるメッキ液がメッキされた場合は、特に、第1メッキ膜22表面は平滑な皮膜が形成される。しかし、第1メッキ膜22としてSn−Biのような2種類の金属がメッキされた場合、第1メッキ膜はイオン化傾向の大きいBiが優先的に析出される特徴をもつ。この現象により、第1メッキ膜22の表面は、非平滑な析出粒子で皮膜形成される。
First, in the
その結果、リードフレームと加工装置が接触する作業が加わった場合、後述の問題が発生する。例えば、曲げ加工する工程において、リードフレームに通電端子を当接しICの良否判定する工程がある。この工程において、上述の優先的に析出した非平滑な粒子が脱落することにより、脱落した粒子がリード間に付着する。そのことで、ICの良否判定において、不良を招く場合がある。また、リードフレームを搬送する際、その表面の摩擦抵抗が減少しから回りして、リードフレームに当接する搬送手段の上にとどまるような場合がある。 As a result, when an operation of contact between the lead frame and the processing device is added, a problem described below occurs. For example, in the bending step, there is a step of contacting a current-carrying terminal with a lead frame to determine the quality of an IC. In this step, the non-smooth particles preferentially precipitated fall off, and the dropped particles adhere between the leads. This may lead to a defect in the determination of the quality of the IC. In addition, when the lead frame is transported, there is a case where the frictional resistance of the surface of the lead frame is reduced and then the lead frame is rotated and stays on the transport unit that comes into contact with the lead frame.
ここで、具体的に曲げ加工において発生する問題を述べる。図5は、リードフレームを曲げ加工する金型の概略図である。そして、図示するように、半導体装置81のリードフレーム82をパンチ83で切断・曲げ加工する際に問題が発生する。
Here, a problem occurring in the bending process will be specifically described. FIG. 5 is a schematic view of a mold for bending a lead frame. As shown in the figure, a problem occurs when the lead frame 82 of the semiconductor device 81 is cut and bent by the
先ず、メッキが施されたリードフレーム82を台座84A、B上に設置する。そして、半導体装置81の封止体およびリードフレーム82を台座84Aおよびリード支持手段85で固定する。このとき、リードフレーム82の先端を台座84B上に設置するそして、パンチ83にてリードフレーム82が切断され、その他の部分は曲げ加工される。この時、パンチ83の底面とリードフレーム82の表面は接触し、粗大化した析出粒子がパンチ83の底面にくずとして付着する。あるいは、析出粒子が、リードフレーム82に付着してしまう現象が発生する。
First, the plated lead frame 82 is placed on the pedestals 84A and 84B. Then, the sealing body of the semiconductor device 81 and the lead frame 82 are fixed by the pedestal 84A and the lead supporting means 85. At this time, the leading end of the lead frame 82 is placed on the pedestal 84B. Then, the lead frame 82 is cut by the
しかも、現在使われているリードフレームは、200ピン程度を有し、狭いものでは0.4mmと狭ピッチ化している。また、半導体装置自体も大幅に小さくなっているため、前記付着物により品質不良を招くことが推測される。このことより、前述したような主金属材料が、Sn単体等からなるメッキ液によりメッキされることが半導体の製造工程において望ましい。 Moreover, the lead frame currently used has about 200 pins, and the pitch of the lead frame is as narrow as 0.4 mm. In addition, since the semiconductor device itself is significantly reduced in size, it is presumed that the attached matter causes poor quality. For this reason, it is desirable in the semiconductor manufacturing process that the above-described main metal material be plated with a plating solution composed of Sn alone or the like.
一方、主金属がSn単体からなるメッキ膜において、以下の述べる製造方法では微量のBiが混入することがわかった。 On the other hand, it has been found that a trace amount of Bi is mixed in the plating method in which the main metal is composed of Sn alone in the following manufacturing method.
第1の実施の形態で説明したように、本発明のメッキ装置では、メッキ液を自由に選択することが可能であり、導電部材21の表面にSn単体の第1メッキ膜22を形成することが可能である。しかし、第2の実施の形態で述べたように、導電部材21にメッキする際にメッキ補助ラック72を使用するため、メッキ補助ラック72の表面にもメッキ膜が形成される。そして、メッキ補助ラック72はその後の工程で洗浄等が施され、メッキ補助ラック72自身のメッキ膜は落とされる。しかし、1つの搬送ラインでメッキ補助ラック72を繰り返し利用する。そのため、どうしてもSn単体の金属材料からなるメッキ液内にも、極微量のBiが混入してしまう。また、電極73として用いるアノードにも極微量のBiが不純物として混入している。よって、Sn単体のメッキ液内にもSnに対してBiがある程度混入してしまう。実際には、第1メッキ膜22がSn単体からなるメッキ膜といえども、皮膜内には極微量のBiが存在して形成される可能性がある。
As described in the first embodiment, in the plating apparatus of the present invention, the plating solution can be freely selected, and the
そのため、第1メッキ膜22にどの程度のBiが混入すると問題が発生するか調査した。Snに対して、Biが0〜0.5重量%含まれている場合には析出粒子は発生しない。また、Snに対して、Biが0.5〜1.0重量%含まれている場合には、析出粒子の粗大化はほとんど発生しない。しかし、析出粒子が、問題ないレベルで微量に発生する場合もある。一方、Snに対して、Biが1.0〜3.0重量%含まれている場合には、問題となるレベルの析出粒子の粗大化が発生する。そして、第1メッキ膜表面に析出粒子の粗大化が発生した場合には、当然ながら第2メッキ膜23表面も析出粒子の粗大化が発生する。
Therefore, it was investigated how much Bi would enter the
このことから、第1のメッキ膜22がSn単体もしくは1重量%以下(特に0〜0.5重量%)のメッキ膜が形成されれば、その第1のメッキ膜22上にいかなる濃度のSn−Biメッキ膜23が形成されても粒子の粗大化は発生しないことがわかった。
From this, if the
以下にリードフレームを使用する半導体装置は、一般には、リードフレームに半導体チップを搭載し、金属細線による配線を行う。その後、封止され封止部から露出したリードが曲げ加工される。そして、この単体となった半導体装置は、リードを介して電気的な測定がなされユーザへ供給される。そして、ユーザ側では、実装基板上の電極にろう材を介して固着される。 In the following, a semiconductor device using a lead frame generally mounts a semiconductor chip on the lead frame and performs wiring using a thin metal wire. Thereafter, the lead that is sealed and exposed from the sealing portion is bent. Then, the single semiconductor device is electrically measured via leads and supplied to the user. Then, on the user side, it is fixed to the electrode on the mounting board via a brazing material.
ここにおいてメッキ処理は、半導体チップ搭載前と封止後にその処理が可能である。半導体チップ搭載前にメッキ処理する場合は、金属細線の接続部にはメッキ皮膜が施されないような処理が必要である。一方、封止後に処理する場合は、封止部より露出している金属導電部をメッキ薬品に浸漬可能であり、選択的な被着が不要なメリットがある。なお、回路装置として半導体チップで説明したが、受動素子やこれらの複合物が封止されてもよい。また、封止材料としては、熱可塑性,熱硬化性樹脂やセラミックなどが対象として処理できる。 Here, the plating process can be performed before mounting the semiconductor chip and after sealing. When plating is performed before mounting a semiconductor chip, it is necessary to perform a process for preventing a plating film from being applied to a connection portion of a thin metal wire. On the other hand, when the treatment is performed after the sealing, the metal conductive part exposed from the sealing part can be immersed in the plating chemical, and there is an advantage that selective deposition is unnecessary. Although the semiconductor device has been described as a circuit device, a passive element or a composite thereof may be sealed. In addition, as the sealing material, a thermoplastic or thermosetting resin, ceramic, or the like can be processed.
また、支持基板上の電極にマトリックス状に半導体チップを固着し、その後封止した後に個別化するようなCSPなどの電極にも適用できる。この場合には全ての電極に通電可能な手段が必要である。 Further, the present invention can also be applied to an electrode such as a CSP in which a semiconductor chip is fixed to an electrode on a support substrate in a matrix and then sealed and then individualized. In this case, means capable of supplying current to all the electrodes is required.
Claims (7)
前記第1のメッキ膜は、前記Sn金属に対して0〜1重量%程度の前記Bi金属を含むことを特徴とする半導体装置の製造方法。 A first plating film made of Sn metal as a main metal material is formed on a lead mainly made of Cu or Fe-Ni, and a second plating film made of an alloy of the Sn metal and Bi metal is formed on the outermost surface of the lead. Forming a semiconductor device, and fixing the lead to a conductive means.
The method of manufacturing a semiconductor device according to claim 1, wherein the first plating film contains the Bi metal in an amount of about 0 to 1% by weight based on the Sn metal.
前記リードの表面には、Sn金属を主金属材料とし、前記Sn金属に対して0〜1重量%程度のBi金属が含まれる第1のメッキ膜が形成され、最表面には前記Sn金属と前記Bi金属との合金から成る第2のメッキ膜が形成されることを特徴とする半導体装置の製造方法。 A lead mainly made of Cu or Fe-Ni is prepared, a circuit device is electrically connected to the lead, and the lead is sealed with a sealing body so that a part of the lead is exposed. In a method of manufacturing a semiconductor device fixed to
A first plating film containing Sn metal as a main metal material and containing about 0 to 1% by weight of Bi metal with respect to the Sn metal is formed on the surface of the lead. A method of manufacturing a semiconductor device, comprising forming a second plating film made of an alloy with the Bi metal.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004001105A JP4029936B2 (en) | 2000-03-29 | 2004-01-06 | Manufacturing method of semiconductor device |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000091048 | 2000-03-29 | ||
| JP2000096097 | 2000-03-31 | ||
| JP2004001105A JP4029936B2 (en) | 2000-03-29 | 2004-01-06 | Manufacturing method of semiconductor device |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001095257A Division JP3568486B2 (en) | 2000-03-29 | 2001-03-29 | Method for manufacturing semiconductor device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004165692A true JP2004165692A (en) | 2004-06-10 |
| JP4029936B2 JP4029936B2 (en) | 2008-01-09 |
Family
ID=32830434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004001105A Expired - Fee Related JP4029936B2 (en) | 2000-03-29 | 2004-01-06 | Manufacturing method of semiconductor device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4029936B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9164724B2 (en) | 2011-08-26 | 2015-10-20 | Dts Llc | Audio adjustment system |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5912976A (en) | 1996-11-07 | 1999-06-15 | Srs Labs, Inc. | Multi-channel audio enhancement system for use in recording and playback and methods for providing same |
| US7031474B1 (en) | 1999-10-04 | 2006-04-18 | Srs Labs, Inc. | Acoustic correction apparatus |
| US7277767B2 (en) | 1999-12-10 | 2007-10-02 | Srs Labs, Inc. | System and method for enhanced streaming audio |
| US8050434B1 (en) | 2006-12-21 | 2011-11-01 | Srs Labs, Inc. | Multi-channel audio enhancement system |
| US9258664B2 (en) | 2013-05-23 | 2016-02-09 | Comhear, Inc. | Headphone audio enhancement system |
-
2004
- 2004-01-06 JP JP2004001105A patent/JP4029936B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9164724B2 (en) | 2011-08-26 | 2015-10-20 | Dts Llc | Audio adjustment system |
| US9823892B2 (en) | 2011-08-26 | 2017-11-21 | Dts Llc | Audio adjustment system |
| US10768889B2 (en) | 2011-08-26 | 2020-09-08 | Dts, Inc. | Audio adjustment system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4029936B2 (en) | 2008-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008045179A (en) | Plating apparatus and plating method | |
| US20040235219A1 (en) | Plating apparatus, plating method, and method for manufacturing semiconductor device | |
| US7160428B2 (en) | Plating machine and process for producing film carrier tapes for mounting electronic parts | |
| JP2004165692A (en) | Method for manufacturing semiconductor device | |
| TW507344B (en) | Plating apparatus | |
| US7772043B2 (en) | Plating apparatus, plating method and manufacturing method for semiconductor device | |
| JP3588304B2 (en) | Plating equipment | |
| TWI244806B (en) | Terminal having surface layer formed of Sn-Ag-Cu ternary alloy formed thereon, and part and product having the same | |
| JP3568486B2 (en) | Method for manufacturing semiconductor device | |
| JP3995564B2 (en) | Semiconductor device and manufacturing method thereof | |
| TW526570B (en) | Printed wiring base material and electrolytic tin-base alloy plating method | |
| JP4027324B2 (en) | Semiconductor device | |
| KR100695372B1 (en) | Plating method | |
| JP3557150B2 (en) | Plating equipment | |
| CN1318651C (en) | Plating apparatus, plasting method and method for mfg. semiconductor device | |
| KR100582129B1 (en) | Plating device | |
| KR20070005027A (en) | Manufacturing Method of Semiconductor Device | |
| JP3548081B2 (en) | Plating method and plating apparatus used therefor | |
| KR20040058113A (en) | Plating apparatus, plating method, and method for manufacturing semiconductor device | |
| KR100557528B1 (en) | Gold plating method of rigid flexible printed circuit board | |
| US20170356098A1 (en) | Feeder capable of feeding anode and plating apparatus | |
| US20150345040A1 (en) | Method of manufacturing nickel-based alloy barrier layer of wiring connection terminal | |
| KR20070094253A (en) | Lead frame plating method of semiconductor package | |
| JPH087642Y2 (en) | Lead solder plating equipment | |
| JPH02148882A (en) | Plating of circuit board |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060411 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20070724 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070911 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071009 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121026 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121026 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131026 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |