JP2004148427A - 切削工具およびその工具を使用した自動バリ取り装置 - Google Patents
切削工具およびその工具を使用した自動バリ取り装置 Download PDFInfo
- Publication number
- JP2004148427A JP2004148427A JP2002315239A JP2002315239A JP2004148427A JP 2004148427 A JP2004148427 A JP 2004148427A JP 2002315239 A JP2002315239 A JP 2002315239A JP 2002315239 A JP2002315239 A JP 2002315239A JP 2004148427 A JP2004148427 A JP 2004148427A
- Authority
- JP
- Japan
- Prior art keywords
- cutting tool
- tool
- cutting
- copying
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 139
- 238000003825 pressing Methods 0.000 claims description 16
- 238000003860 storage Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
Images







Landscapes
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
【課題】ワークのバリ部分に多少のウネリがあっても、そのウネリに追従してバリを確実に切削できる切削工具と自動バリ取り装置を提供する。
【解決手段】自動バリ取り装置に使用する切削工具であって、同切削工具は、工具本体と、工具本体に形成したワーク倣い基準面に当接される倣い部と、前記倣い部から所定量突出して取りつけた切削刃と、自動バリ取り装置への取りつけ部とを備えており、さらに前記切削刃は、工具本体に形成した切削刃収納部内に着脱自在に取りつけてあるとともに、前記切削刃は、折り取り式の刃で構成したことを特徴とする切削工具。
【選択図】 図5
【解決手段】自動バリ取り装置に使用する切削工具であって、同切削工具は、工具本体と、工具本体に形成したワーク倣い基準面に当接される倣い部と、前記倣い部から所定量突出して取りつけた切削刃と、自動バリ取り装置への取りつけ部とを備えており、さらに前記切削刃は、工具本体に形成した切削刃収納部内に着脱自在に取りつけてあるとともに、前記切削刃は、折り取り式の刃で構成したことを特徴とする切削工具。
【選択図】 図5
Description
【0001】
【発明の属する技術分野】
本発明は、ワークのバリを自動的に切削する切削工具およびその工具を使用した自動バリ取り装置に関するものであり、さらに詳細には、ワークのバリ部分に多少のウネリがあっても、そのウネリに追従してバリを確実に切削できる切削工具と自動バリ取り装置に関するものである。
【0002】
【従来の技術】
例えば、ブロー成形等によりプラスチック製のワーク(自動車のエアスポイラー等)を成形した場合、使用した型の合わせ目からプラスチック材料がはみだすことにより、ワーク表面には不必要な出っ張り(バリ)が発生する。通常、バリは、先端部が尖っており取扱い上危険であるとともに外観美観上からも問題があり、除去する必要がある。
【0003】
従来、バリは、ワークを治具にセットした後、作業者がナイフやカッターなどを用いてトリミング(荒削り、ナラシ)し、その後サンドペーパーやグラインダーを用いて荒取り・仕上げ作業を行って除去している。しかしながら、上記バリ取り方法では、荒取り・仕上げ作業に多大の時間を要し作業効率が非常に悪い。特に、トリミングによるバリの除去量が場所によってばらつきがあると、荒取り・仕上げ作業において当該ばらつきを解消しつつバリを除去していかなければならず、一段と時間がかかる。
【0004】
【発明が解決しようとする課題】
こうした不都合を解消するために、プレス金型を用いてバリをカットしてトリミングするバリ取り方法が採られることがある。このようなバリ取り方法によると、バリの除去量が場所によってばらつくことがなく、荒取り・仕上げ作業に要する時間をある程度短縮することができる。しかし、プレス金型の価格が高く、バリ取りコストの増大を招いてしまう欠点を有する。また、トリミング後、サンドペーパーやグラインダーを用いて荒取り・仕上げ作業を行うため、大量に粉塵(プラスチック微粒子、サンドペーパ微粒子)が発生し、作業者の身体に甚大な悪影響を及ぼす。このような作業者への悪影響は、ナイフ等を用いてトリミングする上記バリ取り方法を実施した場合にも当然生じる。
【0005】
また、上記したバリ取り方法の他に、ロボットにバリ取り用の切削工具を装着し、当該ロボットをティーチングした位置データ等に基づき駆動制御して、ワーク表面のバリを切削工具で除去するバリ取り方法がある。
この装置では、ロボットに装着された切削工具をバネやエア圧などを用いてワーク表面のバリ近傍に押し付けつつ当該バリを切削するバリ取り装置が開発されている。この装置によれば、上記した改良前のバリ取り方法に比べて、バリが存在するワーク表面部分を切削し過ぎたりバリの除去が不十分となる度合いは減少する。
【0006】
しかし、上記のような装置ではバリ切削時に切削工具にかかる抵抗の変動の影響を受けやすく、バリを正確に設定位置まで切削できないことが多い。例えば、バリの先端部が波打つような形状である場合、この波打ち形状に倣って切削工具がバリを切削してしまい、切削後の箇所が波打つことになる。また、切削工具の姿勢によっては当該工具重量の影響を受けて、当該切削工具がバリと接触する圧力が過度に増大し、切削工具のワーク表面への食い込み等が発生する。
【0007】
このようなことから、本発明者はすでに粉塵の発生を防止しつつワークに存在するバリを迅速かつ正確に除去できる自動バリ取り装置を提案し、特許を取得している(特許文献1)。
【0008】
【特許文献1】特許第3020060号公報。
【0009】
特許文献1に記載された自動バリ取り装置は、ワーク倣い基準面に倣いつつ回転工具によってバリを切削することができる。この際、バリの切削は、倣いガイド部材とワーク倣い基準面との接触点と回転工具の軸線とを結ぶ連結線が当該接触点におけるワーク倣い基準面の法線と合致した状態で行われるので、当該ワーク倣い基準面と回転工具との距離を常に一定とした状態でバリを設定位置まで切削できる。したがって、バリを、その形状に左右されず、かつワークの熱変形が大きい場合でも迅速かつ正確に除去できる。また、粉塵の発生も防止することができ作業者への悪影響も一掃できるという効果を奏する。
【0010】
しかしながら、上記自動バリ取り装置では、倣いガイド部材がワーク倣い基準面に押圧されるように、即ち、ワーク倣い基準面に対して垂直方向に移動できるだけの構成であるために、バリ部分あるいは面取り部が上下方向にウネっているような場合には、倣いガイドのバリあるいは面取り部のウネリへの追従性が悪く、バリあるいは面取り部を正確に切削することができず、バリあるいは面取り部がワークに残ってしまうという不都合が判明した。
【0011】
そこで、本発明者らはさらに開発を進めた結果、倣いガイド部材がワーク倣い基準面に対して押圧されながら、かつ、バリあるいは面取り部のウネリに追従できるようバリあるいは面取り部の面に対して上下方向にも移動できるように構成した自動バリ取り装置およびそれに使用する工具保持装置を提案した(特許文献2)。
【0012】
【特許文献2】特開2002−239824号公報。
【0013】
しかし、この装置は、「バリまたは面取り部が存在するワーク表面に沿って移動可能に設けられた工具保持手段と、工具保持手段に回転駆動可能に設けられた切削工具と、前記切削工具を嵌挿し切削工具の一部を露出しバリまたは面取り部に沿って移動できる倣いガイド部材と、この倣いガイド部材をバリまたは面取り部近傍のワーク倣い基準面に所定圧力で押圧する押圧手段と、ワークに形成されているバリまたは面取り部に対して略直角に切削工具を当てるように工具保持手段の向きを調節する姿勢制御手段とを備え、前記倣いガイド部材の倣い部がワークのワーク倣い基準面に押圧された状態で、工具保持手段が向き調節されつつワーク表面のバリまたは面取り部に沿って移動した場合に、切削工具がバリまたは面取り部を設定位置まで切削するように構成した自動バリ取り装置」であることから、切削刃がエンドミル等の回転駆動式のものを対象としており、さらにこの回転駆動式の刃の周囲に専用の倣いガイド部材を必要としており、さらに切削刃も回転駆動式のものに限られるため、ゴム系樹脂等軟質材及びフィルム状バリについては自動バリ取り装置の構成が複雑になり、また高価となる等の問題点がある。
【0014】
そこで、本発明では、切削工具として日本古来の鉋と類似の構成からなるバリ取り専用の切削工具を提供し、さらにその工具に取り付ける切削刃も市販されているカッタ等に使用されている折り取り式の刃を使用し、その刃の突出量も工具本体に取り付けたネジの調整により容易に調整できる自動バリ取り装置専用の切削工具及びそれを使用した自動バリ取り装置を提供することにより、上記問題点を解決することを目的とする。
【0015】
【課題を解決するための手段】
このため、本発明が採用した技術解決手段は、
自動バリ取り装置に使用する切削工具であって、同切削工具は、工具本体と、工具本体に形成したワーク倣い基準面に当接される倣い部と、前記倣い部から所定量突出して取りつけた切削刃と、自動バリ取り装置への取りつけ部とを備えていることを特徴とする切削工具である。
また、前記切削刃は、折り取り式の刃で構成したことを特徴とする切削工具である。
また、前記切削刃は、工具本体に形成した切削刃収納部内に着脱自在に取りつけてあることを特徴とする切削工具である。
また、前記切削刃は、工具本体に螺合したネジにより切削刃の突出量を調整・固定できることを特徴とする切削工具である。
また、前記切削工具の倣い部には、ワークの倣い面に当接するローラが配置されていることを特徴とする切削工具である。
また、バリまたは面取り部が存在するワーク表面に沿って移動可能に設けられた工具保持手段と、同保持手段内に組み込まれ、かつ、切削工具をバリ取り部または面取り部近傍のワーク倣い基準面に所定圧力で押圧する押圧手段と、同押圧手段に取り付けられ、スプリングによって弾性的に保持された切削工具支持体と、前記切削工具支持体に取り付けられワーク倣い基準面に押圧される倣い部及びワークを切削する刃物とを備えた切削工具と、ワークに形成されているバリまたは面取り部に対して略直角に切削工具を当てるように工具保持手段の向きを調節する姿勢制御手段とを備え、前記切削工具の倣い部がワークのワーク倣い基準面に押圧された状態で、工具保持手段が向き調節されつつワーク表面のバリまたは面取り部に沿って移動することにより、切削工具がバリまたは面取り部を設定位置まで切削するように構成したことを特徴とする自動バリ取り装置である。
また、前記切削工具として、前記に記載の何れかの切削工具を使用したことを特徴とする自動バリ取り装置である。
【0016】
【発明の実施の形態】
以下、本発明の実施形態を、図面を参照しながら説明すると、図1は、工具保持手段(以下工具保持装置という)を装着する6軸多関節ロボットの側面図、図2はロボットに取り付けるべき工具保持装置の要部拡大側面図、図3は同工具保持装置の正面図、図4は同工具保持装置の背面図、図5は同工具保持装置に保持させる切削工具の説明図である。
【0017】
本発明に係る自動バリ取り装置は、工具保持装置の向きを調節する姿勢制御手段を備えた6軸多関節ロボットRと、このロボットに装着される後述の工具保持装置を備えている。
【0018】
6軸多関節ロボットRは図1に示すような外観を有する公知のロボットであり、6軸多関節ロボットのアームは、6軸(S軸,L軸,U軸,R軸,B軸,T軸)方向に移動可能とされており、アームの先端には後述する工具保持装置を取り付ける取りつけ部Hが形成されている。この6軸多関節ロボットは、その本体内に工具保持装置の姿勢制御手段を内蔵しており、ワークWの位置データ等をティーチング可能であり、倣いガイド部材(後述する)内に嵌挿されている切削工具をバリが存在するワーク表面からの距離を一定に保ちつつ移動可能とされている。
なお、この実施形態では、姿勢制御手段は、上記した6軸多関節ロボットの制御部から形成されているが、バリ取り或いは面取りを行うワークの形状によっては他の形態の多関節ロボットを使用することもでき、さらには専用機を使用することも可能である。
【0019】
6軸多関節ロボットのアーム先端の取りつけ部Hに取付られる工具保持装置は、図2〜図4に示す装置本体1(詳細は後述する)を備えており、その装置本体1に切削工具10(詳細は後述する)を着脱自在に取り付けることができる構成となっており、前記6軸多関節ロボットに装着された状態で前記姿勢制御手段により、切削工具10の姿勢を制御しながらバリWb(図6参照)あるいは面取り部をワーク倣い基準面Wsに沿って移動させてバリWbを切削する。
【0020】
前記工具保持装置は、装置本体1と、その装置本体1内に組み込んだ押圧手段2、さらに押圧手段2に設けた切削工具支持体3とから構成されており、押圧手段2は、切削工具10をワーク倣い基準面Wsに対して所定圧力で押圧する手段である。この実施形態では、押圧手段2は、エア圧を利用して図2中左右方向に移動自在かつワーク表面に切削工具10を押圧可能なエアスライドテーブルと、エアスライドテーブルにエアを供給するエア供給手段(図示省略)等とから形成されている。
【0021】
また押圧手段2に設けた切削工具支持体3は、工具固定部材4と工具固定部材4の両端に立設した2本のガイト支柱5を備えており、ガイド支柱5は切削工具支持体3に設けた支持部材6、7に対して図中上下方向に摺動自在に保持されている。ガイド支柱5の周囲には、ガイド支柱5を支持部材6、7に対して弾力的に保持する上下スプリング8が設けられ、これらによって工具固定部材4が上下に移動できる構成となっている。なお、図中、9はガイド支柱に設けた中立を保つスプリングの調整駒である。また、ガイド支柱5は2本に限定することなく、切削工具10を正確に出力軸に対して平行に上下にガイドできるものであれば、場合によっては1本または複数本で構成することが可能である。またスプリング8も工具固定部材4が上下に移動できるように弾力支持できるものであれば、上記例に限定されない。
【0022】
つづいて上記工具保持装置の工具固定部材4に取り付ける切削工具10の構成を説明する。
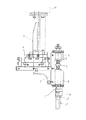
図5において、(イ)は同工具の左側面図、(ロ)は同工具の正面図、(ハ)は同工具の右側面図、(ニ)は(イ)中のA−A断面図、図6は同工具によってバリWbを切削してゆく状況の説明図である。
切削工具10は、木工用の工具として知られている鉋に良く似た構造をしており、工具本体11と、工具本体11から所定量突出して取りつけた切削刃15と、自動バリ取り装置への取りつけ部19とを備えている。
工具本体11は、本体11に貫通して形成した切削刃収納部12と、貫通した切削刃収納部12の孔の周囲に形成した倣い部13と、切削刃15の前方の倣い部に形成したバリWb逃げ部14とを備え、切削刃収納部12内には切削刃15が着脱自在に配置される。切削刃15は市販されているカッタ等に使用されている折り取り式の刃を使用しており、この切削刃15は保持体16によって適宜固定手段により保持されている。
【0023】
保持体16には、本体1に螺合した第1ネジ17が螺合しており、第1ネジ17を回転することで保持体16を前後させ、これによって切削刃15の突出量を調整できる。また保持体16には本体1に螺合した第2ネジ18が当接する構成となっており、第2ネジ18を締めつけることにより調整後の保持体16をその位置で固定できるようになっている。こうして第1ネジ17、第2ネジ18を操作することで切削刃15が倣い部(倣い面)から突出する量を調整できるようになっている。なお、保持体とネジとの関係は上記した例に限定されることなく、同様の機能を達成できるものであれば、他の機構を採用することもできる。
【0024】
この切削工具10は、図1に示すよう切削工具10に形成した取りつけ部19を介して工具保持装置1の工具固定部材4に図示せぬボルト等の適宜固定手段で取りつけられる。
なお、工具本体11の倣い部13には図7に示すようにワークの倣い基準面Wsと当接するローラ20を配置することができる。
【0025】
次に、上記切削工具10を使用してワーク面にウネッて形成されているバリWbを切削する状況について説明する。
まず、工具保持装置は、バリWbが存在するワーク表面に沿って移動可能に6軸多関節ロボットに支持されている。
【0026】
図6に示すように、切削工具10の倣い部をワークのワーク表面のバリWbに沿って移動させながら、バリWbを切削する。この時切削刃15の前方側倣い部には図6に示すようにバリWbを逃げるための逃げ部14(例えば溝または凹部)が形成されているため、切削工具10の前方側とバリWbとが干渉することがなく、バリWbをスムーズに切削することができる。
【0027】
この際、切削工具10は常に押圧手段2によりバリWbに押圧され、さらに切削工具10は倣い部13がワークの倣い基準面Wsに押圧されることで、所定の押圧力によってワークの基準面に沿ってスプリング8を撓めながら切削工具10がワークに追従しながら移動する。したがって、バリWbを、その形状、ウネリに左右されず、かつワークWの熱収縮量が大きい場合でも迅速かつ正確に除去できる。
【0028】
なお、上記の切削工具10の切削刃後方の倣い部13に図7に示すようにローラ20を配置することで、ワークの倣い基準面と工具本体11との摩擦抵抗を少なくすることができる。具体的には倣い部13にローラ20を設けた切削工具10を使用した場合には、ローラ20がワークの倣い基準面Wsに当接されるので、倣い部13によってワークが傷ついたり、磨耗することが無くなり、さらにワークとの摩擦抵抗が少なくなり、面取り部あるいはバリWbにウネリがあっても確実にバリWb、面取りを行うことができる。
【0029】
また、図8に示すように、ワークの形状に合わせた倣い部を形成した切削工具10を構成することもできる。具体的には、図示のように略直角の面を有するワークの角部にバリがある場合には、切削工具側にワークの直角を形成する面に合わせた倣い部13を形成し、その倣い部13に連続して切削刃15が露出する逃げ部14を形成する。このようにすることで、ワークを倣い部で確りと保持でき、確実にバリ取り作業を実施できる。なお、倣い部13は上記のようにワークの形状に合わせて種々形成することができることは当然である。
【0030】
以上本発明に係る自動バリWb取り装置を説明してきたが、ワークWとしてプラスチック材に限定することなく、例えば金属材料製のワークのバリWb取りにも使用できる。
また、工具保持装置、切削工具の固定構造、押圧手段等は設計時において同様の機能を達成できる他の構成を採用できることは当然である。また工具保持装置も図に示したものに限定することなく、同様の機能を達成できる形状であれば設計時において任意に形状を変更することもできる。
また、本発明の精神または主要な特徴から逸脱することなく、他のいかなる形でも実施できる。そのため、前述の実施形態はあらゆる点で単なる例示にすぎず限定的に解釈してはならない。
【0031】
【発明の効果】
以上説明したように、本発明によれば、切削工具として日本古来の鉋と類似の構成からなるバリWb取り専用の切削工具を使用し、さらにその工具に取り付ける切削刃も市販されているカッタ等に使用されている折り取り式の刃を使用し、その刃の突出量も工具本体に取り付けたネジの調整により容易に調整できる構成としたので、工具保持装置には従来のような切削刃を駆動するモータが不要となり、また切削刃も市販の折り取り式の刃を使用することができる。この結果、全体として構造が簡単となり製造コストが極めて安価となる等の利点がある。さらに切削工具にローラを取り付けた場合には摩擦抵抗が少なくなり、バリWb取り作業が一層スムーズになる等の利点がある。
【図面の簡単な説明】
【図1】工具保持装置(以下工具保持装置という)を装着する6軸多関節ロボットの側面図である。
【図2】ロボットに取り付けるべき工具保持手段(工具保持装置)の要部拡大側面図である。
【図3】同工具保持装置の正面図である。
【図4】同工具保持装置の背面図である。
【図5】同工具保持装置に保持させる切削工具10の説明図である。
【図6】切削工具によってバリWbを切削している状況の説明図である。
【図7】ローラ付切削工具によってバリWbを切削している状況の説明図である。
【図8】他の例を示す切削工具によってバリWbを切削している状況の説明図である。
【符号の説明】
1 装置本体
2 押圧手段
3 切削工具支持体3
4 工具固定部材
5 ガイド支柱
6、7 支持部材
8 スプリング
9 中立を保つスプリングの調整駒
10 切削工具
11 工具本体
12 切削刃収納部
13 倣い部
14 逃げ部
15 切削刃
16 保持体
17 第1ネジ
18 第2ネジ
19 取り付け部
20 ローラ
【発明の属する技術分野】
本発明は、ワークのバリを自動的に切削する切削工具およびその工具を使用した自動バリ取り装置に関するものであり、さらに詳細には、ワークのバリ部分に多少のウネリがあっても、そのウネリに追従してバリを確実に切削できる切削工具と自動バリ取り装置に関するものである。
【0002】
【従来の技術】
例えば、ブロー成形等によりプラスチック製のワーク(自動車のエアスポイラー等)を成形した場合、使用した型の合わせ目からプラスチック材料がはみだすことにより、ワーク表面には不必要な出っ張り(バリ)が発生する。通常、バリは、先端部が尖っており取扱い上危険であるとともに外観美観上からも問題があり、除去する必要がある。
【0003】
従来、バリは、ワークを治具にセットした後、作業者がナイフやカッターなどを用いてトリミング(荒削り、ナラシ)し、その後サンドペーパーやグラインダーを用いて荒取り・仕上げ作業を行って除去している。しかしながら、上記バリ取り方法では、荒取り・仕上げ作業に多大の時間を要し作業効率が非常に悪い。特に、トリミングによるバリの除去量が場所によってばらつきがあると、荒取り・仕上げ作業において当該ばらつきを解消しつつバリを除去していかなければならず、一段と時間がかかる。
【0004】
【発明が解決しようとする課題】
こうした不都合を解消するために、プレス金型を用いてバリをカットしてトリミングするバリ取り方法が採られることがある。このようなバリ取り方法によると、バリの除去量が場所によってばらつくことがなく、荒取り・仕上げ作業に要する時間をある程度短縮することができる。しかし、プレス金型の価格が高く、バリ取りコストの増大を招いてしまう欠点を有する。また、トリミング後、サンドペーパーやグラインダーを用いて荒取り・仕上げ作業を行うため、大量に粉塵(プラスチック微粒子、サンドペーパ微粒子)が発生し、作業者の身体に甚大な悪影響を及ぼす。このような作業者への悪影響は、ナイフ等を用いてトリミングする上記バリ取り方法を実施した場合にも当然生じる。
【0005】
また、上記したバリ取り方法の他に、ロボットにバリ取り用の切削工具を装着し、当該ロボットをティーチングした位置データ等に基づき駆動制御して、ワーク表面のバリを切削工具で除去するバリ取り方法がある。
この装置では、ロボットに装着された切削工具をバネやエア圧などを用いてワーク表面のバリ近傍に押し付けつつ当該バリを切削するバリ取り装置が開発されている。この装置によれば、上記した改良前のバリ取り方法に比べて、バリが存在するワーク表面部分を切削し過ぎたりバリの除去が不十分となる度合いは減少する。
【0006】
しかし、上記のような装置ではバリ切削時に切削工具にかかる抵抗の変動の影響を受けやすく、バリを正確に設定位置まで切削できないことが多い。例えば、バリの先端部が波打つような形状である場合、この波打ち形状に倣って切削工具がバリを切削してしまい、切削後の箇所が波打つことになる。また、切削工具の姿勢によっては当該工具重量の影響を受けて、当該切削工具がバリと接触する圧力が過度に増大し、切削工具のワーク表面への食い込み等が発生する。
【0007】
このようなことから、本発明者はすでに粉塵の発生を防止しつつワークに存在するバリを迅速かつ正確に除去できる自動バリ取り装置を提案し、特許を取得している(特許文献1)。
【0008】
【特許文献1】特許第3020060号公報。
【0009】
特許文献1に記載された自動バリ取り装置は、ワーク倣い基準面に倣いつつ回転工具によってバリを切削することができる。この際、バリの切削は、倣いガイド部材とワーク倣い基準面との接触点と回転工具の軸線とを結ぶ連結線が当該接触点におけるワーク倣い基準面の法線と合致した状態で行われるので、当該ワーク倣い基準面と回転工具との距離を常に一定とした状態でバリを設定位置まで切削できる。したがって、バリを、その形状に左右されず、かつワークの熱変形が大きい場合でも迅速かつ正確に除去できる。また、粉塵の発生も防止することができ作業者への悪影響も一掃できるという効果を奏する。
【0010】
しかしながら、上記自動バリ取り装置では、倣いガイド部材がワーク倣い基準面に押圧されるように、即ち、ワーク倣い基準面に対して垂直方向に移動できるだけの構成であるために、バリ部分あるいは面取り部が上下方向にウネっているような場合には、倣いガイドのバリあるいは面取り部のウネリへの追従性が悪く、バリあるいは面取り部を正確に切削することができず、バリあるいは面取り部がワークに残ってしまうという不都合が判明した。
【0011】
そこで、本発明者らはさらに開発を進めた結果、倣いガイド部材がワーク倣い基準面に対して押圧されながら、かつ、バリあるいは面取り部のウネリに追従できるようバリあるいは面取り部の面に対して上下方向にも移動できるように構成した自動バリ取り装置およびそれに使用する工具保持装置を提案した(特許文献2)。
【0012】
【特許文献2】特開2002−239824号公報。
【0013】
しかし、この装置は、「バリまたは面取り部が存在するワーク表面に沿って移動可能に設けられた工具保持手段と、工具保持手段に回転駆動可能に設けられた切削工具と、前記切削工具を嵌挿し切削工具の一部を露出しバリまたは面取り部に沿って移動できる倣いガイド部材と、この倣いガイド部材をバリまたは面取り部近傍のワーク倣い基準面に所定圧力で押圧する押圧手段と、ワークに形成されているバリまたは面取り部に対して略直角に切削工具を当てるように工具保持手段の向きを調節する姿勢制御手段とを備え、前記倣いガイド部材の倣い部がワークのワーク倣い基準面に押圧された状態で、工具保持手段が向き調節されつつワーク表面のバリまたは面取り部に沿って移動した場合に、切削工具がバリまたは面取り部を設定位置まで切削するように構成した自動バリ取り装置」であることから、切削刃がエンドミル等の回転駆動式のものを対象としており、さらにこの回転駆動式の刃の周囲に専用の倣いガイド部材を必要としており、さらに切削刃も回転駆動式のものに限られるため、ゴム系樹脂等軟質材及びフィルム状バリについては自動バリ取り装置の構成が複雑になり、また高価となる等の問題点がある。
【0014】
そこで、本発明では、切削工具として日本古来の鉋と類似の構成からなるバリ取り専用の切削工具を提供し、さらにその工具に取り付ける切削刃も市販されているカッタ等に使用されている折り取り式の刃を使用し、その刃の突出量も工具本体に取り付けたネジの調整により容易に調整できる自動バリ取り装置専用の切削工具及びそれを使用した自動バリ取り装置を提供することにより、上記問題点を解決することを目的とする。
【0015】
【課題を解決するための手段】
このため、本発明が採用した技術解決手段は、
自動バリ取り装置に使用する切削工具であって、同切削工具は、工具本体と、工具本体に形成したワーク倣い基準面に当接される倣い部と、前記倣い部から所定量突出して取りつけた切削刃と、自動バリ取り装置への取りつけ部とを備えていることを特徴とする切削工具である。
また、前記切削刃は、折り取り式の刃で構成したことを特徴とする切削工具である。
また、前記切削刃は、工具本体に形成した切削刃収納部内に着脱自在に取りつけてあることを特徴とする切削工具である。
また、前記切削刃は、工具本体に螺合したネジにより切削刃の突出量を調整・固定できることを特徴とする切削工具である。
また、前記切削工具の倣い部には、ワークの倣い面に当接するローラが配置されていることを特徴とする切削工具である。
また、バリまたは面取り部が存在するワーク表面に沿って移動可能に設けられた工具保持手段と、同保持手段内に組み込まれ、かつ、切削工具をバリ取り部または面取り部近傍のワーク倣い基準面に所定圧力で押圧する押圧手段と、同押圧手段に取り付けられ、スプリングによって弾性的に保持された切削工具支持体と、前記切削工具支持体に取り付けられワーク倣い基準面に押圧される倣い部及びワークを切削する刃物とを備えた切削工具と、ワークに形成されているバリまたは面取り部に対して略直角に切削工具を当てるように工具保持手段の向きを調節する姿勢制御手段とを備え、前記切削工具の倣い部がワークのワーク倣い基準面に押圧された状態で、工具保持手段が向き調節されつつワーク表面のバリまたは面取り部に沿って移動することにより、切削工具がバリまたは面取り部を設定位置まで切削するように構成したことを特徴とする自動バリ取り装置である。
また、前記切削工具として、前記に記載の何れかの切削工具を使用したことを特徴とする自動バリ取り装置である。
【0016】
【発明の実施の形態】
以下、本発明の実施形態を、図面を参照しながら説明すると、図1は、工具保持手段(以下工具保持装置という)を装着する6軸多関節ロボットの側面図、図2はロボットに取り付けるべき工具保持装置の要部拡大側面図、図3は同工具保持装置の正面図、図4は同工具保持装置の背面図、図5は同工具保持装置に保持させる切削工具の説明図である。
【0017】
本発明に係る自動バリ取り装置は、工具保持装置の向きを調節する姿勢制御手段を備えた6軸多関節ロボットRと、このロボットに装着される後述の工具保持装置を備えている。
【0018】
6軸多関節ロボットRは図1に示すような外観を有する公知のロボットであり、6軸多関節ロボットのアームは、6軸(S軸,L軸,U軸,R軸,B軸,T軸)方向に移動可能とされており、アームの先端には後述する工具保持装置を取り付ける取りつけ部Hが形成されている。この6軸多関節ロボットは、その本体内に工具保持装置の姿勢制御手段を内蔵しており、ワークWの位置データ等をティーチング可能であり、倣いガイド部材(後述する)内に嵌挿されている切削工具をバリが存在するワーク表面からの距離を一定に保ちつつ移動可能とされている。
なお、この実施形態では、姿勢制御手段は、上記した6軸多関節ロボットの制御部から形成されているが、バリ取り或いは面取りを行うワークの形状によっては他の形態の多関節ロボットを使用することもでき、さらには専用機を使用することも可能である。
【0019】
6軸多関節ロボットのアーム先端の取りつけ部Hに取付られる工具保持装置は、図2〜図4に示す装置本体1(詳細は後述する)を備えており、その装置本体1に切削工具10(詳細は後述する)を着脱自在に取り付けることができる構成となっており、前記6軸多関節ロボットに装着された状態で前記姿勢制御手段により、切削工具10の姿勢を制御しながらバリWb(図6参照)あるいは面取り部をワーク倣い基準面Wsに沿って移動させてバリWbを切削する。
【0020】
前記工具保持装置は、装置本体1と、その装置本体1内に組み込んだ押圧手段2、さらに押圧手段2に設けた切削工具支持体3とから構成されており、押圧手段2は、切削工具10をワーク倣い基準面Wsに対して所定圧力で押圧する手段である。この実施形態では、押圧手段2は、エア圧を利用して図2中左右方向に移動自在かつワーク表面に切削工具10を押圧可能なエアスライドテーブルと、エアスライドテーブルにエアを供給するエア供給手段(図示省略)等とから形成されている。
【0021】
また押圧手段2に設けた切削工具支持体3は、工具固定部材4と工具固定部材4の両端に立設した2本のガイト支柱5を備えており、ガイド支柱5は切削工具支持体3に設けた支持部材6、7に対して図中上下方向に摺動自在に保持されている。ガイド支柱5の周囲には、ガイド支柱5を支持部材6、7に対して弾力的に保持する上下スプリング8が設けられ、これらによって工具固定部材4が上下に移動できる構成となっている。なお、図中、9はガイド支柱に設けた中立を保つスプリングの調整駒である。また、ガイド支柱5は2本に限定することなく、切削工具10を正確に出力軸に対して平行に上下にガイドできるものであれば、場合によっては1本または複数本で構成することが可能である。またスプリング8も工具固定部材4が上下に移動できるように弾力支持できるものであれば、上記例に限定されない。
【0022】
つづいて上記工具保持装置の工具固定部材4に取り付ける切削工具10の構成を説明する。
図5において、(イ)は同工具の左側面図、(ロ)は同工具の正面図、(ハ)は同工具の右側面図、(ニ)は(イ)中のA−A断面図、図6は同工具によってバリWbを切削してゆく状況の説明図である。
切削工具10は、木工用の工具として知られている鉋に良く似た構造をしており、工具本体11と、工具本体11から所定量突出して取りつけた切削刃15と、自動バリ取り装置への取りつけ部19とを備えている。
工具本体11は、本体11に貫通して形成した切削刃収納部12と、貫通した切削刃収納部12の孔の周囲に形成した倣い部13と、切削刃15の前方の倣い部に形成したバリWb逃げ部14とを備え、切削刃収納部12内には切削刃15が着脱自在に配置される。切削刃15は市販されているカッタ等に使用されている折り取り式の刃を使用しており、この切削刃15は保持体16によって適宜固定手段により保持されている。
【0023】
保持体16には、本体1に螺合した第1ネジ17が螺合しており、第1ネジ17を回転することで保持体16を前後させ、これによって切削刃15の突出量を調整できる。また保持体16には本体1に螺合した第2ネジ18が当接する構成となっており、第2ネジ18を締めつけることにより調整後の保持体16をその位置で固定できるようになっている。こうして第1ネジ17、第2ネジ18を操作することで切削刃15が倣い部(倣い面)から突出する量を調整できるようになっている。なお、保持体とネジとの関係は上記した例に限定されることなく、同様の機能を達成できるものであれば、他の機構を採用することもできる。
【0024】
この切削工具10は、図1に示すよう切削工具10に形成した取りつけ部19を介して工具保持装置1の工具固定部材4に図示せぬボルト等の適宜固定手段で取りつけられる。
なお、工具本体11の倣い部13には図7に示すようにワークの倣い基準面Wsと当接するローラ20を配置することができる。
【0025】
次に、上記切削工具10を使用してワーク面にウネッて形成されているバリWbを切削する状況について説明する。
まず、工具保持装置は、バリWbが存在するワーク表面に沿って移動可能に6軸多関節ロボットに支持されている。
【0026】
図6に示すように、切削工具10の倣い部をワークのワーク表面のバリWbに沿って移動させながら、バリWbを切削する。この時切削刃15の前方側倣い部には図6に示すようにバリWbを逃げるための逃げ部14(例えば溝または凹部)が形成されているため、切削工具10の前方側とバリWbとが干渉することがなく、バリWbをスムーズに切削することができる。
【0027】
この際、切削工具10は常に押圧手段2によりバリWbに押圧され、さらに切削工具10は倣い部13がワークの倣い基準面Wsに押圧されることで、所定の押圧力によってワークの基準面に沿ってスプリング8を撓めながら切削工具10がワークに追従しながら移動する。したがって、バリWbを、その形状、ウネリに左右されず、かつワークWの熱収縮量が大きい場合でも迅速かつ正確に除去できる。
【0028】
なお、上記の切削工具10の切削刃後方の倣い部13に図7に示すようにローラ20を配置することで、ワークの倣い基準面と工具本体11との摩擦抵抗を少なくすることができる。具体的には倣い部13にローラ20を設けた切削工具10を使用した場合には、ローラ20がワークの倣い基準面Wsに当接されるので、倣い部13によってワークが傷ついたり、磨耗することが無くなり、さらにワークとの摩擦抵抗が少なくなり、面取り部あるいはバリWbにウネリがあっても確実にバリWb、面取りを行うことができる。
【0029】
また、図8に示すように、ワークの形状に合わせた倣い部を形成した切削工具10を構成することもできる。具体的には、図示のように略直角の面を有するワークの角部にバリがある場合には、切削工具側にワークの直角を形成する面に合わせた倣い部13を形成し、その倣い部13に連続して切削刃15が露出する逃げ部14を形成する。このようにすることで、ワークを倣い部で確りと保持でき、確実にバリ取り作業を実施できる。なお、倣い部13は上記のようにワークの形状に合わせて種々形成することができることは当然である。
【0030】
以上本発明に係る自動バリWb取り装置を説明してきたが、ワークWとしてプラスチック材に限定することなく、例えば金属材料製のワークのバリWb取りにも使用できる。
また、工具保持装置、切削工具の固定構造、押圧手段等は設計時において同様の機能を達成できる他の構成を採用できることは当然である。また工具保持装置も図に示したものに限定することなく、同様の機能を達成できる形状であれば設計時において任意に形状を変更することもできる。
また、本発明の精神または主要な特徴から逸脱することなく、他のいかなる形でも実施できる。そのため、前述の実施形態はあらゆる点で単なる例示にすぎず限定的に解釈してはならない。
【0031】
【発明の効果】
以上説明したように、本発明によれば、切削工具として日本古来の鉋と類似の構成からなるバリWb取り専用の切削工具を使用し、さらにその工具に取り付ける切削刃も市販されているカッタ等に使用されている折り取り式の刃を使用し、その刃の突出量も工具本体に取り付けたネジの調整により容易に調整できる構成としたので、工具保持装置には従来のような切削刃を駆動するモータが不要となり、また切削刃も市販の折り取り式の刃を使用することができる。この結果、全体として構造が簡単となり製造コストが極めて安価となる等の利点がある。さらに切削工具にローラを取り付けた場合には摩擦抵抗が少なくなり、バリWb取り作業が一層スムーズになる等の利点がある。
【図面の簡単な説明】
【図1】工具保持装置(以下工具保持装置という)を装着する6軸多関節ロボットの側面図である。
【図2】ロボットに取り付けるべき工具保持手段(工具保持装置)の要部拡大側面図である。
【図3】同工具保持装置の正面図である。
【図4】同工具保持装置の背面図である。
【図5】同工具保持装置に保持させる切削工具10の説明図である。
【図6】切削工具によってバリWbを切削している状況の説明図である。
【図7】ローラ付切削工具によってバリWbを切削している状況の説明図である。
【図8】他の例を示す切削工具によってバリWbを切削している状況の説明図である。
【符号の説明】
1 装置本体
2 押圧手段
3 切削工具支持体3
4 工具固定部材
5 ガイド支柱
6、7 支持部材
8 スプリング
9 中立を保つスプリングの調整駒
10 切削工具
11 工具本体
12 切削刃収納部
13 倣い部
14 逃げ部
15 切削刃
16 保持体
17 第1ネジ
18 第2ネジ
19 取り付け部
20 ローラ
Claims (7)
- 自動バリ取り装置に使用する切削工具であって、同切削工具は、工具本体と、工具本体に形成したワーク倣い基準面に当接される倣い部と、前記倣い部から所定量突出して取りつけた切削刃と、自動バリ取り装置への取りつけ部とを備えていることを特徴とする切削工具。
- 前記切削刃は、折り取り式の刃で構成したことを特徴とする請求項1に記載の切削工具。
- 前記切削刃は、工具本体に形成した切削刃収納部内に着脱自在に取りつけてあることを特徴とする請求項2に記載の切削工具。
- 前記切削刃は、工具本体に螺合したネジにより切削刃の突出量を調整・固定できることを特徴とする請求項3に記載の切削工具。
- 前記切削工具の倣い部には、ワークの倣い面に当接するローラが配置されていることを特徴とする請求項1〜請求項4のいずれかに記載の切削工具。
- バリまたは面取り部が存在するワーク表面に沿って移動可能に設けられた工具保持手段と、同保持手段内に組み込まれ、かつ、切削工具をバリ取り部または面取り部近傍のワーク倣い基準面に所定圧力で押圧する押圧手段と、同押圧手段に取り付けられ、スプリングによって弾性的に保持された切削工具支持体と、前記切削工具支持体に取り付けられワーク倣い基準面に押圧される倣い部及びワークを切削する刃物とを備えた切削工具と、ワークに形成されているバリまたは面取り部に対して略直角に切削工具を当てるように工具保持手段の向きを調節する姿勢制御手段とを備え、前記切削工具の倣い部がワークのワーク倣い基準面に押圧された状態で、工具保持手段が向き調節されつつワーク表面のバリまたは面取り部に沿って移動することにより、切削工具がバリまたは面取り部を設定位置まで切削するように構成したことを特徴とする自動バリ取り装置。
- 前記切削工具として、前記請求項1〜請求項5の何れかに記載の切削工具を使用したことを特徴とする請求項6に記載の自動バリ取り装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002315239A JP2004148427A (ja) | 2002-10-30 | 2002-10-30 | 切削工具およびその工具を使用した自動バリ取り装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002315239A JP2004148427A (ja) | 2002-10-30 | 2002-10-30 | 切削工具およびその工具を使用した自動バリ取り装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004148427A true JP2004148427A (ja) | 2004-05-27 |
Family
ID=32459304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002315239A Pending JP2004148427A (ja) | 2002-10-30 | 2002-10-30 | 切削工具およびその工具を使用した自動バリ取り装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004148427A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006351584A (ja) * | 2005-06-13 | 2006-12-28 | Agata Denshi Kk | リード線剥離装置 |
| JP2010079471A (ja) * | 2008-09-25 | 2010-04-08 | Nippon Shoryoku Kikai Kk | ロボットシステム |
| TWI426015B (zh) * | 2007-12-31 | 2014-02-11 | Nihon Shoryoku Kikai Co Ltd | 毛邊移除系統及毛邊移除裝置 |
| TWI602675B (zh) * | 2007-12-31 | 2017-10-21 | 日本省力機械股份有限公司 | 切除器刀刃 |
-
2002
- 2002-10-30 JP JP2002315239A patent/JP2004148427A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006351584A (ja) * | 2005-06-13 | 2006-12-28 | Agata Denshi Kk | リード線剥離装置 |
| JP4539852B2 (ja) * | 2005-06-13 | 2010-09-08 | アガタ電子株式会社 | リード線剥離装置 |
| TWI426015B (zh) * | 2007-12-31 | 2014-02-11 | Nihon Shoryoku Kikai Co Ltd | 毛邊移除系統及毛邊移除裝置 |
| TWI602675B (zh) * | 2007-12-31 | 2017-10-21 | 日本省力機械股份有限公司 | 切除器刀刃 |
| JP2010079471A (ja) * | 2008-09-25 | 2010-04-08 | Nippon Shoryoku Kikai Kk | ロボットシステム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8806999B2 (en) | Deburring system, deburring apparatus and cutter blade | |
| JP2648823B2 (ja) | ばり取り工具 | |
| EP1942779B1 (en) | Method and apparatus for weld profiling | |
| WO2014002250A1 (ja) | 加工装置 | |
| US8118522B2 (en) | Working apparatus | |
| WO2015052846A1 (ja) | カッター刃、加工装置 | |
| JP3547674B2 (ja) | 成型品の外周用バリ取り装置 | |
| JP3587171B2 (ja) | 自動バリ取り装置 | |
| JP2008023558A (ja) | 溶接ビード除去装置 | |
| JP2008273212A (ja) | バリ取り装置 | |
| JP4901546B2 (ja) | 加工装置 | |
| JP2004148427A (ja) | 切削工具およびその工具を使用した自動バリ取り装置 | |
| JP2009172692A (ja) | バリ取り工具を備えたロボット | |
| JP2003011014A (ja) | カッターヘッド、曲面加工方法、v溝加工方法、光学部品及び光学部品用金型 | |
| JPH11239909A (ja) | バリ取り方法及びバリ取り装置 | |
| JP3020060B1 (ja) | 自動バリ取り装置 | |
| JP2004130510A (ja) | 自動バリ取り装置用の工具保持装置。 | |
| JP4819968B2 (ja) | 切削加工装置及び切削加工方法 | |
| JP3216217B2 (ja) | ロボット用バリ取り工具 | |
| TWI426015B (zh) | 毛邊移除系統及毛邊移除裝置 | |
| JPH07124813A (ja) | フレネル形状の形成方法 | |
| US6796755B2 (en) | Guide for rotary cutter | |
| TWI530379B (zh) | 毛邊移除裝置 | |
| CN210475655U (zh) | 一种铣床用刀具 | |
| US5192175A (en) | Burr trimming method and apparatus for machining shock testing pieces, and automatic machining system thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051111 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20060110 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060620 |