EP4372106A1 - Appareil de durcissement par trempe, procédé de durcissement par trempe et procédé de fabrication feuille métallique - Google Patents
Appareil de durcissement par trempe, procédé de durcissement par trempe et procédé de fabrication feuille métallique Download PDFInfo
- Publication number
- EP4372106A1 EP4372106A1 EP22861065.5A EP22861065A EP4372106A1 EP 4372106 A1 EP4372106 A1 EP 4372106A1 EP 22861065 A EP22861065 A EP 22861065A EP 4372106 A1 EP4372106 A1 EP 4372106A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling
- metal sheet
- sheet
- metal
- tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 title claims abstract description 223
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 223
- 238000000034 method Methods 0.000 title claims description 39
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000001816 cooling Methods 0.000 claims abstract description 202
- 239000012809 cooling fluid Substances 0.000 claims abstract description 78
- 238000010791 quenching Methods 0.000 claims abstract description 73
- 230000000171 quenching effect Effects 0.000 claims abstract description 72
- 230000000452 restraining effect Effects 0.000 claims abstract description 61
- 239000012530 fluid Substances 0.000 claims abstract description 46
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 34
- 229910000831 Steel Inorganic materials 0.000 claims description 58
- 239000010959 steel Substances 0.000 claims description 58
- 239000007788 liquid Substances 0.000 claims description 42
- 230000009466 transformation Effects 0.000 claims description 22
- 229910000734 martensite Inorganic materials 0.000 claims description 17
- 239000010960 cold rolled steel Substances 0.000 claims description 5
- 238000005246 galvanizing Methods 0.000 claims description 4
- 238000005244 galvannealing Methods 0.000 claims description 2
- 230000000052 comparative effect Effects 0.000 description 12
- 238000000137 annealing Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000009835 boiling Methods 0.000 description 5
- 230000000873 masking effect Effects 0.000 description 5
- 230000008602 contraction Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000013256 coordination polymer Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010583 slow cooling Methods 0.000 description 3
- 229910001335 Galvanized steel Inorganic materials 0.000 description 2
- 239000000110 cooling liquid Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000008397 galvanized steel Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000002608 ionic liquid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
- C21D1/60—Aqueous agents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/63—Quenching devices for bath quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/22—Electroplating: Baths therefor from solutions of zinc
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a quenching apparatus that performs annealing while continuously conveying a metal sheet, a quenching method, and a method of manufacturing a metal sheet.
- shape defects such as warps, wavy deformations, and the like are generated in the metal sheet. This is caused by thermal contraction or the like of the metal sheet due to being rapidly cooled by a cooling liquid.
- the temperature of the metal sheet changes from a temperature Ms at which a martensitic transformation starts to a temperature Mf at which the martensitic transformation ends, sudden thermal contraction and transformation expansion occur at the same time.
- Patent Literature 1 proposes a method of restraining a metal sheet by a pair of restraining rolls, which are provided in a cooling liquid, when the temperature of the metal sheet is in the range of (TMs + 150)(°C) to (TMf - 150)(°C), where TMs(°C) is a Ms temperature at which a martensitic transformation of the metal sheet starts and TMf(°C) is a Mf temperature at which the martensitic transformation ends.
- Patent Literature 2 discloses that, while a metal sheet is restrained by restraining rolls, a distance between a position at which cooling of the metal sheet by a cooling fluid is started and the restraining rolls is controlled by a movable masking member when a quenching method in which cooling is performed by jetting water through a plurality of water jetting nozzles to surfaces of the metal sheet is performed.
- Patent Literature 1 there is proposed a method in which a metal sheet with a temperature from (TMs + 150)(°C) to (TMf - 150)(°C), where TMs(°C) is the Ms temperature at which a martensitic transformation of the metal sheet starts and TMf(°C) is the Mf temperature at which the martensitic transformation ends, is caused to pass the restraining rolls.
- the present invention has been made to solve such problems, and an object of the present invention is to provide a quenching apparatus capable of suppressing generation of variations in the shape of a metal sheet at the time of quenching, a quenching method, and a method of manufacturing a metal-sheet product.
- the present invention by controlling the operation of a water-level adjustor at the time of quenching of a metal sheet to adjust the height of a fluid surface of a cooling fluid inside a cooling tank, the fluid surface being a cooling start position, it is possible to control the distance from the cooling start position to a restraining roll. Consequently, it is possible to suppress variations in the shape of the metal sheet generated during quenching.
- FIG. 1 is a schematic diagram in which a quenching apparatus according to an embodiment of the present invention is illustrated.
- a quenching apparatus 1 in Fig. 1 performs quenching of a steel material as, for example, a metal sheet S and is employed in cooling facilities provided at the exit side of a soaking zone of a continuous annealing furnace.
- the quenching apparatus 1 for a metal sheet in Fig. 1 includes a cooling device 10 that cools the metal sheet S and restraining rolls 20 that restrain the cooled metal sheet S in a thickness direction.
- the cooling device 10 cools the metal sheet S by using a cooling fluid CF and includes a cooling tank 11 in which the cooling fluid CF is stored and a plurality of nozzles 12 installed inside the cooling tank 11 and through which the cooling fluid CF is jetted to the surfaces of the metal sheet S.
- Water is stored as the cooling fluid CF in the cooling tank 11, and, for example, the metal sheet S is immersed in the water from the upper surface of the cooling tank 11 toward a conveyance direction BD.
- a sink roll 2 that changes the conveyance direction of the metal sheet S is installed inside the cooling tank 11.
- the plurality of nozzles 12 are formed by, for example, slit nozzles or the like and are installed on two surface sides of the metal sheet S to be arranged in the conveyance direction of the metal sheet S. Consequently, the metal sheet S is cooled by the cooling fluid CF inside the cooling tank 11 and the cooling fluid CF that is jetted through the plurality of nozzles 12. Cooling the metal sheet S by thus using both the cooling tank 11 and the plurality of nozzles 12 stabilizes the boiling state of the surfaces of the metal sheet S and enables uniform shape control.
- cooling that uses an oil or an ionic liquid as the cooling fluid CF may be employed.
- the plurality of nozzles 12 are installed inside the cooling tank 11 in the example in Fig. 1 , the method of cooling is not limited thereto as long as the method can cool the metal sheet S in a preset temperature range.
- the metal sheet S may be cooled by only the cooling tank 11 without the use of the nozzles 12.
- the restraining rolls 20 restrain the metal sheet S cooled by the cooling device 10 in the thickness direction and these rolls 20 are respectively installed on both surfaces of metal sheet S inside the cooling tank 11.
- a pair of the restraining rolls 20 are installed to face each other in Fig. 1 but may be installed at positions displaced from each other in the conveyance direction as long as the restraining rolls 20 are configured to perform restraining.
- the restraining rolls 20 are not limited to being provided as a pair.
- a plurality of pairs or a plurality of the restraining rolls 20 may be provided. In such a case, positions of the restraining roll pairs as a whole may be collectively controlled.
- a cooling start position SP of the metal sheet S varies depending on the water level in the cooling tank 11.
- the metal quenching apparatus 1 thus has a function of varying the cooling start position SP by varying the height of the fluid surface in the cooling tank 11.
- the metal quenching apparatus 1 includes a water-level adjustor 30 that adjusts the height of the fluid surface of the cooling fluid CF contained in the cooling tank 11, and a position control device 40 that controls the operation of the water-level adjustor 30.
- Fig. 2 is a schematic diagram in which one example of the water-level adjustor 30 in Fig. 1 is illustrated.
- the water-level adjustor 30 in Fig. 2 includes an adjustment tank 31 in which the cooling fluid CF is stored, a supply source 32 that supplies the cooling fluid CF to the adjustment tank 31, and a weir 33 that controls discharge of the cooling fluid CF inside the adjustment tank 31.
- the adjustment tank 31 and the cooling tank 11 are connected to each other by a discharge pipe 34 through which the cooling fluid CF is discharged from the cooling tank 11 and a supply pipe 35 through which the cooling fluid CF is supplied to the cooling tank 11.
- the discharge pipe 34 and the supply pipe 35 are provided below a liquid surface so as not to impede a boiling phenomenon and jetting through the nozzles 12. Further, the discharge pipe 34 and the supply pipe 35 may be integrated together.
- the heights of the fluid surfaces in the adjustment tank 31 and the cooling tank 11 are adjusted to be the same due to the atmospheric pressure. Consequently, it is possible to adjust the height of the fluid surface in the cooling tank 11 by, for example, adjusting the stored amount in the adjustment tank 31 while monitoring the height of the fluid surface in the adjustment tank 31. Consequently, it is also possible to adjust the cooling start position SP. Specifically, when the cooling start position SP is to be raised, the cooling fluid CP is supplied from the supply source 32 into the adjustment tank 31 to increase the stored amount. Consequently, the height of the liquid surface in the cooling tank 11, in other words, the cooling start position SP is raised.
- the weir 33 When the cooling start position SP is to be lowered, the weir 33 is moved, in other words, the weir 33 is lowered and the cooling fluid CP inside the adjustment tank 31 overflows the weir 33, and the cooling fluid CP is thereby discharged from the adjustment tank 31. Consequently, the height of the liquid surface in the cooling tank 11, in other words, the cooling start position SP is lowered.
- the water-level adjustor 30 is not limited to having the configuration in Fig. 2 and may include a pump or the like that supplies and discharges the cooling medium CF to/from the cooling tank 11 and may adjust the height of the liquid surface by immersing or removing an object of a volume that is determined at the time of design in/from the adjustment tank 31.
- a pump or the like that supplies and discharges the cooling medium CF to/from the cooling tank 11 and may adjust the height of the liquid surface by immersing or removing an object of a volume that is determined at the time of design in/from the adjustment tank 31.
- the position control device 40 is formed by a hardware resource such as a computer and controls the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 by controlling the water-level adjustor 30.
- the position control device 40 controls the operation of the water-level adjustor 30 to adjust the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 such that the metal sheet S is restrained at a position RP at which the metal sheet S has a target temperature.
- the target temperature is preferably set in the temperature range of (TMs + 150)(°C) to (TMf - 150)(°C), where TMs(°C) is a Ms temperature at which a martensitic transformation of the metal sheet S starts and TMf(°C) is a Mf temperature at which the martensitic transformation ends. Consequently, the restraining rolls 20 can restrain a deformation of the metal sheet S at a position at which sudden thermal contraction and transformation expansion occur at the same time in the metal sheet S and can suppress the deformation of the metal sheet S at the time of quenching.
- the position control device 40 calculates a distance d from the target cooling start position SP of cooling of the metal sheet S by the cooling fluid CF to the position RP at which the metal sheet S has the target temperature and adjusts the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 on the basis of the calculated distance d. At this time, the position control device 40 calculates the distance d by using a line speed v (mm/s), a cooling start temperature T1 (°C), and a target temperature T2(°C) of the metal sheet S, and a cooling rate CV(°C/s) of cooling of the metal sheet S by the cooling device 10.
- the cooling start temperature T1(°C) denotes the temperature of the metal sheet S at the time when cooling of the metal sheet S is started, specifically, the temperature of the metal sheet S just before the cooling start position SP.
- the temperature of the metal sheet S just before reaching the cooling start position SP can be calculated on the basis of a cooled state of the metal sheet S until reaching the cooling start position SP or the quenching apparatus 1.
- the temperature of the metal sheet S is measured at the exit side of a soaking zone of a continuous annealing furnace by a contactless thermometer.
- the target temperature T2 denotes a target value of the temperature of the metal sheet S at the position RP at which the metal sheet S is restrained by the restraining rolls 20.
- the cooling rate CV(°C/s) can be expressed using a sheet thickness t of the metal sheet S and a coefficient ⁇ (°C ⁇ mm/s), which indicates cooling conditions such as the shape of the nozzles or the type, the temperature, the jetting amount of the cooling fluid CF that is to be jetted, by Formula (3) below.
- CV ⁇ / t
- the cooling rate CV (°C/s) or ⁇ (°C ⁇ mm/s) that is previously obtained through an experiment, a numerical analysis, and the like is stored. Then, the position control device 40 obtains the distance d by using Formula (1) or Formula (3) and adjusts the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 such that the metal sheet S is restrained at a position corresponding to the obtained distance d.
- the cooling rate CV may be set to 1500(°C/s), which is an intermediate value in the aforementioned range.
- ⁇ may be treated as 1250(°C ⁇ mm/s), which is an intermediate value.
- cooling conditions ⁇ obtained by the above-described cooling rate CV, the sheet thickness t, and Formula (2) may be set.
- the cooling rate CV of the metal sheet S is changed at the initial stage by a combination use of slow cooling by simply immersing the metal sheet S in the liquid and rapid cooling by the nozzles 12.
- a vapor film that is generated on the surfaces of the metal sheet S due to boiling is broken by liquid jet streams, and the cooling rate CV that is high can be thereby obtained.
- the surfaces of the metal sheet S are in a film boiling state covered by the vapor film, and heat transfer between the liquid and the metal sheet S is impeded by the vapor film.
- the cooling rate CV is thus decreases.
- the height of the liquid surface is preferably higher than a position at which the liquid jet stream from each of the nozzles 12 hits the metal sheet S.
- the range of the height of the liquid surface from the nozzles 12, in other words, the distance between the liquid surface and the nozzles 12 is preferably, for example, more than or equal to 30 mm and less than or equal to 2000 mm.
- the liquid surface When the liquid surface is close to the hitting position of each of the liquid jet streams such that the distance therebetween is less than 30 mm, which is the lower limit value of the aforementioned distance, the liquid surface fluctuates due to an influence of the liquid jet streams from the nozzles 12. Specifically, a periodical vertical movement of the liquid surface is generated, which makes the cooling capacity with respect to the metal sheet S unstable. As a result, the temperature (restrain temperature) at a portion at which the metal sheet S is restrained by the restraining rolls 20 fluctuates, and there is a possibility of generation of a periodical shape variation in the metal sheet S.
- the upper limit value of the aforementioned distance is preferably determined, as appropriate, on the basis of metallurgical characteristics of the metal sheet S, the line speed v, the cooling rate CV, and the like.
- rapid cooling in a transformation temperature range is required in order to obtain desired metal characteristics by liquid quenching. Therefore, in consideration that the range of the line speed in a step of general quenching of a metal sheet is 10 m/min to 600 m/min, it is not preferable that the upper limit value be more than 2000 mm. This is because, when the upper limit value is more than 2000 mm, there is a high possibility that a sufficient cooling capacity with respect to the metal sheet S in the transformation temperature range is not obtained.
- the distance between the liquid surface and the nozzles 12 be more than or equal to 30 mm and less than or equal to 2000 mm. Further, it is more preferable that the distance be more than or equal to 50 mm and less than or equal to 1000 mm in order to further stabilize the liquid surface and obtain an effective cooling rate.
- the metal sheet S is cooled by the cooling device 10 while the metal sheet S is conveyed, and quenching of the metal sheet S is performed.
- the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 is adjusted such that the metal sheet S is restrained from two sides in the thickness direction of the metal sheet S at the position RP at which the metal sheet S has the target temperature T2.
- the position control device 40 calculates the distance d by using Formula (1) or Formula (3) mentioned above and adjusts the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 such that the metal sheet S is restrained at a position corresponding to the calculated distance d. Note that adjustment of the height of the fluid surface can be successively performed also during quenching of the metal sheet S. For example, the position control device 40 may calculate the distance d and adjust the height of the fluid surface at a timing when the line speed v is changed.
- the line speed of the metal sheet S fluctuates even with respect to a single metal sheet S (in one coil). Therefore, it is more preferable, since a yield at portions such as a leading end and a tail end of the metal sheet S where the speed decreases can be improved, that the height of the fluid surface be movable with the metal sheet S being restrained by the restraining rolls 20.
- the position control device 40 may calculate the distance d and adjust the height of the fluid surface for every set period.
- the operation of the water-level adjustor 30 is controlled to adjust the height of the fluid surface, which is the cooling start position, of the cooling fluid CF inside the cooling tank 11. Consequently, it is possible to restrain the metal sheet S having the target temperature T2 by the restraining rolls 20 regardless of conditions of manufacture of the metal sheet S. As a result, it is possible to suppress shape defects of the metal sheet S generated due to conditions of manufacture of the metal sheet S during quenching in continuous annealing facilities.
- the temperature of the metal sheet S conveyed to the quenching apparatus 1 varies depending on conditions of manufacture of the metal sheet S, for example, the line speed v, the cooling start temperature T1 of the metal sheet S, the sheet thickness t of the metal sheet S, and the like. Therefore, when the distance d is set to be constant regardless of conditions of manufacture, the temperature of the metal sheet S when the metal sheet S reaches the restraining rolls 20 also varies.
- adjusting the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 is effective to solve this problem, in other words, to accurately control the shape of the metal sheet S at an optimal temperature position that varies depending on conditions of manufacture. It is possible by adjusting the height of the fluid surface of the cooling fluid CF inside the cooling tank 11 to restrain the metal sheet S in an intended temperature range even when conditions of manufacture vary.
- the deformation suppressing effect is increased in particular when the metal sheet S is a high strength steel sheet (high tensile strength steel sheet).
- high tensile strength steel sheet a high strength steel sheet
- application to manufacture of a steel sheet whose tensile strength is more than or equal to 580 MPa is preferable. While the upper limit of the tensile strength is not particularly limited, the tensile strength may be less than or equal to 2000 MPa in one example.
- high strength steel sheet high tensile strength steel sheet
- a high strength cold rolled steel sheet high strength cold rolled steel sheet
- a hot-dip galvanized steel sheet an electro-galvanized steel sheet
- a hot-dip galvannealed steel sheet and the like that are obtained by performing a surface treatment on high strength cold rolled steel sheets.
- composition of the high strength steel sheet there is presented an example in which, in mass%, C is contained by more than or equal to 0.04% and less than or equal to 0.35%, Si is contained by more than or equal to 0.01% and less than or equal to 2.50%, Mn is contained by more than or equal to 0.80% and less than or equal to 3.70%, P is contained by more than or equal to 0.001% and less than or equal to 0.090%, S is contained by more than or equal to 0.0001% and less than or equal to 0.0050%, sol.Al is contained by more than or equal to 0.005% and less than or equal to 0.065%, at least one or more of Cr, Mo, Nb, V, Ni, Cu, and Ti are each contained, as necessary, by less than or equal to 0.5%, B and Sb are each further contained, as necessary, by less than or equal to 0.01%, and the remainder is constituted by Fe and incidental impurities.
- the metal sheet is not limited to a steel sheet and may be a metal
- the steel sheet As a present invention example, quenching of a high tensile strength cold rolled steel sheet (hereinafter, referred to as the steel sheet) that is in a tensile strength class of 1470 MPa and that has the sheet thickness t of 1.0 mm and a sheet width of 1000 mm was performed by using the quenching apparatus 1 according to the aforementioned embodiment of the present invention.
- the composition of the steel sheet in the tensile strength class of 1470 MPa C is contained by 0.20%, Si is contained by 1.0%, Mn is contained by 2.3%, P is contained by 0.005%, and S is contained by 0.002% in mass%.
- a temperature TMs which is the Ms temperature of the steel sheet, is 300°C
- a temperature TMf which is the Mf temperature thereof, is 250°C. Therefore, the target temperature T2 of the steel sheet at a time of passing the restraining rolls 20 may be simply set in the range of 450°C to 100°C. In the present example, the target temperature T2 was set to 400°C. In addition, the cooling start temperature T1 was set to 800°C. The temperature of the cooling fluid CF was substantially 30°C, and the cooling rate CV was set to 1500(°C/s).
- Ten steel sheets after being cooled were collected at every 100 m in the longitudinal direction (that is, the same direction as the conveyance direction of the steel sheets), and the warp amount of each of the steel sheets was checked.
- Fig. 3 is a schematic diagram in which one example of the definition of the warp amount is illustrated. As illustrated in Fig. 3 , the warp amount was defined as a height from a ground contact surface to a highest position of a steel sheet when the steel sheet was placed on a horizontal surface.
- Fig. 4 is a graph showing the relationship between the line speed v and the target temperature in the present invention example
- Fig. 5 is a graph showing the relationship between the line speed v and the warp amount of a metal sheet in the present invention example.
- the temperature (°C) of each of the steel sheets at the time of passing the restraining rolls 20 was 400 ⁇ 25°C, even when the line speed v was varied, as a result of adjusting the height of the fluid surface of the cooling fluid CF in accordance with the line speed v and varying the distance d.
- Fig. 6 is a graph showing the relationship between the line speed v and the target temperature in Comparative example 1
- Fig. 7 is a graph showing the relationship between the line speed v and the warp amount of a metal sheet in Comparative example 1.
- Fig. 8 is a graph showing the relationship between the line speed v and the target temperature in Comparative example 2
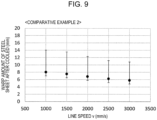
- Fig. 9 is a graph showing the relationship between the line speed v and the warp amount of the metal sheet S in Comparative example 2.
- the distance d was controlled by moving the movable masking member with the restraining rolls 20 being fixed and controlling the cooling start position.
- Other conditions were set to be the same as those in the present invention example, and the aforementioned steel sheet was manufactured.
- the temperature (°C) of the steel sheet at the time of passing the restraining rolls 20 greatly varied in Comparative example 2 regardless of the line speed v (mm/s) and was uncontrollable. Therefore, under all of conditions, there was a case in which the temperature (°C) of the steel sheet at the time of passing the restraining rolls 20 was out of the range of 450°C to 100°C, which is the target temperature T2. Then, as illustrated in Fig. 9 , under all of conditions, there was the steel sheet in which the warp amount of the steel sheet was more than 10 mm, and the effect of suppressing a deformation of the steel sheet was insufficient. As a result, a variation, which is a difference between the maximum value and a minimum value of the warp amount, was increased to 9.2 mm.
- the embodiment of the present invention is not limited to the aforementioned embodiment, and various changes can be added thereto.
- the target temperature T2 is (TMs + 150)(°C) to (TMf - 150)(°C) in the example presented in the aforementioned embodiment, the target temperature T2 is not limited thereto.
- the target temperature T2 may be not limited to (TMs + 150)(°C) to (TMf - 150)(°C) when absence of variations in the shape of the metal sheet S in terms of, for example, the warp amount and the like is simply required from the point of view of ensuring flexibility in processing and operation in subsequent steps.
- the target temperature T2 is previously determined in consideration of a predicted shape (for example, the warp amount) while ensuring of flexibility in processing and operation in subsequent steps and the like are taken into consideration.
- the distance d from the cooling start position to the restraining rolls 20 is controlled.
- the temperature of the metal sheet S at the time of passing the restraining rolls 20 is caused to be the previously determined temperature T2 so that variations in the shape of the metal sheet S, in other words, the warp amount of the metal sheet S defined in Fig. 3 is 4 mm or less.
- the restraining rolls 20 may be configured to move in the longitudinal direction of the metal sheet S, in other words, the conveyance direction of the metal sheet S.
- the quenching apparatus 1 for the metal sheet S may include a roll moving device that is constituted by, for example, a motor or the like and that moves the restraining rolls 20.
- the distance d is controlled by both the height of the fluid surface of the cooling fluid CF and the position of the restraining rolls 20.
- the distance d can be quickly adjusted by moving the restraining rolls 20 in the conveyance direction of the metal sheet S while the height of the fluid surface is raised.
- the distance d can be minutely controlled by, for example, roughly adjusting the distance d by the water-level adjustor 30 and finely adjusting the distance d by the positional adjustment of the restraining rolls 20.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021136142 | 2021-08-24 | ||
| PCT/JP2022/029365 WO2023026774A1 (fr) | 2021-08-24 | 2022-07-29 | Appareil de durcissement par trempe, procédé de durcissement par trempe et procédé de fabrication feuille métallique |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4372106A1 true EP4372106A1 (fr) | 2024-05-22 |
Family
ID=85323000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22861065.5A Pending EP4372106A1 (fr) | 2021-08-24 | 2022-07-29 | Appareil de durcissement par trempe, procédé de durcissement par trempe et procédé de fabrication feuille métallique |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4372106A1 (fr) |
| JP (1) | JP7508024B2 (fr) |
| KR (1) | KR20240035543A (fr) |
| CN (1) | CN117836436A (fr) |
| MX (1) | MX2024002108A (fr) |
| WO (1) | WO2023026774A1 (fr) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS462733B1 (fr) * | 1967-02-07 | 1971-01-23 | ||
| JPS5110566B2 (fr) * | 1971-11-15 | 1976-04-05 | ||
| JPS5173911A (en) * | 1974-12-24 | 1976-06-26 | Nippon Kokan Kk | Kosutoritsupuoteisankajotaidemizuyakiiresuruhoho oyobi sochi |
| JPS5842254B2 (ja) * | 1979-06-29 | 1983-09-19 | 日本鋼管株式会社 | 連続焼鈍設備 |
| JPS6094722U (ja) | 1983-12-02 | 1985-06-28 | 日立電線株式会社 | アンダ−カ−ペツトケ−ブル |
| MX2017006870A (es) | 2014-11-28 | 2017-08-14 | Jfe Steel Corp | Metodo para la fabricacion de lamina de metal y unidad de temple rapido. |
| JP6687084B2 (ja) | 2017-11-15 | 2020-04-22 | Jfeスチール株式会社 | 急冷焼入れ装置及び急冷焼入れ方法並びに金属板製品の製造方法 |
-
2022
- 2022-07-29 CN CN202280055845.3A patent/CN117836436A/zh active Pending
- 2022-07-29 KR KR1020247004916A patent/KR20240035543A/ko unknown
- 2022-07-29 EP EP22861065.5A patent/EP4372106A1/fr active Pending
- 2022-07-29 MX MX2024002108A patent/MX2024002108A/es unknown
- 2022-07-29 WO PCT/JP2022/029365 patent/WO2023026774A1/fr active Application Filing
- 2022-07-29 JP JP2022559510A patent/JP7508024B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023026774A1 (fr) | 2023-03-02 |
| MX2024002108A (es) | 2024-03-06 |
| JPWO2023026774A1 (fr) | 2023-03-02 |
| JP7508024B2 (ja) | 2024-07-01 |
| CN117836436A (zh) | 2024-04-05 |
| KR20240035543A (ko) | 2024-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108474052B (zh) | 骤冷淬火装置及骤冷淬火方法 | |
| KR101987566B1 (ko) | 금속판의 제조 방법 및 급랭 ?칭 장치 | |
| JP6687084B2 (ja) | 急冷焼入れ装置及び急冷焼入れ方法並びに金属板製品の製造方法 | |
| EP4372106A1 (fr) | Appareil de durcissement par trempe, procédé de durcissement par trempe et procédé de fabrication feuille métallique | |
| JP6870701B2 (ja) | 鋼板の冷却方法、鋼板の冷却装置および鋼板の製造方法 | |
| WO2021065583A1 (fr) | Dispositif de trempe de bande métallique, procédé de trempe de bande métallique et procédé de production de produit en bande métallique | |
| JP6687090B2 (ja) | 急冷焼入れ装置及び急冷焼入れ方法並びに金属板製品の製造方法 | |
| EP4372105A1 (fr) | Dispositif de trempe, procédé de trempe et procédé de fabrication de feuille métallique | |
| EP3943619B1 (fr) | Appareil de trempe et procede de fabrication de feuille métallique | |
| JP2019073754A (ja) | 熱処理鋼板の製造方法及び鋼板冷却装置 | |
| EP4350017A1 (fr) | Appareil de trempe de tôle métallique, installation de recuit continu, procédé de trempe de tôle métallique, procédé de production de tôle d'acier laminée à froid et procédé de production de tôle d'acier plaquée | |
| EP4275806A1 (fr) | Procédé pour la prédiction de forme de tôle d'acier, procédé de commande de forme, procédé de fabrication, procédé pour la génération de modèle de prédiction de forme, et équipement de fabrication | |
| EP4365320A1 (fr) | Dispositif de trempe, équipement de recuit continu, procédé de trempe, procédé de fabrication de tôle d'acier et procédé de fabrication de tôle d'acier plaquée | |
| JP7537521B2 (ja) | 焼入れ装置及び連続焼鈍設備、並びに焼入れ方法、鋼板の製造方法及びめっき鋼板の製造方法 | |
| EP4257709A1 (fr) | Appareil de durcissement par trempe de tôle métallique et procédé de durcissement par trempe, et procédé de production de tôle d'acier | |
| JP7180636B2 (ja) | 金属板の焼入れ装置及び金属板の焼入れ方法並びに鋼板の製造方法 | |
| JPS62192535A (ja) | 鋼管の冷却方法 | |
| JPH04323328A (ja) | 鋼帯の連続焼鈍温度制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240212 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |