JP2004137561A - 窒化層を有する超微細粒鋼 - Google Patents
窒化層を有する超微細粒鋼 Download PDFInfo
- Publication number
- JP2004137561A JP2004137561A JP2002303658A JP2002303658A JP2004137561A JP 2004137561 A JP2004137561 A JP 2004137561A JP 2002303658 A JP2002303658 A JP 2002303658A JP 2002303658 A JP2002303658 A JP 2002303658A JP 2004137561 A JP2004137561 A JP 2004137561A
- Authority
- JP
- Japan
- Prior art keywords
- ultrafine
- grained steel
- steel
- nitrided layer
- grained
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
Abstract
【解決手段】平均粒径が3μm以下のフェライト粒組織を有し、表面に窒化層が形成されている。
【選択図】 図2
Description
【発明の属する技術分野】
この出願の発明は、窒化層を有する超微細粒鋼に関するものである。さらに詳しくは、この出願の発明は、Cr, Mo 等の高価でリサイクルに際し有害となる合金元素を添加せずに窒化層が形成され、高疲労強度化した、窒化層を有する超微細粒鋼に関するものである。
【0002】
【従来の技術とその課題】
回転軸等の曲げやねじり応力を受ける金属製部品では、高応力にさらされる表面から疲労き裂が発生し、やがて疲労破壊する。このため、表面を硬化させ、高疲労強度化することは、部品全体を高疲労強度化するのに有効である。また、表面を硬化させることは、耐摩耗性、耐腐食性の観点からも有効である。このことは、フェライト結晶粒径を非常に小さくした高強度、高靱性を有する超微細粒鋼(たとえば、特許文献1参照)についても同様である。
【0003】
従来、表面硬化のために窒化が考えられているが、そのためには、Cr, Mo, Ti, Nb等の合金元素を添加し、450℃〜590℃で0.5〜100時間加熱保持し、これら合金元素の窒化物を生成させる必要があった(たとえば、非特許文献1参照)。現に、アンモニアガスを用いて純鉄を窒化すると、その表面に数μmから十数μmの厚さの膜状の鉄窒化物が形成されるにとどまり、硬化は高々Hv250程度に過ぎない。内部には鉄窒化物の析出がほとんどないか、あるいはわずかに析出しても硬化にはほとんど寄与しない。
【0004】
しかしながら、Cr, Mo等の合金元素は高価であり、また、リサイクルに際し有害となるため、その添加は避けることが望ましい。
【0005】
この出願の発明は、このような事情に鑑みてなされたものであり、Cr, Mo 等の高価でリサイクルに際し有害となる合金元素を添加せずに窒化層が形成され、高疲労強度化した、窒化層を有する超微細粒鋼を提供することを解決すべき課題としている。
【0006】
【特許文献1】
特開2000−309850号公報
【非特許文献1】
桑原秀行、博士論文「プラズマによる鉄合金の表面改質に関する研究」、1992年11月、京都大学
【0007】
【課題を解決するための手段】
この出願の発明は、上記の課題を解決するものとして、平均粒径が3μm以下のフェライト粒組織を有し、表面に窒化層が形成されていることを特徴とする窒化層を有する超微細粒鋼(請求項1)を提供する。
【0008】
またこの出願の発明は、炭化物の析出若しくは固溶元素の添加のいずれか又は両方により窒化時の結晶粒成長が抑制されていること(請求項2)、C量が0.001mass%以上であること(請求項3)、Mn, Cr, Mo, Ti, Nb, V及びPからなる群から選択される元素が少なくとも一種類添加されたこと(請求項4)、Mn量が0.4mass%以上であること(請求項5)、P量が0.035mass%以上であること(請求項6)、Cr, Mo, Ti, Nb, Vの含有量が合計で0.1mass%以下の炭素鋼であること(請求項7)、疲労限が母材のビッカース硬さの1.6倍以上であること(請求項8)、以上の窒化層を有する超微細粒鋼から形成される成型品、部品又は部材(請求項9)をそれぞれ一態様として提供する。
【0009】
以下、実施例を示しつつ、この出願の発明の窒化層を有する超微細粒鋼についてさらに詳しく説明する。
【0010】
【発明の実施の形態】
単純組成の、平均粒径が3μm以下のフェライト粒組織を有する超微細粒鋼は、アンモニアガス雰囲気若しくはアンモニアガスを含む雰囲気中で450℃〜590℃の温度に0.5〜100時間保持することにより、表面に窒化層が形成され、表面硬化が起こり、高疲労強度化する。
【0011】
ここで、フェライト粒組織とは、フェライト粒が主体の組織を意味する。この意味では、フェライト粒組織は、フェライト単相組織でも、第2相として炭化物、パーライト、マルテンサイト、オーステナイトなどを含んでもよい。
【0012】
なお、この出願の発明の窒化層を有する超微細粒鋼では、Mn量は0.4mass%以上とするのが好ましい。Mn量が0.37mass%のFe−C−Mn系若しくはFe−C−Mn−Si系の超微細粒鋼では、500℃, 16時間の窒化により表面の硬化が起こるが、深い硬化層までは形成されにくい。Mn量が0.83mass%の場合、超微細粒鋼の表面は硬化し、深い窒化層が形成される。ところで、通常の鋼ではMnS対策として最低0.4mass%のMnが添加される。以上を考慮してこの出願の発明の窒化層を有する超微細粒鋼では、Mn量は0.4mass%以上とするのが好ましい。
【0013】
C量が0.001mass%〜0.15mass%の超微細粒鋼では、550℃前後の温度に長時間保持すると、粒成長が生じ、超微細粒組織が崩れやすい。そこで、この出願の発明の鋼の高疲労強度化方法では、C量を高め、Fe3C, NbC, TiC等の炭化物を析出させるか、若しくはP(リン), V(バナジウム)等の固溶元素を添加するか、又はその両方により粒成長を阻止若しくは抑制することができる。たとえば、500℃前後の温度で26時間にも及ぶ長時間の窒化が可能となる。この長時間の窒化により、より深く、高疲労強度化に有効な窒化層が形成される。好ましいC量は0.05mass%以上である。また、P量は0.035mass%以上とするのが好ましい。
【0014】
通常、疲労を考えた場合、窒化による硬化層、すなわち窒化層は、0.5mm〜1.0mm程度であり、十分に表面を硬化させた場合、粗粒鋼では窒化層直下の母地から疲労破壊が生じる。窒化材全体の疲労強度は、一般に、疲労破壊の起点部の応力と母地の疲労強度から律則される強度で決まるが、この出願の発明の窒化層を有する超微細粒鋼は、上記法則から期待される疲労強度よりもはるかに高い疲労強度が得られる。それというのも、窒化により超微細粒鋼に形成される窒化層は、粗粒鋼の窒化層よりも硬化するためである。したがって、超微細粒鋼は、高強度、高靱性をあわせ持つばかりでなく、窒化により高疲労強度が付与される。
【0015】
そして、表面硬さの上昇は耐摩耗性の向上に繋がる。つまり、窒化層には大きな圧縮応力が付与されているのであり、残存する圧縮応力が摺動による引張応力を打ち消し、超微細粒鋼表面に負荷される引張応力が相対的に小さくなるのである。また、この出願の発明の窒化層を有する超微細粒鋼は、窒化温度において結晶粒の成長が阻止若しくは抑制されるため、摩擦により発生する熱に対しても特性劣化が起こりにくい。したがって、この出願の発明の窒化層を有する超微細粒鋼は、良好な耐摩耗性を示す。
【0016】
この出願の発明の窒化層を有する超微細粒鋼は、バルク状、粉末状のいずれとすることができる。
【0017】
Fe−C−Mn系若しくはFe−C−Mn−Si系の鋼粉末を窒化すると、粉末の強度は、バルク状の超微細粒鋼に形成される窒化層と同程度の強度を示す。したがって、窒化粉末を焼結することにより得られるバルク体もまた高強度材料となり得る。この場合、焼結は、たとえば、窒素ガス、アンモニアガスを単独若しくは混合したガス、又はそのいずれかのガスに水素ガスを添加し、全圧力を2気圧以下とした雰囲気中で、0.1MPa以上の圧縮応力を負荷し、1200℃以下の温度域にして行うことができる。また、焼結を行う際には、すべての粉末が窒化されている必要はなく、たとえば、焼結助剤として純鉄粉末を配合することができる。さらに、鋼粉末の粒径が20μm以下の粉末を用いる場合、前述の粒成長抑制効果を発現させるために、2μm以下の粒径のTiN, TiC等のセラミックス粉末を添加することができる。
【0018】
このように、この出願の発明の窒化層を有する超微細粒鋼は、高強度、高靱性に加え、高疲労強度、優れた耐摩耗性が付与されたものとなり、各種成型品、部品、部材への適用範囲を広げるものとして実用化が期待される。
【0019】
【実施例】
【0020】
【表1】

【表2】
表1に実施例で使用した材料の化学成分とフェライト粒径を、表2に機械的性質を示した。Fe−C−Mn系粗粒鋼0.002CとFe−C−Mn−Si系粗粒鋼0.25Cは、フェライト粒径が約20μmで、フェライト・パーライト組織を有する。Fe−C−Mn−Si系粗粒鋼0.45Cは焼戻しマルテンサイト組織を有する。超微細粒鋼は、微細フェライト粒と炭化物が分散したフェライト組織を有する。この超微細粒鋼については、溝ロール圧延により18mm×18mmの角棒に成形した。
【0023】
表2に示したように、Fe−C−Mn系超微細粒鋼0.05C並びにFe−C−Mn−Si系粗粒鋼0.15C, 0.45C, 0.75C, 0.90Cにおいては、炭素量の増加にともない、図9(a)(b)に示したように、粒状の炭化物が増加するため、炭化物の析出強化により引張強度及びビッカース硬さは増加している。Fe−C−Mn−Si系超微細粒鋼0.15C−0.1Pと0.45−0.1Pにおいては、同じC量を有するP無添加超微細粒鋼と比べると、引張強度及びビッカース硬さは大きくなっている。これは、Pの固溶強化による。
【0024】
Fe−C−Mn系0.002C粗粒鋼とFe−C−Mn系0.05C超微細粒鋼を550℃×26時間の条件でプラズマ窒化した。図1は、Fe−C−Mn系0.002C粗粒鋼の窒化層組織を示したFE−SEM写真である。このFE−SEM写真からフェライト粒内に筋状の窒化物が形成されていることが確認される。
【0025】
図2は、Fe−C−Mn系0.002C粗粒鋼とFe−C−Mn系0.05C超微細粒鋼の素材と窒化層表面のビッカース硬さを示した棒グラフである。ビッカース硬さは、プラズマ窒化した厚さ1mmの板の表面に1kgの荷重を加えて測定した。単純組成のFe−C−Mn系鋼でも窒化により硬化し、超微細粒鋼はより大きく硬化することが確認される。
【0026】
図3は、Fe−C−Mn系0.05C超微細粒鋼の疲労試験片における窒化後の硬さ分布を示したグラフである。窒化条件は、上記と同じ550℃×26時間のプラズマ窒化であり、疲労試験片は、試験部の直径φが6mmの砂時計型とした。ビッカース硬さの測定は、0.2kgの荷重下で行った。図3のグラフに示した硬さ分布より、窒化層は約1mm程度と推定される。また、窒化後の母地は、窒化前の素材よりも硬さが低下していることが確認される。これは、窒化の際に母地が粗粒化したことが原因と考えられ、実際、図4の窒化後の母地組織を示したFE−SEM写真から確認されるように、フェライト粒径が5μm〜10μmの大きさまで粗大化していた。
【0027】
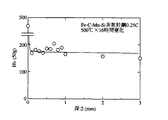
図5、図6は、それぞれ、Mnが0.37mass%、0.83mass%添加されたFe−C−Mn−Si系0.25C, 0.45C粗粒鋼(いずれも直径16mmの丸棒)に500℃×16時間の条件で窒化した後の硬さ分布を示したグラフである。純鉄と同様に、Mn量が0.37mass%である0.25C粗粒鋼においては、表面の硬さは高くなっているが、表面以外の内部では硬さは上昇していない。これに対し、Mn量が0.83mass%である0.45C粗粒鋼においては内部の硬さも上昇し、1mm程度の深い窒化層が形成されていることが確認される。Fe−C−Mn−Si系鋼においても窒化が可能であることが理解される。また、表1に示したように、他のすべての粗粒鋼と細粒鋼はMn量が1.43mass%以上であるが、すべて1mm程度の窒化層が形成された。したがって、Fe−C−Mn系やFe−C−Mn−Si系の単純組成の超微細粒鋼では、深い有効な窒化層、すなわち硬化層を形成するためには、Mn量が0.37mass%以上必要であると理解される。
【0028】
図7は、Fe−C−Mn系0.05C超微細粒鋼の素材と窒化材の疲労試験の結果を比較して示したグラフである。疲労試験には、クラウゼ型回転曲げ疲労試験機及び試験部の直径φが6mmの砂時計型試験片を使用した。なお、窒化材は、研磨により表面を0.1mm程度除去し、窒化の際に導入された欠陥を除去した。図7から確認されるように、窒化材は、母地が粗大化しているにもかかわらず、疲労強度が素材に比べて大きく向上しており、素材の疲労限が375MPaであるのに対し、窒化材の疲労限は640MPaとなった。窒化材の母地の硬さはHV160程度であり、実験式
疲労限=1.6×ビッカース硬さ
を用いると、母材の疲労限は、1.6×160=256[MPa]と推定される。窒化層の厚さを1mmとし、直径φ6mm(半径3mm)の試験片の回転曲げ試験における応力勾配を考慮すると、窒化層直下に作用する応力振幅σa′は、表面の公称応力振幅σaに対し、σa′/σa=(3−1)/3≒0.67となる。したがって、母地硬さと応力勾配から見積もられる窒化材の疲労限は、256/0.67=382[MPa]程度であるが、実際の窒化材の疲労限は上記のとおり640MPaであり、母地硬さから予想される疲労限よりはるかに大きく高疲労強度化されていることが確認される。上記と同様な見積もりを素材について測定された疲労限の376MPaを用いて行うと、図3に示した結果より素材と同じ硬さを示す窒化深さは約0.6mmであり、σa′/σa=(3−0.6)/3=0.8となり、したがって、予測される窒化材の疲労限は、375/0.8=469[MPa]となる。実際の窒化材の疲労限640MPaはこの予想値よりも大きいことが理解される。
【0029】
以上のように、超微細粒鋼では窒化にともない多少粗粒化しても、疲労強度に関し、大きな窒化の効果が得られる。ただ、実際の部品・部材を考慮すると、母材は窒化によっても超微細粒組織を維持し、強度を保つことが望まれる。
【0030】
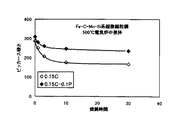
そこで、図8にFe3Cによる粒成長効果について調べた結果を示した。具体的には、Fe−C−Mn−Si系超微細粒鋼から作製した、試験部の直径6mmの疲労試験片を用い、窒化時の高温・長時間保持を模擬し、通常の電気炉を使って30時間まで500℃に保持した後の硬さ変化を測定した。図8のグラフに示したように、C量が低い0.05C(0.05Cmass%)超微細粒鋼、 0.15C(0.15Cmass%)超微細粒鋼では3時間程度の高温保持で硬さがHv200程度まで低下し、粗粒化が確認された。これに対し、C量の高い0.45(0.45Cmass%)超微細粒鋼では、30時間保持しても硬さの低下はわずかであり、粗粒化の兆候を示さない。0.75C超微細粒鋼、0.90C超微細粒鋼についても同様の結果が得られた。
【0031】
図9(a)(b)は、それぞれ、Fe−C−Mn−Si系0.15C超微細粒鋼、0.45C超微細粒鋼の窒化前の母材組織を示したFE−SEM写真である。前述のとおり、0.45C超微細粒鋼では多数のFe3C(白い斑点)が析出している。このFe3C析出物の粒成長抑制効果により0.45C超微細粒鋼は粗粒化しなかったと推定される。また、両超微細粒鋼においてフェライト粒径は1μm以下であることが確認される。
【0032】
図10は、Fe−C−Mn−Si系0.15C超微細粒鋼に0.1mass%のPを添加した0.15C−0.1P超微細粒鋼における粒成長抑制効果を示したグラフである。図10から確認されるように、0.15C−0.1P超微細粒鋼では、0.15C超微細粒鋼に比べ、硬さの低下はわずかであり、粗粒化が抑制されている。これは、固溶したPの粒成長抑制効果によるものと推定される。
【0033】
以上の結果から、炭化物若しくは固溶元素の粒成長効果により粗粒化を阻止若しくは抑制して超微細粒組織を維持し、高強度を保ったままで長時間の窒化が可能であると結論される。
【0034】
粒成長抑制効果を利用した超微細粒鋼の窒化の有効性をさらに確認するために、Fe3C析出物を利用したFe−C−Mn−Si系超微細粒鋼0.45C、Pの固溶を利用した0.15C−0.1P及びその両方を利用した0.45C−0.1Pを実際に窒化し、疲労試験を行った。窒化は、500℃×16時間の条件のプラズマ窒化とした。疲労試験には、試験部の直径6mmの砂時計型試験片、クラウゼ型回転曲げ試験機を使用し、1本の試験片につき107回を単位とするステップワイズ試験を行い、疲労限のみを求めた。図11は、Fe−C−Mn−Si系超微細粒鋼0.45C−0.1Pを窒化した後の硬さ分布を示したグラフである。この図11に示したグラフから確認されるように、0.45C−0.1P窒化材では、母地でもHv300程度を示しており、超微細粒組織が維持されている。また、各窒化材の疲労試験結果は表3に示したとおりである。
【0035】
【表3】
窒化後の疲労限は0.45C超微細粒鋼で700MPa、0.15C−0.1P超微細粒鋼で780MPa、0.45C−0.1P超微細粒鋼で700MPaとなった。表2に示したように、それぞれの母地のビッカース硬さは300, 308, 339であるので、疲労限/母地のビッカース硬さの比はそれぞれ2.33, 2.53, 2.06となり、すべて1.6以上となっている。
【0037】
ところで、超微細粒鋼0.45C及び0.15C−0.1Pは表面起点の疲労破壊であったのに対し、0.45C−0.1P超微細粒鋼は内部の介在物起点の疲労破壊であった。このことから、超微細粒鋼0.45C及び0.15C−0.1Pでは窒化組織のもつ本来の疲労限が得られたが、0.45C−0.1P超微細粒鋼は、上記のとおり、介在物起点型の疲労破壊が起こったため、疲労限が低下していると理解される。たとえば高清浄化技術を利用するなどして介在物の寸法を小さくし、介在物起点型の疲労破壊が生じないようにすれば、0.45C−0.1P超微細粒鋼は、硬さが高いことから、0.15C−0.1P超微細粒鋼の780MPaを上回る疲労限が得られると期待される。
【0038】
なお、硬さが高いほど優れた耐摩耗性が得られる。図2に示したように、素材と窒化層の硬さの差は、粗粒鋼より超微細粒鋼の方が2倍以上大きい。このことは、換言すれば、超微細粒鋼を窒化すると、粗粒化鋼に期待される以上の硬さの上昇が起こり、超微細粒鋼は優れた耐摩耗性を有することを意味する。また、図2と図11の比較から、Fe3C等の炭化物の析出、P等の固溶元素の添加は、それぞれ、析出強化、固溶強化により窒化層の硬さを上昇させるため、より一層超微細粒鋼の耐摩耗性が向上することが見込まれる。
【0039】
しかも、図8、図10及び図11に示したように、窒化温度においても粒成長はしない。このことから、摩擦により熱が発生しても、窒化温度程度までの摩擦面の温度上昇に対しては超微細粒組織を維持可能であり、強度の低下はない若しくは小さく、良好な耐摩耗性が得られると考えられる。
【0040】
もちろん、この出願の発明は、以上の実施形態及び実施例によって限定されるものではない。鋼の化学成分、窒化条件、窒化方式などの細部については様々な態様が可能であることはいうまでもない。
【0041】
【発明の効果】
以上詳しく説明した通り、この出願の発明によって、Cr, Mo 等の高価でリサイクルに際し有害となる合金元素を添加せずに窒化層が形成され、高疲労強度化した、窒化層を有する超微細粒鋼が提供される。
【図面の簡単な説明】
【図1】550℃×26時間の条件でプラズマ窒化したFe−C−Mn系0.002C粗粒鋼の窒化層組織を示したFE−SEM写真である。
【図2】550℃×26時間の条件でプラズマ窒化したFe−C−Mn系0.002C粗粒鋼とFe−C−Mn系0.05C超微細粒鋼の素材と窒化層表面のビッカース硬さを示した棒グラフである。
【図3】Fe−C−Mn系0.05C超微細粒鋼の疲労試験片における窒化後の硬さ分布を示したグラフである。
【図4】550℃×26時間の条件でプラズマ窒化したFe−C−Mn系0.05C超微細粒鋼の窒化後の母地組織を示したFE−SEM写真である。
【図5】Mn量0.37mass%含有のFe−C−Mn−Si系0.25C粗粒鋼に500℃×16時間の条件で窒化した後の硬さ分布を示したグラフである。
【図6】Mn量0.83mass%含有のFe−C−Mn−Si系0.45C粗粒鋼に500℃×16時間の条件で窒化した後の硬さ分布を示したグラフである。
【図7】Fe−C−Mn系0.05C超微細粒鋼の素材と窒化材の疲労試験の結果を比較して示したグラフである。
【図8】Fe−C−Mn−Si系超微細粒鋼のFe3Cによる粒成長抑制効果を示したグラフである。
【図9】(a)(b)は、それぞれ、Fe−C−Mn−Si系0.15C 超微細粒鋼、0.45C超微細粒鋼の窒化前の母材組織を示したFE−SEM写真である。
【図10】Fe−C−Mn−Si系0.15C超微細粒鋼に0.1mass%のPを添加した0.15C−0.1P超微細粒鋼における粒成長抑制効果を示したグラフである。
【図11】Fe−C−Mn−Si系超微細粒鋼0.45C−0.1Pを窒化した後の硬さ分布を示したグラフである。
Claims (9)
- 平均粒径が3μm以下のフェライト粒組織を有し、表面に窒化層が形成されていることを特徴とする窒化層を有する超微細粒鋼。
- 炭化物の析出若しくは固溶元素の添加のいずれか又は両方により窒化時の結晶粒成長が抑制されている請求項1記載の窒化層を有する超微細粒鋼。
- C量が0.001mass%以上である請求項1又は2記載の窒化層を有する超微細粒鋼。
- Mn, Cr, Mo, Ti, Nb, V及びPからなる群から選択される元素が少なくとも一種類添加された請求項1、2又は3いずれかに記載の窒化層を有する超微細粒鋼。
- Mn量が0.4mass%以上である請求項4記載の窒化層を有する超微細粒鋼。
- P量が0.035mass%以上である請求項4又は5記載の窒化層を有する超微細粒鋼。
- Cr, Mo, Ti, Nb, Vの含有量が合計で0.1mass%以下の炭素鋼である請求項4、5又は6いずれかに記載の窒化層を有する超微細粒鋼。
- 疲労限が母材のビッカース硬さの1.6倍以上である請求項1、2、3、4、5、6又は7いずれかに記載の窒化層を有する超微細粒鋼。
- 請求項1、2、3、4、5、6、7又は8いずれかに記載の窒化層を有する超微細粒鋼から形成される成型品、部品又は部材。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002303658A JP3931230B2 (ja) | 2002-10-17 | 2002-10-17 | 窒化層を有する超微細粒鋼 |
| KR1020057006535A KR20050067184A (ko) | 2002-10-17 | 2003-10-17 | 질화층을 갖는 초미세 입자강 |
| EP03808902A EP1580291A4 (en) | 2002-10-17 | 2003-10-17 | SUPERFIN PARTICLE STEEL WITH NITRIDEE SURFACE |
| CNB2003801015127A CN100359033C (zh) | 2002-10-17 | 2003-10-17 | 具有氮化层的超微细晶粒钢 |
| US10/531,319 US20050241733A1 (en) | 2002-10-17 | 2003-10-17 | Superfine grain steel having nitrided layer |
| PCT/JP2003/013308 WO2004035850A1 (ja) | 2002-10-17 | 2003-10-17 | 窒化層を有する超微細粒鋼 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002303658A JP3931230B2 (ja) | 2002-10-17 | 2002-10-17 | 窒化層を有する超微細粒鋼 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004137561A true JP2004137561A (ja) | 2004-05-13 |
| JP3931230B2 JP3931230B2 (ja) | 2007-06-13 |
Family
ID=32105079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002303658A Expired - Lifetime JP3931230B2 (ja) | 2002-10-17 | 2002-10-17 | 窒化層を有する超微細粒鋼 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20050241733A1 (ja) |
| EP (1) | EP1580291A4 (ja) |
| JP (1) | JP3931230B2 (ja) |
| KR (1) | KR20050067184A (ja) |
| CN (1) | CN100359033C (ja) |
| WO (1) | WO2004035850A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006093167A1 (ja) * | 2005-02-28 | 2006-09-08 | National Institute For Metals Science | 超微細粒組織鋼からなる高強度成形品及びその製造方法 |
| JP4009313B2 (ja) * | 2006-03-17 | 2007-11-14 | 株式会社神戸製鋼所 | 溶接性に優れた高強度鋼材およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5917167B2 (ja) * | 1980-06-09 | 1984-04-19 | 株式会社不二越 | 鋼の焼入方法 |
| JPH07216497A (ja) * | 1994-02-03 | 1995-08-15 | Sumitomo Metal Ind Ltd | 高疲労強度の薄鋼板または薄鋼板部品およびその製造方法 |
| JP2979987B2 (ja) * | 1994-12-20 | 1999-11-22 | 住友金属工業株式会社 | 軟窒化用鋼 |
| JPH10219393A (ja) * | 1997-02-04 | 1998-08-18 | Sumitomo Metal Ind Ltd | 軟窒化用鋼材、軟窒化部品及びその製造方法 |
| EP0903412A3 (en) * | 1997-09-22 | 2001-01-24 | National Research Institute For Metals | Ultra-fine texture steel and method for producing it |
| JP2000080435A (ja) * | 1998-08-31 | 2000-03-21 | Japan Science & Technology Corp | 高強度p添加鋼とその製造方法 |
| JP4243667B2 (ja) * | 1999-02-26 | 2009-03-25 | 独立行政法人物質・材料研究機構 | 高強度・高靱性低炭素鋼棒材 |
| US6386810B1 (en) * | 1999-05-21 | 2002-05-14 | Hiroshi Onoe | High strength screw |
| JP4164589B2 (ja) * | 1999-08-31 | 2008-10-15 | 独立行政法人物質・材料研究機構 | 超微細組織鋼の製造方法 |
| JP3845696B2 (ja) * | 2000-02-25 | 2006-11-15 | 独立行政法人物質・材料研究機構 | 超微細粒フェライト組織鋼の製造方法 |
| JP4374196B2 (ja) * | 2002-02-19 | 2009-12-02 | 新日本製鐵株式会社 | 加工性、めっき性および靱性に優れた微細組織を有する高強度鋼板及びその製造方法 |
-
2002
- 2002-10-17 JP JP2002303658A patent/JP3931230B2/ja not_active Expired - Lifetime
-
2003
- 2003-10-17 EP EP03808902A patent/EP1580291A4/en not_active Withdrawn
- 2003-10-17 US US10/531,319 patent/US20050241733A1/en not_active Abandoned
- 2003-10-17 KR KR1020057006535A patent/KR20050067184A/ko active Search and Examination
- 2003-10-17 CN CNB2003801015127A patent/CN100359033C/zh not_active Expired - Fee Related
- 2003-10-17 WO PCT/JP2003/013308 patent/WO2004035850A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JP3931230B2 (ja) | 2007-06-13 |
| KR20050067184A (ko) | 2005-06-30 |
| CN1705762A (zh) | 2005-12-07 |
| US20050241733A1 (en) | 2005-11-03 |
| EP1580291A1 (en) | 2005-09-28 |
| EP1580291A4 (en) | 2006-01-18 |
| WO2004035850A1 (ja) | 2004-04-29 |
| CN100359033C (zh) | 2008-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Sahin et al. | Investigation of the effect of boronizing on cast irons | |
| EP2578717B1 (en) | Steel for nitriding purposes, and nitrided member | |
| Meric et al. | Investigation of the boronizing effect on the abrasive wear behavior in cast irons | |
| Bejar et al. | Abrasive wear resistance of boronized carbon and low-alloy steels | |
| Kochmański et al. | Activated gas nitriding of 17-4 PH stainless steel | |
| Kim et al. | Energy-based approach to predict the fatigue life behavior of pre-strained Fe–18Mn TWIP steel | |
| Jurči et al. | Diffusion boronizing of H11 hot work tool steel | |
| Menig et al. | Optimized warm peening of the quenched and tempered steel AISI 4140 | |
| JP2003113449A (ja) | 耐遅れ破壊性に優れた高強度・高靭性ステンレス鋼板およびその製造方法 | |
| Akita et al. | Some factors exerting an influence on the coaxing effect of austenitic stainless steels | |
| Allen et al. | The effect of fretting on the fatigue behaviour of plasma nitrided stainless steels | |
| Lentz et al. | Microstructures, heat treatment, and properties of boron‐alloyed tool steels | |
| JP2004137561A (ja) | 窒化層を有する超微細粒鋼 | |
| Krauss | Bending fatigue of carburized steels | |
| Sarwar et al. | Influence of martensite volume fraction on fatigue limit of a dual-phase steel | |
| Abdullah et al. | Mechanical properties and microstructure analysis of 0.5% Niobium alloyed ductile iron under austempered process in salt bath treatment | |
| JP7295378B2 (ja) | ガス軟窒化処理部品及びその製造方法 | |
| Toktaş et al. | Effect of boronizing parameters and matrix structures on the wear property of ductile iron | |
| Kim et al. | Effect of phase transformation on wear of high-nitrogen austenitic 18Cr–18Mn–2Mo–0.9 N steel | |
| Santuliana et al. | Microstructure, microhardness and impact toughness of low pressure carburized PM steels | |
| KR101678417B1 (ko) | 물품의 표면처리방법 및 이에 의해 표면처리된 물품 | |
| Kaputkina et al. | Martensitic transformations and martensite structure in thermomechanically strengthened high-nitrogen steels | |
| Rogachev et al. | Evolution of the structure and mechanical properties of a bulk-nitrided corrosion-resistant ferritic steel upon tempering in the temperature range of 400–700° C | |
| Kuntz et al. | Fatigue Properties at Elevated Temperatures of Secondary Tempered Nanostructured Bainite: A Study of Deformation Mechanisms | |
| JP4938181B2 (ja) | 鉄系摺動部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060627 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3931230 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |