JP2004002855A - 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 - Google Patents
合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 Download PDFInfo
- Publication number
- JP2004002855A JP2004002855A JP2003132638A JP2003132638A JP2004002855A JP 2004002855 A JP2004002855 A JP 2004002855A JP 2003132638 A JP2003132638 A JP 2003132638A JP 2003132638 A JP2003132638 A JP 2003132638A JP 2004002855 A JP2004002855 A JP 2004002855A
- Authority
- JP
- Japan
- Prior art keywords
- synthetic resin
- resin material
- granular
- furnace
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/30—Fuel from waste, e.g. synthetic alcohol or diesel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/52—Mechanical processing of waste for the recovery of materials, e.g. crushing, shredding, separation or disassembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Separation Of Solids By Using Liquids Or Pneumatic Power (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Solid Fuels And Fuel-Associated Substances (AREA)
Abstract
【解決手段】合成樹脂類を加工処理設備において炉燃料に加工処理するための方法は、フィルム状合成樹脂材を主体とする合成樹脂類から含塩素高分子樹脂材を分離除去する工程と、この工程を経た合成樹脂類を熱により溶融または半溶融化させた後固化させることにより減容固化された粒状合成樹脂材に加工する工程とを有し、加工処理された合成樹脂類を燃料として炉に気送供給し炉内に吹込むための方法は、さらに、前記加工工程で得られた粒状合成樹脂材を炉に気送し、炉内に吹き込む工程を有する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、プラスチック等の合成樹脂類を高炉やスクラップ溶解炉等の炉の吹込み燃料として使用する際の、合成樹脂類の処理及び供給方法に関する。
【0002】
【従来の技術】
近年、産業廃棄物や一般廃棄物としてプラスチック等の合成樹脂類が急増しており、その処理が大きな問題となっている。なかでも高分子系の炭化水素化合物であるプラスチックは燃焼時に発生する熱量が高く、焼却処理した場合に焼却炉を傷めるために大量処理が困難であり、その多くがごみ埋立地等に投棄されているのが現状である。しかし、プラスチック等の投棄は環境対策上好ましくなく、その大量処理方法の開発が切望されている。
【0003】
このような背景の下、プラスチック等の合成樹脂類を高炉等の補助燃料として用いる方法が、欧州特許公開公報第0622465A1号及び特公昭51−33493号公報に示されている。これらの方法は、合成樹脂の粉砕物を羽口等から高炉内に燃料として吹き込むもので、例えば前者においては、炉内に吹き込まれる合成樹脂粉砕物の実質的な条件として、粒径1〜10mm、嵩密度0.35以上という条件が示されている。
【0004】
【発明が解決しようとする課題】
しかしながら、本発明者らが実験と検討を重ねた結果、プラスチック等の合成樹脂類(以下、「プラスチック」を例に説明する)を高炉の吹込み燃料として使用する場合、次のような解決すべき問題点があることが明らかとなった。
産業廃棄物や一般廃棄物として廃棄されるプラスチックを形態別に見た場合、概ね板材等の塊状プラスチックとフィルム状プラスチックとに大別され、このうち後者のフィルム状プラスチックも廃棄プラスチック全体の中で相当量を占めている。
【0005】
しかし、フィルム状プラスチックの粉砕物は搬送性や流動性が極めて悪く、燃料として用いる際の取扱い性に大きな問題があることが判明した。すなわち、プラスチックを燃料として高炉に吹き込む場合、貯留サイロ等に貯留されたプラスチックを切り出して高炉に気送供給する方法が採られるが、フィルム状プラスチックは流動性が極めて悪いため、これを相当量含んだプラスチックの粉砕物は貯留サイロでブリッジ(棚つり)を生じやすく、このため貯留サイロからのプラスチック粉砕物の定量切り出しができなくなるトラブルが多発し、さらにフィルム状プラスチックが貯留サイロの切出部や気送管内(特に、曲管部やバルブ周辺)で詰まりを生じ、高炉への気送供給が不能になるなどのトラブルも多発する、という重大な問題があることが判明した。
【0006】
したがって、このような問題を解決しない限りフィルム状プラスチックを高炉等の吹込み燃料として使用することは事実上不可能であり、さらにはフィルム状プラスチックが廃棄プラスチック全体の中で相当の割合を占める状況を考慮すると、フィルム状プラスチックの利用を可能としない限り、廃棄物たるプラスチックの大量処理と有効利用というメリットが失われることは明らかである。
また、高炉に燃料としてプラスチックを吹き込むためには、燃焼性等を確保するため粉砕処理したプラスチックを用いる必要があるが、処理コストの面から粉砕できる粒径には限度があり、このため従来技術に示されるように粒径1〜10mm程度が細粒化の限界となる。しかし、塊状プラスチックをこの程度の粒径に粉砕したものは高炉内での燃焼性が十分に得られない場合があり、このため未燃焼のプラスチックがベットコークス内で融着して炉内の通気性を著しく阻害し、高炉の操業に支障をきたすおそれがある。
【0007】
また、一般廃棄物や産業廃棄物としての合成樹脂類に含まれる塩化ビニル等の含塩素高分子樹脂の割合は平均的に15%前後にも達すると言われるが、このような合成樹脂類を高炉等に燃料として吹き込んだ場合、含塩素高分子樹脂の燃焼によって多量の有毒ガス(HCl)が生じるという問題がある。
さらに、塊状プラスチックを粉砕処理したものは不規則で角ばった形状をしているため、1〜10mm程度の粒径のものでは貯留サイロから切り出す際の排出性や高炉に気送する際の流動性、搬送性が悪く、サイロの切出部や気送管系の途中で詰りを生じ易いという問題もあることが判明した。
したがって、従来技術で提案されているように単にプラスチックを1〜10mm程度の粒径に粉砕して崇密度の高い粒状体に加工し、これを高炉に吹き込むということだけでは、廃棄物たるプラスチックを工業規模で高炉等の吹込み燃料として利用することは極めて難しい。
【0008】
本発明はこのような従来技術の問題を解決し、廃棄物たるプラスチック等の合成樹脂類を、その形態等に拘りなくしかも塩化ビニル等の含塩素高分子樹脂による問題を生じることなく高炉やスクラップ溶解炉等の炉の吹込み燃料に加工処理し、さらには炉に吹込み燃料として供給することができる合成樹脂類の加工処理方法及び燃料吹込み方法を提供することをその目的とする。
また本発明の他の目的は、炉に供給される合成樹脂類の搬送性や燃焼性を効果的に高めることができる合成樹脂類の加工処理方法及び燃料吹込み方法を提供することにある。
【0009】
【課題を解決するための手段】
このような課題を達成するための本願発明の構成は以下の通りである。
[1] 合成樹脂類を加工処理設備において炉燃料に加工処理するための方法であって、
フィルム状合成樹脂材を主体とする合成樹脂類から含塩素高分子樹脂材を分離除去する工程と、該工程を経た合成樹脂類を熱により溶融または半溶融化させた後固化させることにより減容固化された粒状合成樹脂材に加工する工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。
[2] 上記[1]の加工処理方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を加熱して溶融させた後冷却して固化させる工程と、該固化した合成樹脂材を裁断または粉砕処理することにより粒状合成樹脂材を得る工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。
【0010】
[3] 上記[2]の加工処理方法において、合成樹脂類を完全溶融させて押出し機により線状に押し出し成形した後、粒状に裁断することにより粒状合成樹脂材を得ることを特徴とする合成樹脂類の炉燃料への加工処理方法。
[4] 上記[1]の加工処理方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得る工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。
【0011】
[5] 上記[1]の加工処理方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより収縮固化させる工程と、該収縮固化した合成樹脂材を粉砕処理して粒状合成樹脂材を得る工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。
[6] 上記[1]の加工処理方法において、合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を高速回転する回転刃で裁断または破砕するとともに、該裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いでこの半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得ることを特徴とする合成樹脂類の炉燃料への加工処理方法。
【0012】
[7] 合成樹脂類を加工処理設備において炉燃料に加工処理するための方法であって、
塊状合成樹脂材を主体とする合成樹脂類を破砕処理して粒状合成樹脂材に加工する工程と、該破砕処理後または複数次の破砕処理工程の途中で含塩素高分子樹脂材を分離除去する工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。
[8] 上記[1]〜[7]のいずれかの加工処理方法において、合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を嵩密度0.30以上、安息角40°以下の粒状合成樹脂材に加工することを特徴とする合成樹脂類の炉燃料への加工処理方法。
【0013】
[9] 合成樹脂類を加工処理設備において加工処理した後、燃料として炉に気送供給し炉内に吹込むための方法であって、
フィルム状合成樹脂材を主体とする合成樹脂類から含塩素高分子樹脂材を分離除去する工程と、該工程を経た合成樹脂類を熱により溶融または半溶融化させた後固化させることにより減容固化された粒状合成樹脂材に加工する工程と、該粒状合成樹脂材を炉に気送し、炉内に吹き込む工程とを有することを特徴とする炉への燃料吹込み方法。
[10] 上記[9]の燃料吹込み方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を加熱して溶融させた後冷却して固化させる工程と、該固化した合成樹脂材を裁断または粉砕処理することにより粒状合成樹脂材を得る工程とを有することを特徴とする炉への燃料吹込み方法。
【0014】
[11] 上記[10]の燃料吹込み方法において、合成樹脂類を完全溶融させて押出し機により線状に押し出し成形した後、粒状に裁断することにより粒状合成樹脂材を得ることを特徴とする炉への燃料吹込み方法。
[12] 上記[9]の燃料吹込み方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得る工程とを有することを特徴とする炉への燃料吹込み方法。
【0015】
[13] 上記[9]の燃料吹込み方法において、合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより収縮固化させる工程と、該収縮固化した合成樹脂材を粉砕処理して粒状合成樹脂材を得る工程とを有することを特徴とする炉への燃料吹込み方法。
[14] 上記[9]の燃料吹込み方法において、合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を高速回転する回転刃で裁断または破砕するとともに、該裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いでこの半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得ることを特徴とする炉への燃料吹込み方法。
【0016】
[15] 合成樹脂類を加工処理設備において加工処理した後、燃料として炉に気送供給し炉内に吹込むための方法であって、
塊状合成樹脂材を主体とする合成樹脂類を破砕処理して粒状合成樹脂材に加工する工程と、該破砕処理後または複数次の破砕処理工程の途中で含塩素高分子樹脂材を分離除去する工程と、該粒状合成樹脂材を炉に気送し、炉内に吹き込む工程とを有することを特徴とする炉への燃料吹込み方法。
[16] 上記[9]〜[15]のいずれかの燃料吹込み方法において、合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を嵩密度0.30以上、安息角40°以下の粒状合成樹脂材に加工することを特徴とする炉への燃料吹込み方法。
【0017】
本発明法は高炉やスクラップ溶解炉に限らず、合成樹脂類を燃料として使用し得るあらゆる種類の炉に適用することができる。なお、高炉やスクラップ溶解炉等の溶解炉に合成樹脂材を吹き込んだ場合、合成樹脂材は鉄源の還元剤としても機能するが、本発明法は合成樹脂材がこのように機能することを妨げず、また、合成樹脂材を炉に吹き込む主たる目的が純然たる燃料としてであるか、或いは鉄源の還元剤としてであるかを問わない。
【0018】
【発明の実施の形態】
本発明は、廃棄合成樹脂類中におけるフィルム状合成樹脂材の存在が合成樹脂類の炉燃料としての利用を事実上不可能にしているという上記知見に鑑み、特にフィルム状合成樹脂材については、これを特定の方法で加工した場合に流動性、搬送性及び燃焼性に極めて優れた粒状合成樹脂材が得られることを知見し、この知見に基づき構成された合成樹脂類の加工処理方法及び燃料吹込み方法を特徴としている。
さらに、特に粒状合成樹脂材の貯留サイロからの排出性や気送管内での搬送性を高度に確保する観点からは、粒状合成樹脂材の安息角を特定の数値範囲にすることが不可欠であることを見出し、かかる知見に基づき構成された合成樹脂類の加工処理方法及び燃料吹込み方法を他の特徴としている。
【0019】
図1は本発明の加工処理方法及び燃料吹込み方法の一実施形態を示すフローチャートであり、以下このフローチャートに基づいて本発明を説明する。
本実施形態では燃料に供すべき合成樹脂類を、フィルム状合成樹脂材を主体とする合成樹脂類(A)とそれ以外(すなわち、塊状合成樹脂材が主体)の合成樹脂材類(B)とに分別された状態でそれぞれの加工処理ラインに受け入れる。ここで、合成樹脂類(A)には、フィルム状合成樹脂材のほかに流動性や搬送性に難がある他の形態の合成樹脂材、例えば発泡プラスチック等を含ませることができる。
【0020】
また、フィルム状合成樹脂材に特別な制限はないが、本発明者らが実験により確認したところによれば、厚さが100μm以下の合成樹脂フィルムが特に流動性や搬送性に劣ることから、分別可能な限度において厚さ100μm以下の合成樹脂フィルムについては合成樹脂類(A)に分別することが好ましい。但し、必ずしもこのような分別基準に限定されないことは言うまでもなく、また、ポリエチレンフィルム等のような極薄材の他に、所謂ペットボトル等に利用されているような比較的厚手の合成樹脂類も合成樹脂類(A)に含ませることができる。また、合成樹脂類(A)に分別するか否かは、厚さ以外にも、合成樹脂類の成分組成、材質(例えば、複合材として合成樹脂類以外のものが含まれている場合と、そうでない場合等)、形態等の要素に応じて決められる。
一方、合成樹脂類(B)としては、板材等の塊状合成樹脂材が主体となるが、勿論これに限定されるものではない。
【0021】
要は、収集された合成樹脂類の流動性や搬送性等を考慮し、少なくともポリエチレンフィルムのように破砕処理したままでは流動性や搬送性が極端に劣るものは合成樹脂類(A)に分別し、それよりも流動性や搬送性が良好な塊状プラスチックのようなものは合成樹脂類(B)に分別し、それ以外のものは流動性や搬送性等を考慮して合成樹脂類(A)、(B)のいずれかに分別すればよい。
なお、燃料化システム全体として見た場合、燃料として供給すべき合成樹脂類のうちのフィルム状合成樹脂材の総てを合成樹脂類(A)に、また塊状合成樹脂材の総てを合成樹脂類(B)にそれぞれ厳密に分別する必要は必ずしもなく、また、廃棄物という性質を考慮すればそのような厳密な分別は実際上も困難である。したがって、合成樹脂類(A)に塊状合成樹脂材等が、また合成樹脂類(B)にフィルム状合成樹脂材等がある程度含まれることは許容される。
【0022】
図1において、Xがフィルム状合成樹脂材を主体とする合成樹脂類(A)の加工処理ラインを、またYが塊状合成樹脂材を主体とする合成樹脂類(B)の加工処理ラインをそれぞれ示しており、加工処理ラインXでは合成樹脂類(A)を熱により溶融または半溶融化させた後固化させることにより減容固化(減容=容積減少)された粒状合成樹脂材(a)に加工し、一方、加工処理ラインYでは合成樹脂類(B)を粉砕処理して粒状合成樹脂材(b)に加工する。
【0023】
加工処理ラインXでは、合成樹脂類(A)は必要に応じて破砕装置1において破砕(または粗破砕)された後、コンベア搬送等により分離装置2に装入され、合成樹脂類(A)から塩化ビニルや塩化ビニリデン等の含塩素高分子樹脂材のみが分離除去される。塩化ビニル等の含塩素高分子樹脂は他の合成樹脂に較べて比重が大きいため(ポリエチレンの比重:0.91〜0.96、ポリプロピレンの比重:0.89〜0.91程度であるのに対し、塩化ビニルの比重:1.16〜1.55程度)、通常、分離装置2は水等の液体を利用した比重分離方式或いは遠心分離方式等により合成樹脂類(A)から含塩素高分子樹脂材を分離する。また、上記コンベア搬送の途中で磁選機5(磁石により鉄屑等を吸着して、これを除去する装置)により合成樹脂類に混入している鉄屑の除去が行われる。なお、合成樹脂類(A)が後述する粒状固化装置3で破砕処理される場合には、上記破砕装置1による破砕処理は必ずしも必要ではなく、したがってその場合には破砕装置1は設けなくてもよい。
なお、加工処理ラインXにおける前記分離装置2は、粒状固化装置3よりも上流側の任意の位置に配置することができる。
【0024】
図2は比重分離方式による分離装置2の一構成例を示しており、合成樹脂類(A)は水が入れられた分離槽14に装入され、槽内で沈降する塩化ビニル等の含塩素高分子樹脂材と浮上するそれ以外の合成樹脂材とに分離される。沈降分離した含塩素高分子樹脂材は適当な排出手段により槽外に排出され、スクリーン15aを経て水と分離された後、系外に排出される。一方、槽内で浮上した含塩素高分子樹脂材以外の合成樹脂材は適当な排出手段で槽外に排出され、スクリーン15bを経て水と分離された後、乾燥機16で乾燥され、次工程へと送られる。なお、図2において、17はスクリーン15a,15bで分離された水を排出する排水タンクである。
【0025】
また、図3は遠心分離方式による分離装置2の一構成例を示している。この装置は、内部が中空の筒状若しくは紡錘状の本体31と、この本体31内部の長手方向に回転自在に配されるスクリュー付きの内筒体32と、この内筒体回転駆動用のモータ33等から構成される。この装置では、合成樹脂材と水等の媒体との混合物が、高速回転する内筒体32の一端からその内部に供給される。混合物は内筒体32の長手方向略中央に設けられた開口34から遠心力の作用により本体31の内部空間に吐き出され、媒体の比重を境としてこれよりも比重の大きい重質分(含塩素高分子樹脂)と比重の小さい軽質分(含塩素高分子樹脂以外の合成樹脂類)とに分離される。つまり、遠心力によって合成樹脂材のうちの重質分のみが本体31の内壁面側に集められる結果、軽質分と重質分が本体31の径方向において分離した状態となる。
【0026】
ここで、内筒体32は、前記開口34を大略の境とした長手方向半分に軽質分搬送用のスクリュー35aが、他の長手方向半分に重質分搬送用のスクリュー35bが設けられている。これらスクリュー35a、35bはスクリューの螺旋方向が互いに逆向きであり、内筒体32が回転することによりスクリュー35a、35bはそれぞれの側の本体端部方向に合成樹脂材を搬送する。すなわち、軽質分の合成樹脂材は羽根が比較的短かいスクリュー35aによって本体31の一方の端部まで搬送され、排出口36aから排出される。一方、本体31の内壁面側に集められた重質分の合成樹脂材は、羽根が本体31の内壁面近傍まで延びたスクリュー35bによって本体31の他方の端部まで搬送され、排出口36bから排出される。一方、水等の媒体は本体31の略中央部に設けられた排出口37から装置外に排出される。
このような装置によれば、軽質分と重質分にそれぞれ分離された合成樹脂材を水分が非常に少ない状態で装置外に排出させることができる。
【0027】
上記のように分離装置2で含塩素高分子樹脂材が分離除去された合成樹脂類(A)は粒状固化装置3に装入され、ここで減容固化された粒状合成樹脂材(a)に加工される。
前記粒状固化装置3では、例えば以下の▲1▼〜▲3▼の何れかの方法で合成樹脂類(A)の減容固化−粒状化処理が行われ、粒状合成樹脂材(a)が得られる。
▲1▼ 合成樹脂類(A)を加熱して溶融させた後冷却して固化させ、この固化した合成樹脂材を裁断または粉砕処理する方法
▲2▼ 合成樹脂類(A)を裁断または破砕し(この裁断または破砕は、粒状固化装置3内ではなく上記破砕装置1で行ってもよい)、この裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させ、半溶融化した合成樹脂材を急冷することにより収縮固化させ、この際粒状に収縮固化させるか若しくは収縮固化した合成樹脂材を粉砕処理して粒状合成樹脂材(a)を得る方法
【0028】
▲3▼ 上記▲2▼の方法の一態様として、合成樹脂類(A)を高速回転する回転刃で裁断または破砕するとともに、該裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いでこの半溶融化した合成樹脂材を水噴霧等によって急冷することにより収縮固化させ、この際粒状に収縮固化させるか若しくは収縮固化と同時に前記回転刃により粉砕処理し、粒状合成樹脂材(a)を得る方法
これらの方法のうち、▲1▼の方法の典型的な例は合成樹脂類(A)を完全溶融させ、これを押出し機により線状等に押出し成形した後、粒状に裁断することにより粒状合成樹脂材(a)を得る方法であるが、この他にも種々の加工方法を採ることができる。
【0029】
これに対して▲2▼、▲3▼の方法は合成樹脂類(A)を完全には溶融させず、半溶融化させた状態から水噴霧等によって急冷することにより収縮固化させ、この際粒状に収縮固化させるか若しくは収縮固化したものを粒状に粉砕処理することにより粒状合成樹脂材(a)を得る方法である。本発明者らは特にこのような▲2▼,▲3▼の方法(とりわけ▲3▼の方法)で得られた粒状合成樹脂材(a)が、フィルム状合成樹脂材の粉砕物は言うに及ばず、塊状合成樹脂材の粉砕物に較べてさえ非常に優れた流動性と搬送性を示し、しかも燃焼性にも非常に優れていることを見出したものであり、したがって、本発明の合成樹脂類の加工処理方法及び燃料吹込み方法においては、粒状固化装置3において上記▲2▼または▲3▼の方法で合成樹脂類(A)の粒状収縮固化若しくは収縮固化−粒状化処理を行い、粒状合成樹脂材(a)を得ることが最も好ましい。
【0030】
図4は上記▲2▼の方法で粒状収縮固化若しくは収縮固化−粒状化の連続処理を行うための一構成例を示しており、粒状固化装置3に装入された合成樹脂類(A)は破砕装置18で破砕された後、減容固化装置19に装入される。この減容固化装置19では、合成樹脂類(A)は加熱室21及びこれに続く冷却室22を搬送装置23(搬送ベルト等)で連続搬送され、加熱室21において加熱(ガス加熱、ガス間接加熱または電気加熱等)されることで半溶融化した後、冷却室22で水噴霧等により急冷され、収縮固化する。この際、合成樹脂類(A)の破砕形態や加熱室内への装入状態等を適宜選択することにより合成樹脂材を粒状に収縮固化させることができ、したがってこの方法によれば収縮固化ままで粒状合成樹脂材(a)が得られる。
【0031】
一方、合成樹脂材の一部または全部を粒状に収縮固化させない方法では、収縮固化した合成樹脂材は減容固化装置19から粉砕装置20に装入され、この粉砕装置20により粒状に粉砕処理されることで粒状合成樹脂材(a)が得られる。
以上のようにして得られた粒状合成樹脂材(a)は、破砕されたフィルム状合成樹脂材を半溶融状態から粒状に収縮固化させ若しくは収縮固化させた後これを粉砕処理したものであるため、塊状合成樹脂材の破砕物に較べて比較的ポーラスな性状であって比表面積が大きく、しかも塊状合成樹脂材の破砕物のように角ばった形状ではなく、全体的に見て丸みを帯びた形状を有するため、優れた燃焼性と流動性を示す。
【0032】
また、図5は上記▲3▼の方法で行われる粒状収縮固化若しくは収縮固化−粒状化処理の原理を模式的に示すもので、合成樹脂類(A)を高速回転する回転刃24で裁断または破砕するとともに、この裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いで、この半溶融化した合成樹脂材を水噴霧等により上記温度から急冷することにより収縮個化させ、この際粒状に収縮固化させるか若しくは収縮固化と同時に前記回転刃24により粉砕処理し、粒状合成樹脂材(a)が得られる。この方法はバッチ方式により合成樹脂材の破砕(または裁断)処理、半溶融化処理及び収縮固化後の粉砕処理(但し、急冷により粒状に収縮固化させる場合は粉砕処理は必要ない)の総てを高速回転する回転刃24により行うものであり、「破砕(または裁断)→半溶融化→急冷による粒状収縮固化」若しくは「破砕(または裁断)→半溶融化→急冷による収縮固化→粉砕」という一連の処理工程が短時間に速やかに行われ、しかも合成樹脂材が回転刃24による破砕(裁断)−高速撹拌中に半溶融化し、このような状態から速かに急冷処理がなされるため、比表面積及び粒形状等の面でより好ましい粒状合成樹脂材(a)が得られる。また、回転刃24の作用だけで破砕(または裁断)処理、半溶融化処理及び収縮固化後の粉砕処理が行われるため、設備コスト及び運転コストの面でも有利である。
【0033】
なお、上記▲3▼の方法においても、合成樹脂類(A)の破砕形態や回転刃に対する装入状態等を適宜選択することにより合成樹脂材を粒状に収縮固化させることができ、したがってこの方法によれば実質的に収縮固化後の回転刃による粉砕処理なしに、収縮固化ままで粒状合成樹脂材(a)が得られる。一方、合成樹脂材の一部または全部を粒状に収縮固化させない方法では、上記のように回転刃による粉砕処理により粒状合成樹脂材(a)が得られる。
また、上記▲2▼、▲3▼の方法において合成樹脂類(A)を半溶融化する温度は合成樹脂の種類や形状等によってある程度異なり、例えば材質面だけからいうと低密度ポリエチレンの場合で105〜115℃程度、中低密度ポリエチレンの場合で128℃前後である。したがって、合成樹脂類(A)に含まれる合成樹脂材の種類や割合、形態等に応じて、半溶融化させるための温度が適宜選択される。
【0034】
以上のようにして得られた粒状合成樹脂材(a)は、篩分装置4により篩い分けされ、所定の粒径以下(例えば−6mm)のものだけが経路25を通じて貯留サイロ11に送られる。この構成例では経路25は気送管(図中、12は送風機)で構成され、粒状合成樹脂材(a)は貯留サイロ11に気送(空気輸送、以下同様)される。一方、所定の粒径を超える粒状合成樹脂材は気送管たる経路26(図中、12は送風機)を通じて粒状固化装置3入側の搬送ラインに戻され、合成樹脂類(A)とともに粒状固化装置3に再装入される。なお、この粗粒の粒状合成樹脂材を返送する位置は任意であり、例えば、分離装置2と粒状固化装置3間、磁選機5と分離装置2間、破砕装置1の入側等の各位置(通常は搬送ライン)に返送することができ、また、場合によっては加工処理ラインYに供給することもできる。この加工処理ラインYに供給する場合には、例えば、一次破砕装置6の入側、一次破砕装置6と二次破砕装置7間、二次破砕装置7と選別機8間、選別機8と粉砕装置10間等の任意の位置(通常は搬送ライン)に供給することができる。また、これ以外に、粗粒の粒状合成樹脂材を系外に取り出し、他工程に直接装入(例えば、高炉やスクラップ溶解炉への炉頂装入、コークス炉や焼結炉への直接装入等)するようにしてもよい。
【0035】
一方、加工処理ラインYでは、合成樹脂類(B)は一次破砕装置6において粗破砕(例えば、粒径50mm程度に破砕)された後、コンベア搬送等により二次破砕装置7に装入されて二次破砕(例えば、粒径20mm程度に破砕)される。なお、一次破砕された合成樹脂類(B)は、上記コンベア搬送の途中で磁選機5(磁石により鉄屑等を吸着し、これを除去する装置)により混入している鉄屑の除去が行われる。
二次破砕された合成樹脂類(B)はコンベア搬送等により選別装置8に装入され、ここで金属や土砂、石等の異物が風力選別等の方法により分離除去される。次いで経路27aを通じて分離装置9に送られ、合成樹脂類(B)から含塩素高分子樹脂材のみが分離除去される。この分離装置9の塩ビ分離方式や構成例は先に述べた分離装置2と同様であり、したがってその説明は省略する。なお、加工処理ラインYにおける分離装置9の配置は本実施例に限定されるものではなく、粉砕装置10よりも上流側また下流側の任意の位置、例えば一次破砕装置6と二次破砕装置7間、二次破砕装置7と選別装置8間、粉砕装置10の出側等に配置することができる。
【0036】
含塩素高分子樹脂材が分離除去された合成樹脂類(B)は粉砕装置10(三次破砕機)に送られ、所定の粒径以下(例えば、−6mm)まで粉砕処理され、粒状合成樹脂材(b)が得られる。この粒状合成樹脂材(b)は経路27cを通じて貯留サイロ11に送られる。この構成例では経路27a〜27cは気送管(図中、12は送風機)で構成され、粒状合成樹脂材(b)は貯留サイロ11に気送される。
貯留サイロ11に貯留された粒状合成樹脂材(a)及び(b)の混合体は吹込み手段13にコンベア搬送または気送され、この吹込み手段13を通じて高炉等の炉に気送され、炉の羽口部等から炉内に吹き込まれる。
【0037】
なお、図1に示した構成例では磁選機5を各加工処理ラインX,Yでそれぞれ1箇所ずつに設けているが、各処理ラインの複数箇所に磁選機5を配置してもよい。
また、加工処理ラインX,Yに設置される各種の破砕装置(粉砕装置10も含む)の破砕方式は任意であり、通常の機械的手段のみによる破砕方式以外に、例えば被処理体を冷凍した状態で破砕する所謂冷凍破砕方式のものを適用することもできる。
通常、図1に示す加工処理設備の入側には、搬入合成樹脂類のヤード乾燥設備等の付帯設備が設けられる。
【0038】
なお、フィルム状合成樹脂材を主体とする合成樹脂類(A)とそれ以外の合成樹脂類(B)の各加工処理ラインに対する供給量は、廃棄物という性質上、経時的にある程度のバラツキを生じることがあり、比較的短期間(例えば、数時間〜数十時間程度)に限った場合にはいずれか一方の種類の合成樹脂類しか供給されず、したがって処理され且つ炉に気送される合成樹脂類は一時的に合成樹脂類(A)−粒状合成樹脂材(a)または合成樹脂類(B)−粒状合成樹脂材(b)のいずれか一方だけになることもあり得る。また、これ以外の理由により一時的に粒状合成樹脂材(a)及び(b)のいずれか一方のみが炉に気送されることもあり得る。さらには、粒状合成樹脂材(a)及び(b)を別々のサイロ等に貯蔵し、これを別々の経路を通じて炉に気送することもできる。
【0039】
先に述べたように、上記▲2▼、▲3▼の方法により粒状収縮固化若しくは収縮固化−粒状化して得られた粒状合成樹脂材(a)は比較的ポーラスな性状で比表面積が大きく、しかも全体的に見て丸みを帯びた形状を有しているために優れた燃焼性と流動性を示し、これらを粒状合成樹脂材(b)と混合することにより、炉に供給される粒状合成樹脂材全体の燃焼性と流動性及び搬送性を効果的に高めることができる。すなわち、燃焼性に関しては、炉内に粒状合成樹脂材(a)と粒状合成樹脂材(b)の混合体が吹き込まれた場合、燃焼性の良好な粒状合成樹脂材(a)が急速燃焼して粒状合成樹脂材(b)を速かに着火させ、これによって炉内吹き込まれた粒状合成樹脂材全体の燃焼性が著しく高められる。
さらに、流動性及び搬送性に関しても、丸みを帯びた形状を有する流動性及び搬送性に優れた粒状合成樹脂材(a)が粒状合成樹脂材中に含まれることにより、これが粒状合成樹脂材全体の流動性を向上させる潤滑的機能を果し、この結果粒状合成樹脂材全体の流動性、搬送性が大きく改善される。
【0040】
上記のような作用を得るためには、粒状合成樹脂材(a)と粒状合成樹脂材(b)を重量比で(a)/[(a)+(b)]:0.10以上の割合で混合することが好ましい。図7は、フイルム状合成樹脂材を上記▲3▼の方法で収縮固化−粒状化処理して得られた粒径6mm以下の粒状合成樹脂材(a)と塊状合成樹脂材を粉砕処理して得られた粒径6mm以下の粒状合成樹脂材(b)(いずれの粒状合成樹脂材も安息角:40°)とを種々の割合で混合し、この混合体を高炉の羽口部に気送して炉内吹き込みを行ない、その際の(a)/[(a)+(b)]の重量比と混合体の搬送性(供給トラブル発生頻度)及び燃焼性(吹込み燃料によるコークス置換率)との関係を調べたものである。なお、供給トラブル発生頻度とコークス置換率は以下のように定めた。
【0041】
(イ) 供給トラブル発生頻度
塊状合成樹脂材を粉砕処理して得られた粒径6mm以下の粒状合成樹脂材(b)(安息角:40°)のみを単独で炉に供給した場合の供給トラブル発生頻度指数を“1”とし、この場合と比較した供給トラブル発生頻度を指数で示した。供給トラブル発生の有無は、貯留サイロ内の粒状合成樹脂材の重量変動を常時監視し、重量変動:0の状態が所定時間(例えば10分間程度)続いた場合にトラブル発生(サイロ切出部や気送管途中での詰り発生)と判断した。
(ロ) コークス置換率
コークス置換率=(粒状合成樹脂材の吹込みにより低減したコークス比)/(粒状合成樹脂材の吹き込み比)
但し、粒状合成樹脂材の吹込みにより低減したコークス比:kg/t・pig
粒状合成樹脂材の吹き込み比:kg/t・pig
図7によれば(a)/[(a)+(b)]:0.10以上の領域において優れた燃焼性と搬送性が得られることが判る。
【0042】
上記のように(a)/[(a)+(b)]を所定の範囲に管理するためには、粒状合成樹脂材(a)及び粒状合成樹脂材(b)を一旦それぞれの貯留サイロに貯留した後に混合するようにすることが好ましい。図6はそのための貯留サイロの構成例を示しており、粒状合成樹脂材(a)及び粒状合成樹脂材(b)をそれぞれの一次貯留サイロ28、29に貯留し、これら一次貯留サイロ28、29から二次貯留サイロ30(図1の貯留サイロ11に相当)に粒状合成樹脂材(a)と粒状合成樹脂材(b)を適宜切り出し、二次貯留サイロ30に(a)/[(a)+(b)]が調整された粒状合成樹脂材を貯留する。
また、以上のような構成の他にも、例えば一次貯留サイロ28、29にそれぞれ貯留された粒状合成樹脂材(a)と粒状合成樹脂材(b)を気送配管系内で直接混合するようにしてもよい。
【0043】
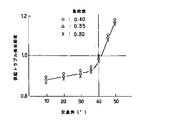
さらに、粒状合成樹脂材(a)及び(b)は嵩密度0.30以上、安息角40°以下に加工されることが好ましい。先に述べたように従来技術においては合成樹脂粉砕物の嵩密度を0.35以上とすることが提案されているが、特に塊状合成樹脂材の粉砕物については嵩密度を高めるとそれだけ破砕機の負荷が増大する(破砕刃の寿命が短くなる)という問題があり、破砕機によっては嵩密度0.35未満の粉砕物しか得られないものもある。一方、本発明者らの検討によれば、粒状合成樹脂材の嵩密度が0.30以上であれば圧力損失等の点を含めて粒状合成樹脂材を気送することに何の問題も生じないこと、また、粒状合成樹脂材の貯留サイロでのブリッジ(棚つり)や気送管系内の曲管部やバルブ周辺での詰まり等のトラブルの発生は粒状合成樹脂材の嵩密度とは殆ど関係がなく、粒状合成樹脂材の粒形状に大きく左右されること、そして、この粒形状に基づく上記トラブルの発生抑制効果は粒状合成樹脂材の安息角で整理できることが判明した。
【0044】
図8は、塊状合成樹脂材を粉砕処理して得られた粒径6mm以下の粒状合成樹脂材について、その安息角と貯留サイロでのブリッジ(棚つり)や気送管内での詰まり等の供給トラブル発生頻度との関係を、嵩密度が異なる粒状合成樹脂材別に示したものである。なお、供給トラブル発生頻度の評価は図7と同様の方法で行なった。
図8によれば、粒状合成樹脂材の嵩密度に拘りなく、安息角を40°以下とすることにより上記のような供給トラブルを適切に防止できることが判る。
【0045】
また、粒状合成樹脂材(a)のうち上記▲2▼、▲3▼の方法で粒状収縮固化若しくは収縮固化−粒状化して得られるものについては、当該方法で粒状収縮固化若しくは収縮固化−粒状化するだけで安息角40°以下の粒状合成樹脂材が得られることが判った。一方、上記▲1▼方法で減容固化−粒状化して得られる粒状合成樹脂材(a)または上記▲1▼〜▲3▼以外の方法で収縮固化−粒状化して得られる粒状合成樹脂材(a)や、合成樹脂類(B)を破砕処理して得られる粒状合成樹脂材(B)については、安息角40°以下を達成するために破砕方式等が適宜選択される。
なお、本発明において加工処理して得る粒状合成樹脂材(a)、(b)の粒径は、燃焼性の観点から10mm以下、好ましくは4〜8mmとすることが好ましい。
本発明の燃料吹込み方法は、高炉や回転キルン等をはじめとする各種の炉に適用することができる。
【0046】
本発明が処理の対象としている合成樹脂類は、主として廃棄物(所謂ゴミとしての廃棄物、工場等での製造・加工時に生じる屑や不良品等を含む)たる合成樹脂類であり、したがって、その性質上合成樹脂以外の異物(金属、紙、その他の無機物及び有機物)が付着若しくは混入している合成樹脂類も対象となる。このような廃棄合成樹脂類の具体例としては、プラスチックボトル、プラスチック袋、プラスチック包み、プラスチックフィルム、プラスチックトレイ、プラスチックカップ、磁気カード、磁気テープ、ICカード、フレキシブルコンテナ、プリント基板、プリントシート、電線被覆材、事務機器または家電製品用ボディー及びフレーム、化粧合板、パイプ、ホース、合成繊維及び衣料、プラスチック成型ペレット、ウレタン材、梱包用シート、梱包用バンド、梱包用クッション材、電気用部品、玩具、文房具、トナー、自動車用部品(例えば、内装品、バンパー)、自動車または家電製品等のシュレッダーダスト、イオン交換樹脂、合成紙、合成樹脂接着剤、合成樹脂塗料、固形化燃料(廃棄プラスチック減容物)等が挙げられる。
なお、廃棄物として処理設備に搬入されてくる合成樹脂類のうち、形態が既に粒状であるためそのまま炉に気送供給可能なもの(例えば、粒状であるイオン交換樹脂材、成型加工用合成樹脂ペレット、玩具用合成樹脂小球等)については、本発明による加工処理を経ることなく、そのまま貯留サイロに装入するなどして炉に供給することができることは言うまでもない。
【0047】
【実施例】
[実施例1]
図1のフローチャートで示す合成樹脂類の処理・吹込み用試験設備に対して、フィルム状合成樹脂材を主体とする合成樹脂類(A)を2.8kg/hr、塊状合成樹脂材を主体とする合成樹脂類(B)を5.6kg/hrの割合でそれぞれ供給して粒状合成樹脂材(a)及び(b)に加工処理し、これらを貯留サイロで混合した後、気送管系を通じて試験高炉に気送し、微粉炭とともに羽口部から炉内に吹き込んだ。この際の合成樹脂類の加工及び供給条件と試験高炉の操業条件を以下に示す。
【0048】
(イ)合成樹脂類の加工条件
(イ−1) 合成樹脂類(A)
図1のフローチャートに従って粗破砕及び塩化ビニル材の分離除去を行った後、上記▲3▼の方法で収縮固化−粒状化処理して粒径6mm以下の粒状合成樹脂材(a)に加工し、これを貯留サイロに移送した。
(イ−2) 合成樹脂類(B)
図1のフローチャートに従って一次破砕、二次破砕、塩化ビニル材の分離除去及び粉砕処理を実施して粒径6mm以下の粒状合成樹脂材(b)に加工し、これを貯留サイロに移送した。
【0049】
(ロ)粒状合成樹脂材の気送条件
貯留サイロに装入された粒状合成樹脂材(a)及び(b)の混合体をサイロから定量的に切り出し、これを気送供給設備まで移送し、気送供給設備から下記条件で高炉羽口部に粒状合成樹脂材を気送し、炉内に吹き込んだ。
気送ガス:空気
気送ガス吹込み流量:2.6Nm3/hr
粒状合成樹脂材の吹込み量:8.4kg/hr
固気比:2.5kg/kg
【0050】
(ハ)高炉操業条件
出銑量:10t/日
コークス比:485kg/t・pig
羽口 粒状合成樹脂材の吹込み量:20kg/t・pig
微粉炭吹込み量:100kg/t・pig
送風量:610Nm3/hr
酸素富化率:4%
送風温度:1000℃
【0051】
以上の粒状合成樹脂材の炉内吹込みを7日間実施した結果、高炉操業自体には全く支障はなく、また粒状合成樹脂材の貯留サイロ切出部や気送管系での詰まり等の供給トラブル等も殆ど発生しなかった。
また、この操業例では加工処理ラインX,Yに供給された合成樹脂類中の約3%が塩化ビニル材であったが、この塩化ビニル材の約99%を分離装置で分離回収することができた。また、全操業中炉頂ガスを採取してそのガス組成を分析した結果、HClはほとんど検出されなかった。
【0052】
[実施例2]
図1のフローチャートで示す合成樹脂類の処理・吹込み用試験設備に対して、フィルム状合成樹脂材を主体とする合成樹脂類(A)を2.8kg/hr、塊状合成樹脂材を主体とする合成樹脂類(B)を5.6kg/hrの割合でそれぞれ供給して粒状合成樹脂材(a)及び(b)に加工処理し、これらを貯留サイロで混合した後、気送管系を通じて試験高炉に気送し、微粉炭とともに羽口部から炉内に吹き込んだ。この際の合成樹脂類の加工及び供給条件と試験高炉の操業条件を以下に示す。
(イ)合成樹脂類の加工条件
実施例1と同様
(ロ)粒状合成樹脂材の気送条件
実施例1と同様
【0053】
(ハ)高炉操業条件
出銑量:10t/日
コークス比:547kg/t・pig
羽口 粒状合成樹脂材の吹込み量:20kg/t・pig
微粉炭吹込み量:100kg/t・pig
送風量:1714Nm3/t・pig
酸素富化率:4%
送風温度:1000℃
【0054】
以上の粒状合成樹脂材の炉内吹込みを7日間実施した結果、高炉操業自体には全く支障はなく、また粒状合成樹脂材の貯留サイロ切出部や気送管系での詰まり等の供給トラブル等も殆ど発生しなかった。
また、この操業例では加工処理ラインX,Yに供給された合成樹脂類中の約3%が塩化ビニル材であったが、この塩化ビニル材の約99%を分離装置で分離回収することができた。また、全操業中炉頂ガスを採取してそのガス組成を分析した結果、HClはほとんど検出されなかった。
【0055】
[実施例3]
図1のフローチャートで示す合成樹脂類の処理・吹込み用設備に対して、フィルム状合成樹脂材を主体とする合成樹脂類(A)を2.50t/hr、塊状合成樹脂材を主体とする合成樹脂類(B)を5.23t/hrの割合でそれぞれ供給して粒状合成樹脂材(a)及び(b)に加工処理し、これらを貯留サイロで混合した後、気送管系を通じて高炉に気送し、微粉炭とともに羽口部から炉内に吹き込んだ。この際の合成樹脂類の加工及び供給条件と高炉の操業条件を以下に示す。
【0056】
(イ)合成樹脂類の加工条件
実施例1と同様
(ロ)粒状合成樹脂材の気送条件
貯留サイロに装入された粒状合成樹脂材(a)及び(b)の混合体をサイロから定量的に切り出し、これを気送供給設備まで移送し、気送供給設備から下記条件で高炉羽口部に粒状合成樹脂材を気送し、炉内に吹き込んだ。
気送ガス:空気
気送ガス吹込み流量:1300Nm3/hr
固気比:4.5kg/kg
【0057】
(ハ)高炉操業条件
出銑量:9000t/日
コークス比:447kg/t・pig
羽口 粒状合成樹脂材の吹込み量:20kg/t・pig
微粉炭吹込み量:100kg/t・pig
送風量:7260Nm3/min
酸素富化率:4%
送風温度:1000℃
【0058】
以上の粒状合成樹脂材の炉内吹込みを実施した結果、高炉操業自体には全く支障はなく、また粒状合成樹脂材の貯留サイロ切出部や気送管系での詰まり等の供給トラブル等も殆ど発生しなかった。
また、この操業例では加工処理ラインX,Yに供給された合成樹脂類中の約3%が塩化ビニル等の含塩素高分子樹脂材であったが、この含塩素高分子樹脂材の約99%を分離装置で分離回収することができた。また、全操業中炉頂ガスを採取してそのガス組成を分析した結果、HClはほとんど検出されなかった。
【0059】
[実施例4]
図1のフローチャートで示す合成樹脂類の処理・吹込み用試験設備に対して、フィルム状合成樹脂材を主体とする合成樹脂類(A)を14.6kg/hr、塊状合成樹脂材を主体とする合成樹脂類(B)を29.2kg/hrの割合でそれぞれ供給して粒状合成樹脂材(a)及び(b)に加工処理し、これらを貯留サイロで混合した後、気送管系を通じてスクラップ溶解用試験炉(竪型炉)に気送し、微粉炭とともに羽口部から炉内に吹き込んだ。この実施例では図9に示す炉体の複数の羽口部に図10に示す構造の燃焼バーナを有するスクラップ溶解用試験炉(内容積:2.5m3、銑鉄生産量:10t/日)を用いた。図9及び図10に示す試験炉において、40は炉頂部、41は原料装入装置、42は炉頂部の開閉装置、43は排ガスダクト、44は羽口部、45は羽口部に設けられた燃焼バーナであり、羽口部の燃焼バーナ45からは、バーナ径方向中心またはその近傍の固体燃料吹込部aから微粉炭PCと粒状合成樹脂材SRを、またその周囲の酸素吹込部bから常温の酸素を炉内に吹き込み、同時に燃焼温度調整用の冷却剤として水蒸気を吹き込んだ。
【0060】
合成樹脂類の加工及び供給条件とスクラップ溶解用試験炉の操業条件を以下に示す。
(イ)合成樹脂類の加工条件
実施例1と同様
(ロ)粒状合成樹脂材の気送条件
貯留サイロに装入された粒状合成樹脂材(a)及び(b)の混合体をサイロから定量的に切り出し、これを気送供給設備まで移送し、気送供給設備から下記条件で高炉羽口部に粒状合成樹脂材を気送し、炉内に吹き込んだ。
気送ガス:空気
気送ガス吹込み流量:7.6Nm3/hr
粒状合成樹脂材の吹込み量:43.8kg/hr
固気比:4.5kg/kg
【0061】
(ハ)スクラップ溶解用試験炉の操業条件
出銑量:10t/日
コークス比:265kg/t・pig
転炉滓比:121kg/t・pig
硅石比:5kg/t・pig
羽口 粒状合成樹脂材の吹込み量:105kg/t・pig
微粉炭吹き込み量:175kg/t・pig
送風酸素量:206Nm3/t・pig
蒸気量:7Nm3/t・pig
【0062】
以上の粒状合成樹脂材の炉内吹込みを7日間実施した結果、スクラップ溶解用試験炉の操業自体には全く支障はなく、また粒状合成樹脂材の貯留サイロ切出部や気送管系での詰まり等の供給トラブル等も殆ど発生しなかった。
また、この操業例では加工処理ラインX,Yに供給された合成樹脂類中の約3%が塩化ビニル材であったが、この塩化ビニル材の約99%を分離装置で分離回収することができた。また、全操業中炉頂ガスを採取してそのガス組成を分析した結果、HClはほとんど検出されなかった。
【0063】
[実施例5]
図1のフローチャートで示す合成樹脂類の処理・吹き込み用設備に対して、表1及び表2に示す操業例1〜4の条件でフィルム状合成樹材を主体とする合成樹脂類(A)と塊状合成樹材を主体とする合成樹脂類(B)をそれぞれ供給し、粒状合成樹脂材(a)及び(b)に加工処理した。加工処理された合成樹脂材類には、表1及び表2に示すように、ポリエチレン、ポリプロピレン等の熱可塑性樹脂以外に、ポリエチレンテレフタレート(PET)、ABS樹脂、塩化ビニル樹脂(PVC)が含まれ、また他の樹脂として、ウレタン樹脂、フェノール樹脂等の熱硬化性樹脂、フタル酸ジエチル等のような可塑剤、トリメチルフォスフェート、2,3−ジブルモプロピル等のような難燃剤、ガラス繊維、炭酸カルシウム、アルミナ、粘土等が添加された樹脂、その他の各種添加剤が含まれていた。また、無機物として、合成樹脂類に付着した土砂等が含まれていた。合成樹脂類の加工条件は実施例1と同様である。
【0064】
加工処理後の粒状合成樹脂材(a)及び(b)を貯留サイロで混合した後、気送管系を通じて高炉羽口部に気送供給し、廃プラスチック吹き込みランス(25mmφ)を通じて炉内に吹き込んだ。粒状合成樹脂材の気送条件を以下に示す。また、各操業例1〜4において加工処理及び炉内供給された合成樹脂類の供給量、性状等を表1及び表2に、高炉の操業条件を表3に示す。
気送ガス:空気
気送ガス吹込み流量:1300Nm3/hr
粒状合成樹脂材の吹き込み量:7.5t/hr
固気比:4.5kg/kg
以上の粒状合成樹脂材の炉内吹込みを実施した結果、高炉の操業自体には全く支障はなく、また粒状合成樹脂材の貯留サイロ切出部や気送管系での詰まり等の供給トラブル等も殆ど発生しなかった。
また、全操業中炉頂ガスを採取してそのガス組成を分析した結果、HClはほとんど検出されなかった。
【0065】
【表1】

【表2】
【表3】
【発明の効果】
以上述べた本発明による合成樹脂類の炉燃料への加工処理方法及び燃料吹込み方法によれば、プラスチック等の合成樹脂類をその形態に拘りなく、しかも合成樹脂類に含まれる塩化ビニル等の含塩素高分子樹脂による問題を生じることなく高炉やスクラップ溶解炉等の炉の吹込み燃料に加工処理し、さらには炉に吹込み燃料として供給することができ、このため廃棄物たる合成樹脂類の大量処理と有効利用を図ることができ、また、高炉等の炉の燃料コストを大幅に低減させることができる。さらに、炉に供給される合成樹脂類の流動性や搬送性及び燃焼性を効果的に高めることができ、高炉やスクラップ溶解炉等において炉の操業に支障を来すことなく合成樹脂材を燃料として炉内に適切に供給することができる。
【図面の簡単な説明】
【図1】本発明の合成樹脂類の加工処理方法及び燃料吹込み方法の一例を示すフローチャート
【図2】含塩素高分子樹脂材の分離装置の一構成例を示す説明図
【図3】含塩素高分子樹脂材の分離装置の他の構成例を示す説明図
【図4】合成樹脂類(A)を収縮固化−粒状化するための方法の一構成例を示す説明図
【図5】合成樹脂類(A)を収縮固化−粒状化するための他の方法の原理を模式的に示す説明図
【図6】図1のフローチャートにおいて、粒状合成樹脂材の貯留方式の他の構成例を示す説明図
【図7】フイルム状合成樹脂材を特定の方法で収縮固化−粒状化して得られた粒状合成樹脂材(a)と塊状合成樹脂材を粉砕処理して得られた粒状合成樹脂材(b)との混合割合とコークス置換率及び供給トラブル発生頻度との関係を示すグラフ
【図8】塊状合成樹脂材を粉砕処理して得られた粒状合成樹脂材について、その安息角と供給トラブル発生頻度との関係を、嵩密度が異なる粒状合成樹脂材別に示したグラフ
【図9】実施例で用いたスクラップ溶解用試験炉の構造を示す説明図
【図10】図9のスクラップ溶解用試験炉の羽口部に設けられた燃焼バーナの構造を示す説明図
【符号の説明】
1…破砕装置、2…分離装置、3…粒状固化装置、4…篩分装置、5…磁選機、6…一次破砕装置、7…二次破砕装置、8…選別装置、9…分離装置、10…粉砕装置、11…貯留サイロ、12…送風機、13…吹込み手段、14…分離槽、15a,15b…スクリーン、16…乾燥機、17…排水タンク、18…破砕装置、19…減容固化装置、20…粉砕装置、21…加熱室、22…冷却室、23…搬送装置、24…回転刃、25,26,27a,27b,27c…経路、28,29…一次貯留サイロ、30…二次貯留サイロ、31…本体、32…内筒体、33…モータ、34…開口、35a,35b…スクリュー、36a,36b,37…排出口、40…炉頂部、41…原料装入装置、42…開閉装置、43…排ガスダクト、44…羽口部、45…燃焼バーナ、X,Y…加工処理ライン
Claims (16)
- 合成樹脂類を加工処理設備において炉燃料に加工処理するための方法であって、
フィルム状合成樹脂材を主体とする合成樹脂類から含塩素高分子樹脂材を分離除去する工程と、該工程を経た合成樹脂類を熱により溶融または半溶融化させた後固化させることにより減容固化された粒状合成樹脂材に加工する工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。 - 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を加熱して溶融させた後冷却して固化させる工程と、該固化した合成樹脂材を裁断または粉砕処理することにより粒状合成樹脂材を得る工程とを有することを特徴とする請求項1に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を完全溶融させて押出し機により線状に押し出し成形した後、粒状に裁断することにより粒状合成樹脂材を得ることを特徴とする請求項2に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得る工程とを有することを特徴とする請求項1に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより収縮固化させる工程と、該収縮固化した合成樹脂材を粉砕処理して粒状合成樹脂材を得る工程とを有することを特徴とする請求項1に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を高速回転する回転刃で裁断または破砕するとともに、該裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いでこの半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得ることを特徴とする請求項1に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を加工処理設備において炉燃料に加工処理するための方法であって、
塊状合成樹脂材を主体とする合成樹脂類を破砕処理して粒状合成樹脂材に加工する工程と、該破砕処理後または複数次の破砕処理工程の途中で含塩素高分子樹脂材を分離除去する工程とを有することを特徴とする合成樹脂類の炉燃料への加工処理方法。 - 合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を嵩密度0.30以上、安息角40°以下の粒状合成樹脂材に加工することを特徴とする請求項1、2、3、4、5、6または7に記載の合成樹脂類の炉燃料への加工処理方法。
- 合成樹脂類を加工処理設備において加工処理した後、燃料として炉に気送供給し炉内に吹込むための方法であって、
フィルム状合成樹脂材を主体とする合成樹脂類から含塩素高分子樹脂材を分離除去する工程と、該工程を経た合成樹脂類を熱により溶融または半溶融化させた後固化させることにより減容固化された粒状合成樹脂材に加工する工程と、該粒状合成樹脂材を炉に気送し、炉内に吹き込む工程とを有することを特徴とする炉への燃料吹込み方法。 - 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を加熱して溶融させた後冷却して固化させる工程と、該固化した合成樹脂材を裁断または粉砕処理することにより粒状合成樹脂材を得る工程とを有することを特徴とする請求項9に記載の炉への燃料吹込み方法。
- 合成樹脂類を完全溶融させて押出し機により線状に押し出し成形した後、粒状に裁断することにより粒状合成樹脂材を得ることを特徴とする請求項10に記載の炉への燃料吹込み方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得る工程とを有することを特徴とする請求項9に記載の炉への燃料吹込み方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程が、少なくとも、合成樹脂類を裁断または破砕する工程と、該裁断または破砕された合成樹脂材を加熱若しくは前記裁断または破砕による摩擦熱により半溶融化させる工程と、半溶融化した合成樹脂材を急冷することにより収縮固化させる工程と、該収縮固化した合成樹脂材を粉砕処理して粒状合成樹脂材を得る工程とを有することを特徴とする請求項9に記載の炉への燃料吹込み方法。
- 合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を高速回転する回転刃で裁断または破砕するとともに、該裁断または破砕による摩擦熱により合成樹脂材を半溶融化させ、次いでこの半溶融化した合成樹脂材を急冷することにより粒状に収縮固化させて粒状合成樹脂材を得ることを特徴とする請求項9に記載の炉への燃料吹込み方法。
- 合成樹脂類を加工処理設備において加工処理した後、燃料として炉に気送供給し炉内に吹込むための方法であって、
塊状合成樹脂材を主体とする合成樹脂類を破砕処理して粒状合成樹脂材に加工する工程と、該破砕処理後または複数次の破砕処理工程の途中で含塩素高分子樹脂材を分離除去する工程と、該粒状合成樹脂材を炉に気送し、炉内に吹き込む工程とを有することを特徴とする炉への燃料吹込み方法。 - 合成樹脂類を粒状合成樹脂材に加工する工程では、合成樹脂類を嵩密度0.30以上、安息角40°以下の粒状合成樹脂材に加工することを特徴とする請求項9、10、11、12、13、14または15に記載の炉への燃料吹込み方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003132638A JP2004002855A (ja) | 1995-10-16 | 2003-05-12 | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29370395 | 1995-10-16 | ||
| JP2003132638A JP2004002855A (ja) | 1995-10-16 | 2003-05-12 | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002164967A Division JP3456482B2 (ja) | 1995-10-16 | 2002-06-05 | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004002855A true JP2004002855A (ja) | 2004-01-08 |
| JP2004002855A5 JP2004002855A5 (ja) | 2005-01-06 |
Family
ID=30445518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003132638A Ceased JP2004002855A (ja) | 1995-10-16 | 2003-05-12 | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004002855A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007188A (ja) * | 2004-06-29 | 2006-01-12 | Mayekawa Mfg Co Ltd | 廃プラスチックの低温破砕設備及び該設備を備えた処理システム、並びに処理方法 |
-
2003
- 2003-05-12 JP JP2003132638A patent/JP2004002855A/ja not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007188A (ja) * | 2004-06-29 | 2006-01-12 | Mayekawa Mfg Co Ltd | 廃プラスチックの低温破砕設備及び該設備を備えた処理システム、並びに処理方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100236583B1 (ko) | 로에 대한 합성수지의 장입방법,취입방법 및 그 장치 | |
| KR100478570B1 (ko) | 괴성화물 및 그 제조방법 | |
| JP3418902B2 (ja) | 炉への燃料吹込み方法及び設備 | |
| KR100245040B1 (ko) | 합성수지류의 처리방법 및 그 장치 | |
| JP3303693B2 (ja) | 合成樹脂類の処理方法及び設備 | |
| JP3368789B2 (ja) | プラスチック系廃棄物の炉原料化方法及び設備 | |
| JP2004183104A (ja) | 合成樹脂類の処理方法及び設備 | |
| CN113891945A (zh) | 生产聚合物产品的方法 | |
| JP3745619B2 (ja) | 化学原料用廃棄プラスチック粒状化物の成形方法 | |
| JP3125689B2 (ja) | 炉への燃料吹込み方法 | |
| JP3783298B2 (ja) | 炉への合成樹脂材吹込み設備 | |
| JPH10110931A (ja) | 合成樹脂類の処理方法及び設備 | |
| JP2004002855A (ja) | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 | |
| JP3456482B2 (ja) | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 | |
| JP3266148B2 (ja) | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 | |
| JPH11147973A (ja) | 熱硬化性樹脂粉体の廃材の処理方法及びその廃材を炉へ 供給する方法 | |
| JP3233141B2 (ja) | 合成樹脂材を含む粒状物、その製造方法および粒状物の炉への吹き込み方法 | |
| JPH10158023A (ja) | Frp廃棄物の利用方法 | |
| JP2002146373A (ja) | 合成樹脂類の炉燃料への加工処理方法及び炉への燃料吹込み方法 | |
| JPH09193157A (ja) | 合成樹脂材の粒状化処理設備 | |
| JP7388377B2 (ja) | 廃プラスチックの搬送方法 | |
| JPH09239344A (ja) | 合成樹脂類の処理方法及び設備 | |
| JPH1089639A (ja) | 廃自動車・廃家電製品シュレッダーダストの竪型炉における処理方法 | |
| JP2001220589A (ja) | 合成樹脂材を含む表面が溶融固化した塊成化物およびその製造方法 | |
| JP2002114988A (ja) | 合成樹脂材を含む粒状物、その製造方法および粒状物の炉への吹き込み方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20051122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060328 |
|
| AA92 | Notification of invalidation |
Free format text: JAPANESE INTERMEDIATE CODE: A971092 Effective date: 20060418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060509 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060912 |